

Для чего используется анодирование алюминия?
Преимущества анодированного алюминия, такие как устойчивость к коррозии и истиранию, в сочетании с удивительным внешним видом из огромной цветовой гаммы открывают множество областей применения. Возможности анодирования алюминия для коммерческих, промышленных и потребительских отраслей безграничны:
- Архитектурные панели;
- Витрины;
- Вентилируемые фасады;
- Кровельные системы;
- Холодильники;
- Сушильные машины;
- Телевизоры;
- Кофемашины;
- Светильники;
- Оконные рамы;
- Сантехника;
- Двери;
- Охладители;
- Сковороды;
- Грили;
- Тележки для гольфа;
- Лодки;
- Туристическое оборудование;
- Рыболовное снаряжение;
- Комплектующие для автомобилей;
- Колпаки на колеса;
- Фирменные таблички;
- Аэрокосмические панели;
- Солнечные панели;
- Электронные изделия;
- Огнетушители;
- Фотооборудование;
- Телефоны;
- Дизайн интерьера;
- Искусство.
Преимущества изделий из анодированного алюминия
19.02.13 в 15:10 | Новости компаний | Комментарии »
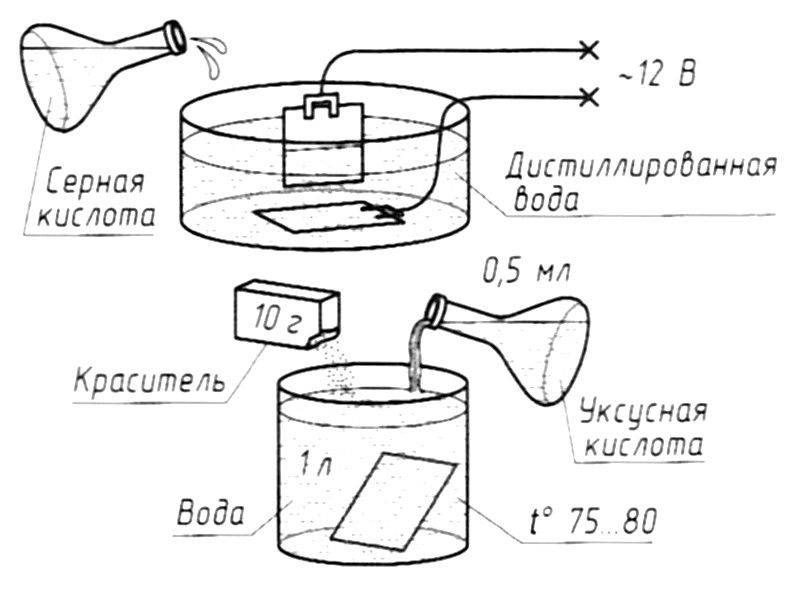
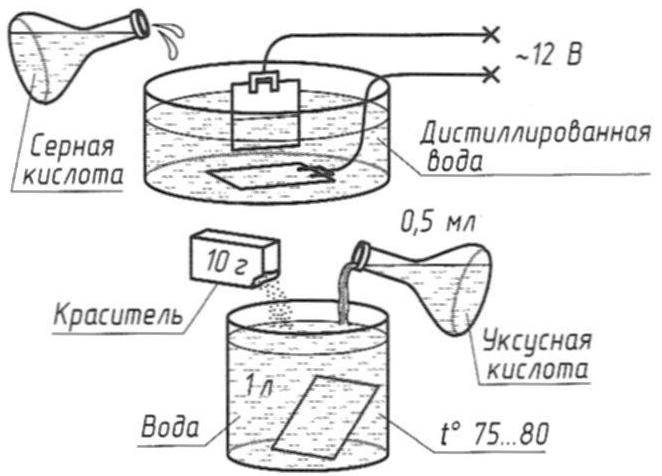
Анодирование металлических сплавов применяется в разных отраслях промышленности уже достаточно давно. Это — сложный электрохимический процесс, детальное описание которого мы не будем здесь приводить — на это потребуется слишком много времени. Приблизительно же процедура анодирования заключается в следующем — подвергаемый обработке элемент конструкции помещается в кислый электролит (к примеру, в раствор серной кислоты), после чего подключается к источнику тока. Результат — образование на поверхности металла оксидной пленки. Изделия из анодированных алюминиевых сплавов ценятся выше, чем обычный алюминий — благодаря своим преимуществам: они не подвергаются коррозии, обладают высокой прочностью и долговечностью, простотой в уходе.
