

Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.
Заточка твердосплавных напаек
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.








Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Классификация пильных дисков
В зависимости от конструктивных особенностей, оснастка делится на 2 вида:
Монолитный. Весь диск выполнен из инструментальной стали. Его главными плюсами следует назвать низкую стоимость, возможность самостоятельной заточки и ремонтопригодность — большой запас прочности.
Твердосплавный. Основа создана из инструментальной стали, а зубья — из твердых сплавов с добавкой карбида вольфрама. Основные преимущества — высокая твердость пильной кромки, чистый рез и долгий интервал между заточками.
Диски с твердосплавными напайками позволяют выполнять обработку по дереву с максимальной скоростью и производительностью, но у них есть серьезный минус — для обслуживания нужны специальные инструменты и навыки выше среднего уровня.
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.
Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/см².
На специализированном станке заточку проводят белым кругом из электрокорунда (для быстрорежущих инструментов), зеленым из карбида кремния (для твердосплавных инструментов) и алмазный круг для финальной доводки.
1.1 Характеристика заточных кругов
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.
Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
Зернистость:
- 100/80;
- 125/100;
- 160/125;
- 200/160.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.
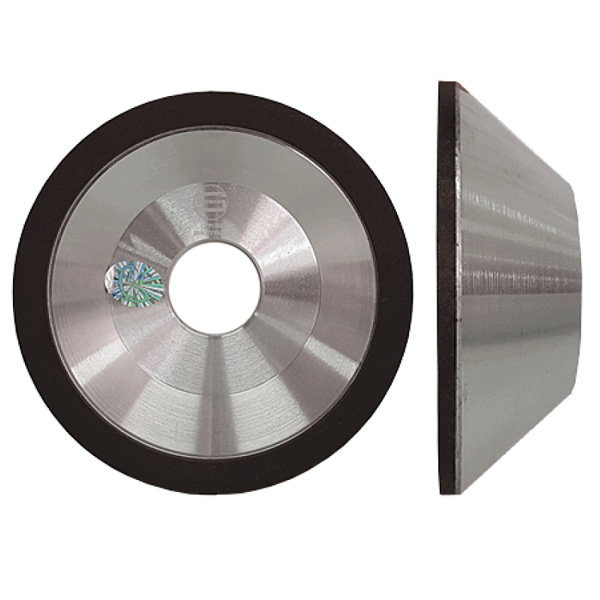
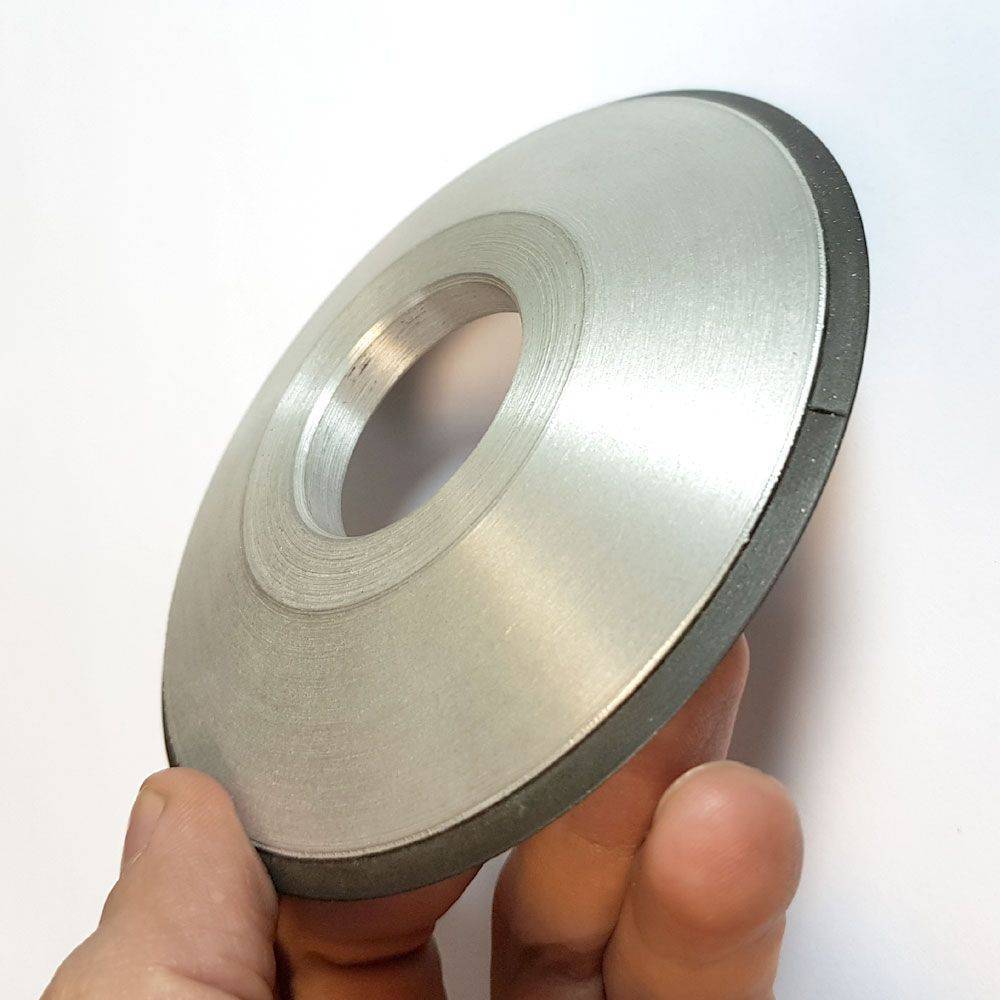
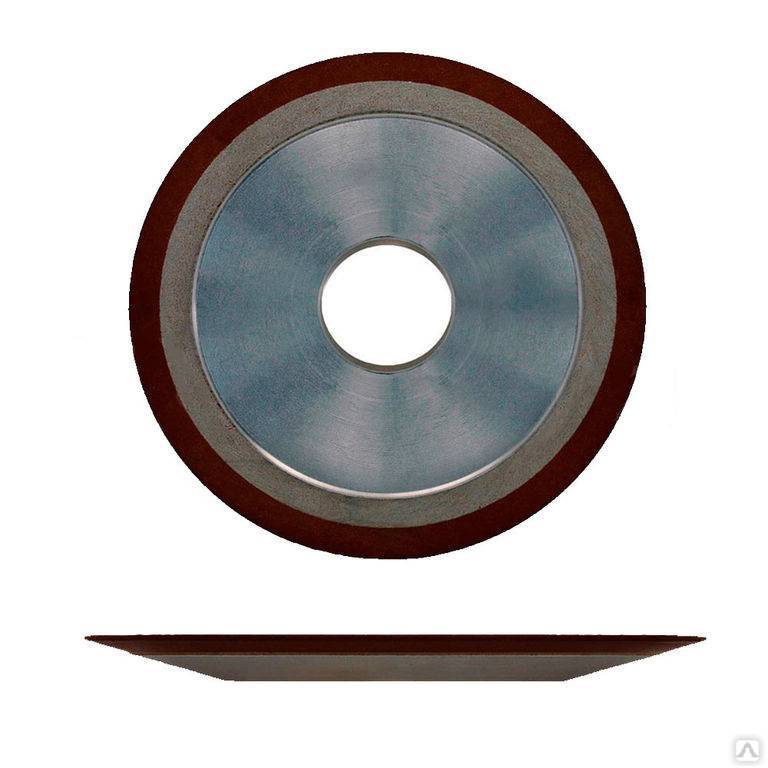
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.
Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
В отдельной строке указывают зернистость.
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.









Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |
Классификация по трём критериям
