

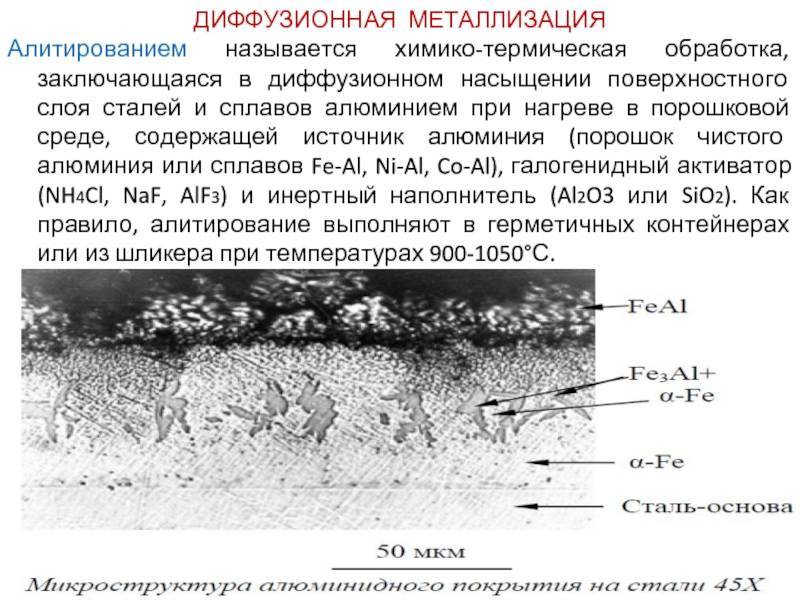
Диффузионная металлизация.
Диффузионной металлизация-это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют порошкообразные смеси, состоящие из ферросплавов с добавлением хлористого аммония в количисве 0,5-5%.
Жидкая диффузионная металлизация осуществляется погружением детали в расплавленный металл (например цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения металлов, образующиеся при взаимодействии хлора с металлами при высоких температурах .
Диффузия металлов в железе идет значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом твердые растворы внедрения, а металлы – твердые растворы замещения. Это приводит к тому, что диффузионные слои при металлизации получаются в десятки раз более тонкими.
Поверхностное насыщение стали металлами проводится при температуре 900-1200С.
Алитированием называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость и коррозионную стойкость в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали вместе со смесью упаковывают в железный ящик.
Алитирование в расплавленном алюминии отличается от алитирования в порошкообразных смесях простотой метода, быстрой и более низкой температурой.
Основным недостатком является- налипание алюминия на поверхность детали.
Алитированные стали металлизацией с последующим диффузионным отжигом в несколько раз дешевле, чем в порошках.
Алитированием подвергают трубы, инструмент для литья цветных сплавов, чехлы термопар, детали газогенераторных машин и т.д.
Хромирование проводят для повышения коррозионной стойкости, кислотостойкости, окалиностойкости и т.д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость.
Хромирование чаще всего проводят в порошкообразных смесях. Процесс происходит при температуре 1000-1050С.Диффузионный слой, получаемый при хромировании углеродистых сталей, состоит из карбидов хрома. Карбидный слой имеет высокую твердость HV 12000-13000. Толщина хромированного слоя достигает 0,15- 0,20 мм при длительности процесса 6-15ч.Чем больше углерода в стали, тем меньше толщина слоя.
Иногда применяют хромирование в вакууме. Издели засыпают кусочками хрома в стальном или керамическом тигле и помещают в вакуумную печь.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей.
Борированием называется насыщение стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3мм, твердость HV 18000-20000.
Широкое распространение получил метод электролизного борирования в расплавленных солях, содержащих бор. Деталь служит катодом в ванне с расплавленной бурой. Температура процесса 900-950С. Процесс можно вести и без электролиза в ваннах с расплавленными хлористыми солями, в которые добавляют порошкообразный ферробор или карбид бора.
