

Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
По допускам работы токарное оборудование принято делить на такие
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Виды ремонта токарного станка 16К20
Компания «РемСтан» вот уже более 10 лет специализируется именно на обслуживании токарного оборудования. Мы можем предложить такие виды ремонта станка 16К20:
- мелкий (малый). В его ходе осуществляется выявление поломок, замеры геометрии. Оборудование испытывается на холостом ходу. Проверяется точность функционирования и чистота обработки;
- средний. Такие ремонтные работы подразумевают восстановление работоспособности главных механизмов и агрегатов станка. Главной его целью является восстановить ресурс оборудования для возможности успешно эксплуатировать его до планового капремонта;
- капитальный. Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Компания «РемСтан» выполняет ремонтные работы в сжатые сроки и дает на них гарантию сроком 12 месяцев. Опыт наших специалистов позволяет решать даже наиболее сложные задачи, а гибкая ценовая политика дает возможность заказывать профессиональные услуги ООО «РемСтан» даже небольшим компаниям.
3 Особенности эксплуатации станка
Токарный станок ТВ-6 инструкция по его эксплуатации позиционирует в качестве учебного оборудования. При этом если на нем будет работать достаточно опытный токарь, он сможет на высоком уровне точности и качества выполнять сравнительно сложные операции по обработке металлических изделий. Именно по этой причине в настоящее время данный станок очень часто приобретают домашние умельцы.
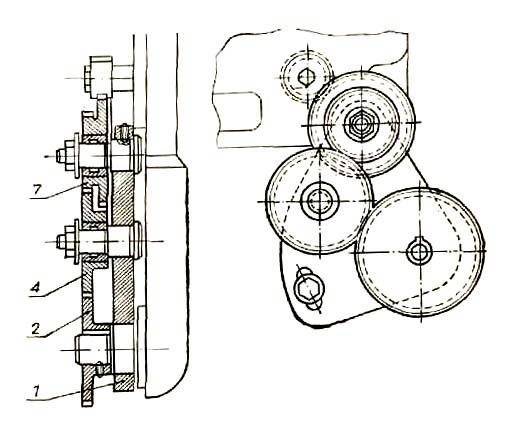
При работе на ТВ-6 следует периодически проверять и регулировать степень натяжения ремней станка, что дает возможность в полной мере использовать возможности его электродвигателя мощностью 1,1 киловатт, а также продлевать время эксплуатации клиноременной передачи. Натяжение ремней корректируется достаточно просто – посредством гаек, соединяющих салазки и двигатель. Стандартный показатель величины натяжения на одну ветку ремня составляет 10 килограмм.

В тех случаях, когда при использовании станка наблюдается серьезная вибрация шпинделя, рекомендуется затянуть все гайки данного узла. Если подобные мероприятия не привели к устранению вибрационных явлений, вероятнее всего, подшипники опоры шпинделя вышли из строя. Это означает, что ТВ-6 нуждается в квалифицированном ремонте.
При обнаружении зазора в указанных подшипниках следует произвести шлифование горцев, расположенных на компенсационном кольце. Также осевой и радиальный зазор (если он незначителен) можно устранить регулировкой пары “контргайка – гайка”.

Добавим, что эксплуатационный срок станка будет тем больше, чем более ответственно вы относитесь к его обслуживанию. Требуется постоянно проводить профилактические и ремонтные работы, целью коих является поддержание состояния оборудования на должном уровне. При таком подходе ТВ-6 будет служить вам по-настоящему долго.
Как правильно купить подержанный станок
Самый простой способ купить б/у аппарат — зайти на сайт бесплатных объявление о продаже на территории РФ: Avito.ru. К сожалению, несмотря на обилие объявлений, для конкретного региона выбор может оказаться недостаточным. Есть и другие продающие интернет-ресурсы. Например, региональный сайт «Из рук в руки». Существуют и еженедельные газеты с таким же или подобным названием. Можно самому подать объявление о покупке.
Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).
- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.






Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
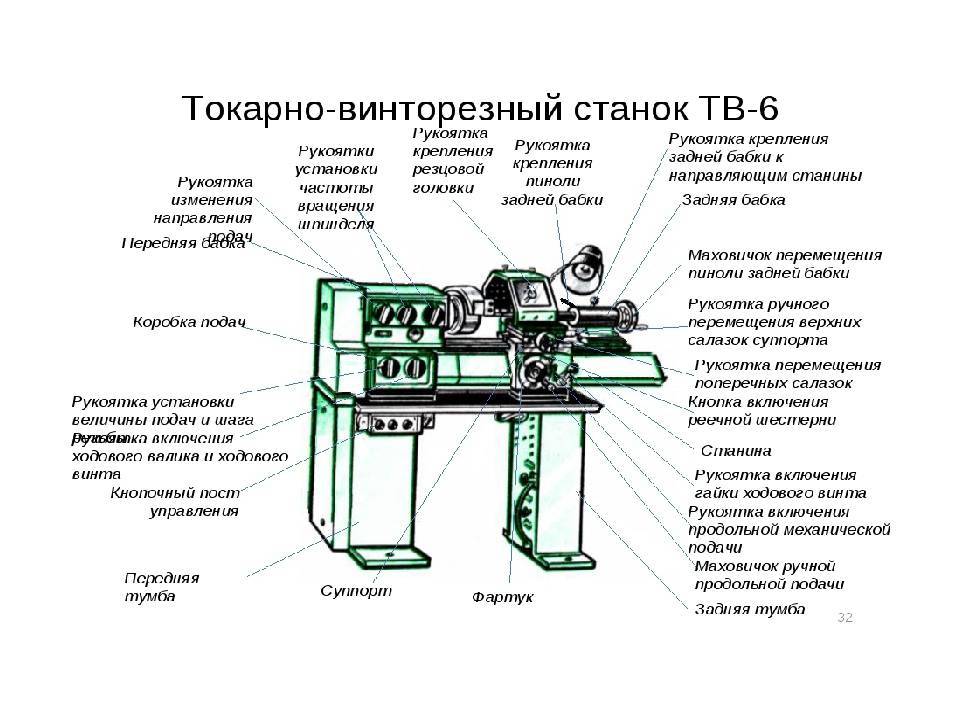
ТВ-6М (ТВ6М) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4
. (Смотрите статьюШкольные токарные станки ) и был заменен на более совершенную модельТВ-7. Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
