

Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.

У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Возможность нарезания резьбы машинными метчиками обеспечивается за счет реверсивности шпинделя, благодаря которой он может двигаться в обе стороны.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
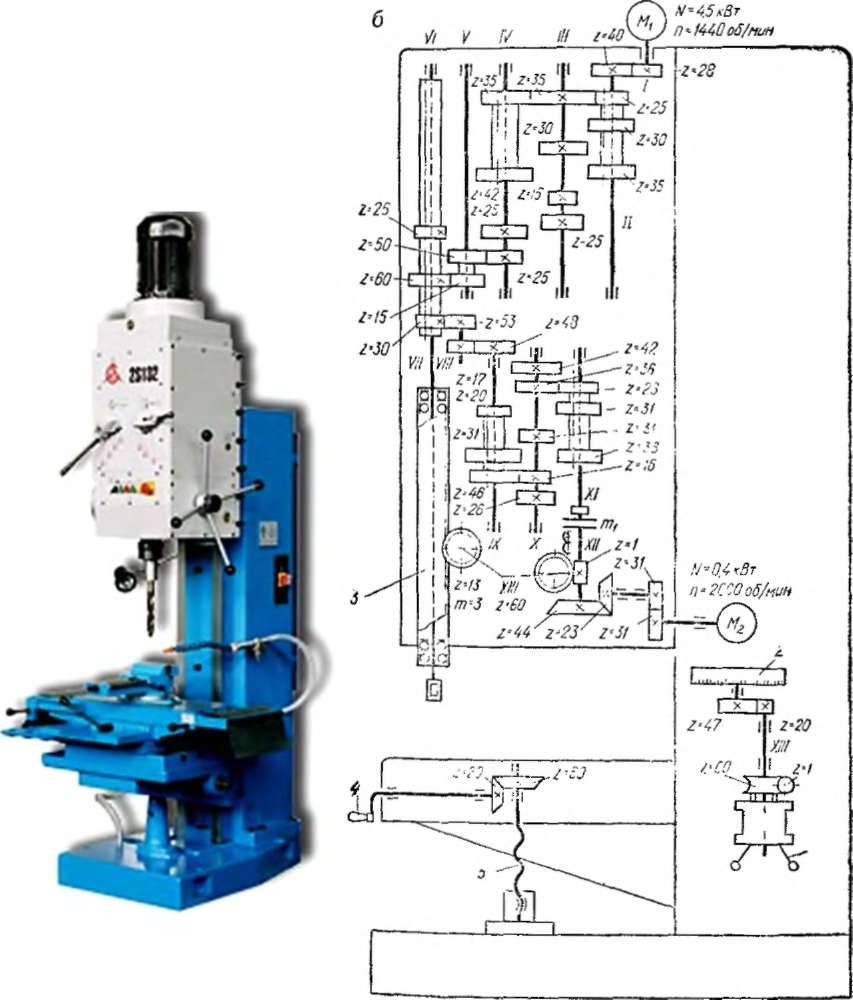
Вертикально сверлильный станок 2с132
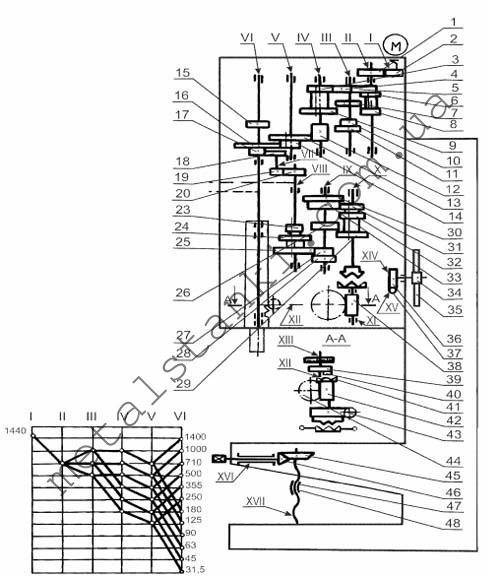
фото:кинематическая схема вертикально-сверлильного станка 2С132

- фото:электрическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132 продолжение
Стойка вертикально-сверлильного станка 1с132
Стойка представляет собой пустотелую чугунную отливку, на которой по направляющим типа “ласточкин хвост” перемещается сверлильная головка и стол. Стол имеет три Т-образных паза, в которых закрепляется различная оснастка.
На фундаментной плите установлен электронасос для СОЖ, в верхней части колоны монтируется шкаф с электрооборудованием.
Фундаментная плита является резервуаром для смазывающе-охлаждающей жидкости.
Коробка скоростей предназначена для осуществления главного движения — вращения шпинделя. Вращение входного вала коробки скоростей осуществляется от электродвигателя через эластичную муфту 10 и зубчатую передачу.
При помощи подвижных блоков 5, 7, 8 шпинделю сообщается от 12 до 15 скоростей. Выходной вал 2 коробки скоростей имеет шлицевое отверстие, через которое крутящий момент передается шпинделю.
Через зубчатую передачу 3 вращательное движение передается на коробку подач.
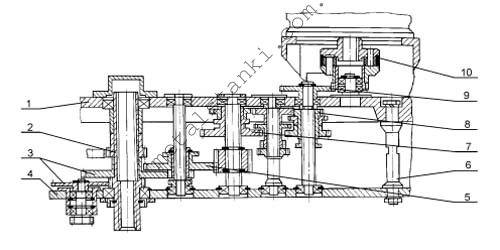
фото:коробка скоростей вертикально-сверлильного станка 1с132
Коробка подач установлена в сверлильной головке и предназначена для осевого перемещения шпинделя. При помощи двух тройных подвижных блоков осуществляется девять подач.
Выходной вал коробки подач сцентрирован с верхней опорой червяка механизма подач. На валу расположена полумуфта, передающая вращательное движение червяку механизма подач.