Борированию подвергают втулки грязевых нефтяных насосов, штампы.
Силицированием называется процесс насыщения поверхности стали кремнием. В результате силицирования сталь приобретает высокую коррозионную стойкость в морской воде, в различных кислотах и повышенную износостойкость. Кроме того, силицирование резко повышает окалиностойкость молибдена и некоторых других металлов и сплавов.
Силицированный слой представляет собой твердый раствор кремния в а-железе. Силицированный слой несмотря на низкую твердость (HV 2000-3000) и пористость после пропитки маслом при температуре 170-200С имеет повышенную износостойкость.
Перейти на страницу: 1
Другое по теме
Железобетонные конструкции Техническое задание Разработать проект плоского железобетонного ребристого перекрытия по заданному плану перекрываемого помещения. Проект перекрытия составить в двух вариантах: в монолитном и сборном железобетоне. Состав проекта По варианту в монолитном железобетоне: схему балочной клетки, расчет плиты, …
Стальной вертикальный цилиндрический резервуар емкостью 5000 м3 Нормативные документы периода разработки типового проекта «Стальной вертикальный цилиндрический резервуар емкостью 5000 м3» отражали уровень научно-технических знаний того времени и, естественно, не могли учитывать достижений науки и практики последующих лет, отраженных в строительных нормах и правилах периода возведен …
Описание технологии
Под металлизацией понимается метод модификации свойств поверхности изделий посредством нанесения на них функционального металлического покрытия. При этом обработанной поверхности придаются иные физические, механические и химические свойства. Покрытия наносятся на поверхности, предварительно подвергнутые механической абразивной обработке, методом электродуговой металлизации (ЭДМ). В качестве исходного присадочного материала используются металлические проволоки, в том числе и порошковые, которые расплавляются электродугой, с последующим распылением по поверхности обрабатываемого изделия струей газа (аргон, гелий, азот) или сжатого воздуха и созданием на нем металлизированного покрытия многослойной структуры. При этом наблюдается относительно невысокий (не более 120°С) нагрев поверхности обрабатываемого изделия, что полностью исключает структурные изменения основного металла и его деформацию.
Сцепление частиц с обрабатываемым изделием и между собой происходит не только путем простого механического сцепления с шероховатой поверхностью (силы адгезии), но и за счет диффузии металлов (силы молекулярного притяжения). Поэтому металлическое напыление прочно удерживается на изделиях и не отслаивается даже при их механической деформации.


Из минусов можно выделить следующее

1. Сложность производства. Алюминиевые детали требуют технологически сложных способов крепления (клепка, лазерная сварка, болтовые соединения), кроме того все они предусматривают наличие дорогостоящего оборудования и материалов.
2. Дорогостоящий и проблематичный ремонт. Сварка алюминиевых деталей предусматривает наличие либо лазера, либо аргонной сварки. Сам сварщик должен обладать огромным опытом сварки, поскольку именно от этого зависит исход всего ремонта и возможности или невозможности дальнейшего использования алюминиевой детали. Кроме прочих неприятностей, такие работы будут стоить в разы дороже по сравнению с аналогичными работами, но с использованием обычной сварки и стали.
3. Цена. Высокая стоимость алюминия по сравнению с обычной сталью так или иначе сказывается на конечной стоимости изделия. Авто с полностью алюминиевым кузовом может стоить в полтора-два раза дороже, чем аналогичное авто с полностью металлическим каркасом.