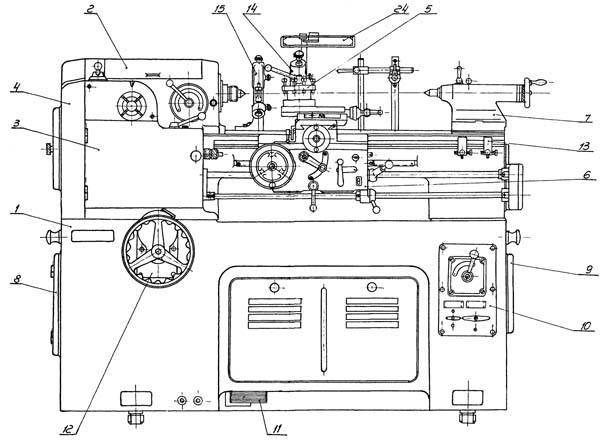
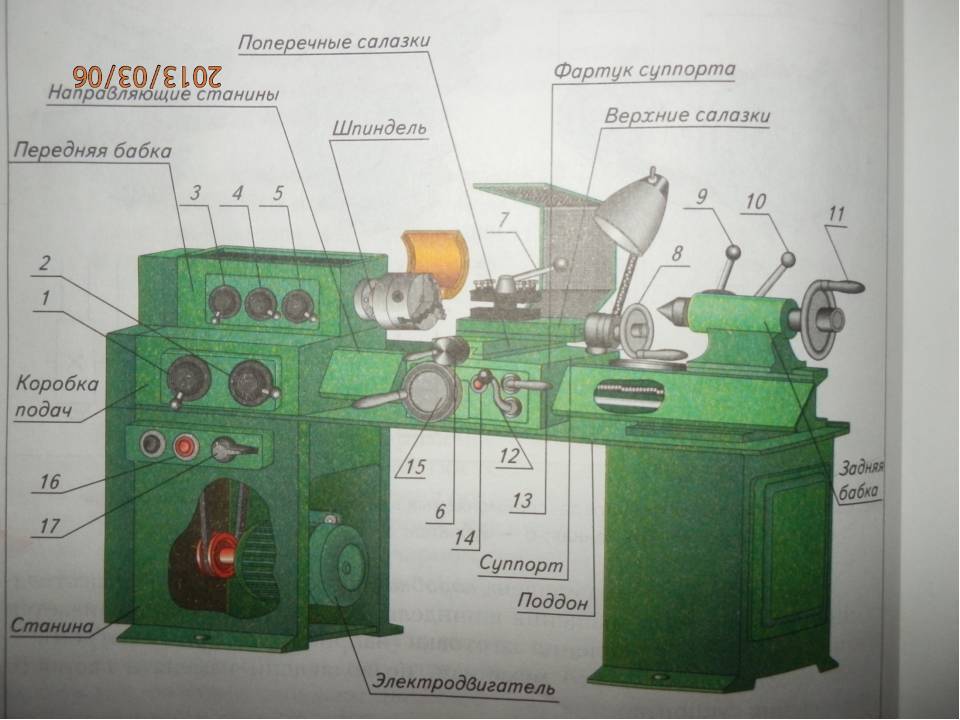
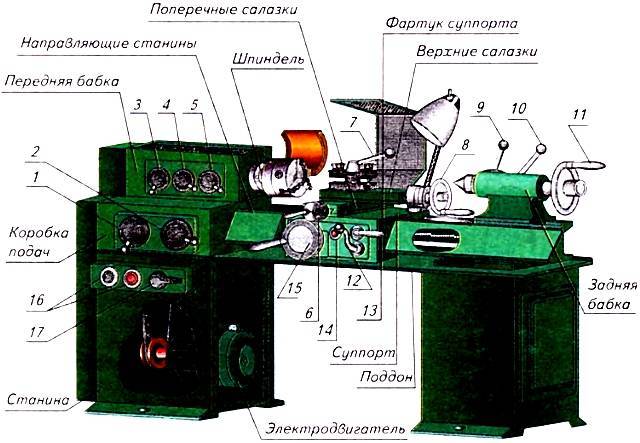
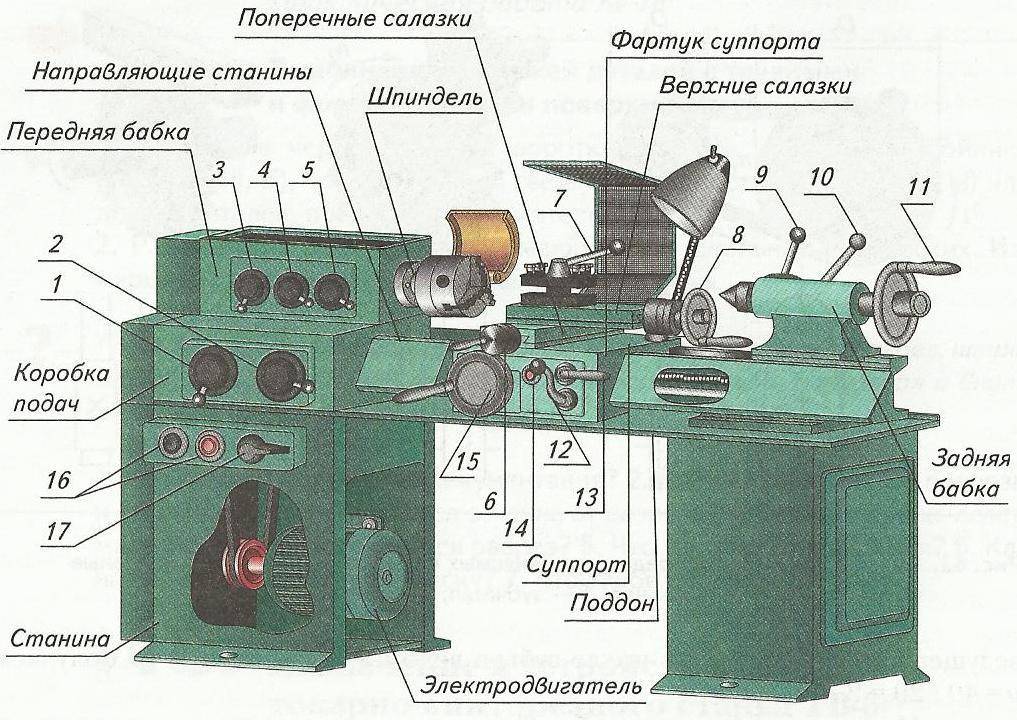
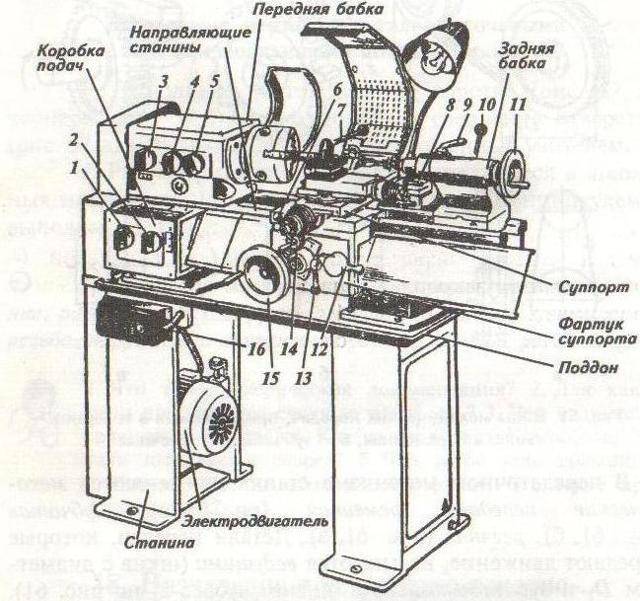
Принцип работы и особенности конструкции станка
