

Как появился каучук?
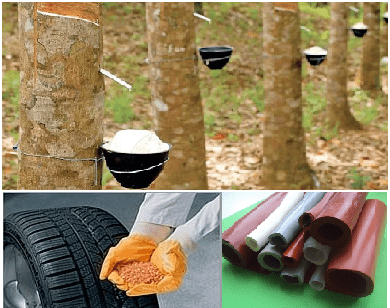
Хроника появления каучука в странах Европы каучука началась тогда, когда Колумб в 1493 году привез с нового континента диковинные сокровища. Среди них оказался удивительно прыгучий мяч, который сделали местные туземцы из млечного сока дерева гевеи. Этот сок индейцы называли «каучу» (от «кау» – дерево, «чу» – слезы, плакать) и использовали в ритуальных обрядах. Название закрепилось и при испанском королевском дворе. Однако в Европе о существовании необычного материала забыли вплоть до 18 века.
Всеобщий интерес к каучуку возник лишь после того как французский мореплаватель Ш. Кондамин в 1738 году представил ученым из Парижской академии наук некий упругий материал, образцы изделий из него, его описание и методы добычи. Эти вещи Ш. Кондамин привез из экспедиции по Южной Америке. Там туземцы делали различные предметы обихода из смолы особых деревьев. Такой материал получил название “резина”, от лат. resina – “смола”. Именно с этих пор и начался поиск способов применения этого вещества.

Каучук — виды, получение и применение
 В наше время почти любая область жизнедеятельности предполагает применение каучука. Это производство шин, кабеля, труб, строительный и отделочный материал, его используют в обувной, медицинской и других областях промышленности. Но что же такое «каучук», каковы виды каучука и как его получают?
В наше время почти любая область жизнедеятельности предполагает применение каучука. Это производство шин, кабеля, труб, строительный и отделочный материал, его используют в обувной, медицинской и других областях промышленности. Но что же такое «каучук», каковы виды каучука и как его получают?
Еще в конце 15 века индейцы Северной Америки из сока дерева гевеи научились получать каучук, который использовали при изготовлении обуви и других вещей. При надрезе коры гевеи происходило выделение капель молочно-белого сока – латекса. Этот сок индейцы назвали «слезы дерева», что звучит как кау-учу. Отсюда и название – каучук.
Открытие Америки Христофором Колумбом способствовало распространению чудесного материала в Европу, где путем проб и ошибок впервые получили резину. С появлением автомобильной промышленности в 20 веке спрос на резину, а, значит, и на каучук стал расти. В то время стоимость изделий из каучука была очень высокой. Это связано с тем, что в год с одного дерева гевеи можно получит всего 1—2 кг каучука, а на производство, например, шин требовалось в 50 больше.
Вскоре возникла нехватка, дефицит получаемого из сока гевеи каучука (натуральный каучук). Ученые занялись поиском решений этой проблемы. И, наконец, в 20-е годы 20 века русский учёный С.В. Лебедев получил первый синтетический каучук путем полимеризации 1,3-бутадиена (дивинила) на натриевом катализаторе. Позже натриевый катализатор заменили катализатором Циглера-Натта (Al(C2H5)3∙TiCl4), что дало возможность получения полибутадиена и полиизопрена — синтетического каучука, обладающего нужными свойствами эластичности и прочности. Синтетический каучук стал настолько популярен, что к концу 20 века почти полностью вытеснил натуральный каучук.
Вулканизация – сырая резина – Большая Энциклопедия Нефти и Газа, статья, страница 1
Вулканизация – сырая резина
Вулканизация сырой резины производится при повышенной температуре в автоклавах, формах или в другом оборудовании.
В процессе вулканизации сырой резины добавляют ускорители, которые значительно сокращают время, необходимое для полной вулканизации и одновременно улучшают качество резины. Применение особенно активных ускорителей сокращает продолжительность процесса вулканизации почти в 20 раз. Отечественная промышленность выпускает два основных вида ускорителей – – тиурам и дифенилгуанидин. Первый более активен, чем второй. Тиурам выпускается в виде желтоватого порошка, дифенилгуанидин – в виде белого или светло-желтого кристаллического порошка.
Путем прессования и вулканизации сырой резины непосредственно на прессе в открытых и литьевых прессформах с подогревом изготовляются армированные и неармированные детали. Технологический процесс прессования состоит из следующих операций.
При 145 С продолжительность вулканизации сырой резины большинства типов составляет 15 – 50 мин.
Резиновые кольца 0-образного сечения изготовляют вулканизацией сырой резины в пресс-формах. В результате сложного физико-химического процесса макромолекулы каучука образуют пространственную структуру, и каучук из пластичного превращается в прочный эластичный материал.
Уплотнительная шайба может быть выполнена вулканизацией сырой резины в гнезде сердечника, в прессформе, чем достигается хорошая ее связь с гнездом. Недостаток – если резина в процессе эксплуатации будет испорчена, то приходится заменить весь сердечник.
В зависимости от сорта резины и конструкции аппарата вулканизация сырой резины производится одним из следующих способов: а) острым паром в вулканизационном котле; б) открытым способом; в) перегретым паром; г) острым паром непосредственно в самом аппарате.
Последним этапом производства релина является дублирование двух слоев и вулканизация сырой резины.
На рис. 48 показаны типовые изделия, полученные прессованием и вулканизацией сырой резины.
Вместо листового полиизобутилена в качестве подслоя под диабазовые плитки могут использоваться мягкие резиновые обкладки ( резины марок 829, 2566 и др.), но при таком способе защиты потребуется после оклейки аппарата проводить вулканизацию сырой резины, что не всегда можно легко осуществить. В действующем производстве гидрататор защищен покрытием, состоящим из трех слоев резины марки 2566, поверх которой в два слоя уложены диабазовые плитки на диабазовой замазке. В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также, использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата.
Вместо листового полиизобутилена в качестве подслоя под диабазовые плитки могут использоваться мягкие резиновые обкладки ( резины марок 829, 2566 и др.), но при таком способе защиты потребуется после оклейки аппарата проводить вулканизацию сырой резины, что не всегда можно легко осуществить. В действующем производстве гидрататор защищен покрытием, состоящим из трех слоев резины марки 2566, поверх которой в два слоя уложены диабазовые плитки на диабазовой замазке. В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата.
