

Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Простая чертилка для любого материала своими руками!
Саморез- не самое лучшее, что можно для этого использовать.
Ролик из твёрдосплавов лучше будет?
Как вариант- заточить под конус какой-нибудь пруток из стали 40 и тверже.
Исправьте пока не поздно.
Эта чертилка для глубоких колотых дыр, а та для параллельных резанных/царапанных.
Рейсмус денег стоит, а сейчас самоизоляция, работы нету и денег на новый нормальный инструмент — тоже. Приходится импровизировать и создавать подручные орудия труда из того что валяется под ногами.
Ладно, согласен. Да и гайка-втулка удлинённая в магазине продаётся готовая оцинкованная под разные резьбы — и варить ничего не надо! Ну может товарищ просто в сварке практиковался или инвертор испытывал?
Инструменты для разметки
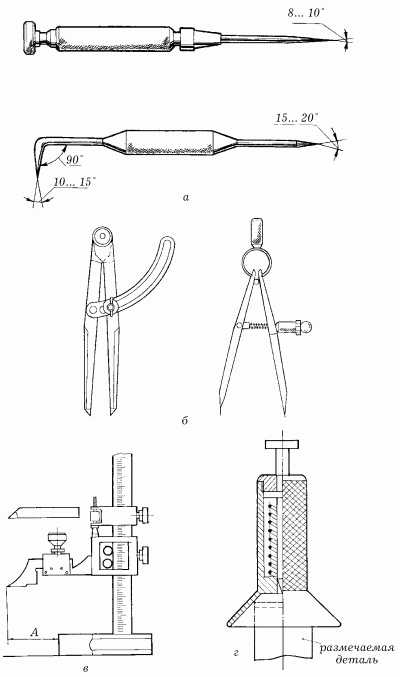
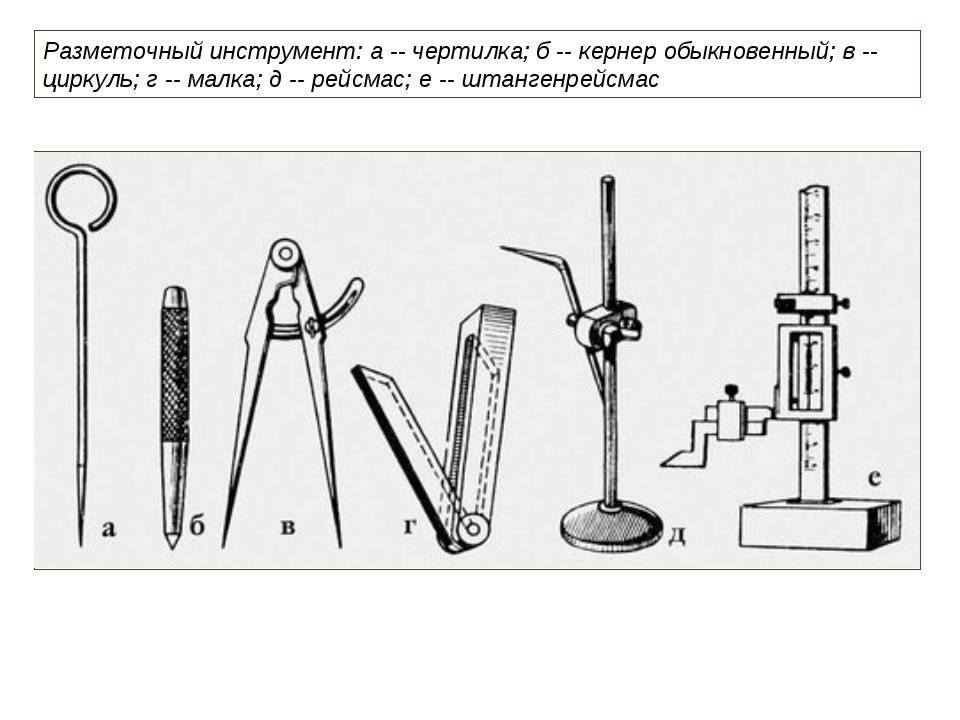
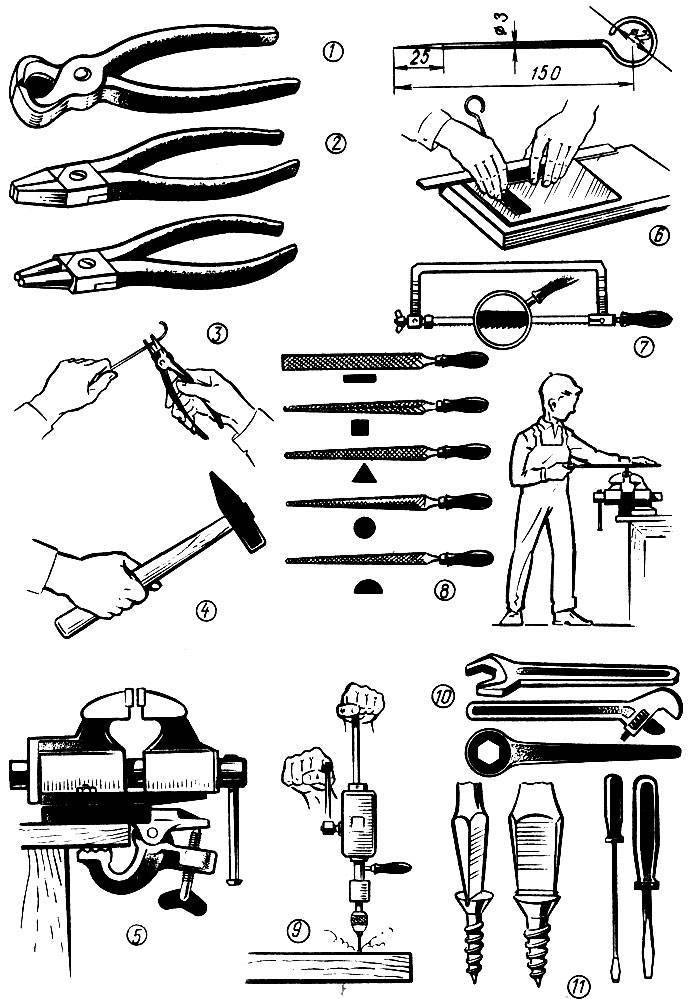
Прежде чем производить слесарную обработку, размечают границы изделия соответствующими инструментами. Основные разметочные инструменты приведены на рисунке.
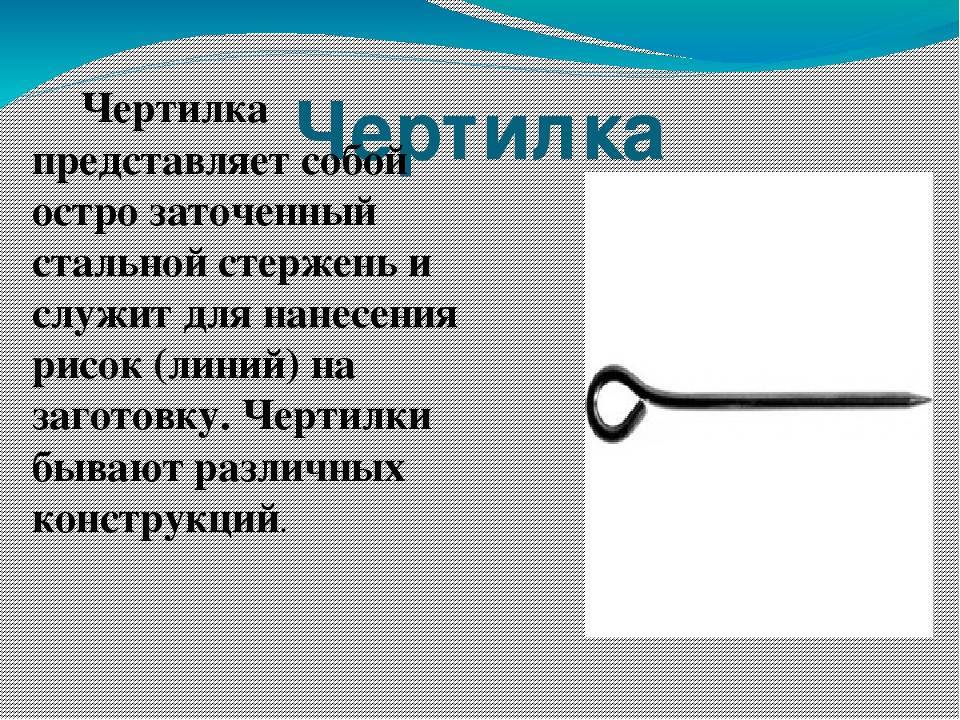
Чертилка — стальная закаленная игла для нанесения линий на поверхности металла.
Штангенрейсмус служит для откладывания точных размеров по высоте.
Рейсмус универсальный позволяет наносить на плоскости параллельные линии.
Циркули предназначаются для перенесения чертежных размеров, а также для вычерчивания окружностей и закруглений.