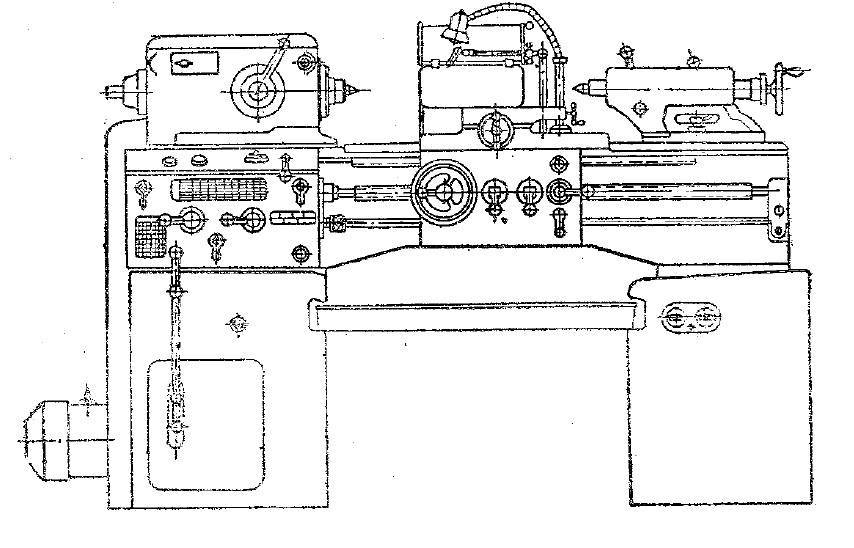
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
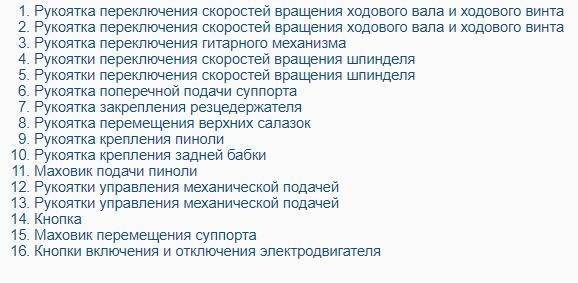
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М — Ø100 мм.
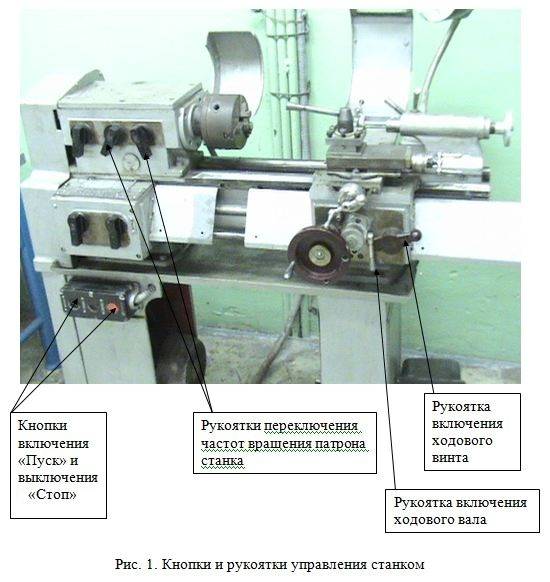
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.