При вулканизационных работах возможны: травмирование рук при работе на прессах и зачистных станках; травмирование при взрыве паровых вулканизационных аппаратов; ожоги при касании к нагретым частям вулканизационных установок и при прорыве пара; поражения электрическим током при работе на электровулканизаторах и использовании электроустановок; отравления парами растворителей и газовыделениями при вулканизации сырых резин.
Страницы:
1
2
Горячая вулканизация
Технология такой вулканизации выглядит следующим образом. К отформованной из сырого каучука добавляют определенное количество серы и специальных добавок. Как правило, объем серы должен лежать в диапазоне 5 – 10% конечная цифра определяется исходя из предназначения и твердости будущей детали. Кроме серы, добавляют так называемый роговой каучук (эбонит), содержащий 20 – 50% серы. На следующем этапе происходит формование заготовок из полученного материала и их нагрев, т.е. вулканизация.
Нагрев проводят различными методами. Заготовки помещают в металлические формы или закатывают в ткань. Полученные конструкции укладывают в печь разогретую до 130 – 140 градусов Цельсия. В целях повышения эффективности вулканизации в печи может быть создано избыточное давление.
После вулканизации каучука
Сформированные заготовки могут быть уложены в автоклав, в котором находиться перегретый водяной пар. Либо их помещают в нагреваемый пресс. По сути, этот метод наиболее распространен на практике.







Свойства каучука прошедшего вулканизацию зависят от множества условий. Именно поэтому вулканизацию относят к самым сложным операциям, применяемым в производстве резины. Кроме того, немаловажную роль играет и качество сырья и метод его предварительной обработки. Нельзя забывать и об объеме добавляемой серы, температуры, продолжительность и метод вулканизации. В конце концов, на свойства готового продукта оказывает и наличие примесей разного происхождения. Действительно наличие многих примесей позволяет выполнить правильную вулканизацию.
В последние годы в резиновой промышленности стали использовать ускорители. Эти вещества добавленные в каучуковую смесь ускоряют протекающие процессы, снижают энергозатраты, другими словами эти добавки оптимизируют обработку заготовки.
При реализации горячей вулканизации на воздухе необходимо присутствие свинцовой окиси, кроме того может потребоваться присутствие свинцовых солей в купе с органическими кислотами или с соединениями которые содержат кислотные гидроокислы.
В качестве ускорителей применяют такие вещества как:
- тиурамидсульфид;
- ксантогенаты;
- меркаптобензотиазол.
Вулканизация, проводимая под воздействием водяного пара может существенно сократиться если использовать такие химические вещества, как щелочи: Са(ОН)2, MgO, NaOH, КОН, или соли Na2CО3, Na2CS3. Кроме того, ускорению процессов поспособствуют соли калия.
Существуют и органические ускорители, это амина, и целая группа соединений, которые не входят в какую-либо группу. Например, это производные от таких веществ как амины, аммиак и ряд других.
На производстве чаще всего применяют дифенилгуанидин, гексаметилентетрамин и многие другие. Не редки случаи, когда для усиления активности ускорителей используют окись цинка.
Кроме добавок и ускорителей не последнюю роль играет и окружающая среда. К примеру, наличие атмосферного воздуха создает неблагоприятные условия для проведения вулканизации при стандартном давлении. Кроме воздуха, отрицательное воздействие оказывают угольный ангидрид и азот. Между тем, аммиак или сероводород оказывают положительной воздействие на процесс вулканизации.
Процедура вулканизации придает каучуку новые свойства и модифицирует существующие. В частности, улучшается его эластичность и пр. контролировать процесс вулканизации можно контролировать, постоянно замеряя изменяемые свойства. Как правило, для этого используют определение усилия на разрыв и растяжение на разрыв. Но эти метод контроля не отличаются точностью и его не применяют.
Получение резины
Резину получают главным образом вулканизацией композиций (резиновых смесей), основу которых (обычно 20-60% по массе) составляют каучуки. Другие компоненты резиновых смесей – вулканизующие агенты, ускорители и активаторы вулканизации (см. Вулканизация), наполнители, противо-старители, пластификаторы (мягчители). В состав смесей могут также входить регенерат (пластичный продукт регенерации резины, способный к повторной вулканизации), замедлители подвулканизации, модификаторы, красители, порообразователи, антипирены, душистые вещества и другие ингредиенты, общее число которых может достигать 20 и более. Выбор каучука и состава резиновой смеси определяется назначением, условиями эксплуатации и техническими требованиями к изделию, технологией производства, экономическими и другими соображениями (см. Каучук натуральный, Каучуки синтетические).
Технология производства изделий из резины включает смешение каучука с ингредиентами в смесителях или на вальцах, изготовление полуфабрикатов (шприцеванных профилей, каландрованных листов, прорезиненных тканей, корда и т.п.), резку и раскрой полуфабрикатов, сборку заготовок изделия сложной конструкции или конфигурации с применением специального сборочного оборудования и вулканизацию изделий в аппаратах периодического (прессы, котлы, автоклавы, форматоры-вулканизаторы и др.) или непрерывного действия (тоннельные, барабанные и др. вулканизаторы). При этом используется высокая пластичность резиновых смесей, благодаря которой им придается форма будущего изделия, закрепляемая в результате вулканизации. Широко применяют формование в вулканизационном прессе и литье под давлением, при которых формование и вулканизацию изделий совмещают в одной операции. Перспективны использование порошкообразных каучуков и композиций и получение литьевых резин методами жидкого формования из композиций на основе жидких каучуков. При вулканизации смесей, содержащих 30-50% по массе S в расчете на каучук, получают эбониты.
Самодельный вулканизатор
В любом вулканизаторе должны быть две важные составляющие – нагревательный элемент и пресс. Изготовить вулканизатор можно из разных компонентов, самые распространенные варианты:
- с использованием обыкновенного утюга;
- на основе электроплитки;
- с поршнем от двигателя легкового автомобиля.
В конструкции с утюгом нагревательной пластиной является подошва бытового прибора, в варианте с плиткой на спираль укладывается металлическая пластина, чтобы резина не прилипала к металлу, между материалами прокладывается бумага или асбест. Самодельный вулканизатор с электронагревателем нужно обязательно снабдить терморегулятором, чтобы он отключал нагревательный прибор при температуре 140-150 градусов Цельсия.