Кернер служит для нанесения неглубоких точек (углублений) по размеченным линиям, а также центров под циркули или под сверло.
Линейка вертикальная позволяет откладывать чертежные размеры на вертикальной плоскости изделия.
Призмы предназначены для установки на них изделий, когда это диктуется удобствами выполнения разметки.
Tags: Инструменты
Вперед Организация рабочего места слесаря
Все записи
Назад Поверочно-измерительные инструменты
Как научиться правильно скоблить ↑
Шабровка в домашнем строительстве не предполагает предварительной подготовки поверхностей, а вот шабрение металла в промышленных условиях требует сноровки.
Чтобы работать инструментом своими руками, нужно знать, что такое шабрение, – это порядок операций, выполняемых последовательно.
- Смажьте пластинку для контроля шабровочной краской – смесью сажи и моторного масла.
- Приложите деталь, требующую шабровки, к пластинке и плавно проведите ей вперед-назад.
- Посмотрите на пятнышки, возникшие на поверхности. Белые говорят об отсутствии краски и обозначают самые глубокие места, черные – о наличии краски и обозначают среднюю глубину, серые – наличие выступов, требующих шабрения.
- Подготовьте отточенный инструмент и начинайте соскабливать неровности. Держите шабер под углом 30-40⁰, делайте движение вперед с нажимом, а назад возвращайтесь спокойно. Начинайте с длинных штрихов – от 20 мм, и медленно сокращайте амплитуду – до 5 мм. Двигайте инструмент в разные стороны – штрихи должны скрещиваться под углом 45⁰.
- По завершении шабрения протрите деталь и повторите окрашивание. Уточните чистоту шлифовки с помощью контрольного квадрата.
Механика шабрения
Контрольная рамка 25х25 мм позволяет определить, насколько глубоко выполнена шабровка. Для этого приложите рамку к детали и посчитайте число пятен внутри нее:
- 5-6 – грубо;
- 7-10 – чисто;
- 11-14 – точно;
- от 22 – ювелирно.
Как выбрать шабер в зависимости от поверхности:
- прямой – для обтачивания краев;
- фасонный – для гнутых деталей;
- узкий – для твердых сплавов и материалов;
- широкий – для скобления мягких материалов;
- радиусный – для плоских поверхностей.
Угол заточки острия шабера:
- стандартный – 60-70⁰;
- для бронзы и чугуна – около 100⁰;
- для мягких сплавов – 40⁰.
Механизация разметочных действий
Разметочные операции относятся к тем направлениям строительно-проектировочных процессов, которые неохотно переводятся на механизацию. Особенно если речь идет об ответственных процедурах, без ручной поверки не обойтись. Тем не менее определенные этапы все же подвергаются переходу на современные принципы работы. Механизированный разметочный инструмент на сегодняшний день представлен электрокернами. В отличие от традиционных моделей, такие модификации снабжаются силовой начинкой, приводящей в действие ударный механизм. Собственно, центровку инструмента и его рабочей части выполняет непосредственно мастер, но вместо легкого удара молотком реализуется автоматический забой острой части инструмента.




Инструмент для разметки на плоскости
Отличительной чертой инструмента, рассчитанного на выполнение измерений и рисок в одной плоскости, является заточенность под базовые геометрические расчеты. С помощью таких приспособлений пользователь указывает границы контуров, межосевых расстояний, наносит риски, фиксирует угловые отклонения. Схожие действия выполняются и пространственными моделями разметки, но их отличает как раз минимальная продуктивность в работе на одной плоскости. Итак, к плоскостной группе инструментов такого типа относится угольник слесарный, различные чертила, транспортиры, линейки и т. д
Важно отметить, что для таких операций требуются и вспомогательные приспособления, которые не имеют отношения непосредственно к измерениям и разметкам. Например, в этом качестве используют упоры и кондукторы. Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий
Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект
Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий. Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект.