Анодирование алюминия — наиболее эффективный способ защиты поверхности профиля от коррозии, исключающий отслоение покрытия и подпленочную коррозию. Помимо этого, анодирование алюминия придает изделиям дополнительные эстетические свойства и респектабельный внешний вид.
Прекрасный внешний вид этого материала делает возможным его использование для производства декоративных изделий, а высочайшие показатели функциональности делают его незаменимым при изготовлении высокопрочной фурнитуры, а также антипригарной посуды и отделки в стиле хай-тек дорогих автомобилей.
Использование анодированного алюминия для производства лестниц и стремянок весьма распространено в мире. Изготовленные из этого материала конструкции прочнее и гораздо удобнее и безопаснее в эксплуатации, чем лестницы из простого алюминия.
Преимущества анодированного профиля:
· надежная защита от коррозии,
· слой оксидной пленки (полученный в процессе анодирования) неразрывно связан с поверхностью, что делает невозможным его отслаивание или появление трещин,
· возможность применения в помещениях с повышенной влажностью,
· высокая эстетика покрытия и декоративные свойства. Анодированный профиль выглядит благороднее и богаче, что расширяет границы в дизайне изделий с использованием анодированного алюминия,
· широкая гамма цветов анодирования (хром, золото, шампань, бронза, коньяк),
· возможность получения матовой и глянцевой поверхности,
· высокая устойчивость к ультрафиолетовому излучению,
