

Заточка циркулярных пил
Материалы и инструменты:
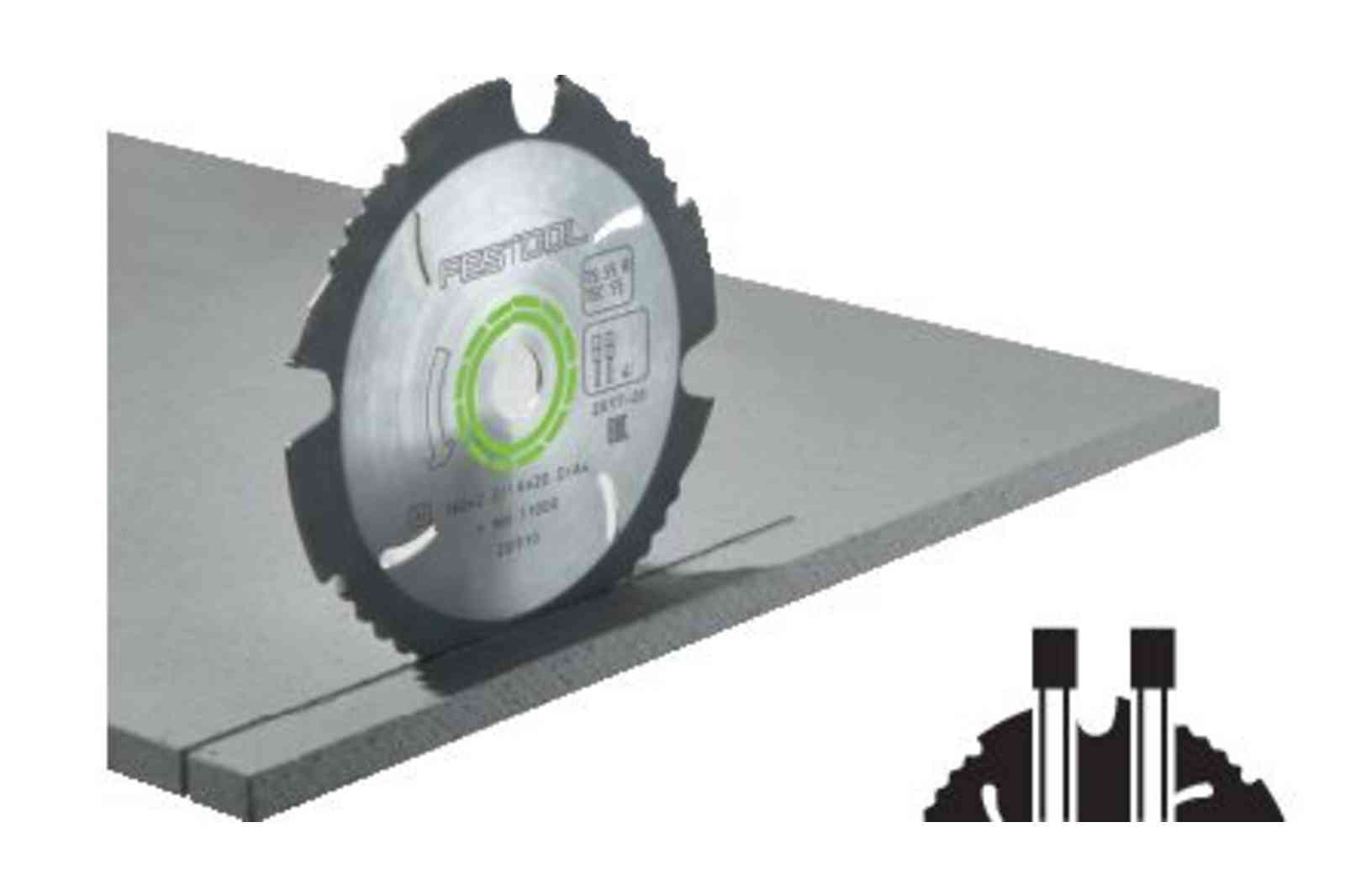
Диски круглых пил.