Чертилка слесарная по металлу

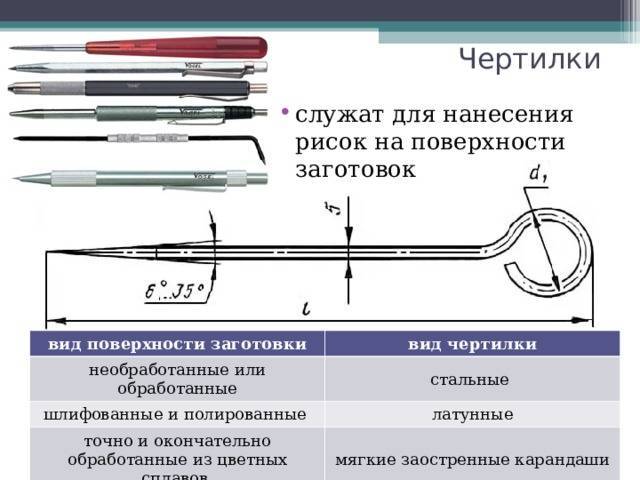
Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Кернение рисок
Сама по себе риска – это углубление, выполненное на поверхности заготовки или конструкции с помощью керна, то есть чертилкой по металлу. Данная операция служит как фиксирующая предварительно выполненную разметку. Казалось бы, зачем выполнять, по сути, деформацию материала, если можно маркировать те же контуры краской. Но, во-первых, керн создает углубление, которое не сотрется в отличие от наружного покрытия, а во-вторых, именно углубленные риски могут кроме пространственной насечки сразу сделать подготовку под сверление. Сам же керн – инструмент простой и неприхотливый в содержании. Как правило, он имеет стержневую основу, переходящую в конус с острием. Керн ориентируется по риске двумя пальцами, ставится перпендикулярно заданной точке и легко вбивается молотком. Таким образом, осуществляется кернение на металлических поверхностях.
являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части.
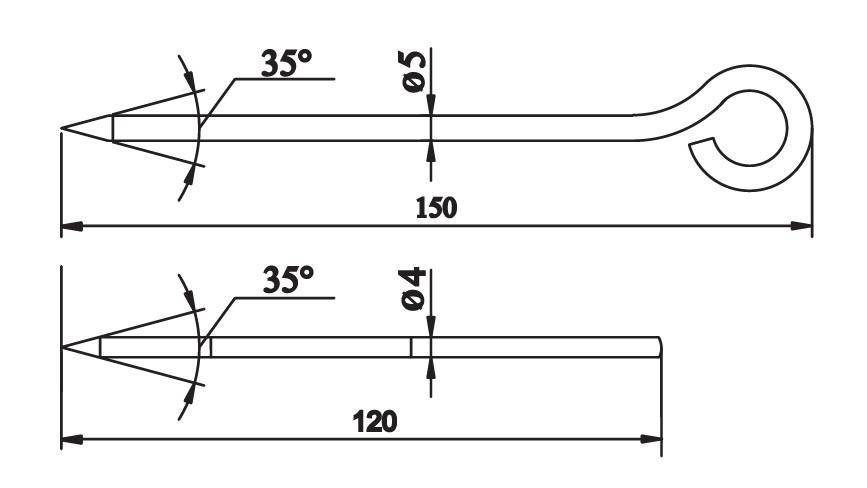
Изготавливают чертилки из инструментальных углеродистых сталей марок в двух вариантах: односторонние и двусторонние. Чертилки изготавливают длиной 100… 120 мм.
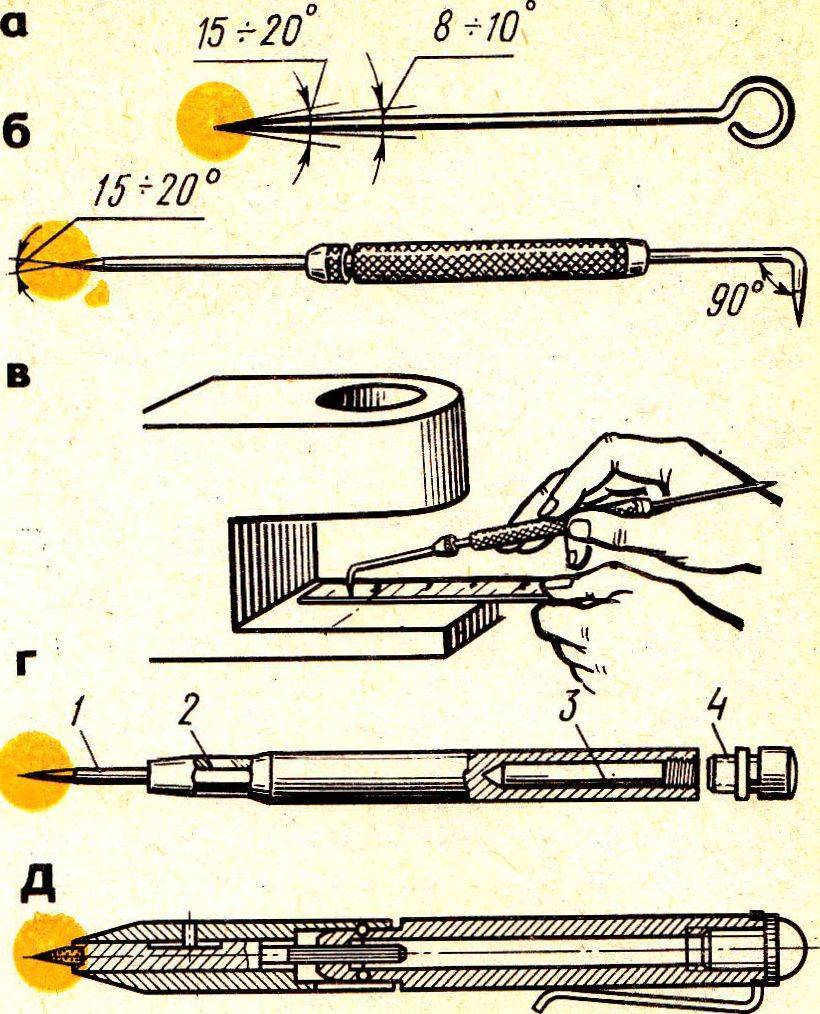
Рабочая часть чертилки закаливается на длине 20 … 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона.