От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Использование устройства
Хоть данное оборудование для точения, соответственно с описанием, и считается учебным, посредством него возможно достигать отличной точности и осуществлять довольно непростые токарные процедуры. Ввиду этого эти станки часто покупают владельцы домашних мастерских.
В приводе устройства применяются клиноременные передачи. Нужно следить за тем, чтобы ремни были постоянно натянуты. Это даст возможность максимально задействовать мощность привода, намного увеличить эксплуатационный период передачи. Если ремни слабо натянуты, их можно отрегулировать. Для этого необходимо немного открутить гайки, которые соединяют салазки с мотором, установить нужное натяжение (десять килограмм на 1 ветку ремня клина).
Довольно часто в ТВ-6 возникает неполадка, заключающаяся в вибрировании шпиндельного элемента. Она может появиться из-за того, что соединяющие винты ослабли. Если вы подтянули гайки шпинделя, а вибрирование продолжается, значит, сломались подшипники.

Если в подшипниках появились промежутки, избавиться от них возможно, отшлифовав торцевые части колец компенсации или отрегулировав гайки. Устранить данными методами возможно только маленькие промежутки, относящиеся к радиальному/осевому типу.
ТВ-6, как и всякий иной станок, нужно регулярно технически обслуживать и ремонтировать. Лишь в этом случае он проработает долгий срок, даст возможность обрабатывать заготовки с высокой точностью.