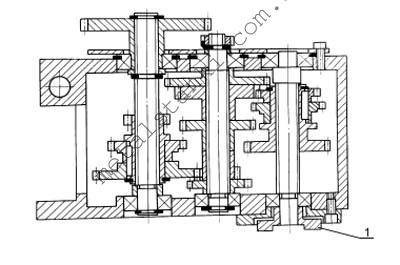
фото:коробка подач вертикально-сверлильного станка 1с132
Шпиндельная бабка 2 установлена на двух подшипниках, осевая нагрузка воспринимается нижним упорным подшипником, а усилие при выбивке режущего инструмента—верхним шариковым. Подшипники расположены в пиноли 3, которая с помощью реечной передачи перемещается вдоль оси.
Выбивка инструмента из конуса Морзе шпинделя осуществляется при помощи специального приспособления на головке шпинделя. Выбивка выполняется вращением штурвала от руки при подъеме шпиндельной бабки. Обойма 5 специального приспособления упирается в корпус сверлильной головки и рычаг 4, поворачиваясь вокруг оси», выбивает режущий инструмент.
Нижний паз шпинделя предназначен для фиксации шпонкой 7 оправки с установленной в ней фрезой при обработке плоскостей на станке 2С132ПФ2И! От выпадания шпонки из паза при фрезеровании, шпонку предохраняет быстросменная втулка, применяемая только при фрезеровании и устанавливается в пазы стакана 6.
фото:шпиндель вертикально-сверлильного станка 1с132
Плавающий стол вертикально-сверлильного станка 1с132
Плавающий стол предназначен для сверления деталей по копиру или разметки и состоит из следующих частей: стол 1,салазки 2 и основание 3.
Стол по салазкам перемещается в продольном направлении на игольчатых подшипниках. Салазки со столом, в свою очередь, перемещаются в поперечном направлении также на игольчатых подшипниках. Роликовые игольчатые подшипники обеспечивают легкость и плавность перемещения и устанавливают стол в нужное положение.

- Зажимное устройство состоящее из эксцентрикового вала 4, верхней и нижней тяг 5 и 6 а также двух клиньев 7 фиксирует стол в нужном положении.
- Регулировка зажимного устройства осуществляется при помощи винта.
- В процессе эксплуатации стола существует необходимость в регулировки направляющих качения, для создания необходимого натяга между направляющими и роликами.
| Наибольшая высота заготовки,мм | 800 |
| Наибольшая масса устанавливаемой заготовки,кг | 600 |
| Наибольший диаметр сверления,мм | 32 |
| Пределы диаметров сверления,мм | 3…35 |
| Размеры рабочей поверхности стола,мм: | |
| ширина | 500 |
| длина | 500 |
| Цена деления лимба,мм | 0,05 |
| Наибольше ручное перемещения шпинделя,мм | 250 |
| Количество частот вращения шпинделя |
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
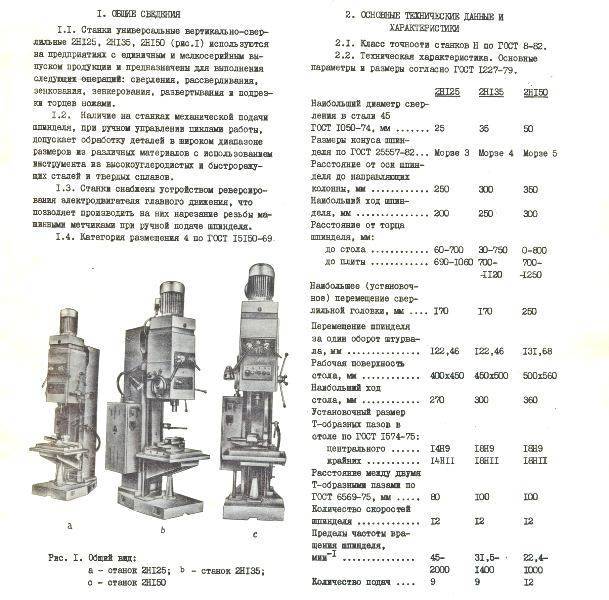
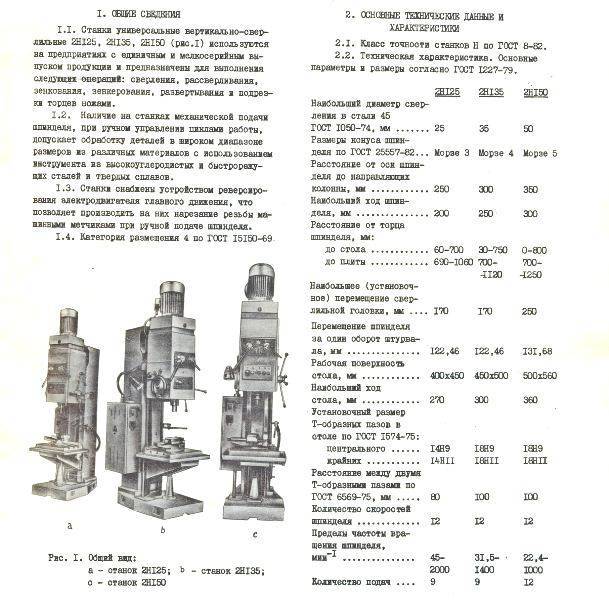
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.

