

3 Как правильно зенкеровать металл?
Для зенкерования в домашних условиях углублений под головки болтов или увеличения диаметра отверстия сгодится и сверло, предназначенное для этого. А в качестве исполнительного инструмента подойдет электрическая или даже ручная дрель. Однако, в масштабах производства зенкерование – точная операция, требующая большой мощности. Поэтому эта механическая обработка является машинной и выполняется на станках:
- токарных – наиболее часто;
- сверлильных – наиболее часто;
- фрезерных (вертикальных или горизонтальных) – редко. Как правило, на оборудовании с ЧПУ в качестве части программы;
- расточных – часто, в порядке вторичной операции;
- агрегатных – в качестве одной из операций автоматизированной линии.
При обработке отлитого отверстия рекомендуется его предварительно расточить резцом на 5–10 мм в глубину, чтобы дать инструменту для зенкерования первоначальное направление. При работе со сталью следует использовать СОЖ (смазочно-охлаждающие жидкости)
Зенкерование цветных металлов и чугуна не требует охлаждения. Очень важно правильно подобрать металлорежущий инструмент для зенкерования. При этом принимают во внимание следующие факторы:
- тип требуемой оснастки определяется материалом детали, расположением отверстия, характером обработки и серийностью производства;
- размер инструмента подбирают, учитывая глубину, диаметр отверстия и необходимую точность обработки;
- конструкция выбираемого инструмента зависит от способа его закрепления на станке;
- материал металлорежущей оснастки зависит от режима работы, материала детали и других факторов.
Выбранный по справочникам или согласно ГОСТ зенкер должен будет соответствовать следующим техническим условиям применения:
- в изделиях из конструкционной стали отверстия диаметром до 40 мм обрабатывают оснасткой для зенкерования из быстрорежущей стали с 3–4 зубьями и диаметром 10–40 мм;
- в изделиях из сталей, закаленных и труднообрабатываемых, для расточки отверстий используют инструмент с твердосплавными пластинами, имеющий 3–4 зуба и диаметр 14–50 мм;
- в изделиях из конструкционной стали расточку отверстий диаметром до 80 мм проводят оснасткой из быстрорежущей стали с насадными головками и диаметром 32–80 мм;
- в изделиях из цветных металлов и чугуна глухие отверстия растачивают перовым инструментом;
- глухие отверстия 15–25 мм обрабатывают специальной оснасткой для зенкерования, у которой в корпусе есть специальный канал для подачи в зону резания СОЖ.
При зенкеровании необходимо соблюдать припуски. Диаметр инструмента должен совпадать с окончательным диаметром обрабатываемого отверстия. Если предполагается последующая дополнительная расточка разверткой, то диаметр оснастки для зенкерования должен быть уменьшен на 0,15–0,3 мм. В случае с предшествующим черновом растачивании или сверлении под зенкерование оставляют припуск на сторону в 0,5–2 мм.
Зенкерование гораздо более производительно, чем обработка резцами. Для оснастки из быстрорежущей стали скорость резания примерно такая, как в процессе сверления, а подачи – больше в 2,5–3 раза. Таким образом, зенкерование производится быстрее сверления.
Это интересно: Антикоррозийные защитные покрытия металла — виды, составы
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
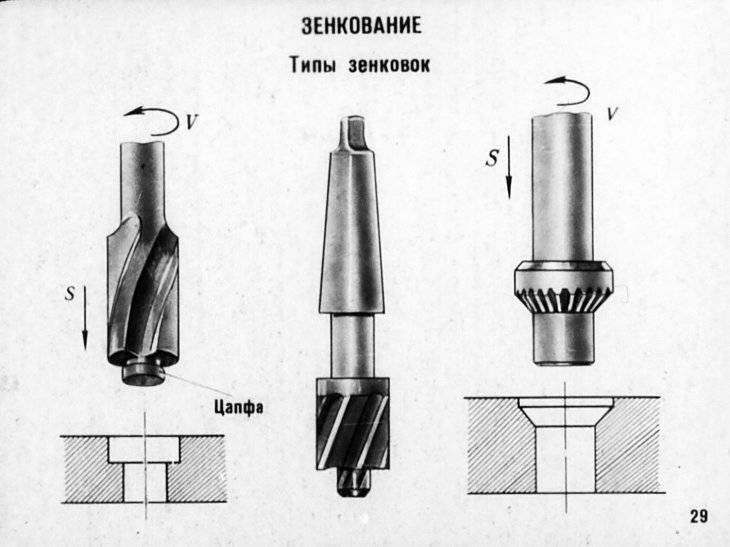
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.










Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.










Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.

Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам
Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Зенкерование по металлу и дереву. Характерности
Сначала подбирают конструктивное исполнение зенкера. К примеру, обработку заготовок из цветных металлов и сплавов можно вести обыкновенным перовым зенкером, а для зенкерования высокоуглеродистых сталей подходит инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может изменяться в диапазоне 60…90º.
Производственная технология этих операций в себя включает:
- Проверку прямолинейности оси заблаговременно сделанной отверстия. Чтобы это сделать применяют нутромер, а деталь кладут на идеальную жёсткую поверхность.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это дает возможность исключить влияние предполагаемой несплошности литой структуры заготовки на биение зенкера.
- Увлажнение СОЖ передней кромки отверстия (для чугунных заготовок, а еще изделий из цветных металлов это необязательно). В последующем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, однако это не считается основой поломки).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, дальнейший проход инструмента по отверстию не требуется.
Особенный интерес у домашних умельцев вызывает комбинированный инструмент сверло-зенкер. Он собой представляет ступенчатое сверло, на срезе которого оформлена зенкерующая часть. Для уменьшения износа и усилия продольной подачи данная часть снабжается полусферическими канавками, куда иногда поступает СОЖ, и выводится образующаяся стружка.










Так как сверло-зенкер по мере собственного углубления в металл работает в самых разнообразных условиях, то к его исполнению предъявляют несколько важных условий:
Самую большую долговечность станет иметь инструмент для работы с поверхностным высокостойким покрытием из нитрида титана или вольфрама
Воронёный инструмент (чёрного цвета) будет владеть несколько меньшей стойкостью;
Наборы из нескольких типоразмеров свёрл-зенкеров помогают при финальной отделке отверстия формировать в его срезе конусообразную переходную часть под крепёж нужного размера;
Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается стойкая обработка: длинные инструменты резко теряют в собственной стойкости от продольного изгиба, что, взяв во внимание очень высокую твёрдость, очень быстро приведёт к неисправности.. Зенкеры по дереву выделяются не только материалом, но и формой торца рабочей части
Комфортно пользоваться также специализированной зенкерующей насадкой, которая одевается сверху на простое сверло, и прикрепляется к нему с помощью винта. При этом качество высверливания обеспечивается правильной заточкой сверла и прекрасным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) целесообразнее применять свёрла из воронёной инструментальной стали, тогда как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры
Зенкеры по дереву выделяются не только материалом, но и формой торца рабочей части. Комфортно пользоваться также специализированной зенкерующей насадкой, которая одевается сверху на простое сверло, и прикрепляется к нему с помощью винта. При этом качество высверливания обеспечивается правильной заточкой сверла и прекрасным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) целесообразнее применять свёрла из воронёной инструментальной стали, тогда как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.
Зенкерующая насадка под ключевой инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, благодаря этому, будучи насаженной на сверло собственной противоположной частью, может эффектно использоваться как ограничитель глубины обработки пустоты.
Главные особенности зенкеров по дереву:
- Сделанная под угол 90° рабочая форма торца.
- Увеличенное до 5 кол-во зубьев.
- Возможность использования также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от отделываемого материала: для мягких пород дерева – сосны или липы – в большинстве случаев достаточно одной кромки резки. В то же время, если необходимо деревообработки вдоль волокон, из-за угрозы скола кол-во режущих кромок — две и более.
Конструкции подобного инструмента отличаются также в зависимости от материала изделия. К примеру, для фанеры или Дсп подбирается собственный зенкер.
Хороший набор свёрл по дереву обязательно в себя включает и зенкер (как своими силами, так и в виде насадки на ключевой инструмент).
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.
Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер. Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать. Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм. Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей. Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней. Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой. Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер. Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента. Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания. Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Основные правила обработки зенкерованием
Правильная обработка зенкерованием предполагает соблюдение определенного технологического процесса, который разрабатывается под конкретную деталь. Сам технологический процесс построен на принципах или правилах, которые учитывают абсолютно любые исходные условия: тип металла, диаметр отверстия, форму, конфигурацию, длину канала, конечную задачу зенкерования, тип инструмента. Основные правила обработки зенкером следующие:










- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

Единые правила для выбора зенкера и оборудования
Перед выбором нужно определиться, что нужно получить после подобной отделки – сделать лучше качество отверстия, либо увеличить его размерную точность. Первый вариант нужен, если в отверстии требуется резать резьбу (особенно – с очень маленьким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Взяв во внимание вышеописанный профиль рабочего торца зенкера, обрабатывать им можно и поверхности, конкретно примыкающие к отверстию, к примеру, с целью получения отверстия под потай. В зависимости от условий отработки отличают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава
В первом варианте для производства применяются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), в другом — для работ по дереву – можно использовать и зенкеры из обыкновенной углеродистой стали типа У7 или У8
В зависимости от условий отработки отличают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом варианте для производства применяются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), в другом — для работ по дереву – можно использовать и зенкеры из обыкновенной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера делают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а еще из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, которые имеют форму пластин, припаивают медью. Плюсы твёрдосплавных насадок к зенкерам – возможность в процессе обработки использовать высокооборотистые режимы резания.
Долговечность зенкера определяется режимом его обработки термическим способом, и, исходя из этого – твёрдостью. Рабочая часть инструмента, сделанного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в границах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при приобретении лучше проверять на твёрдость, применяя тарированный напильник.
Для зенкеров по дереву применяются также сборные и цельные конструкции. Такая технология для изготовления менее кропотливая, впрочем сборно-сварные выполнения инструмента очень восприимчивы к радиальному, и, особенно – торцевому – биению, благодаря этому техсостояние патрона станка или дрели должно проверяться очень внимательно.
При выборе типоразмера зенкера требуется иметь в виду не только размерный диапазон обрабатываемых отверстий, например, их глубины, но и реальную мощность оборудования которое применяется. А дело все в том, что зенкерование – более энергозатратная операция, если сравнивать со сверлением. Она просит очень высокой мощности привода, так как всегда выполняется с существенными силовыми нагрузками на инструмент. Благодаря этому выбор, например, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью мотора (не менее 1,6 кВт).
Следует, впрочем, не забывать, что самым качественным считается зенкерование, которое исполняется на станке. Здесь успешно применяются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и станок для фрезеровальных работ, однако исключительно при наличии на нём устройства ЧПУ.
Домашние умельцы в большинстве случаев приобретают зенкеры в наборе. Это комфортно и выгоднее, однако при этом нужно проверить возможность установки хвостовика в патрон ключевого оборудования.
Назначение и виды сверл с зенковкой
В первую очередь необходимо определиться с понятием «зенковка». Его часто путают с другим металлообрабатывающим инструментом – зенкером. Несмотря на похожее звучание, они предназначены для абсолютно разных процессов. Зенкование поверхности – это углубление верхней части предварительно просверленного отверстия.
Цилиндрическая зенковка называется цековкой, а аналогичное приспособление для ремонта седел клапанов двигателей внутреннего сгорания и прочих обдирочно-шлифовальных работ известно как шарошка.
Сверло зенкер – это многолезвийный металлорежущий инструмент. Его относят к оборудованию для получистовой обработки существующих отверстий. Используют перед применением развертки.









Универсальные сверла с зенковкой чаще всего используют в деревообрабатывающей промышленности. В серийном производстве мебели качество отверстий стоит на первом месте. От этого зависит надежность сборки. Рассматриваемый инструмент позволяет получить аккуратное отверстие под саморез с потайной головкой, винт или другой крепежный элемент. Кроме того, сверло с зенковкой увеличивает производительность работ благодаря сокращению обрабатывающих операций.
Альтернативой является рассверливание существующего отверстия инструментом большего диаметра. Так и поступают, когда к точности работ не предъявляют особых требований. Однако данный способ достаточно трудоемкий, поэтому его применяют преимущественно в быту – при монтаже деревянного пола или установке врезного дверного замка.
Сверло играет роль направляющего элемента, что позволяет получить отверстие высокой точности.
В процессе изготовления мебели среднего класса используют специальные крепежные элементы – еврошурупы. Для подготовки отверстий под эти метизы используют обрабатывающие приспособления, внешне похожие на сверла с зенковкой. Их также относят к комбинированным инструментам. Двухступенчатая конструкция позволяет рассверлить отверстие и снять фаску под еврошуруп за один проход.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.