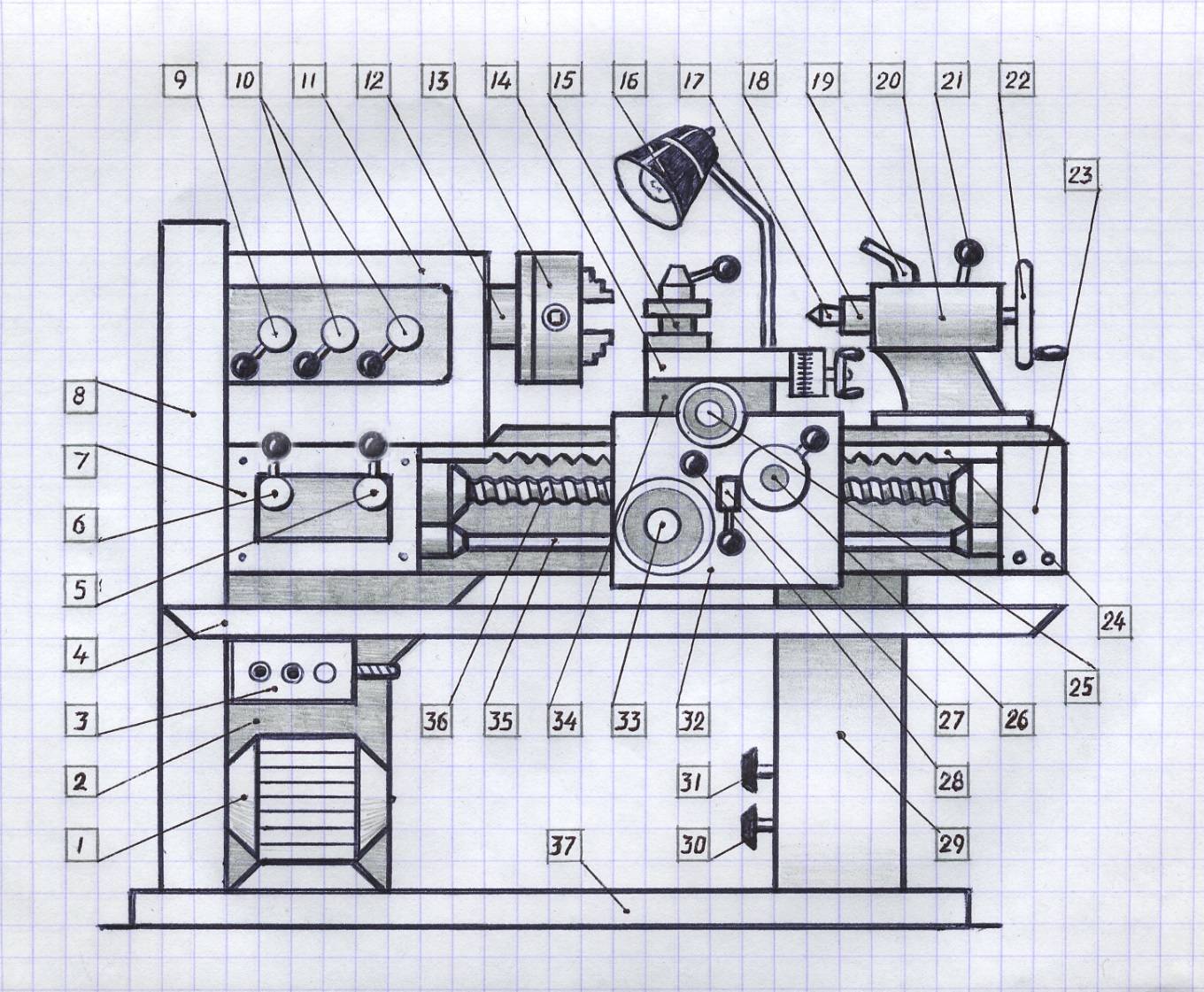
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
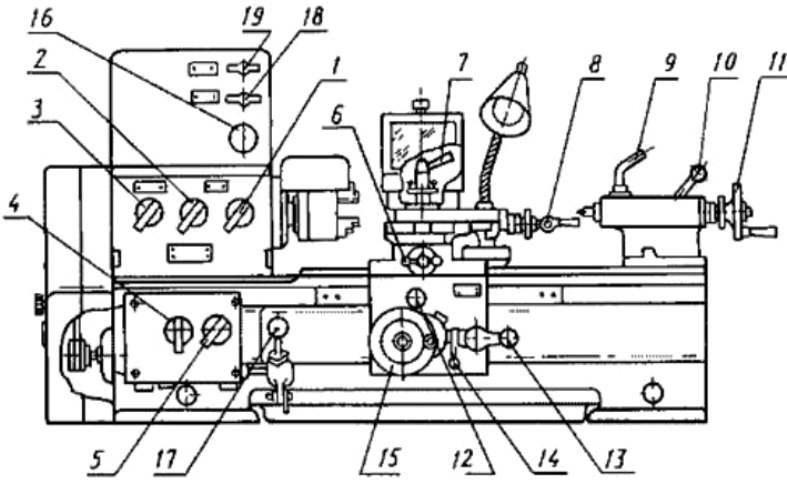
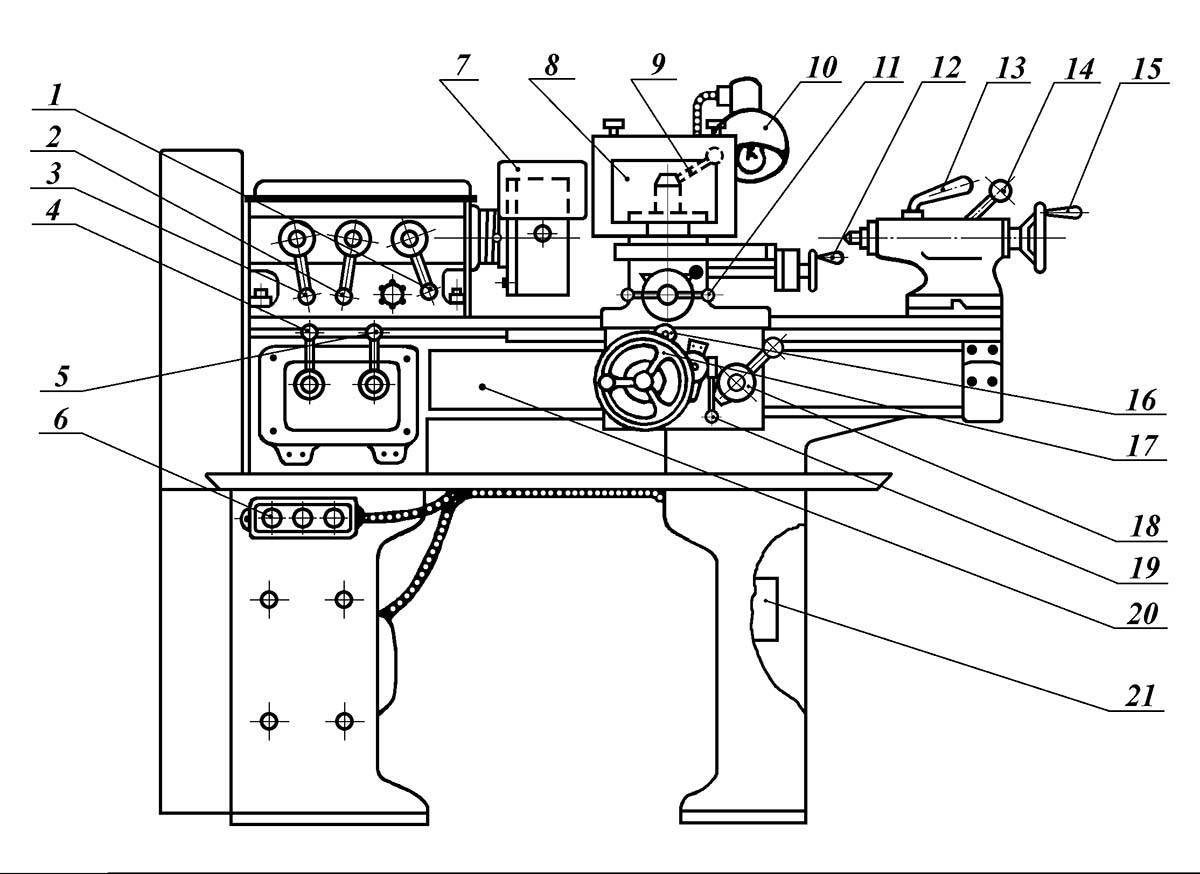
Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
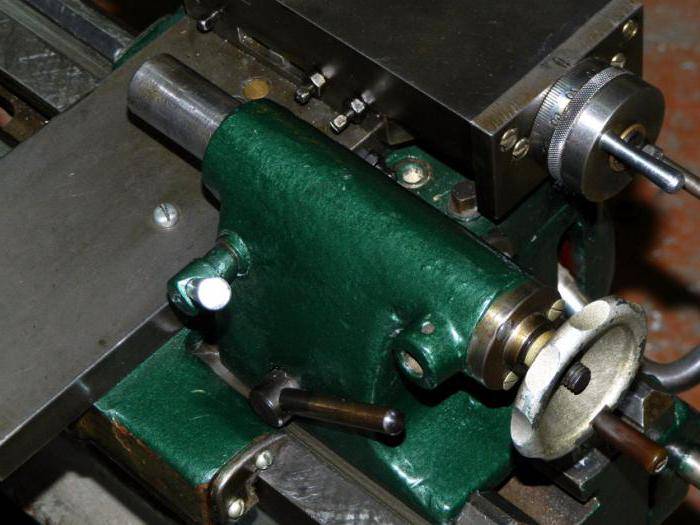
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Комплектация токарного станка ТВ-6
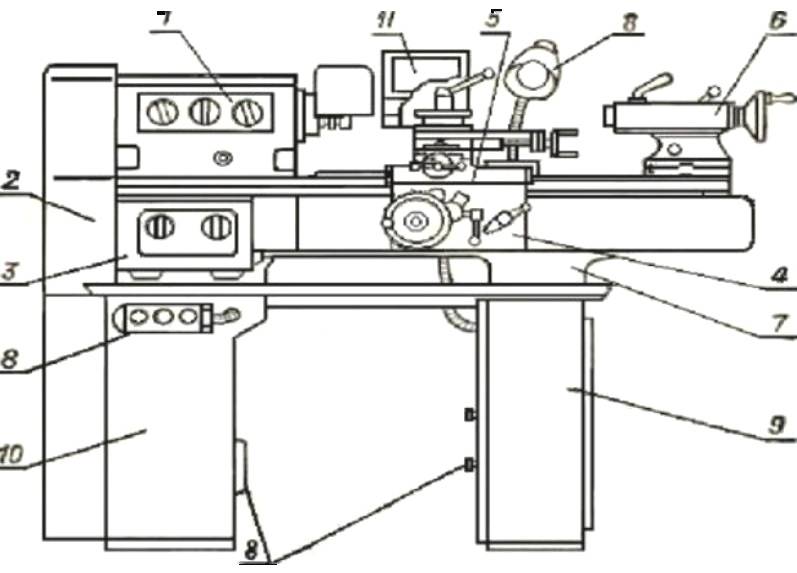
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.
Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.




Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
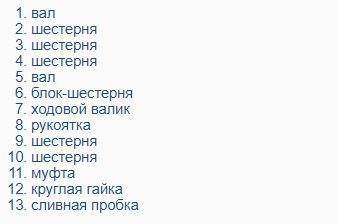
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.