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение
При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
Предназначение диска
Диск по дереву для циркулярки можно использовать для обработки различных пород. Древесина — это материал, который легко поддается разрезанию, и поэтому при работе с ним никаких серьезных проблем возникнуть не должно.
Кроме деревянного полотна, с помощью торцовочной пилы можно обрабатывать полимеры, например, оргстекло, полистирол или ламинат. Это тоже довольно мягкие материалы, поэтому работать с ними легко.
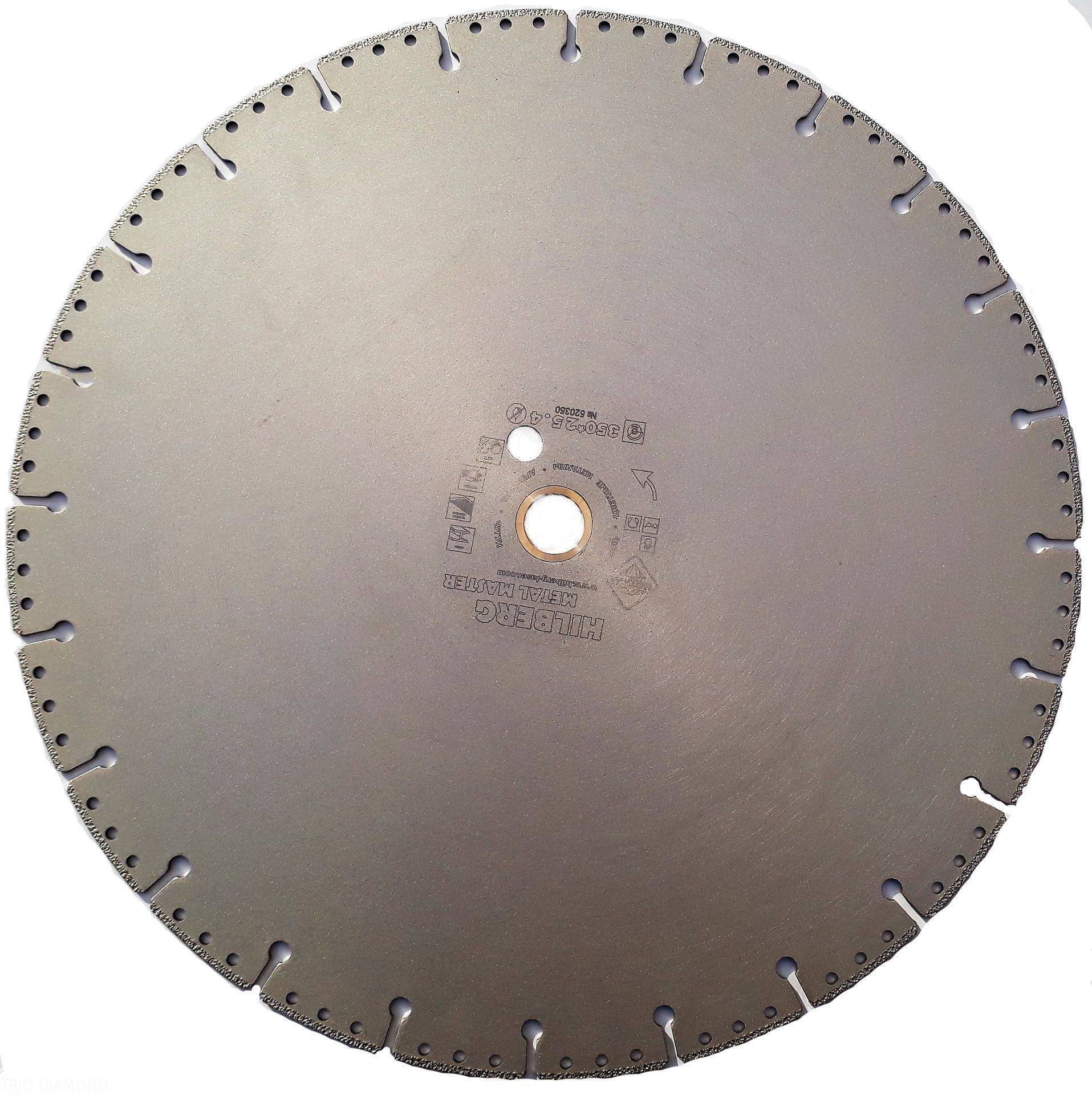
Более плотные материалы — такие, как алюминий, медный и железный сплавы, профлисты, профтрубы, природные и искусственные камни, мрамор также можно подвергать резке, используя диски по металлу для циркулярной пилы. Для этого потребуются специальные круги особой прочности.