Круги алмазные для заточки инструмента выпускают трех общепринятых форм:
- чашечные (конические и/или из сегментов);
- плоские (с одной или двухсторонней выточкой/с полукругло-выпуклым профилем);
- с прямым профилем.
В зависимости от природы их происхождения, круги алмазные для заточки инструмента делятся на две большие группы:
- искусственных диамандов;
- природных/технических кристаллов.
По фракции алмазного зерна:
- мелкая, для доводки и шлифовки, 100/80;
- средняя, самая распространенная для заточки, 125/100;
- крупная, для обдира, 160/125—200/160.
Заточные диски подбирают для комплектации своего инструмента или станка с учетом следующих параметров:
- величина (диаметр) посадочного отверстия;
- из какого материала изготовлена основа заточного диска;
- ширина режущих сегментов или кромки;
- показатель зернистости.
Правка обтачиванием
Эта процедура представляет собой обработку поверхности алмазного круга с помощью специальных веществ, чтобы увеличить качество его поверхности или, как говорят заточить материал. Существует несколько видов правки, одной из которых является правка обтачиванием. Она предполагает использование специальных инструментов, которые разрушают связки круга и точат таким образом алмаз.
Здесь может использоваться несколько разновидностей изделий, среди которых можно выделить:
- Алмазные иглы.
- Алмазы в оправе представляют собой изделия в виде стержней, на конец которых монтируется относительно большой по размеру алмазный камень.
- Алмазные карандаши характеризуются расширенной поверхностью, на которой нанесено слой алмазов в определенном порядке.
- Эльборовые резцы и т.д.
Работа с таким инструментом довольно проста и выполняется на специальной подставке. Это позволяет качественно и равномерно очистить вращающуюся поверхность круга. Когда нет специального инструмента, можно применять для таких целей специальные обтачивающие эльборовые вставки, которые фиксируются с помощью обычных плоскогубцев.
Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
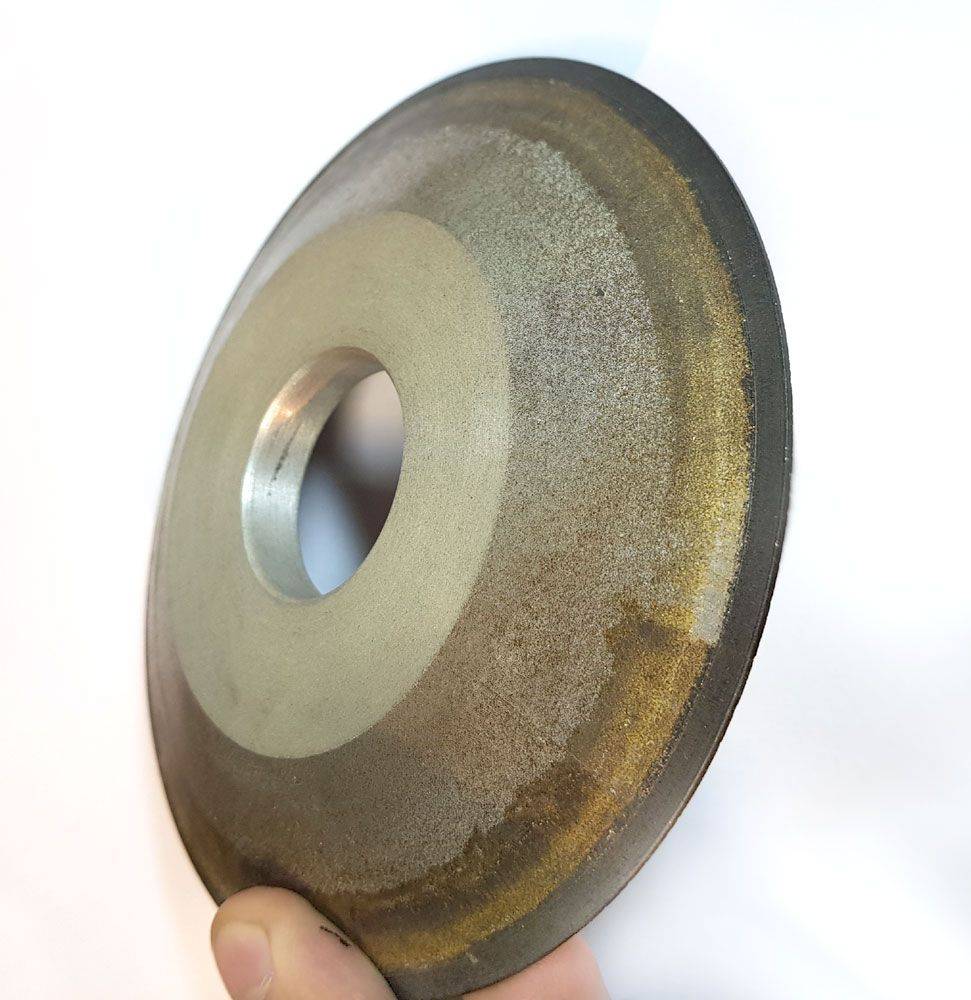
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.







Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рекомендации!
Для заточки маникюрного и медицинского инструмента мы рекомендуем использовать не алмазный наполнитель, так как он является кристаллическим углеродом, и при высоких температурах внедряется в сталь (химический реакция алмаза — шаржирование). Этот процесс делает обрабатываемую деталь хрупкой, что приводит к выкрашиванию режущей кромки.
Стальной режущий инструмент рекомендуется затачивать алмазными кругами на основе Эльбора (кубического нитрита бора). Они не даёт прижогов.
И самая главная рекомендация — для алмазных и эльборовых тарелок — необходимо использовать высоко оборотистые заточные станки (2800-3200 оборотов), иначе алмазоносный слой будет быстро засаливаться.
Руководствуясь нашими советами Вы сможете правильно подобрать себе необходимый алмазный инструмент, экономя своё время и деньги.
Алмазные фрезы и чашки
Инструмент применяют для шлифовки и полировки бетонных поверхностей, твердых пород дерева, при обдирке камня. Рынок представляет алмазные фрезы удлиненной формы и объемные конструкции — в виде чаши.
Первый тип принято называть торцевыми алмазными фрезами. Наиболее эффективный способ использования абразивных изделий удлиненной формы — для получения криволинейных поверхностей в твердых и плотных структурах.
Особенность алмазных чаш — фрезы направлены в одну сторону. Инструмент применяют для полировки заготовок сложной формы (трапециевидных изделий). По конструкции различают одно и двухрядные алмазные чашки. Вторую категорию инструмента выбирают для серийного производства. Двухрядная оснастка повышает скорость обработки деталей.
С учетом особенностей материалов, выпускают алмазные фрезы и чашки для обработки гранита, бетона, мрамора, песчаника и других структур. Есть инструмент для установки в угловые, дисковые плоскошлифовальные станки, специализированные агрегаты. Например, алмазная оснастка для мозаично-шлифовальных машин.
С помощью пальчиковых фрез обрабатывают труднодоступные места. Как вариант, внешний контур и углубления, расположенные в разных плоскостях. Примеры использования алмазных фрез пальчикового типа: шлифовка и полировка резьбы, пазов, канавок, уступов.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено. Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.