В качестве пресса (прижимного устройства) удобнее всего использовать обычную струбцину, если при нагреве резина начинает издавать неприятный запах, температуру вулканизации следует слегка убавить. Самый идеальный вариант самоделки – утюг с терморегулятором плюс струбцина, для изготовления такого нехитрого устройства требуется минимум конструирования и финансовых затрат.
Вулканизатор с поршнем работает по следующей схеме:
- на ровной металлической поверхности укладывается ремонтируемая камера;
- участок резины, подвергаемый вулканизации, прижимается сверху днищем поршня, деталь двигателя фиксируется с помощью самодельного зажима;
- между металлом и резиной прокладывается плотная бумага;
- вокруг поршня насыпается речной песок (чтобы бумага не загорелась);
- в поршень заливается бензин, топливо поджигается.
Поршневой вулканизатор может стать незаменимым помощником при проколе камеры в пути, где подключить электронагреватель к сети будет весьма проблематично.

Производство резинотехнических изделий[ | ]
Запрос «резинотехнические изделия» перенаправляется сюда. На эту тему нужно создать отдельную статью.
Прорезиненные ткани изготавливают из льняной, хлопчатобумажной или синтетической ткани пропиткой резиновым клеем (специальная резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе.) После испарения растворителя получается прорезиненная ткань.
Для получения резиновых трубок и уплотнителей с различными профилями сырую резину пропускают через шприц-машину (экструдер), в которых разогретая (до 100—110°) смесь продавливается через профилирующую головку. В результате получают профиль или трубу, которые затем вулканизируют либо в вулканизационном автоклаве при повышенном давлении либо в вулканизационной «трубе» при нормальном давлении в среде циркулирующего горячего воздуха, либо в расплаве солей.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резиновой смеси вырезают полосы и накладывают их на металлический дорн, наружный диаметр которого равен внутреннему диаметру изготавливаемого рукава. Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Производство автомобильных покрышек
Основная статья: Автомобильная шина
Автомобильные камеры
изготовляют из резиновых труб, шприцованных или склеенных вдоль камеры. Существует два способа изготовления камер: формовой и дорновый. Дорновые камеры вулканизируют на металлических или изогнутых дорнах. Эти камеры имеют один или два поперечных стыка. После стыкования камеры в месте стыка подвергают вулканизации. При формовом способе камеры вулканизируют в индивидуальных вулканизаторах, снабженных автоматическим регулятором температуры. После изготовления во избежание склеивания стенок, внутрь камеры вводят молотый тальк.

Автомобильные покрышки
собирают на специальных станках из нескольких слоев особой ткани (корд), покрытой резиновым слоем. Тканевый каркас, то есть скелет шины, тщательно прикатывают, а кромки слоев ткани заворачивают. Снаружи каркас покрывают двумя слоями металлокордного брекера, затем в беговой части покрывают толстым слоем резины, называемым протектором, а на боковины накладывают более тонкий слой резины. Собранную таким образом шину (сырую шину) подвергают вулканизации. Перед вулканизацией на внутреннюю часть сырой шины наносят антиадгезионную специальную разделительную смазку (окрашивают) для исключения прилипания к раздувающей диафрагме и лучшего скольжения диафрагмы во внутренней полости шины при формовании.
Технология горячей вулканизации шин своими руками
Для выполнения горячей вулканизации покрышки или камеры понадобится пресс. Реакция сварки каучука и детали происходит за определенный период времени. Это время зависит от размера ремонтируемого участка. Опыт показывает, что для устранения повреждения глубиной в 1 мм, при соблюдении заданной температуры, потребуется 4 минуты. То есть для ремонта дефекта глубиной в 3 мм, придется затратить 12 минут чистого времени. Подготовительное время в расчет не принимаем. А между тем выведение вулканизационного устройства в режим, в заисимости от модели может занять порядка 1 часа.
Температура, необходимая для проведения горячей вулканизации лежит в пределах от 140 до 150 градусов Цельсия. Для достижения такой температуры нет необходимости в использовании промышленного оборудования. Для самостоятельного ремонта шин вполне допустимо применение домашних электробытовых приборов, к примеру, утюга.
Устранение дефектов автомобильной покрышки или камеры при помощи устройства для вулканизации – это довольно трудоемкая операция. У него существует множество тонкостей и деталей, и поэтому рассмотрим основные этапы ремонта.
- Для обеспечения доступа к месту повреждения необходимо покрышку снять с колеса.
- Зачистить рядом с местом повреждения резину. Ее поверхность должна стать шероховатой.
- С применением сжатого воздуха обдуть обработанное место. Корд, появившийся наружу необходимо удалить, его можно откусить кусачками. Резина должна быть обработана специальным составом для обезжиривания. Обработка должна быть проведена с двух сторон, снаружи и изнутри.
- С внутренней стороны, на место повреждения должна быть уложена заранее подготовленная в размер заплатка. Укладку начинают со стороны борта покрышки в сторону центра.
- С наружной стороны на место повреждения необходимо положить куски сырой резины, нарезанные на кусочки по 10 – 15 мм, предварительно их необходимо прогреть на плите.
- Уложенный каучук надо прижать и разровнять по поверхности шины. При этом надо следить за тем, что бы слой сырой резины был выше рабочей поверхности камеры на 3 – 5 мм.
- Через несколько минут, с использование УШМ (угловая шлифмашина), необходимо снять слой наложенной сырой резины. В том случае, если оголенная поверхность рыхлая, то есть в ней присутствует воздух, всю нанесенную резину требуется убрать и операцию нанесения каучука повторить. Если в ремонтном слое нет воздуха, то есть, поверхность ровная и не содержит пор, ремонтируемую деталь, можно отправлять под разогретый до указанной выше температуры.
- Для точного расположения шины на прессе имеет смысл пометить центр дефектного места мелом. Для предотвращения прилипания нагретых пластин к резине, между ними надо проложить плотную бумагу.
Холодный способ
Понадобится специальный набор для клейки заплат, мелкая наждачная бумага, любая обезжиривающая жидкость и накатка (валик), чтобы придавить приклеенную латку. Расположите камеру на плоском, удобном месте, вытащите спичку и определите место будущей заплатки, чтобы подобрать ее из набора по размеру (перекрытие повреждения со всех сторон должно составлять примерно 1,5 см). Возьмите мелкую наждачную шкурку и тщательно обработайте пространство вокруг повреждения. Теперь обезжирьте побелевшее место с помощью растворителя, дождитесь, пока оно высохнет, и нанесите тонкий слой клея.