· длительный период эксплуатации, нет необходимости периодического восстановления анодированной поверхности, по истечении времени она не темнеет, не покрывается пятнами и трещинами. Кроме того, профиль анодированный не требует покраски, полировки и другого ухода,
· повышенная устойчивость к механическим повреждениям (царапинам, потертостям и др.), благодаря улучшению таких свойств алюминия как твёрдость, устойчивость к термическому воздействию.
Однако на территории нашей страны функционирует всего одна компания, занимающаяся производством стремянок из анодированных сплавов — московская . Эта организация функционирует в течение более чем семи лет, и все эти годы основным материалом производства являлся анодированный алюминий. На сайте компании, находящемся по адресу www.fabrika-lestnic.ru стремянки из анодированного алюминия представлены в широком ассортименте. Компания производит такие виды лестниц, как:
· Двух- и трехсекционные лестницы;
На каждую из лестниц производства «Фабрики Лестниц» предоставляется гарантия качества.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Подготовка емкости для анодирования

Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Меры предосторожности и советы по технике выполнения
Чтобы анодирование металла прошло эффективно и безопасно, необходимо придерживаться таких простых советов:
 Анодирование нужно проводить в защитных перчатках
Анодирование нужно проводить в защитных перчатках
- во время работы желательно использовать специальные перчатки, очки, маску, что защитит организм от вредных испарений;