4. Конфигурация и формы деталей. Изготовление полностью алюминиевого кузова накладывает на производителя определенные обязанности. Например, для придания деталям прочности их приходится усиливать дополнительными ребрами жесткости или делать более объемными, в итоге конструкция может получиться не такой компактной и привлекательной как этого хотелось бы
В качестве примера и доказательства предлагаю обратить внимание на два велосипеда — полностью алюминиевый и полностью стальной. Рамы будут отличаться не только весом, но и диаметром трубок, использованных в их производстве. 5
Хорошая проводимость шума. В данном случае слово «хорошая» является недостатком, я думаю вы понимаете о чем я? Чем лучше металл проводит шум, тем больше его будет в салоне алюминиевого авто, думаю так понятнее? Такая особенность требует дополнительных слоев шумоизоляции, которая увеличивает вес автомобиля, а также стоит немалых денег. В итоге, такой автомобиль либо на конвейере получит хорошую «шумку» и вместе с тем получится более дорогим, либо будет поставляться «как есть», а все затраты на шумоизоляцию лягут на ваши плечи, и признаться потянут не мало денежных средств
5. Хорошая проводимость шума. В данном случае слово «хорошая» является недостатком, я думаю вы понимаете о чем я? Чем лучше металл проводит шум, тем больше его будет в салоне алюминиевого авто, думаю так понятнее? Такая особенность требует дополнительных слоев шумоизоляции, которая увеличивает вес автомобиля, а также стоит немалых денег. В итоге, такой автомобиль либо на конвейере получит хорошую «шумку» и вместе с тем получится более дорогим, либо будет поставляться «как есть», а все затраты на шумоизоляцию лягут на ваши плечи, и признаться потянут не мало денежных средств.
6. Ремонтопригодность. Алюминиевый кузов сложно ремонтировать, а желающих или проще сказать способных его выполнить не так уж и много, причина — алюминиевый кузов сложно ремонтировать! После удара или деформации алюминиевые детали и конструкции очень сложно восстановить, поскольку происходит нарушение структуры металла. По этой причине ремонт таких деталей или конструкций нередко просто невозможен или просто нерентабелен, и заканчивается полной заменой.
Как видите, такой, на первый взгляд, идеальный и безупречный материал имеет немало недостатков, о которых простые обыватели даже не подозревают. Наверное, именно по этой причине большинство из них так рьяно отстаивают свою точку зрения, доказывая, что алюминиевый кузов — это сущее добро и сплошной «плюс». Ну что ж, как говорится, каждому свое, надеюсь вы после прочтения данного материала не будете одним из таких «знатоков» и перед тем как купить автомобиль с алюминиевым кузовом, взвесите все положительные и отрицательные стороны этого непростого материала.
Текст: АвтоПульсар.
Преимущества алитирования с «Диметом»
С помощью использования универсального оборудования «Димет» провести алитирование металлических поверхностей можно в самые короткие сроки, без особых затрат и на самом высоком уровне. Благодаря небольшому весу и компактным размерам установок с ними легко и удобно работать. В результате обработанные детали станут более прочными, надежными и не будут поддаваться коррозии.
Алитирование можно проводить на деталях, изготовленных из разных металлических сплавов, таких как чугун, медь, сталь, никель. Для начала изделия, которые будут подвергаться нанесению алюминиевого слоя, нужно подготовить. Их надо очистить от пыли и грязи и желательно придать их поверхности некоторую шероховатость — для лучшего сцепления металлов друг с другом. После этого в выбранном режиме надо напылить алюминий по всей поверхности детали. Лишний металл очищаем, и деталь шлифуется. После такой недолгой обработки деталь или изделие станет более выносливым и износостойким.
Помимо этого с «Диметом» можно выполнять и ряд других задач. С помощью этого оборудования можно восстановить объем и массу любого металлического изделия путем наращивания металла: можно произвести герметизацию швов, антикоррозийную обработку металлических поверхностей и тому подобное. Современное оборудование «Димет» нашло широкое применение. Его можно автоматизировать и использовать на различных промышленных предприятиях, а также можно эксплуатировать в автомастерских или в быту.
Имея под рукой это универсальное и уникальное оборудование, можно экономить свои сбережения. Ведь с помощью «Димета» восстанавливаются любые металлические изделия и запчасти. Поэтому можно не приобретать новые детали, а просто отремонтировать старые. После обработки оборудованием «Димет» металлические изделия еще долго будут радовать своей работоспособностью.
