

ГОСТ 8713-79 С. 9
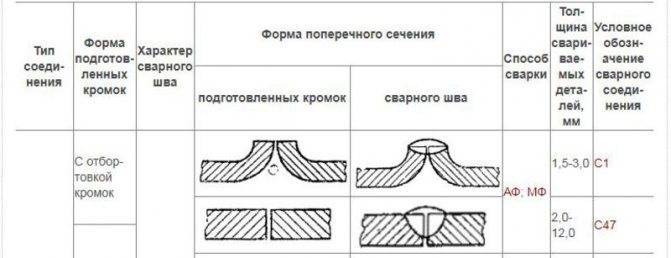
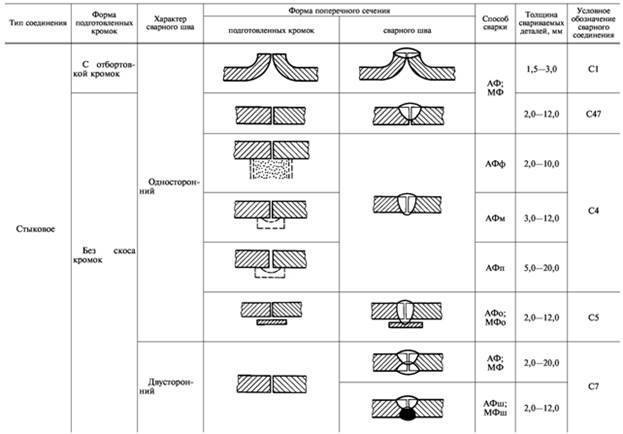
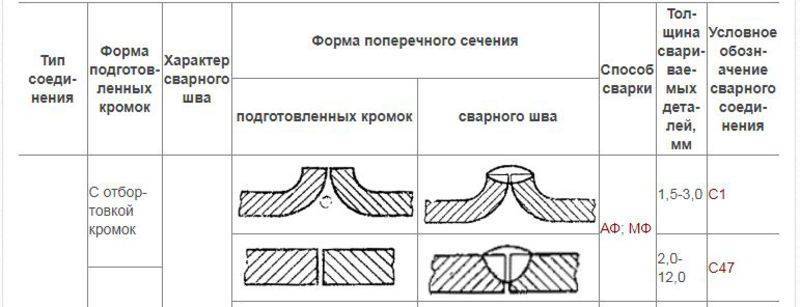
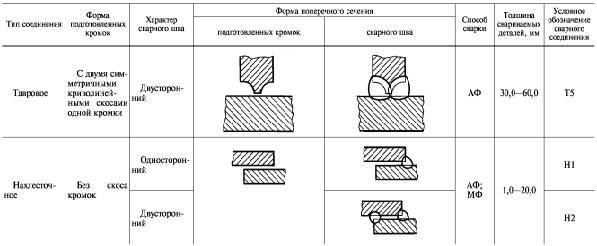
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | ||
подготовленных кромок | сварного шва | |||||||
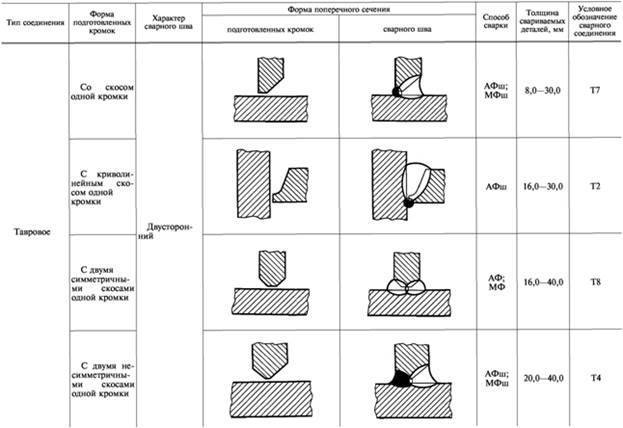
Тавровое | С двумя симметричными криволинейными скосами одной кромки | Двусторон ний | м | Ш | АФ | 30,0-60,0 | Т5 | |
Нахлесточ- ное | Без скоса кромок | Односторон ний | V/////A Ш^ | АФ; МФ | 1 to О О | Н1 | ||
Двусторон ний | nil | Н2 |
(Измененная редакция, Изм. № 2, 3).