- в качестве емкости для проведения химической реакции подойдет любая пластиковая тара или старая эмалированная ванна без сколов;
- толщина кабеля должна подбираться с учетом силы производимого тока;
- чтобы придать стали насыщенный черный цвет, применяется нитрат натрия. Рабочая температура раствора – +100–140°С.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
![Анодирование алюминия в домашних условиях [своими руками]](https://labequip.ru/wp-content/uploads/3/1/0/310877eac0c9062aa896f36879ba8380.jpeg)






Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции

Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
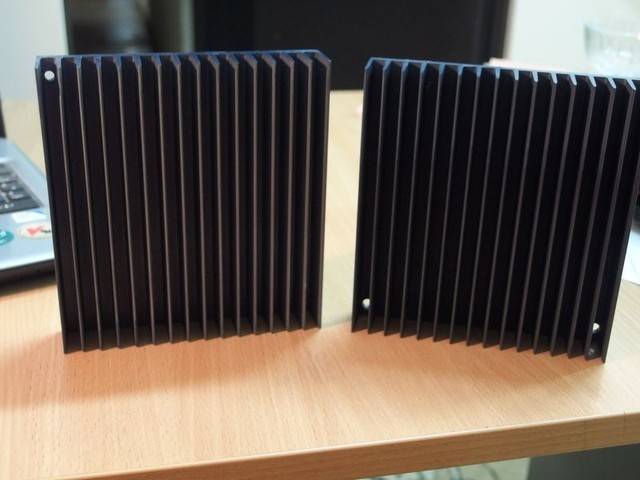
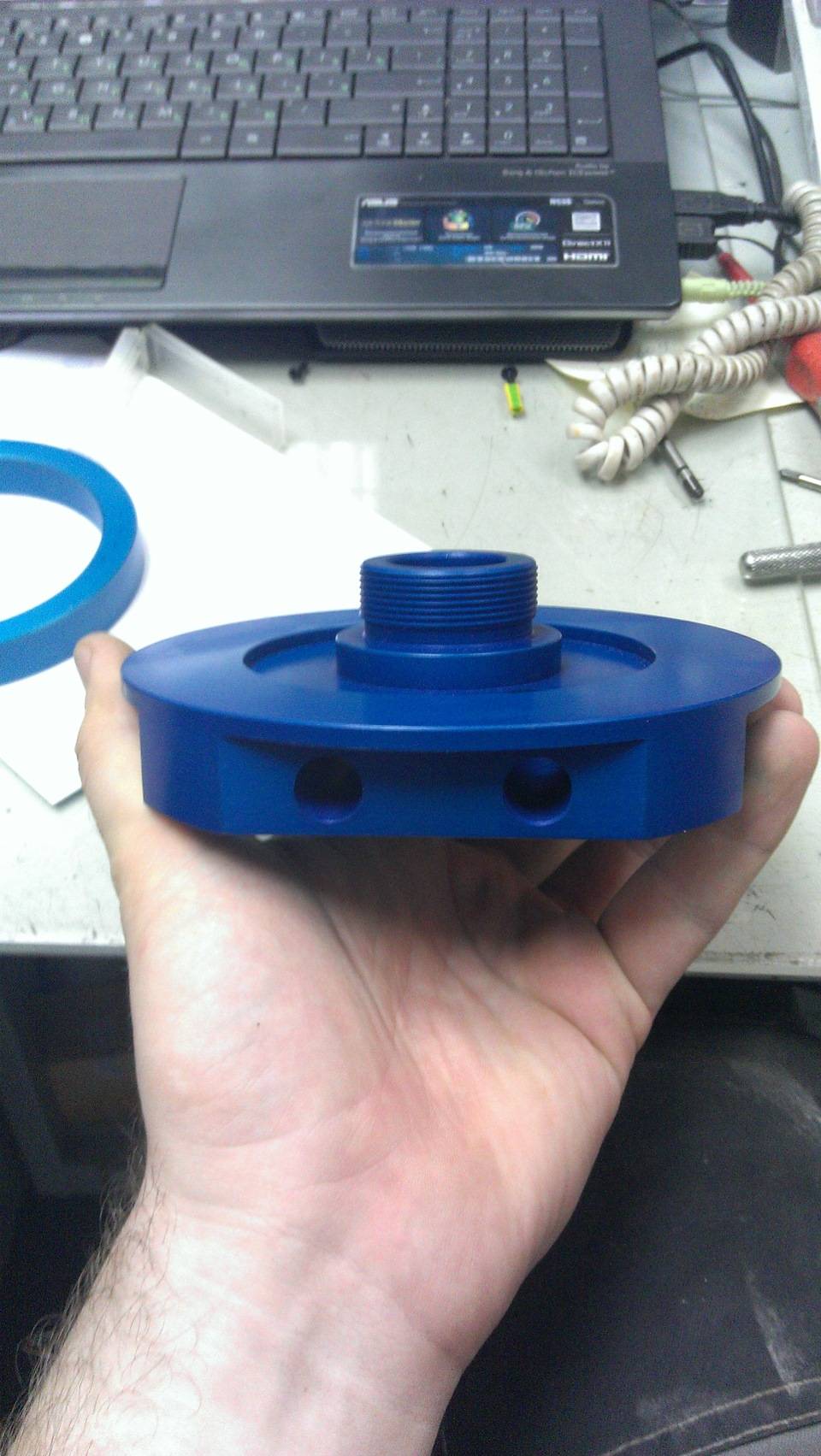
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
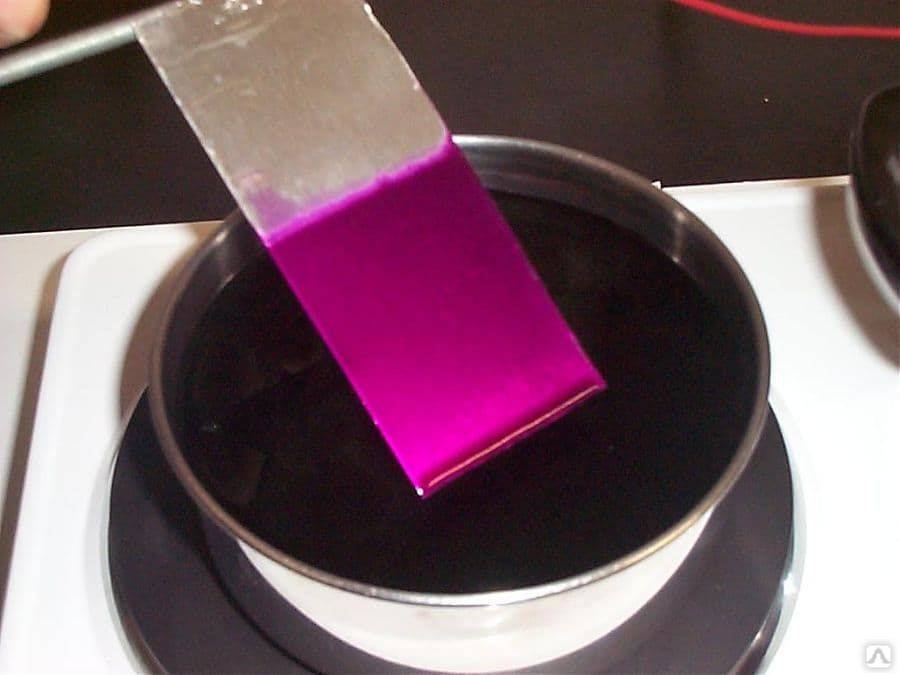
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.




![Анодирование алюминия в домашних условиях [своими руками]](https://labequip.ru/wp-content/uploads/e/2/3/e236c60e3aadbc6b5979aede7c90080b.jpeg)




Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 — голосов
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе. Также нужно подумать о самозащите, т.к
в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.
Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.






Методы
Наиболее распространенными методами цветного анодирования являются:
- Электролитическое;
- Адсорбционное;
- Интегральное;
- Интерференционное.