Рисунок 3.2.1.1 Чертилки (коллаж автора)
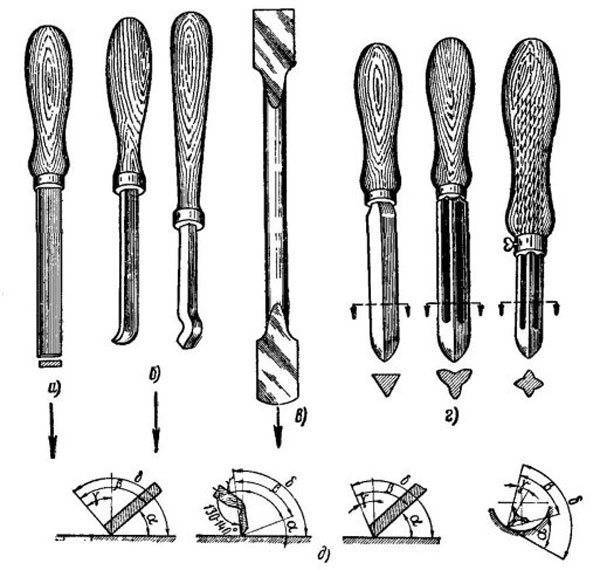
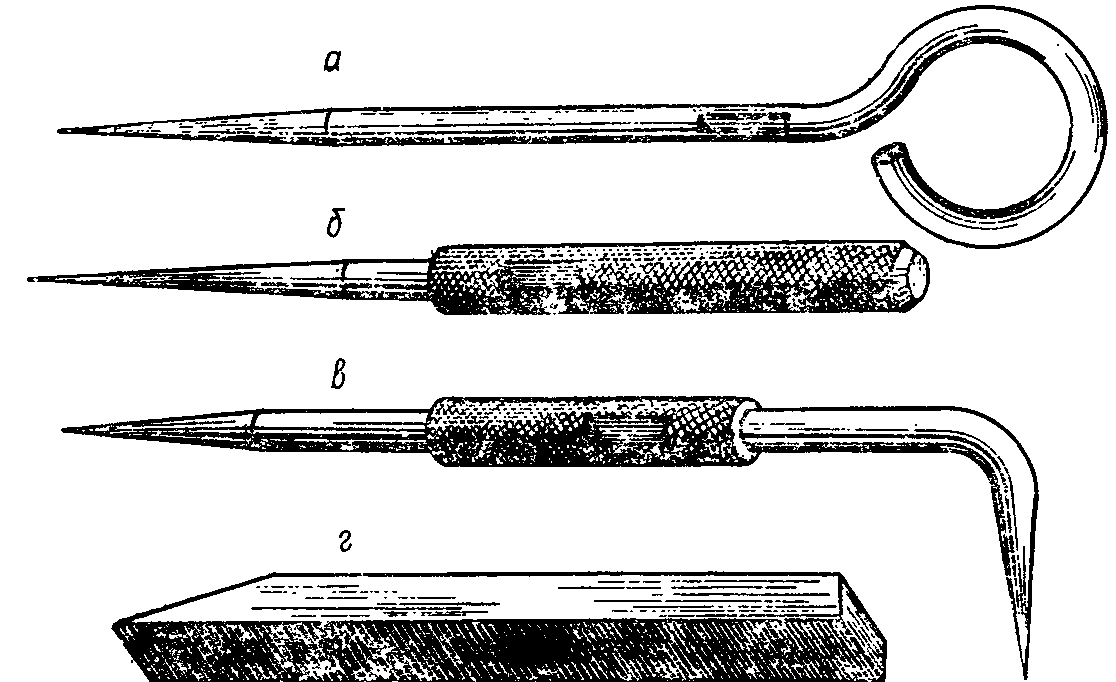
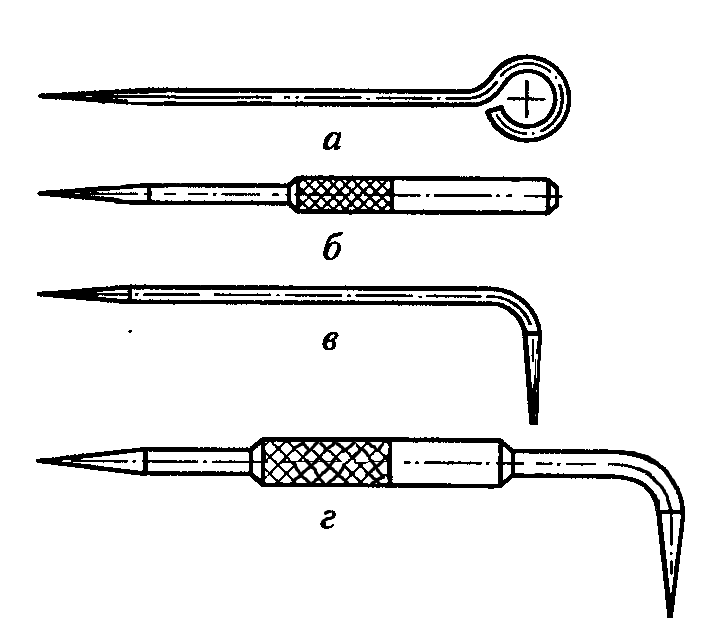
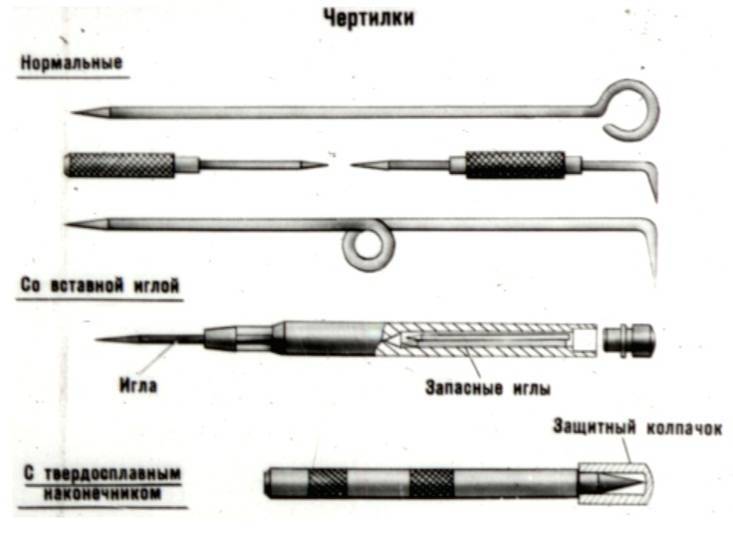
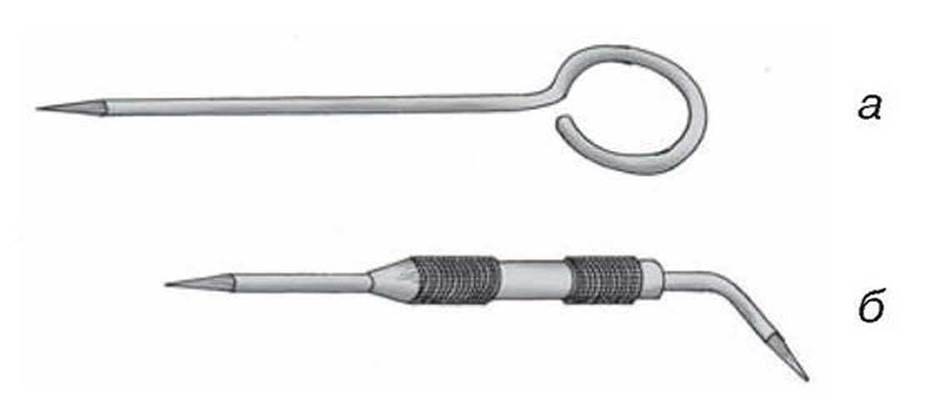