Операции сверления на станке 2н135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
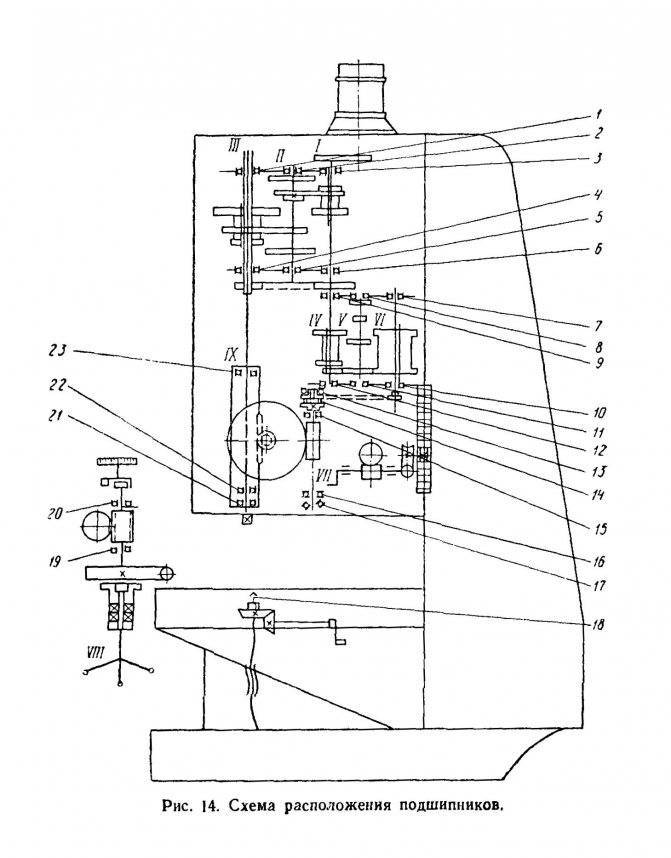
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
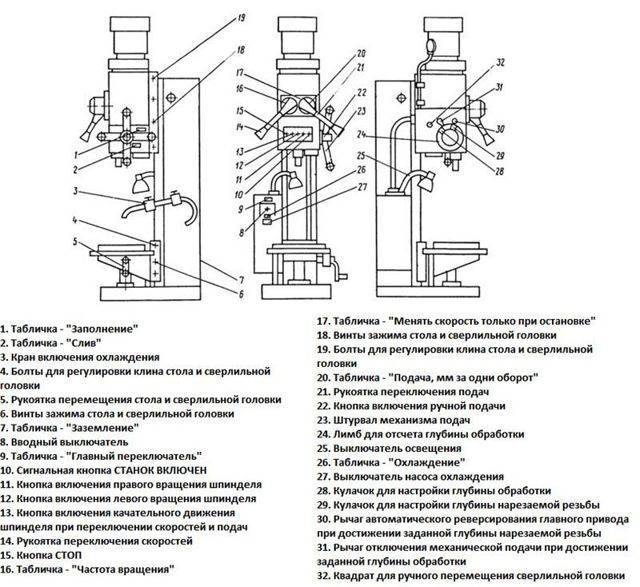
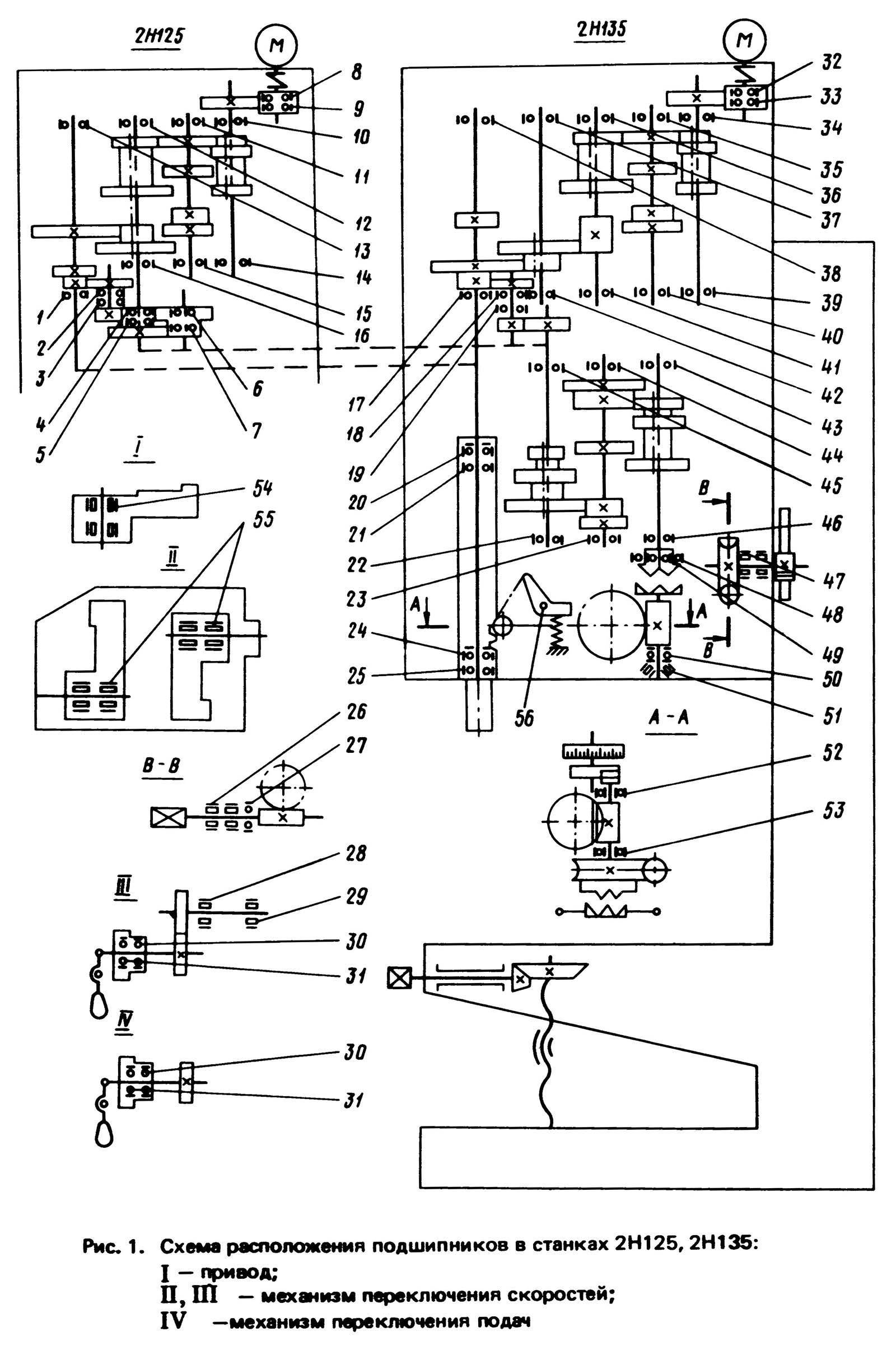
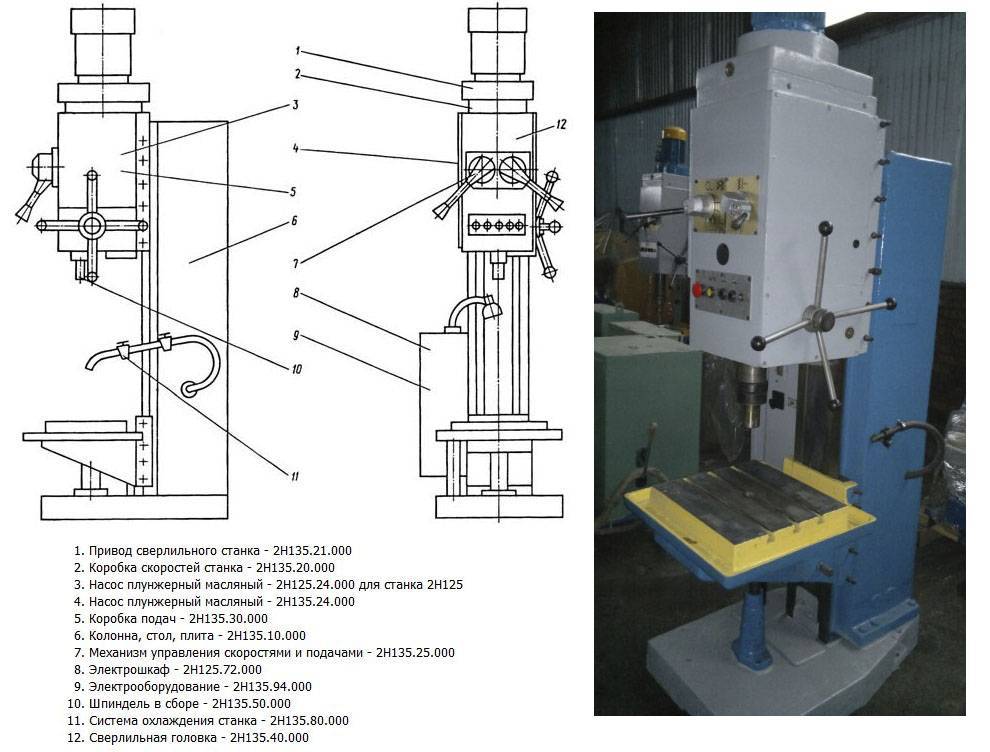
Расположение основных частей сверлильного станка 2Н135
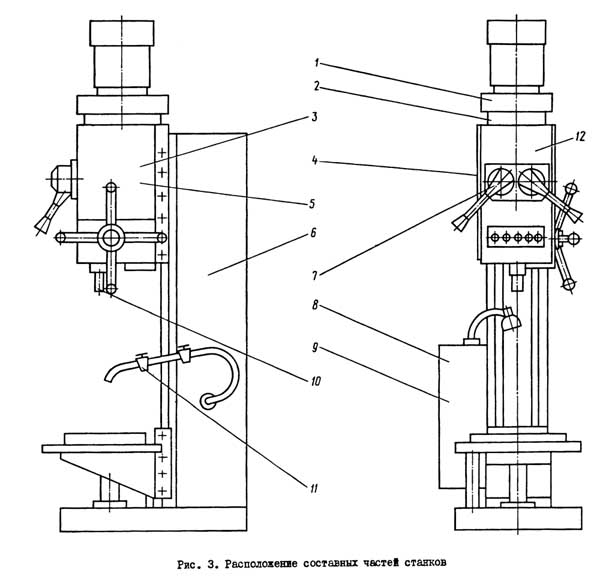
Расположение основных узлов сверлильного станка 2Н135
Обозначение основных частей сверлильного станка 2Н135
- Привод сверлильного станка — 2Н135.21.000
- Коробка скоростей станка — 2Н135.20.000
- Насос плунжерный масляный — 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный — 2Н135.24.000
- Коробка подач — 2Н135.30.000
- Колонна, стол, плита — 2Н135.10.000
- Механизм управления скоростями и подачами — 2Н135.25.000
- Электрошкаф — 2Н125.72.000
- Электрооборудование — 2Н135.94.000
- Шпиндель в сборе — 2Н135.50.000
- Система охлаждения станка — 2Н135.80.000
- Сверлильная головка — 2Н135.40.000
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
2 Сверлильный станок 2Н135 – характеристики, конструкция его отдельных узлов
Основные параметры рассматриваемой нами сверлильной установки имеют следующие значения:
- расстояние от направляющих до оси шпинделя (вертикального) – 300 мм;
- максимальный диаметр отверстия в стальной детали – 35 мм;
- наибольшая дистанция от плиты до торцевой части шпинделя – 1120 мм, наименьшая – 700 мм;
- максимальная дистанция от стола до торца шпинделя – 750 мм, минимальная – 30 мм;
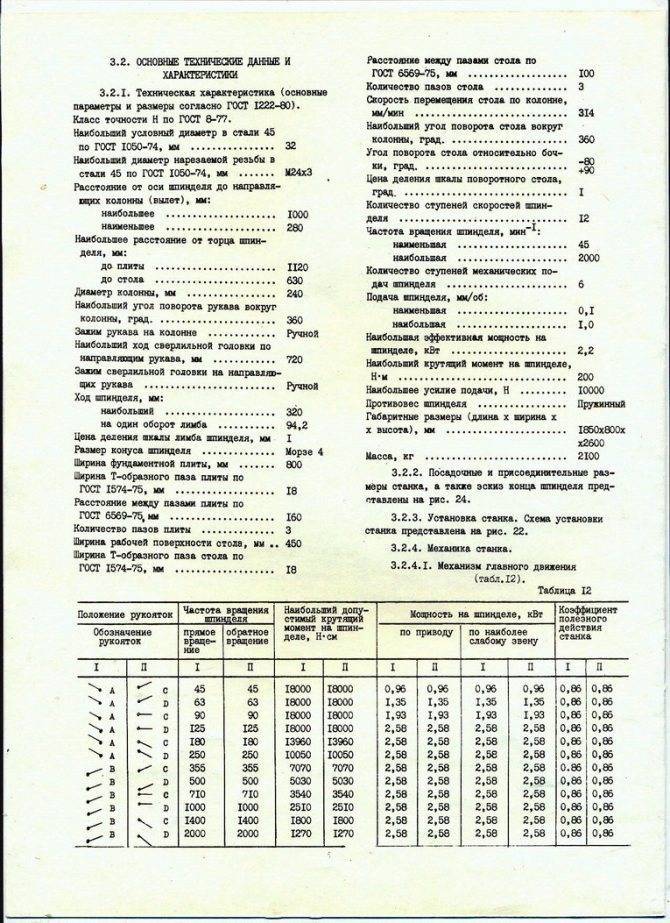
- шпиндель: максимальный крутящий момент – 400 Нм, частота вращения – от 31,5 до 1400 об/мин, предельно возможный ход – 250 мм, число скоростей – 12, передвижение на оборот маховичка-рукоятки – 122,46 мм, на деление лимба – 1 мм;
- рабочий стол: размеры – 450 х 500 мм, предельно допустимое передвижение по оси Z (в вертикальной плоскости) – 300 мм, количество пазов Т-образной формы – 3;
- механика: допустимое (максимальное) усилие подачи – 15 кН, лимиты вертикальных рабочих подач шпинделя (один оборот) – от 0,1 до 1,6 мм, количество ступеней подач – 9, циклы работы на станке задаются вручную, шпиндель оснащен системой динамической остановки;
- размеры установки – 2535 х 825 х 1030 мм;
- мощность двигателя основной подачи – 4 кВт;
- охлаждающая жидкость подается под действием отдельного электрического насоса серии Х14–22М;
- вес – 1200 кг.