Пока он подсыхает (3-4 минуты), приготовьте заплатку, сняв с нее тонкий слой защитной пленки. Теперь наложите латку на поврежденное место, стараясь не касаться руками места прокола, и хорошо прижмите, надавливая на центр и края. В заключение прикатайте заплатку накаткой подходящим валиком. Подобный ремонт, проведенный качественными материалами, позволит проехать скутеру не одну тысячу километров. Однако есть и более надежный метод ремонта, позволяющий успешно клеить камеры не только мопедов, но и грузовиков.
Изготовление приспособления для вулканизации
Самодельные вулканизаторы делятся на электрические и бензиновые. Делаются они из деталей, отслуживших свой срок. Основные узлы:
- неподвижный стол;
- нагревательный элемент;
- струбцина.
Самая простая электрическая модель получается из старого утюга, в котором есть рабочая спираль. Этот вариант имеет регулятор, значит, удобнее других. Рабочая поверхность – подошва. Ручку лучше убрать, перевернуть утюг, установить на скобу из толстого листа. Сверху ложится ремонтируемое изделие и зажимается струбциной.
Для бензинового варианта использовать удобно поршень двигателя. В него наливается бензин и поджигается. Для контроля положите на латку бумагу. Она начинает желтеть на критической для резины температуре.
Бывают случаи, когда необходим срочный ремонт шин. Произвести такой ремонт есть возможность самостоятельно или же обратившись в ремонтную мастерскую.
При осуществлении ремонтных работ соблюдаются определенные правила и технологии. Что такое температура вулканизации резины? Читайте далее.
Вулканизация камеры сырой резиной
Процесс вулканизации велокамеры ведется по следующему принципу:
- Подготавливается место в камере, где находится отверстие.
- На это место накладывается сырая резина.
- Нагретым прессом ведется сдавливание.
Температура разогрева сырой резины составляет 147 градусов. Если поднять ее до 150, она разрушится, а при 160 начнется процесс обугливания. Время выдержки — 8−10 минут.
Инструкция по вулканизации камеры в домашних условиях состоит из следующих этапов:
- При помощи наждачной бумаги зачищается месторасположение отверстия. Для этой цели допускается использование абразивного камня.