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм 2 . Также особенности данной технологии определяют высокую пористость структуры.
Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра
Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.

Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.
Долговечность изделия в зависимости от толщины алитированного слоя
Классификация
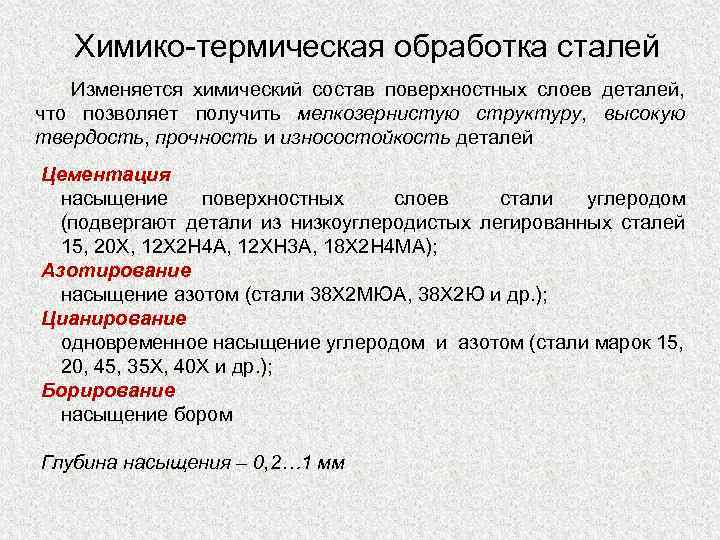
Химико-термическая обработка стали подразделяется на основе фазового состояния среды насыщения на жидкую, твердую, газовую.
В первом случае диффузия происходит на фрагментах контакта поверхности предмета со средой. Ввиду низкой эффективности данный способ мало распространен. Твердую фазу обычно используют с целью создания жидких или газовых сред.
Химико-термическая операция в жидкости предполагает помещение предмета в расплав соли либо металла.
При газовом методе элемент насыщения формируют реакции диссоциации, диспропорционирования, обмена, восстановления. Наиболее часто в промышленности для создания газовой и активной газовой сред используют нагрев твердых. Удобнее всего проводить работы в чисто газовой среде ввиду быстрого прогрева, легкого регулирования состава, отсутствия необходимости повторного нагрева, возможности автоматизации и механизации.
Как видно, классификация по фазе среды не всегда отражает сущность процесса, поэтому была создана классификация на основе фазы источника насыщения. В соответствии с ней химико-термическая обработка стали подразделена на насыщение из твердой, паровой, жидкой, газовой сред.
По температурному режиму ее классифицируют на высоко- и низкотемпературную. Во втором случае производят нагрев до аустенитного состояния, а в первом — выше и оканчивают отпуском.
Наконец, химико-термическая обработка деталей включает следующие методы, выделяемые на основе технологии выполнения: цементацию, азотирование, металлизацию, нитроцементацию.
Диффузионная металлизация
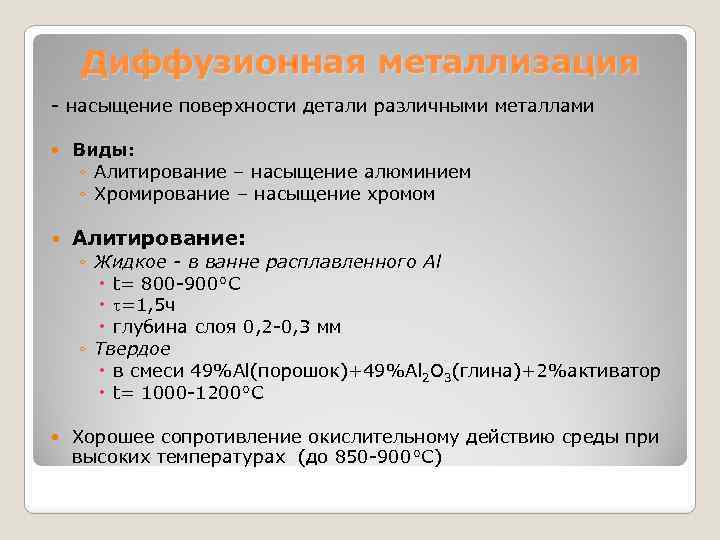
Это поверхностное насыщение стали металлами.