Колонна агрегата делается из чугунной отливки. Вдоль нее происходит передвижение стола и сверлильной головки (данные узлы перемещаются вручную по направляющим). Внутри фундаментной плиты размещен отстойник и емкость для охлаждающего состава, непосредственно на плите – электрический насос.
Коробка подач расположена в сверлильной головке, в верхней опоре (точнее в ее расточке) червяка устройства подач. Червяк получает вращение от муфты, которая находится на последнем валу. Оператор имеет возможность выбрать одну из десяти подач. Это доступно, благодаря передвижению двух блоков (тройных) шестерен.
Коробка скоростей способна за счет перемещаемых блоков передавать 12 частот вращения шпинделю. В нижней и верхней плите размещены опоры валов коробки скоростей. Между собой они соединены стяжками (таковых насчитывается четыре). «Сигнал к действию» подается механизму через зубчатую передачу и муфту электрическим двигателем, который находится в вертикальном положении. Плунжерный насос, за функционированием которого оператор может следить по маслоуказателю на подмоторной плите, смазывает элементы коробки.

В сверлильной головке станка расположены все его основные сборочные компоненты:
- устройство переключения подач и скоростей;
- коробки скоростей и подач;
- противовес шпинделя и непосредственно шпиндель;
- узел подачи.
Переключение подач и скоростей осуществляется рукояткой с шестью вариантами положения:
- вдоль оси – три;
- по окружности – три.

Это интересно: Сверлильный станок на магнитном основании (видео)
Технические характеристики
Технологические возможности и рабочие характеристики вертикально-сверлильного станка 2А135 показаны в параметрах конструктивного исполнения:
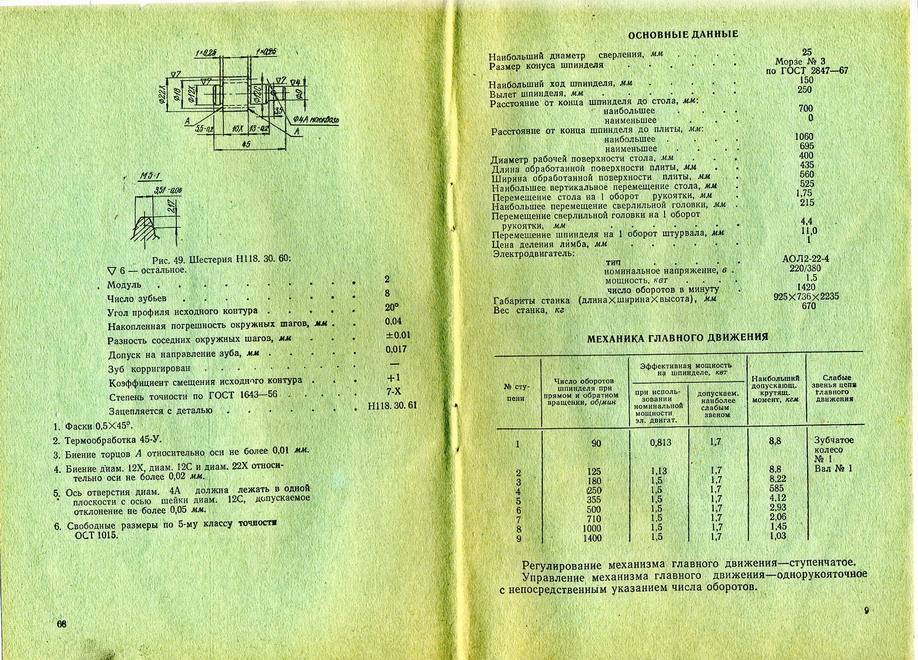
Основные данные
точностной класс по ГОСТ 8-71 – Н (нормальный);
максимальный получаемый размер отверстия, мм:
- сталь 45 – 35;
- чугун – 45;
отстранение пиноли от направляющих колоны – 300 мм;
высота от стола до торца вала, мм:
наибольшее — 1130;
наименьшее — 705.
- установочная плита ШхД – 450х500;
- ход стола по вертикали – 325;
- пазы Т-образные, количество – 3.