Наружный диаметр
Этот параметр выбора находится в прямой зависимости от размеров кожуха самой пилы. Если взять диск с большим диаметром, то его нельзя будет установить на инструмент с малым диаметром кожуха. Оперирование дисками чрезмерно маленьких размеров также чревато последствиями.
Наружный размер не влияет на скорость обработки, однако определяет глубину распила. В ручном инструменте применяют режущие компоненты с диаметром 130-250 мм.
При большом погружении полотна в поверхность материала увеличивается нагрузка на двигатель. Рекомендуется, чтобы зубья не выступали над плоскостью обработки более 10-20 мм.
Качество изготовления диска
Имеется несколько признаков, по которым можно почти точно определить, является ли изделие качественным или сделано «на коленке»:
- На диске обязательно должна быть выполнена маркировка, причём надпись наносится посредством лазерного инструмента, а не краской.
- Полотно должно быть подвергнуто процедуре шлифовки и полировки – чистоту обработки видно взглядом, если «поиграть» диском на свету.
- Диск режущего инструмента подвергают процедурам балансировки и калибровки – операция условно напоминает балансировку автомобильного колеса. Режущий инструмент после такой обработки не будет «бить», при работе не возникнет вибрация.
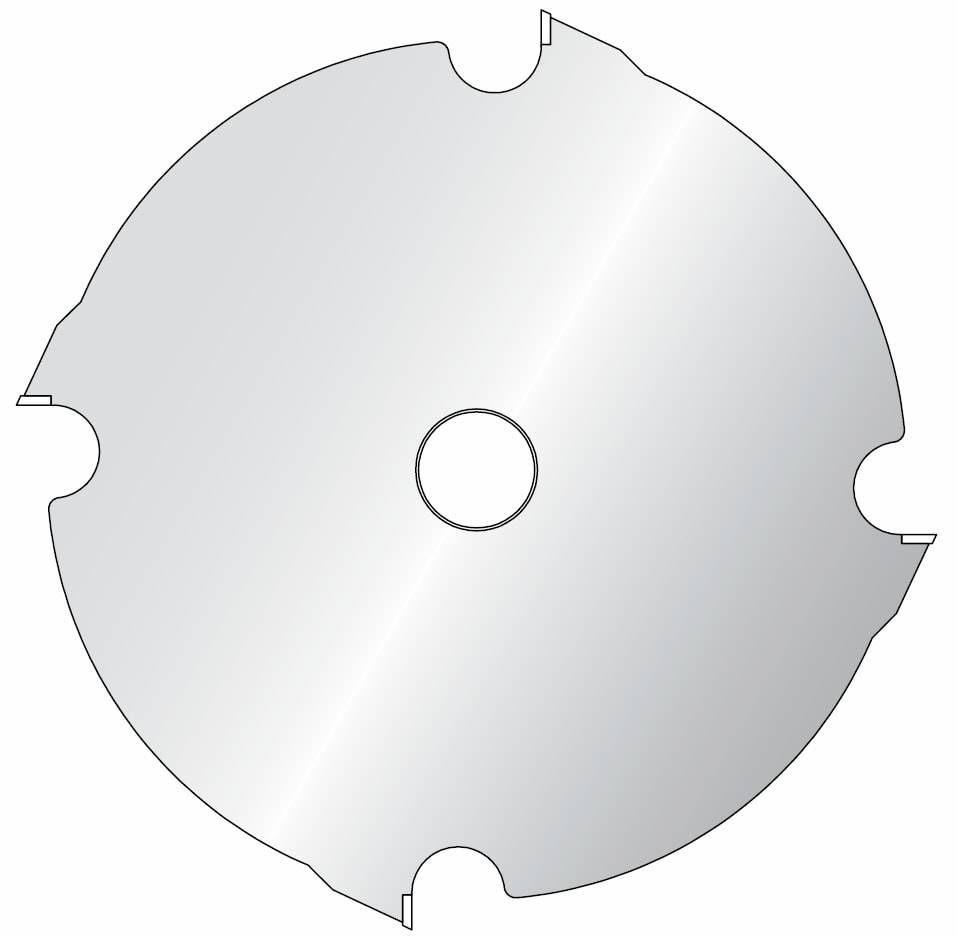
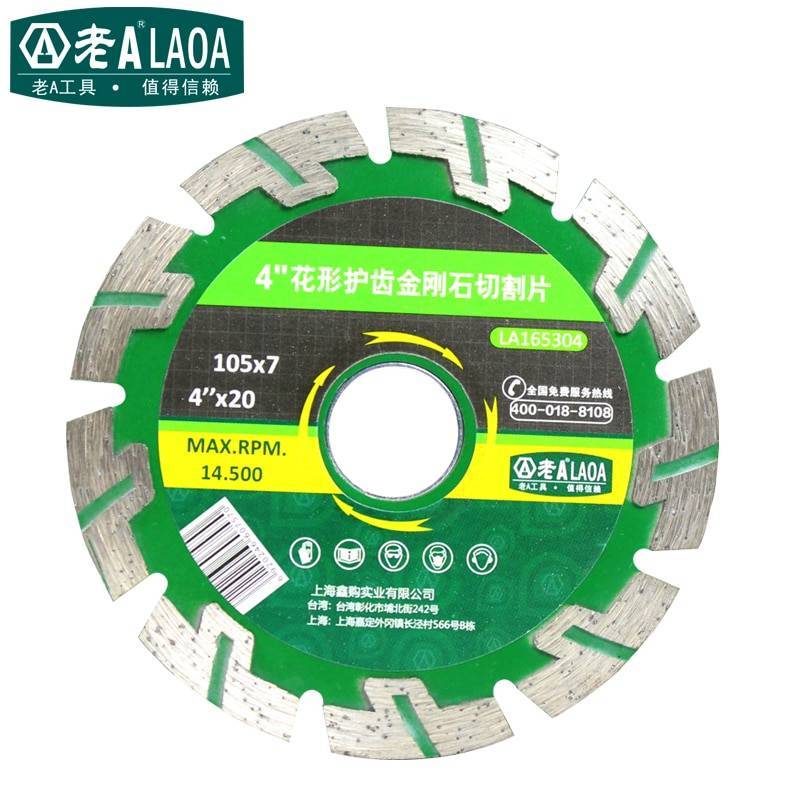
- Для компенсации возможных температурных расширений на диске выполняются специальные прорези, заканчивающиеся небольшими разгрузочными отверстиями.
- Некоторые производители усиливают диск несколькими круговыми кольцами жёсткости.
- Ещё один показатель качества – это имя производителя, его торговая марка. На сегодняшний день это европейские, американские, южноазиатские, российские и китайские производители (перечислены по убыванию качества). К слову, часть российских производителей выпускает продукцию, сопоставимую по некоторым параметрам с европейской или американской.
В общем, правильно выбрать диск для циркулярной пилы – это почти наука. Если нет опыта, то лучше за консультацией обратиться к профессионалам, причём тем, кто имеет навык работы на циркулярной пиле не менее 2-3 лет.