Возможно проведение в жидкой, твердой, газовой средах. Твердый метод предполагает использование порошков из ферросплавов. Жидкой средой служит расплав металла (алюминий, цинк и т. д.). Газовый метод предполагает использование хлористых металлических соединений.
Металлизация
Металлизация дает тонкий слой. Это объясняется малой интенсивностью диффузии металлов в сравнении с азотом и углеродом, так как вместо растворов внедрения они формируют растворы замещения.
Такая химико-термическая операция производится при 900 — 1200°С. Это дорогостоящий и длительный процесс.
Основное положительное качество — жаростойкость продуктов. Ввиду этого металлизацию применяют для производства предметов для эксплуатационных температур 1000 — 1200°С из углеродистых сталей.
Первая химико-термическая технология придает материалу стойкость к окалине коррозии, однако на поверхности после нее остается алюминий. Алитирование возможно в порошковых смесях либо в расплаве при меньшей температуре. Второй способ быстрее, дешевле и проще.
Хромирование тоже увеличивает стойкость к коррозии и окалине, а также к воздействию кислот и т. д. У высоко- и среднеуглеродистых сталей оно также улучшает износостойкость и твердость. Данная химико-термическая операция в основном производится в порошковых смесях, иногда в вакууме.
Основное назначение борирования состоит в улучшении стойкости к абразивному износу. Распространена электролизная технология с применением расплавов боросодержащих солей. Существует и безэлектролизный метод, предполагающий использование хлористых солей с ферробором или карбидом бора.
Сицилирование увеличивает стойкость к коррозии в соленой воде и кислотах, к износу и окалине некоторых металлов.
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Алюмокремниевые и алюмоцинковые трубы
Трубы для производства глушителей.
Холодные дни остались позади, и весна набирает все большие обороты и многие автолюбители поставившие свои авто в первые зи мние дни в гараж, начинают подготавливать их к активной езде по нашим дорогам. Многие занимаются осмотром машины самостоя тельно, а некоторые отдают их для осмотра в автосервис. В результате такого осмотра может выясниться, что какая- то деталь, запчасть пришла в негодность и ее следует заменить. Среди таких запчастей может оказаться и автомобильный глушитель. Автомобильный глушитель один из важных компонентов, служащих для снижения шума отработанных газов, снижения температур ы и преобразования энергии отработанных газов
Очень важно из какого материала произведен глушитель, что в первую очередь влияет на его скорость прогорания. Чаще всего элементы глушителя изготавливаются из углеродистой или алюминизированной стали, а так же из нержавеющей стали
Глушители, изготовленные из нержавеющей стали, не пользуются большой популярностью, так как изготавливаются дольше обычных и стоимость их в разы выше глушителей, произведенных из углеродистой и алюминизированной стали. Приблизительный срок с лужбы составляет от 10 до 15 лет.
При производстве глушителей используется углеродистая сталь высокого качества, маркой стали 08пс и 08ю, толщина металла мо жет варьироваться от 1,2 до 1,5мм. Период службы таких глушителей составляет 6мес. до 2 лет. Для повешения большей прочности и износостойкости в последнее время в автопроме все чаще стали использовать алюминизиров анную сталь. Срок службы таких глушителей может составлять от 3 до 6 лет. Алюминизированная сталь бывает двух видов алюмоцинковая и алюмокремниевая.
Так же при производтсве используется множество ламп накаливания.