- Из сырой резины вырезается заплата, как правило, круглой формы. Ее размеры должны перекрывать отверстие не меньше, чем на 2 см.
- Сырая резина окунается в бензин и накладывается на отверстие в камере.
- На резину кладется бумага, чтобы она не пристала к вулканизатору.
- Сверху устанавливается элемент вулканизатора со спиралью, а снизу подкладка.
- Струбциной ведется прижим.
- На клеммы подается напряжение.
- Варка происходит в течение 8−10 минут.
- Прибор отключается.
- Струбцина не снимается до тех пор, пока прибор и камера не остынут.
После снятия место соединения выглядит как единое целое.
Химия
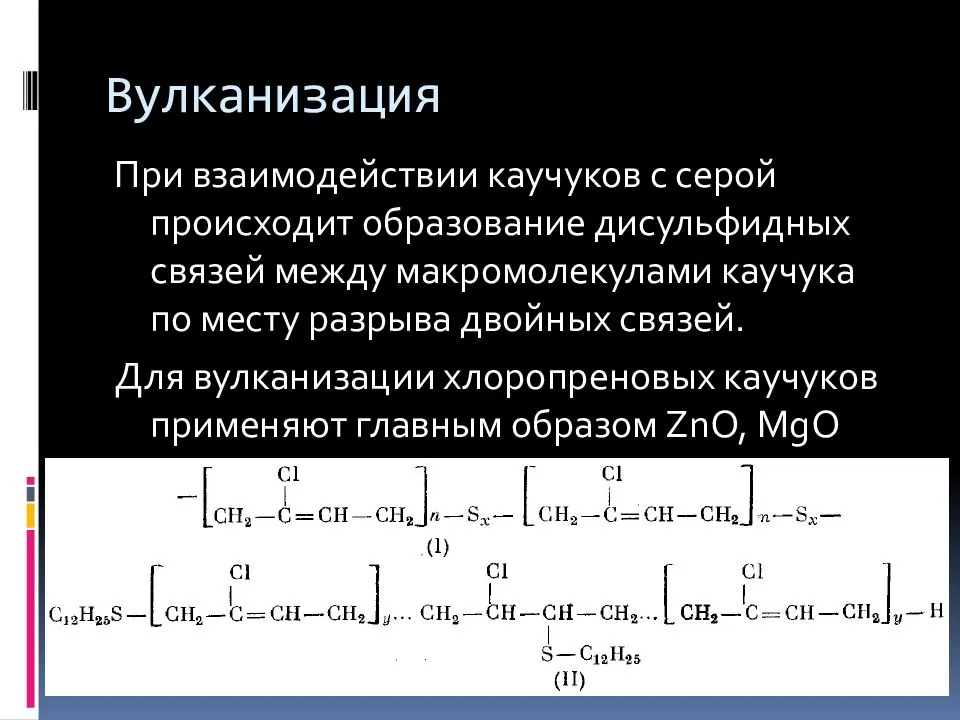
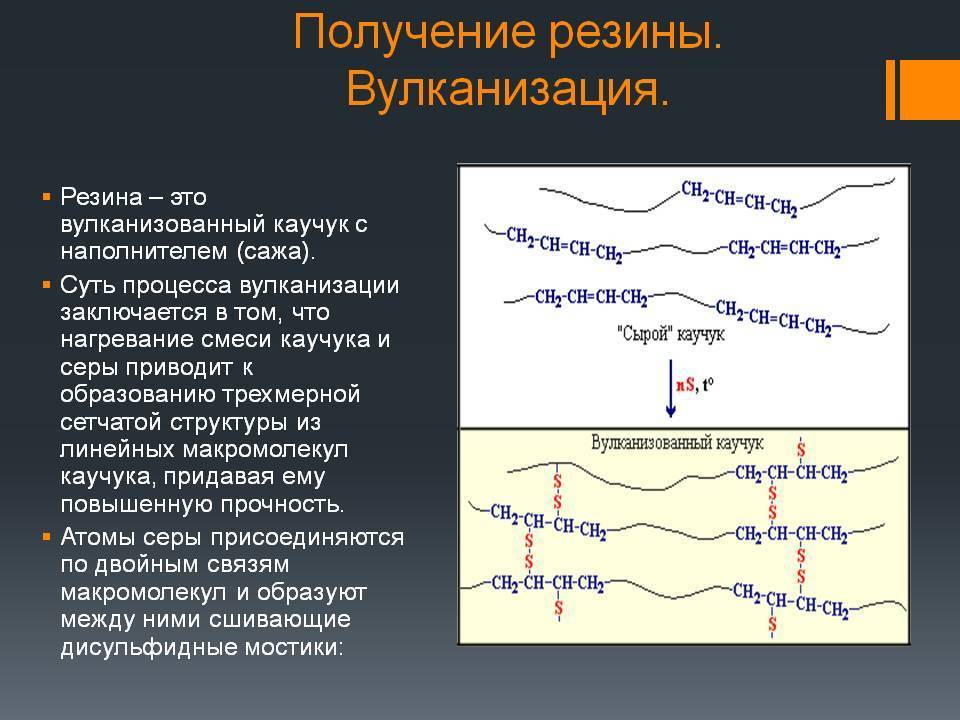
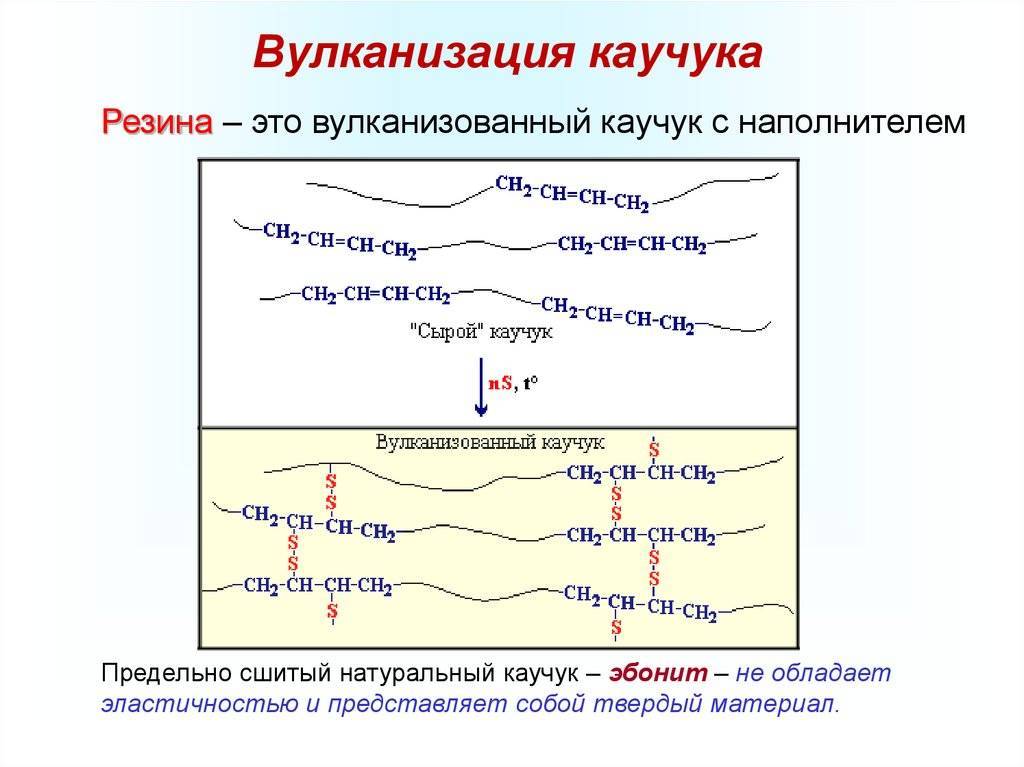
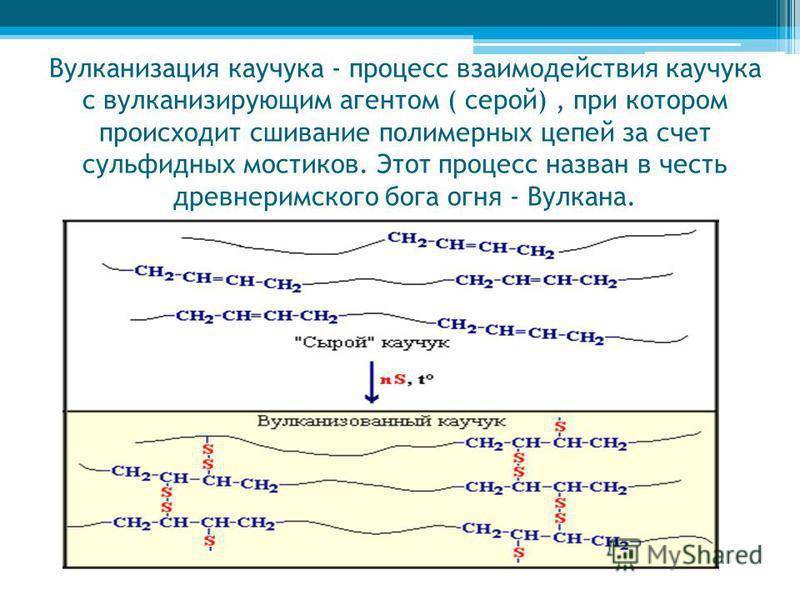
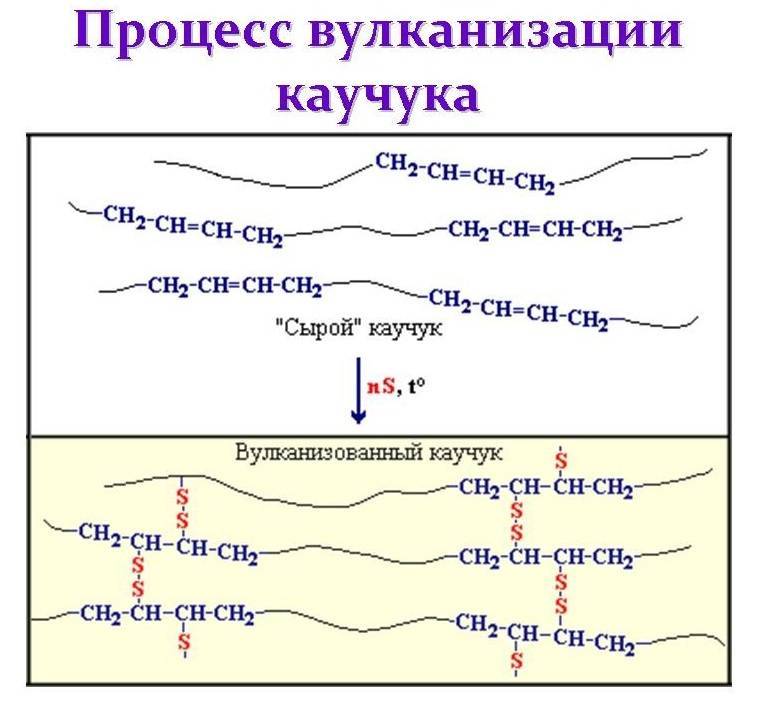
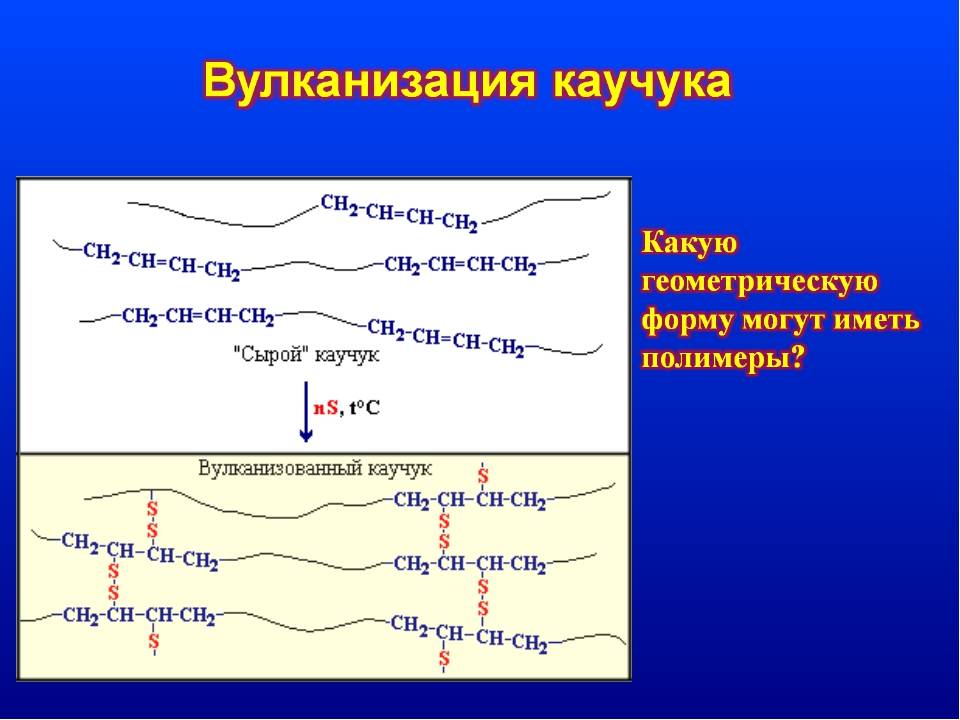
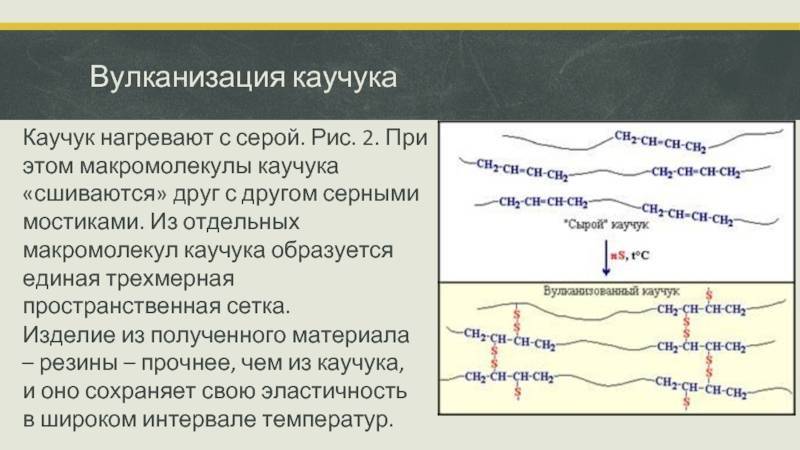
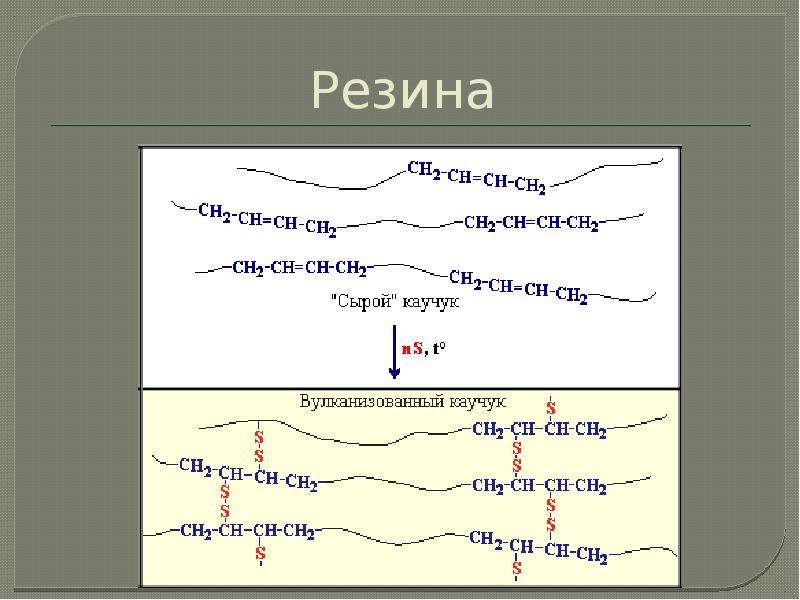
Общее представление химической структуры вулканизированного натурального каучука, показывающее сшивание двух полимерных цепей (синий и зеленый) с участием сера (п = 0, 1, 2, 3 …).