Процедура цветного электролитического анодирования заключается в погружении изделия в кислотный раствор с одной либо несколькими солями металлов. В результате металлы осаждаются в порах алюминия. Состав электролита определяет цвет готового изделия. Интенсивность цвета зависит не от толщины анодного слоя, а от количества металла, осевшего в порах. По своим свойствам это цветное анодирование идентично обычному анодному покрытию. Данный способ используется для фасадных панелей и алюминиевых профилей.
Метод адсорбционного окрашивания применяется с различными красителями. Алюминий с анодным покрытием погружают в водный или спиртовой раствор красителя. От количества краски зависит интенсивность окрашивания. После поглощения красителя выполняют уплотнение.
Цветное интегральное окрашивание осуществляется в процессе анодирования. В зависимости от толщины оксидного слоя изделие может приобрести оттенок от светлой бронзы до глубокого черного. Это дорогостоящий метод, поскольку для анодирования применяются сложные кислоты. Неудивительно, почему электролитическое окрашивание заметно потеснило данный тип обработки изделий, используемых в строительстве.
Разновидностью электролитического окрашивания является интерференционное цветное анодирование. Применяя метод оптической интерференции, можно получить широкую гамму цветовых решений. Для увеличения интенсивности цвета после выполнения анодирования алюминия и до электролитического окрашивания проводят обработку покрытия по расширению пор. В данном случае осаждается больше металла, чем при стандартной интерференционной обработке.
Для консультации с квалифицированными специалистами относительно возможности анодирования алюминия в определенный цвет позвоните по нашим телефонам в Москве. Мы располагаем современным оборудованием для выполнения заказов разной сложности и в любом количестве.
Теория анодирования алюминия
Анодирование — это процесс электрохимического оксидирования алюминия. Анодирование один из самых распространенных методов гальванической обработки. Процесс анодирования позволяет в широких пределах изменять качество поверхности обрабатываемой детали таких как коррозионная стойкость, электропроводные свойства, твердость, износостойкость и т. д. При анодном оксидировании происходит образование оксидной пленки и ее растворение электролитом. Для получения качественных анодных пленок на алюминии подбирают электролиты и режимы электролиза при которых скорость формирования пленки выше скорости ее растворения. В качестве электролитов используются растворы серной, хромовой, щавелевой и других кислот и их смесей.
В основном используется сернокислый электролит. Защитные пленки, полученные при использовании данного электролита, обладают высокими защитными и декоративными свойствами, высокой прочностью и хорошо окрашиваются. Не целесообразно использование сернокислого электролита только для обработки деталей сложной конфигурации или мелких претензионных деталей. Такие детали, а также сопряженные (сваренные, склепанные) детали анодируют в хромоксидном электролите.
Анодирование в хромоксидном электролите более трудоемко и менее экономично по сравнению с сернокислым анодированием. Процесс требует более высокого напряжения и строгого соблюдения температурного режима.
Электрохимическое оксидирование в щавелевых электролитах позволяет получать на алюминии и его сплавах толстые пленки с повышенными электроизоляционными качествами, кроме того цвет покрытия – от светло-желтого до коричнево-желтого позволяет использовать такие электролиты для декоративной обработки изделий.
Твердое анодирование
При твердом или глубоком анодировании толщина оксидных пленок на алюминии или его сплавах составляет от 40 до 300 мкм. Такие пленки имеют повышенную твердость, износостойкость и жаропрочность. Электро- и термоизоляционные свойства обработанных материалов также значительно превышают характеристики исходного металла. Недостатком твердых анодных покрытий является хрупкость, возрастающая с ростом толщины покрытия – детали, подвергающиеся ударным нагрузкам обрабатывать таким образом нецелесообразно. Твердость пленок зависит от материала, на чистом алюминии она выше – до 15ГПа, на техническом алюминии до 5,2 ГПа, на АЛ9 – 4,8 ГПа. Твердое анодирование проводится в сернокислых электролитах (раствор 17-30%). На деталях, подвергающихся твердому (толстостенному) анодированию недопустимо наличие острых кромок, выступов, заусенцев и т. д.
|