Алюмоцинк являет собой тонколистовую оцинкованную холоднокатаную сталь. Благодаря слою цинка обеспечивается надежность оцинкованной стали. Оцинкованная сталь имеет ровную глянцевую серебристую поверхность. Одним из важнейших факторов испо льзования данного металла это высокая степень сопротивления коррозии. Защитное покрытие алюмоцинка состоит из псевдосплавов – это алюминий (55%), цинк (43,4%) и кремний (1,6%). Благодаря взаи модействию этих элементами обеспечиваетс ясоотношение коррозостойкости качества алюминия и защитным гальваническим свой ством цинка. Алюминий образует наиболее устойчивый оксид на поверхности металлического листа и интерметаллическое соединение с кремни ем, обладающее высокой степенью коррозостойкости, способствующее более прочному сцеплению покрытия с основой. Все выше перечисленное обеспечивает надежную барьерную защиту, для проникновения окисляющей среды в глубь металла. Цинк берет на с ебя функцию защиты стальной основы от возникновения коррозии в процессе резки металла или возникновения глубоких царапин на поверхности защитного слоя. Это происходит, так как электрохимический потенциал цинка намного выше железа, под воздейств ием электрохимических процессов цинк постепенно начинает «растворяться», освобождая от зародившихся окисленных пленок ста льной лист. Такой принцип защиты получил название «жертвенной защиты». Благодаря «растворению» цинка остается тонкая оки сная пленка, благодаря которой еще довольно продолжительное время коррозия не проникает на металл.
Алюмокремний представляет из себя электросварные трубы с двусторонним алюмокремниевым покрытием, предназначенные для и зготовления деталей автомобильного глушителя. Трубы изготавливаются из низкоуглеродистой стали с двусторонним алюминизиро ванным покрытием нанесенным горячим способом. Основу покрытия составляет сплав на основе алюминия с содержанием кремния 5- 11%. Толщина алюмокремниевого покрытия с каждой стороны составляет от 25 до 30 мкм. Чтобы проверить алюмокремниевое пок рытие трубы проходят испытания на коррозийную стойкость в нейтральном соляном тумане в течение 500 часов, испытания в конд енсате выхлопных газов, испытане на теплостойкость при температуре 615⁰С без образования вздутия и шелушения. Трубы с алюмокремниевым покрытием имеют очень высокую степень коррозостойкости в агрессивных средах повышенную сопротивляемость к в оздействию температур. Трубы с алюмоцинковым и алюмокремниевым покрытием изготавливаются из холоднокатаной стали марки 08пс при толщине метал ла 1,5мм.
Диаметры изготавливаемые из этого металла: Дн38, Дн40, Дн43, Дн45, Дн51.
Данный вид продукции Вы можете приобрести в компании «Профиль-Сталь» обратившись по телефону (8442) 99-81-99.
Описание процесса алитирования
Поверхностное насыщение стали сопровождается образованием интерметаллических соединений, толщина которых увеличивается активизацией процесса диффузии алюминия в металле. Особенности технологической обработки зависят от выбранного метода.
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
- Алитирование стали в вакууме выполняют путем испарения алюминия. Частицы металла оседают на заготовке, за счет чего толщина слоя самая низкая из всех способов, однако благодаря вакуумной среде, которая исключает воздействие сторонних факторов, качество результата считается самым лучшим. Кроме того, процесс характеризуется самой высокой рабочей температурой – до 1400 °C. Для обработки применяют специальные печи с системой создания безвоздушной среды. Недостатком считается длительный процесс подготовки изделий. Технология требует тщательной очистки поверхности, поскольку ржавчина снижает адгезию алюминия. Кроме того, перед помещением в камеру детали нагревают до нужной температуры, которая колеблется в диапазоне от 175 до 370 °C в зависимости от свойств металла.