Видео о замене диска циркулярной пилы.
Подбираем пильный диск для решения конкретной задачи
На каждой упаковке диска указано его конкретное использование. Часто встречаются диски относительно универсального использования, для близких по структуре и плотности материалов. Например, для дерева, ДСП, ДВП, фанеры.
пильные диски по разным материалам
Для дерева
Для основных и обычных пропилов подходят диски с большим и редким зубом. Например, внешний диаметр составляет 200 мм на 24 зубца. Для чистых зубов лучше всего подходят диагональные, поперечные, средние и мелкие зубы.









Для чистого реза ЛДСП и ламината
Для этих материалов чем меньше и чаще встречается зуб, тем меньше будет сколов и царапин. Однако даже в этом случае нет гарантии безупречного пореза. Эти материалы распиливаются на специальных станках со вторым подрезным диском, который вращается в противоположном направлении.
На обычном циркуляре эти материалы можно разрезать без повреждений упомянутым диском, но с предварительной обрезкой покрытия или приклеив разрез защитной липкой лентой.
Для алюминия
Диски используются по металлу. Например, для цветных металлов или тонкой стали. Такие диски имеют мелкий зуб, отрицательный угол и изготовлены из специальной стали для резки металлов.
Техническая характеристика
Каждый выпускаемый производителями пильный диск имеет свои технические характеристики.
- Серия диска. Она позволит определить, для каких типов работ оснастка изготавливалась.
- Конструкция диска. Она говорит о качестве полотна. К качественным полотнам можно отнести те, что изготавливаются лазерной порезкой, проходят компьютерную балансировку, шлифовку и калибровку каждый в отдельности. Чтобы снизить температуру, шум пилы и вредные вибрации, на диске должны быть компенсационные прорези. В конце прорези находятся отверстия округлой формы, у некоторых конструкций предусмотрены медные заклёпки, которые предотвращают полотно от разлома. У хорошей модели должны быть волнообразные расширения, кольца жёсткости, специальное покрытие.
- Диаметр диска (внешний). Если диаметр диска больше, чем предусмотрено у инструмента, это повлияет на глубину пиления. Специалисты рекомендуют не превышать выступ зубьев над материалом более чем на 10—20 мм, так как при превышении увеличивается нагрузка на двигатель.
- Диаметр посадочного отверстия. Для безопасной и качественной работы необходимо, чтобы оснастка плотно сидела на посадочном штифте.
- Количество зубьев. От количества зубьев зависит чистота распила. Чем больше зубьев, тем чистота распила выше, но тем больше и нагрузка на мотор инструмента. Кроме этого, из-за стружки снижается скорость вращения. Оснастка с маленьким количеством зубьев лежит в диапазоне от 10 до 40, со средним — от 40 до 80, с большим — от 80 и выше.
- Тип и угол зубьев. Каждый тип сконструирован под определённые задачи. Тип F. T. (плоский резец) предназначен для продольного пиления различного вида древесины. Тип АТВ (сменный резец) предназначен для продольного и поперечного распила разных пород древесины, обработки ДСП, ОСП и фанеры. Тип Combi (комбинированный резец) предназначен для любых видов пропила. Тип TCG (трапециевидный плоский резец) применяется для обработки изделий из древесины. Тип HiFND (сменный резец) предназначен для работы с материалом, который склонен к раскалыванию. Важным параметром является угол наклона зубьев. Положительный угол наклона от 15 º до 20 º увеличивает подачу инструмента, но делает грубым распил. Отрицательный угол наклона от 0 º до -5 º замедляет скорость инструмента, но делает чистый распил.
- Толщина диска. Чем тоньше оснастка, тем меньше затрачивается энергии, уменьшается нагрузка на мотор, снижаются потери на опилки. Одновременно с этим у тонкого полотна меньше эксплуатационный период, больше вибрация, быстрее происходит нагрев.