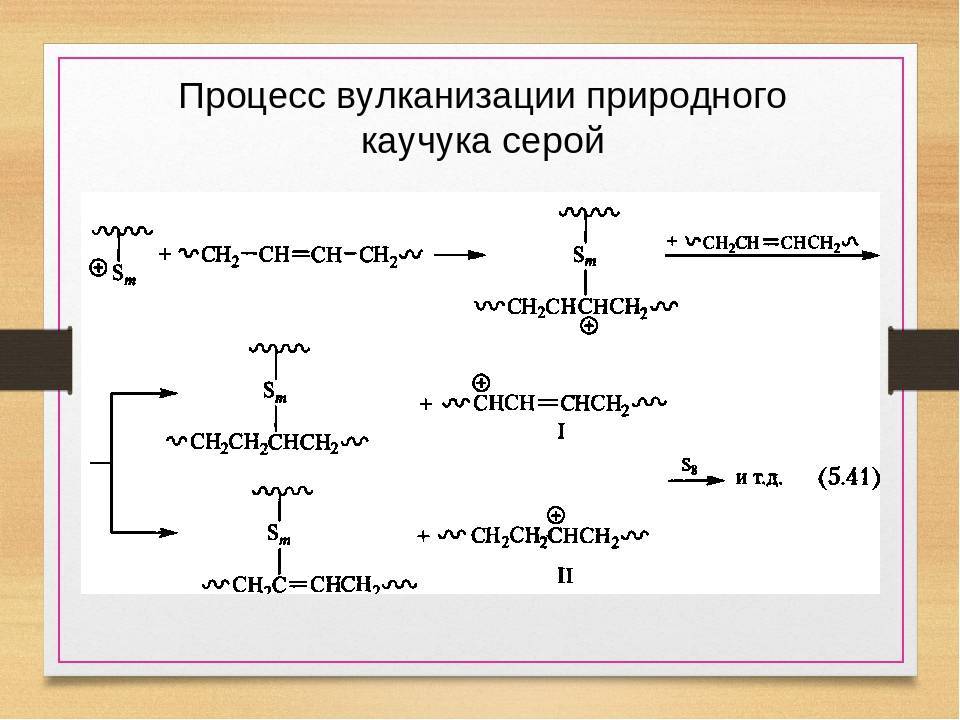
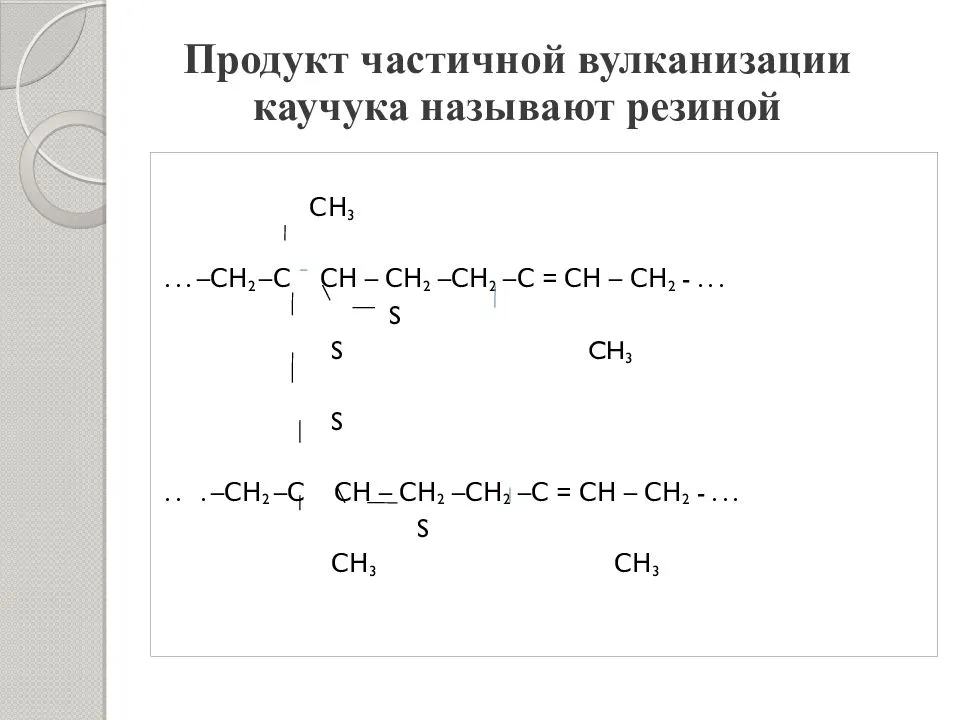
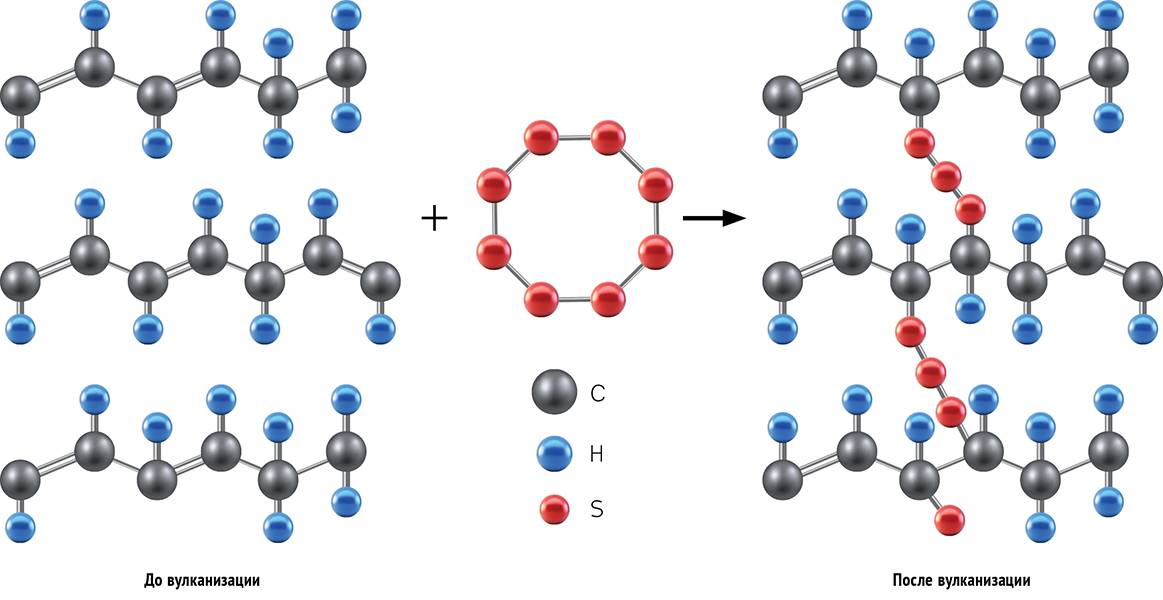
Химия вулканизации сложна, и долгое время оставалось неясным, продолжается ли это в радикальный или ионный манера.Реактивные сайты, часто называемые «сайтами лечения», ненасыщенный такие группы как алкены и союзники. Во время вулканизации между этими участками образуются серные мостики, сшивающие полимер. Эти мостики могут состоять из одного или нескольких атомов серы. Как степень сшивания, так и количество атомов серы в сшивках сильно влияют на физические свойства производимого каучука:
- Чрезмерное сшивание может превратить резину в твердое и хрупкое вещество (т. Е. эбонит).