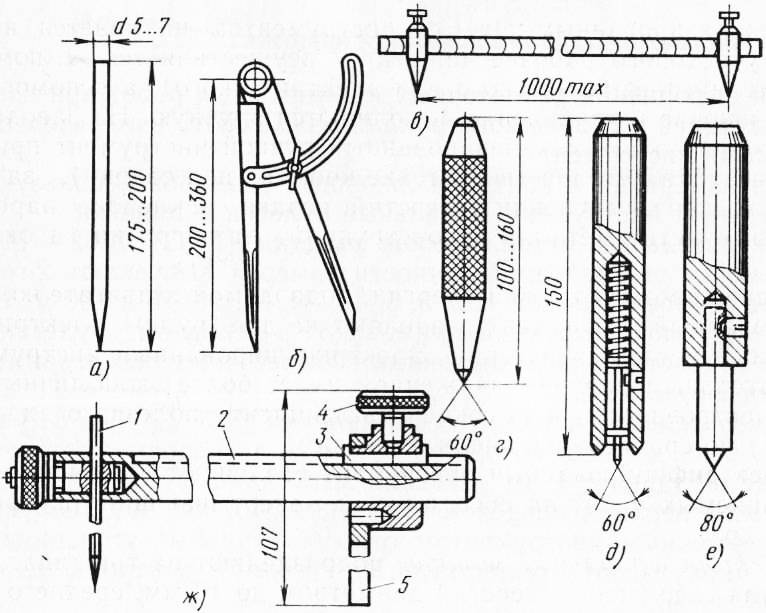
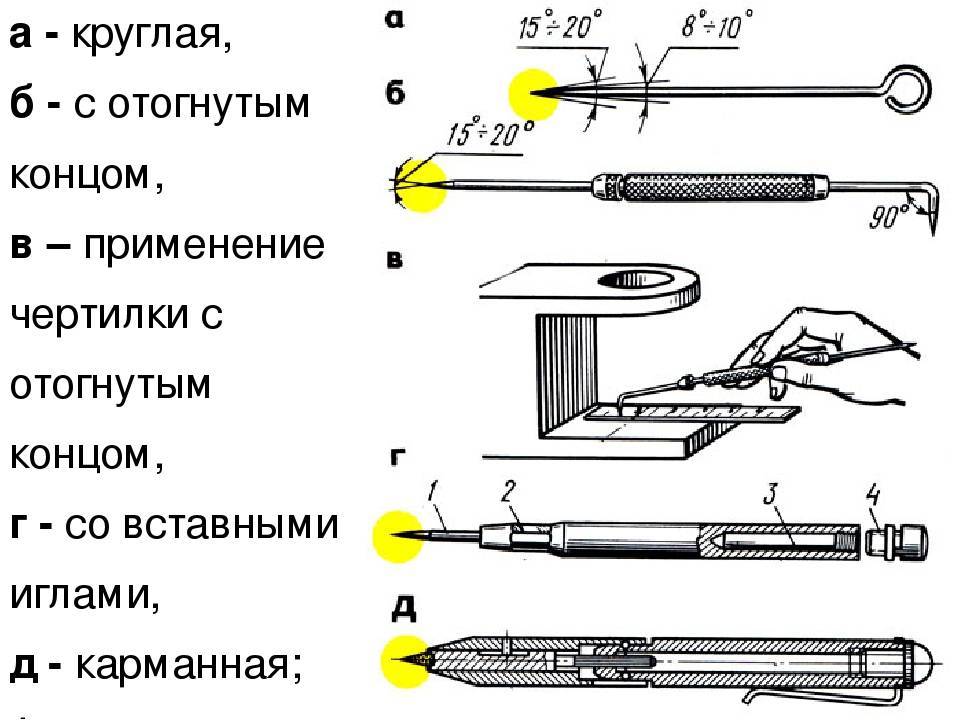
Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни; на алюминий риски наносят остро заточенным карандашом. Широко применяют четыре вида чертилок — круглую, с отогнутым концом, со вставной иглой и карманную.
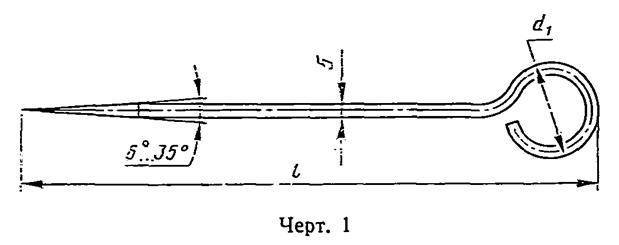
представляет собой стальной стержень длиной 150…200 мм и диаметром 4…5 мм, один конец которого закален ,на длине 20…30 мм и заострен под углом 15°, а другой согнут в кольцо диаметром 25…30 мм.