- Маркировка. На качественных моделях маркировка наносится лазером. Её наличие позволяет сделать правильный выбор и в дальнейшем правильно обслуживать полотно.
- Количество оборотов. В целях безопасности, предотвращения потери чистоты распила и снижения срока эксплуатации необходимо, чтобы скорость вращения пильного диска была выше максимальной скорости вращения шпинделя на инструменте.
Достоинство полотна состоит в его сбалансированности, стойкости к затуплению, нагреванию и боковым нагрузкам.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов
Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Особенности заточки
Разводка
Перед тем как заточить ручную ножовку по дереву, необходимо проверить разводку зубьев. Это необходимо для того, чтобы в процессе распиловки полотно не заклинивало. Чем шире будет выполнена разводка, тем шире получится рез, соответственно, шансов заклинивания в этом случае меньше.
Однако, следует учитывать, что слишком широкая разводка приводит к получению рваного распила, к тому же для распиловки потребуется приложить гораздо больше усилий. Поэтому оптимальным вариантом является разводка, которая в полтора-два раза превышает толщину полотна.
На фото — отгибание зубчика специальным приспособлением
Как правило, для этого зубья отгибаются на 0,25 – 0,5 мм в каждую сторону. Правда, если пилой будет , то зубья лучше отогнуть на 0,5 – 1 мм.
Для выполнения качественной разводки зубьев своими руками можно использовать специальное приспособление, которое так и называется – разводка. Это металлическая пластинка с выполненной в ней щелью, ширина которой превышает ширину полотна инструмента.
Прежде чем приступить к работе, пилу надо зажать в тисках так, чтобы из них выступали только зубья, которые впоследствии поочередно отгибаются.
Заточка
В первую очередь следует сказать, что заточка ножовок по дереву может потребовать разные инструменты, в зависимости от формы зубчиков. Так для поперечной пилы потребуется трехгранный напильник с мелкой насечкой и углом около 60 градусов. Если же инструмент продольный, то следует воспользоваться ромбическим напильником либо грубо насеченными надфилями.
Инструкция по выполнению этой работы выглядит так:
- Полотно нужно надежно зажать
. Для этого можно использовать тиски и другие приспособления. - Затем напильником следует заточить левую грань на первом зубчике, держа инструмент по отношению к полотну под углом 60 градусов
. При этом движение напильником должно быть плавным и равномерным, при возвращении напильника в исходное положение, он не должен касаться обрабатываемой поверхности. Надо сказать, что при заточке продольной пилы, напильник можно держать параллельно столу, т.е. затачивать зубья под углом 90 градусов. - Далее затачиваются таким же способом все левые грани нечётных зубчиков
. - После этого напильником затачиваются правые грани
. - Затем пилу нужно перевернуть и точно так же заточить зубья четного ряда
, которые теперь оказались в дальнем ряду. - В завершение работы необходимо удалить все заусенцы при помощи бархатного напильника
. Если этого не сделать, то пила быстро затупится.
На этом заточка ножовки по дереву завершена. Теперь нужно посмотреть на вершины и кромки зубьев – если они блестят на солнце, значит достаточно острые, в противном случае операцию нужно повторить.
Активно используется такой инструмент как ножовка. С течением времени режущая поверхность инструмента изнашивается, и процесс распиловки дерева становится все тяжелее. Износ рабочей кромки заключается в следующем:
- заостренные вершины зубьев закругляются;
- их боковые режущие кромки притупляются.
Вследствие этого инструмент теряет функциональность и нуждается в заточке.
Износ может быть как локальным, касающимся только некоторых зубьев, так и равномерным. Помимо износа, изменяются и размеры разводки зубьев, что нередко приводит к подклиниванию ножовки во время работы.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Каска сварщика со щитком
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.







Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
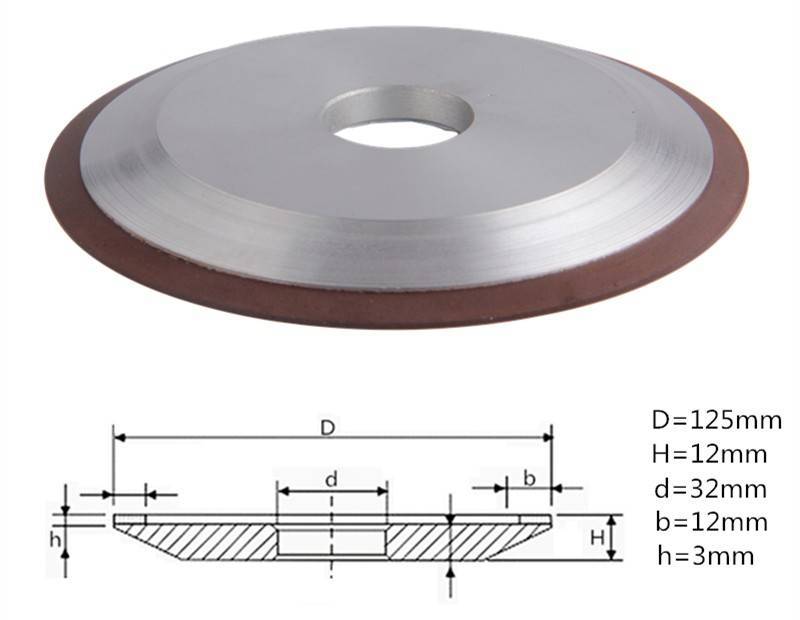
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.







Зуб с вогнутой передней поверхностью
Как выбрать диск для циркулярной пилы
Перед покупкой, лучше опираться на следующие советы:
- Диаметр. В зависимости от требуемых результатов, выбирается оборудование. Для высокой производительности и распила больших массивов древесины, нужно приобретать циркулярку с большим диаметром диска. Несмотря на малые обороты, за один поворот пила может снять больше материала. 250 и 300 диаметр подойдет, если нужно перерезать небольшие рейки в большом количестве, подойдут небольшие циркулярки, которые предназначены для 80 круга.
- Материал диска. Основное отличие – обслуживание и цена. Цельнометаллические можно подтачивать, дополнительно обрабатывать с любой момент с помощью элементарных абразивных инструментов. Они могут служить долго, при правильном обращении. Возможно купить сразу несколько разновидностей кругов для разных пород дерева. Модели с победитовыми или алмазными напайками позволяют значительно увеличить производительность. Они редко требуют обслуживание, но в случае стачивания резца, потребуется обрабатывать их гравером с алмазными и войлочными насадками.
- Форма зубцов. Для продуктивного и быстрого реза подойдет круг с разводными зубцами. Они быстро вырезают большие массивы дерева, что позволит значительно увеличить производительность. Для чистого подойдут диски с количеством зубцов от 42 и более, и отрицательным наклоном заточки. Комбинация этих двух технологий позволит добиться высокой производительности с относительно чистого реза.
При работе с разными видами дерева (профессиональная сборка мебели, создание резных ворот) необходимо иметь комплект разных дисков. Некоторые производители предлагают наборы дисков с разными зубцами. Комплекты стоят меньше, в сравнении с покупкой поштучно.
Можно опираться на производителя:
- Bosch. Немецкий бренд, изготавливающий электроинструмент и оснастку для него. Производство отличается хорошим качеством и умеренной ценой. В каталоге есть монолитные и победитовые вариации.
- Makita. Японский производитель, ставший эталоном в любительском сегменте электроинструмента.
- Зубр. Российский бренд, лидирующий на рынке СНГ. Производит весь спектр оснастки для работы с циркулярной пилой.
Дисковая пила по дереву – может раскрыться полностью, при использованию правильного круга.
Помогла ли вам статья?
Да1Не особо
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.