- Погружение – передовой способ алитирования стали. Он полностью соответствует современным требованиям, которые заключаются в сокращении времени обработки поверхностей. Полный рабочий цикл составляет ровно 15 минут. Относительно низкая рабочая температура, которая варьируется в диапазоне от 600 до 800 °C, является дополнительным преимуществом. По этим причинам метод пользуется особенной популярностью у производственных предприятий. Суть способа заключается в погружении заготовки в расплавленный алюминий. Поверхностный слой металла нагревается, улучшая проникающие свойства алюминия. В результате получается интерметаллический слой толщиной до 0,1 мм.
Виды термической обработки металла
Существует 3 основных вида термической обработки металла:
- отжиг;
- закалка;
- отпуск.
Также имеется еще и термохимическая обработка, которая относится к комбинированным методам придания материалу свойств повышенной твердости и износостойкости.
Отжиг
Суть отжига — металл нагревают до определенной температуры, держат необходимый промежуток времени, после чего медленно охлаждают до обычной комнатной температуры.
Чаще всего отжиг производится для решения следующих задач:
- увеличение механических показателей материала;
- приведения материала к однородному состоянию;
- улучшение пластичности;
- повышение уровня сопротивляемости;
- уменьшение внутреннего сопротивления материала для последующей ковки.
Отжиг — процесс, разделяющийся на несколько видов, в зависимости от нюансов проведения процедуры:
- диффузионный;
- полный или неполный;
- сфероидизация;
- изотермический;
- нормализация.
Методов отжига больше, но это основные и наиболее часто используемые.
Также процедура полного отжига подразумевает улучшения свойств материала для обработки и избавления от внутреннего сопротивления. Полный отжиг применяется для обработки:
- стали с минимальным количеством карбона;
- доэвтектоидного сплава.
При полном варианте процесса изделие доводят критической температуры ( точка А3) и после необходимого периода времени охлаждают до комнатных показателей. Так как конкретные параметры температуры зависят от вида используемых материалов. В следствии чего, время передержки также напрямую зависит от вида сплава, подвергающегося данному технологическому процессу.
При неполном отжиге конечная цель иная — по возможности создать более мягкий и пластичный материал. В этом случаи температура нагрева может достигать 770 градусов. Охлаждение делится на 2 этапа: сначала в печи, а затем уже на открытом воздухе.
Изотермическая разновидность отжига используется для высокохромистых сталей. При этом методе значительно экономится время производства, поскольку в одном из этапов охлаждения используется ускоренный процесс. Нет нужды ждать пока сталь остынет вместе с печью.
Закалка металла
При закалке происходит нагрев изделия до критических показателей. В следствии чего последующее охлаждение производится не постепенно и естественно, а резко и принудительно. При этом для снижения температуры применяются такие вещества как: сжатый воздух, водяной туман, а также жидкая полимерная закалочная среда. помимо прочности металл получает меньшие параметры вязкости и эластичности.
Способы закалки:
- Использование одной среды — простой метод, который, однако, имеет ограничения по материалу использования. Происходит быстрое охлаждение и возникает неравномерность температур. Нельзя так обрабатывать металл с большим содержанием углерода, поскольку такой материал может разрушиться от агрессивного воздействия.
- Многоступенчатая закалка — сначала металл термически обрабатывают, а после достижения необходимой температуры его укладывают в соляную ванну. Температура уравнивается и только потом материал охлаждают с использованием масла, воздуха или тумана.
- Светлая закалка. При таком методе, сначала материал выдерживают в соляной ванне с добавлением хлористого натрия. Потом его же охлаждают в ванне с едким натрием и едким калием.
- Самоотпуск. При таком способе деталь вытаскивается из системы охлаждения еще до того момента, как температура упадет. В центре заготовки или детали в это время еще сохранится высокий показатель температуры. После того, как закончен отпуск детали, ее охлаждают полностью с помощью погружения в специальную среду.
- Изотермическое закаливание. Аналог ступенчатой закалки с более долгим временем передержки в соляной ванне.