- Короткие сшивки, содержащие меньшее количество атомов серы, придают каучуку лучшую стойкость к нагреванию и атмосферным воздействиям.
- Более длинные поперечные связи с большим количеством атомов серы придают каучуку улучшенную физическую прочность и предел прочности.
Сера сама по себе является медленным вулканизирующимся агентом и не вулканизирует синтетические полиолефины. Даже для натурального каучука необходимы большие количества серы, а также высокие температуры и длительные периоды нагрева, при этом конечный продукт часто бывает неудовлетворительного качества.
За последние 200 лет были разработаны различные химические вещества для повышения скорости и эффективности вулканизации, а также для контроля природы сшивки с целью производства резиновых изделий с желаемыми свойствами. При совместном использовании для придания каучуку определенных свойств реагенты для вулканизации обычно называют отвердителями.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Ю. М. Лахтин “Материаловедение”, 1990, Москва, “Машиностроение”
- Н. В. Белозеров “Технология резины”, 1979, Москва, “Химия”
- Ф. А. Гарифуллин, Ф. Ф. Ибляминов “Конструкционные резины и методы определения их механических свойств”, Казань, 2000
- Руздитис Г. Е., Фельдман Ф. Г. Химия-11: Органич. химия. Основы общей химии: (Обобщение и углубление знаний): Учеб. для 11 кл. сред. шк. — М.: Просвещение, 1992. — 160 с.: ил. — ISBN 5-09-004171-7.
- Глинка Н. Л. Общая химия: Учебное пособие для вузов. — 23-е изд., стереотипное. / Под ред. В. А. Рабиновича. — Л.: Химия, 1984. — 704 с.ил.
- Большой Энциклопедический словарь. — М.: Большая российская энциклопедия,1998.
Горячая вулканизация
Технология такой вулканизации выглядит следующим образом. К отформованной из сырого каучука добавляют определенное количество серы и специальных добавок. Как правило, объем серы должен лежать в диапазоне 5 – 10% конечная цифра определяется исходя из предназначения и твердости будущей детали. Кроме серы, добавляют так называемый роговой каучук (эбонит), содержащий 20 – 50% серы. На следующем этапе происходит формование заготовок из полученного материала и их нагрев, т.е. вулканизация.
Нагрев проводят различными методами. Заготовки помещают в металлические формы или закатывают в ткань. Полученные конструкции укладывают в печь разогретую до 130 – 140 градусов Цельсия. В целях повышения эффективности вулканизации в печи может быть создано избыточное давление.
После вулканизации каучука
Сформированные заготовки могут быть уложены в автоклав, в котором находиться перегретый водяной пар. Либо их помещают в нагреваемый пресс. По сути, этот метод наиболее распространен на практике.






Свойства каучука прошедшего вулканизацию зависят от множества условий. Именно поэтому вулканизацию относят к самым сложным операциям, применяемым в производстве резины. Кроме того, немаловажную роль играет и качество сырья и метод его предварительной обработки. Нельзя забывать и об объеме добавляемой серы, температуры, продолжительность и метод вулканизации. В конце концов, на свойства готового продукта оказывает и наличие примесей разного происхождения. Действительно наличие многих примесей позволяет выполнить правильную вулканизацию.
В последние годы в резиновой промышленности стали использовать ускорители. Эти вещества добавленные в каучуковую смесь ускоряют протекающие процессы, снижают энергозатраты, другими словами эти добавки оптимизируют обработку заготовки.
При реализации горячей вулканизации на воздухе необходимо присутствие свинцовой окиси, кроме того может потребоваться присутствие свинцовых солей в купе с органическими кислотами или с соединениями которые содержат кислотные гидроокислы.
В качестве ускорителей применяют такие вещества как:
- тиурамидсульфид;
- ксантогенаты;
- меркаптобензотиазол.
Вулканизация, проводимая под воздействием водяного пара может существенно сократиться если использовать такие химические вещества, как щелочи: Са(ОН)2, MgO, NaOH, КОН, или соли Na2CО3, Na2CS3. Кроме того, ускорению процессов поспособствуют соли калия.
Существуют и органические ускорители, это амина, и целая группа соединений, которые не входят в какую-либо группу. Например, это производные от таких веществ как амины, аммиак и ряд других.
На производстве чаще всего применяют дифенилгуанидин, гексаметилентетрамин и многие другие. Не редки случаи, когда для усиления активности ускорителей используют окись цинка.
Кроме добавок и ускорителей не последнюю роль играет и окружающая среда. К примеру, наличие атмосферного воздуха создает неблагоприятные условия для проведения вулканизации при стандартном давлении. Кроме воздуха, отрицательное воздействие оказывают угольный ангидрид и азот. Между тем, аммиак или сероводород оказывают положительной воздействие на процесс вулканизации.
Процедура вулканизации придает каучуку новые свойства и модифицирует существующие. В частности, улучшается его эластичность и пр. контролировать процесс вулканизации можно контролировать, постоянно замеряя изменяемые свойства. Как правило, для этого используют определение усилия на разрыв и растяжение на разрыв. Но эти метод контроля не отличаются точностью и его не применяют.