Чертилка с отогнутым концом
представляет собой заостренный с двух сторон стальной стержень, один конец которого отогнут под углом 90°. Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах.
Чертилка со вставной иглой
выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые при сборке вводятся через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий наконечник напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20 °.






Чертилки должны быть острозаточенными. Их коническая поверхность должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки.
Затачивают чертилки на заточных станках. Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
Микрометрические приборы, нутромеры. Меры длины: плоскопараллельные концевые, угловые призматические, штриховые. Поверочные плиты, щупы, лекальные линейки, угольники. Радиусные и резьбовые шаблоны. Приборы для измерения углов: угломеры, уровни, синусные линейки. Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Для изготовления чертилки с твердосплавной напайкой нужен алмазный круг. Обычный абразив не справится с задачей, его можно только испортить. При заточке инструмент не боится перегрева, но все равно температуру следует держать под контролем. Обычно фиксируется победит на латунном припое, который может расплавиться. Разумно воспользоваться услугами мастеров заточки. В бытовых условиях чертилка с твердосплавной насадкой может служить долгие годы после одной заточки.
Какой бы способ изготовления не выбрал домашний умелец, он должен понимать, что работа стоит этих усилий. Разметка на металле с помощью слесарной чертилки качественнее, точнее, нежели аналогичная процедура с использованием маркера, карандаша или мела.
Разметочный карандаш из сверла своими руками
Такой карандаш необходим каждому, кто работает с металлом. С его помощью легко наносить разметочные линии, которые невозможно смыть с поверхности детали, заготовки.
Для изготовления разметочного карандаша понадобится пруток из латуни. Его оптимальный диаметр – 1…1,8 см выбирается пользователем на свое усмотрение. Необходимо для поделки также тонкое (2…6 мм) сломанное сверло. Для скрепления деталей нужно подготовить суперклей или эпоксидную смолу.
Из инструментов при работе пользуются: ленточной пилой; токарным станком; напильником; тисками, наждачной бумагой разной зернистости; болгаркой с диском для шлифования; токарными резцами.
Вначале работают с латунным прутком. Его зажимают в тиски ленточной пилы. Запускают ее и отрезают кусок длиной, равной примерно размеру авторучки.
Заготовку зажимают в патроне токарного станка, обтачивают выступающий торец, делая его ровным. Переворачивают заготовку и повторяют те же операции с другим торцом отрезка прутка.
Снабжают заднюю бабку токарного станка сверлом диаметром чуть больше, чем подготовленное ранее сломанное сверло. Сверлят в торце латунного прутка осевое отверстие. Сверло периодически вытаскивают, чтобы облегчить выход стружки. Это необходимо, так как латунь является мягким и вязким материалом.
![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/0/3/b/03ba835cfad542d375c1d764ffb43644.jpeg)




С помощью резца конец прутка с осевым отверстием превращают в конус, как это бывает у заточенного карандаша. Конусную поверхность обрабатывают напильником, сглаживая неровности, оставленные резцом.
Резцом на поверхности прутка, вблизи основания конусной части, устраивают насечку в виде 5…10 параллельных неглубоких канавок, отстоящих одна от другой на 3…5 мм. Она нужна для надежного удержания будущего карандаша в руках. Шлифуют переднюю часть будущего карандаша наждачной бумагой.
Берут сломанное сверло, зажимают его хвостовиком в шуруповерте. Включают прибор и затачивают на точиле переднюю часть. В итоге она должна превратиться в острый конус длиной 0,5…1 см.
Особенности инструментов по дереву
Плотницкие и столярные операции с древесиной отличаются от слесарных менее жесткими требованиями к характеристикам применяемого инструмента. Измерительные приспособления могут быть и металлическими, и деревянными, и полимерными – из современного технологичного материала. В стандартных плотницких наборах разметочный инструмент по дереву может быть представлен линейками, рулетками и другими приспособлениями для выполнения измерительных мероприятий. Специально для окружностей используют также геометрические циркули необходимого размера. Для эффективной фиксации отклонений используют угольник. Это небольшое устройство, обычно представленное в виде перпендикуляра, позволяющее оценить корректность выдержки положения конструкции по вертикали.
Как самостоятельно сделать трубы из листа оцинковки
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».
Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.