Шпиндельная бабка
- посадочный конус под инструмент в шпинделе – Морзе 4 по ГОСТу 24644-81;
- количество скоростей оборотов – 9;
- установочные скорости:
- 68 об/мин;
- 100 об/мин;
- 140 об/мин;
- 195 об/мин;
- 175 об/мин;
- 400об/мин;
- 530 об/мин;
- 750 об/мин;
- 1100 об/мин;
количество подач – 11;
их, регулируемый диапазон – 0,115-1,6 мм/об;
мощность при резании на рабочей подаче, max – 1600 кг;
момент крутящий — 4000 Н·м;
длина перемещения шпинделя – 0,225 м;
длина перемещения шпиндльной бабки – 0,2 м;
принудительное торможение (динамическое) – есть.
Параметры электрических элементов
- питающий ток — трехфазный, переменный;
- мощность электрических двигателей:
- главного — 4500 Вт;
- станции сож (Х14-22М) — 125 Вт.
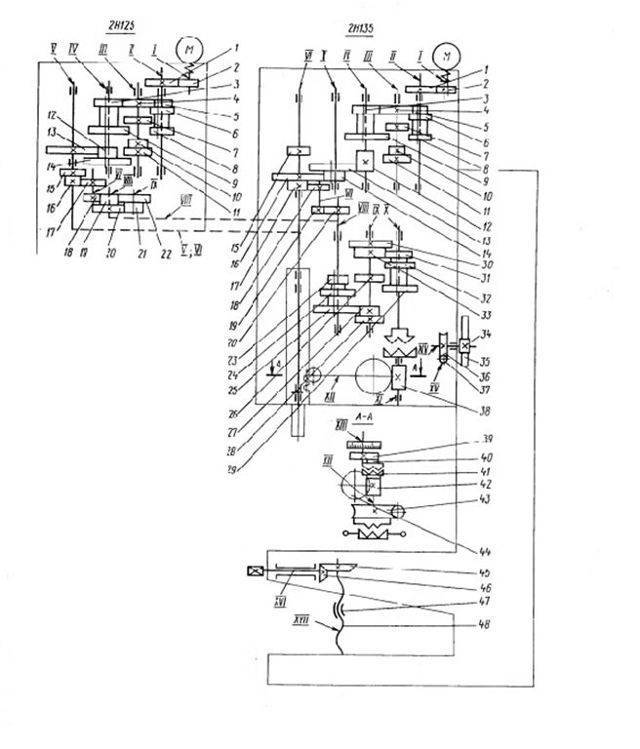
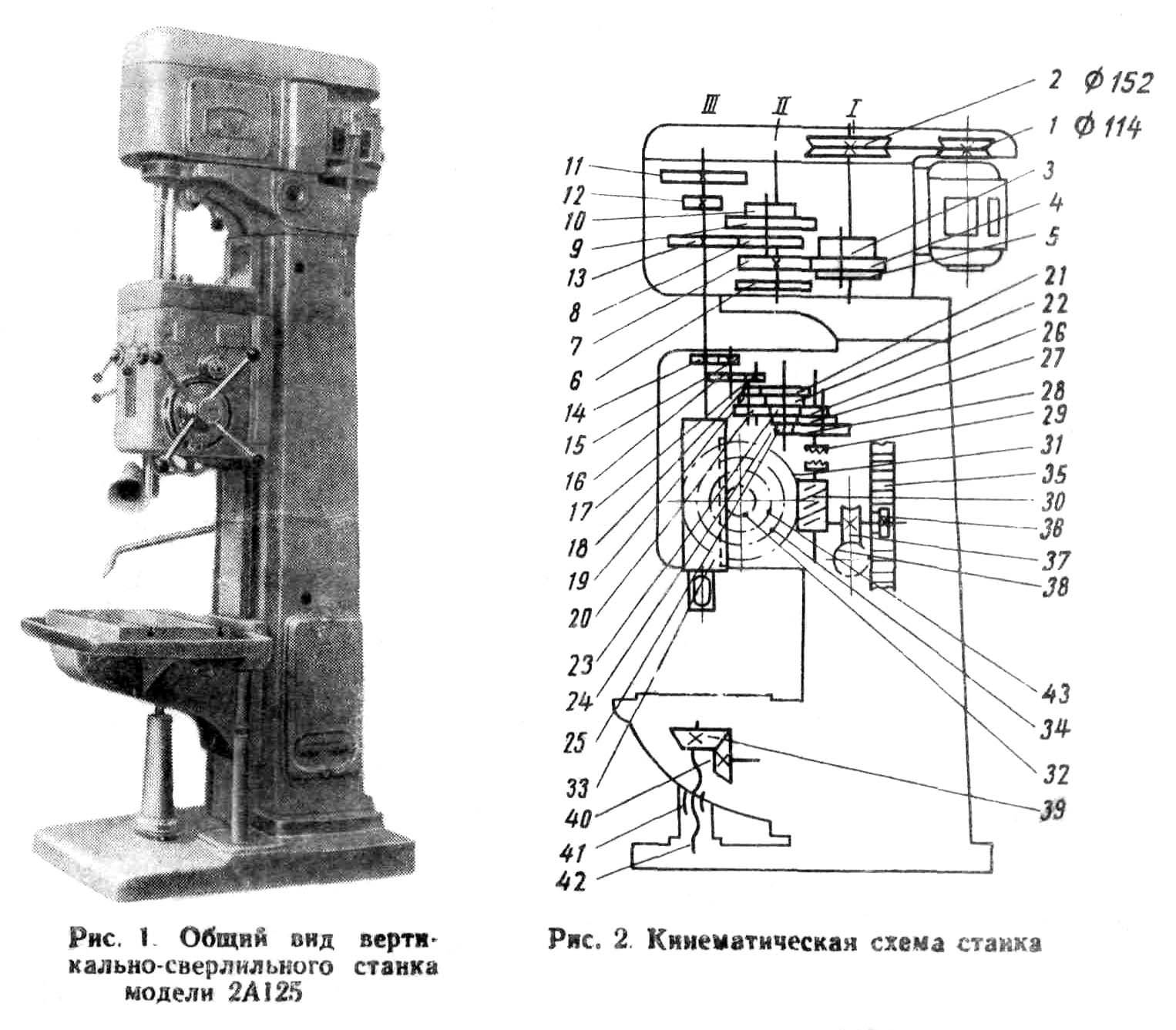
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.

Схема кинематическая вертикально-сверлильного станка 2Н118
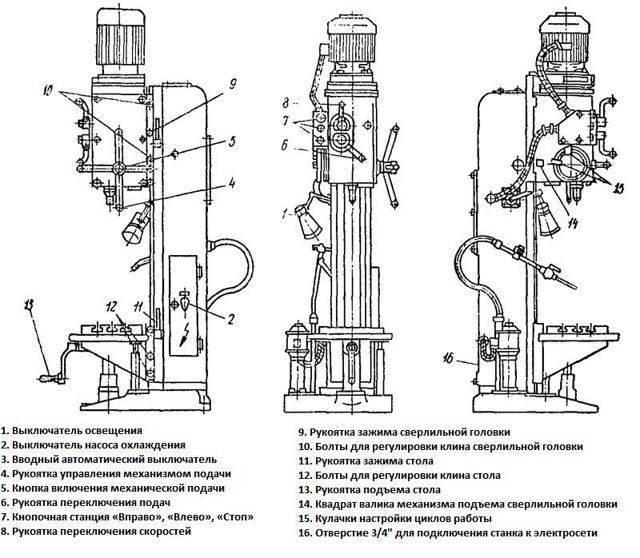
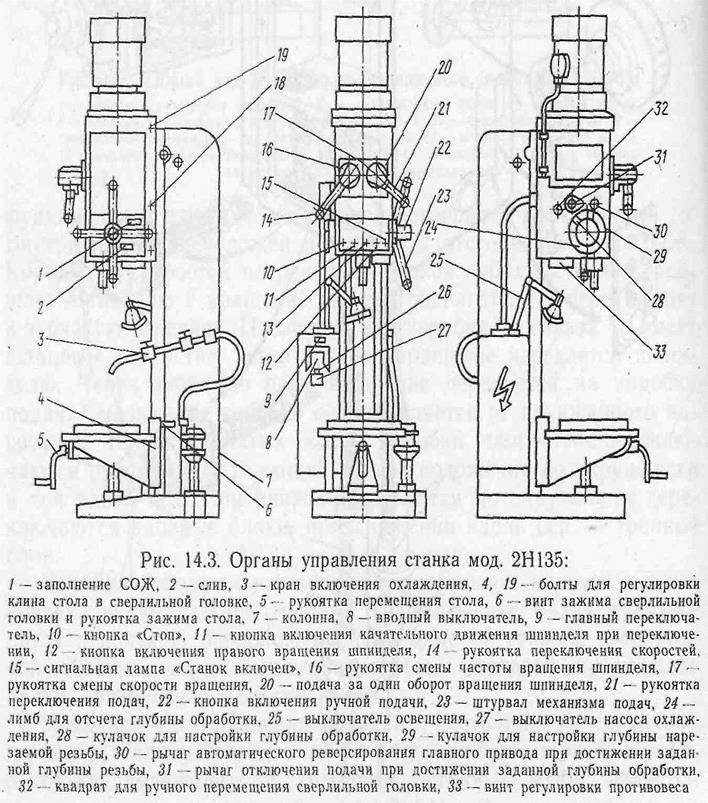
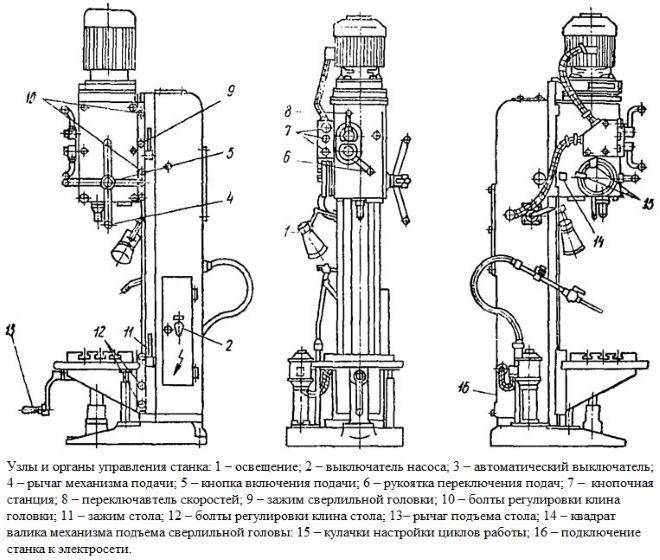
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.
Специфика узлов и органов управления станка
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
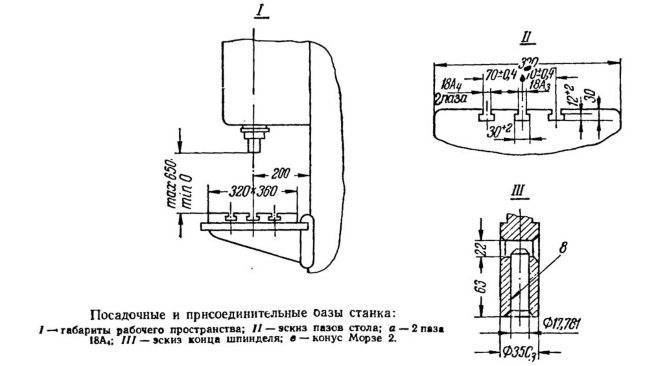
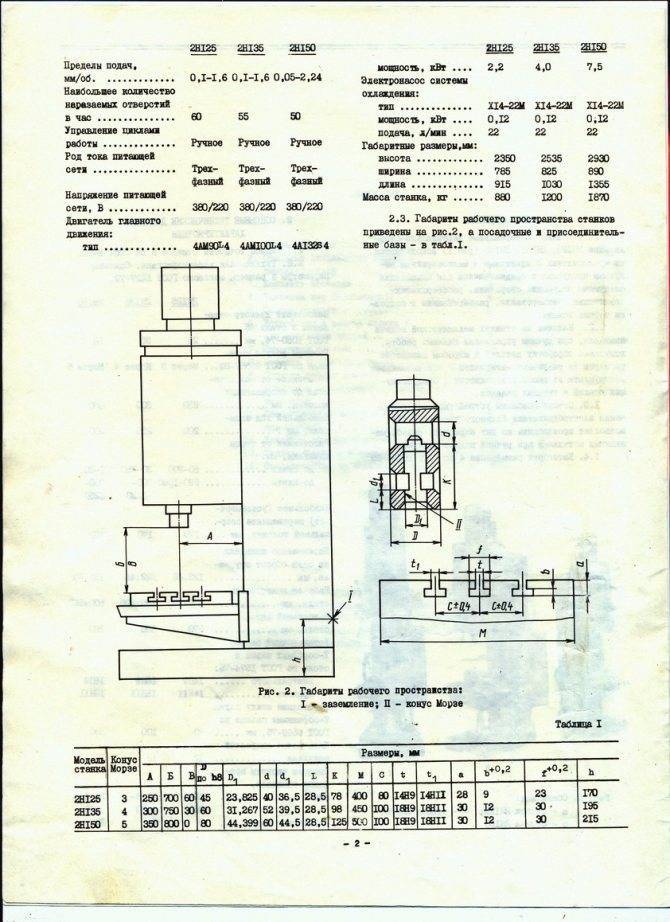
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.

Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.
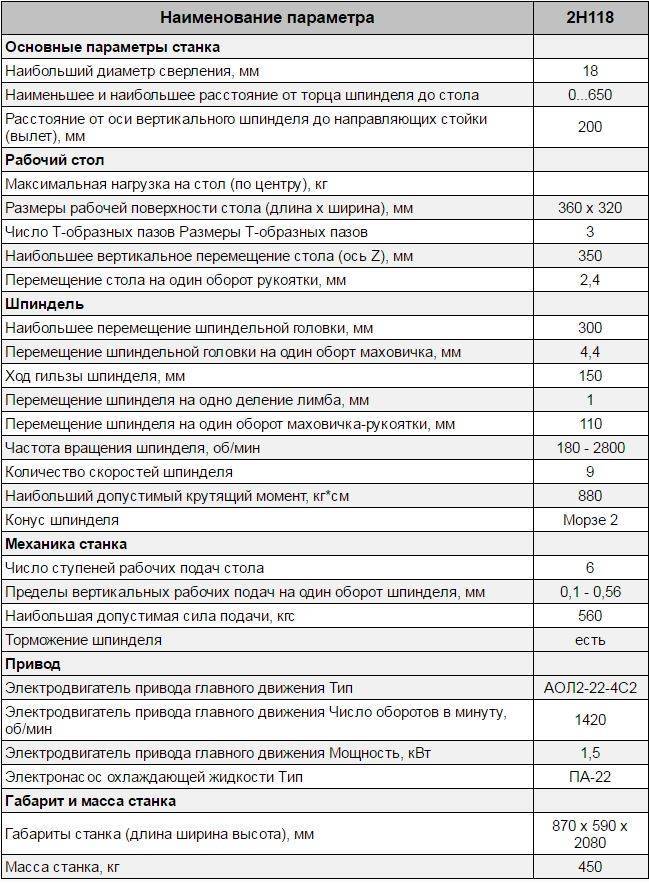
Характеристики станка в формате таблицы




Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
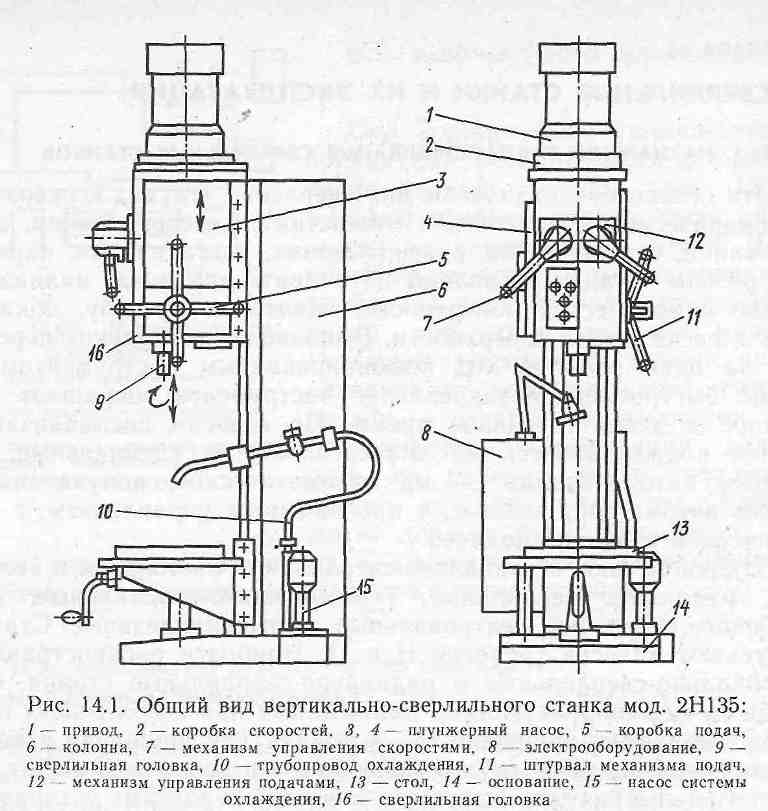
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
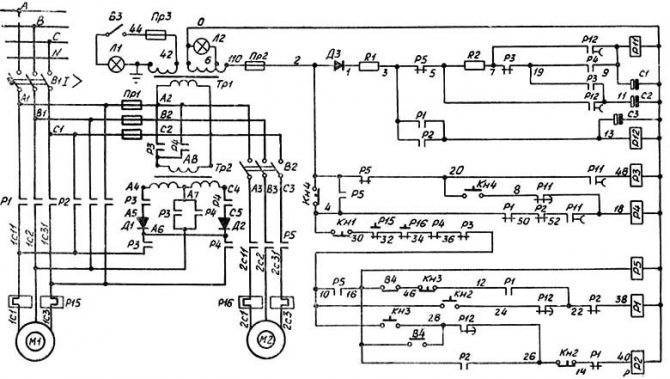
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.