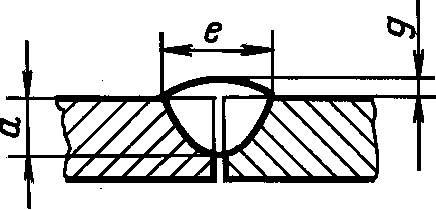
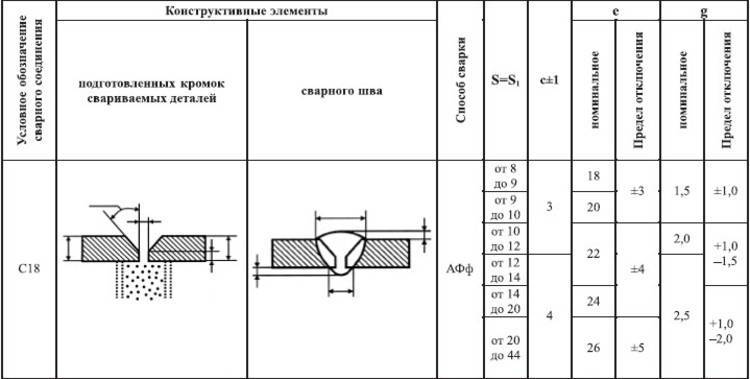
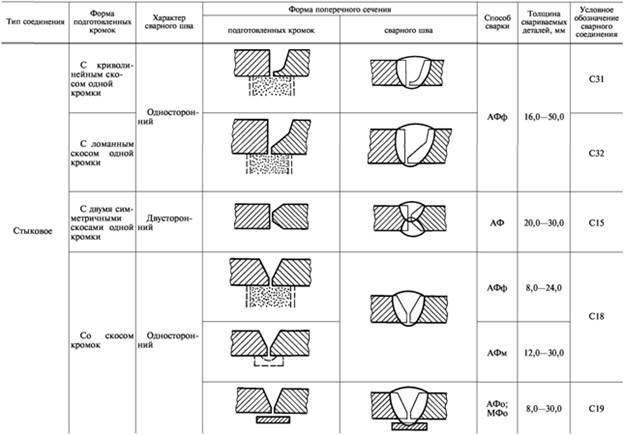
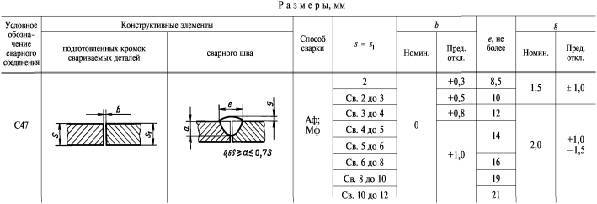
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать предварительно наложенных подварочных швов условно зачернены.
Размеры, мм
указанным в табл. 2—52, сечения
Таблица 2
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = | R | i | ||||
подготовленных кромок свариваемых деталей | сварного пша | ||||||||
С1 | <о | bife | АФ; МФ | 1,5-3,0 | s—l,5s | s—3s |
Размер для справок.
С. 10 ГОСТ 8713-79
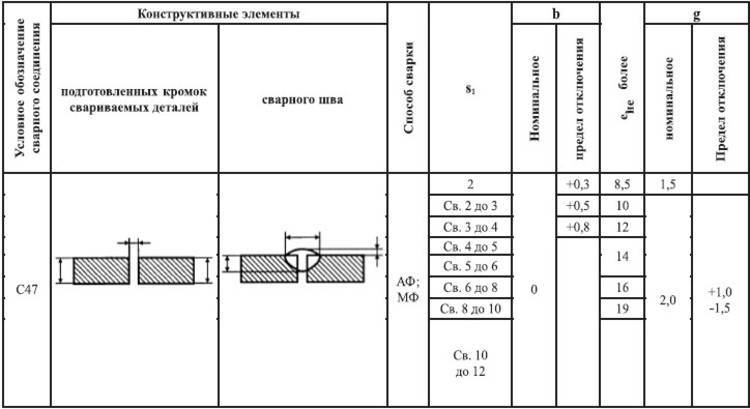
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
ъ | |
Номин. | Пред. откл. |
Условное
обозна
чение
сварного
соединения
Способ
сварки
е, не более
Номин.
Пред.
01КЛ.
С47
Аф;
Мф
o,6S^a< 0,7 S
Св. 2 до | 3 |
Св. 3 до | 4 |
Св. 4 до | 5 |
Св. 5 до | 6 |
Св. 6 до | 8 |
Св. 8 до | 10 |
Св. 10 до | 12 |
Примечание. Способ сварки МФ для s < 3 мм применять не рекомендуется.




+0,3
+0,5
+0,8
+1,0
8,5
10
12
14
16
19
21
1,5
2,0
+ 1,0
+1,0
-1,5
Размеры, мм
Таблица 4
Услов
ное
обозна
чение
сварного
соеди
нения
Конструктивные элементы | |
подготовленных кромок | сварного шва |
Способ
сварки
S = Sj | Ь | е, не более | g | ||||
Номин. | Пред. ОТКЛ. | Номин. | Пред. ОТКЛ. | Номин. | Пред. ОТКЛ. | ||
2 | 0,0 | +1,0 | 12 | 1,5 | +1,0 | 1,0 | +1,0 |
Св. 2 до 3 | 1,0 | + 1,0 | |||||
Св. 3 до 4 | 16 | 2,0 | о + 1 | 1,5 | о + 1 | ||
Св. 4 до 5 | 1,5 | ||||||
Св. 5 до 6 | 21 | ||||||
Св. 6 до 7 | 2,0 | + 1,5 | 2,0 | +1,0 -2,0 | |||
Св. 7 до 10 | 26 |
С4
АФф
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1л при полном проплавлении кромок. Значение ei должно быть от 4 мм до 0,5е.

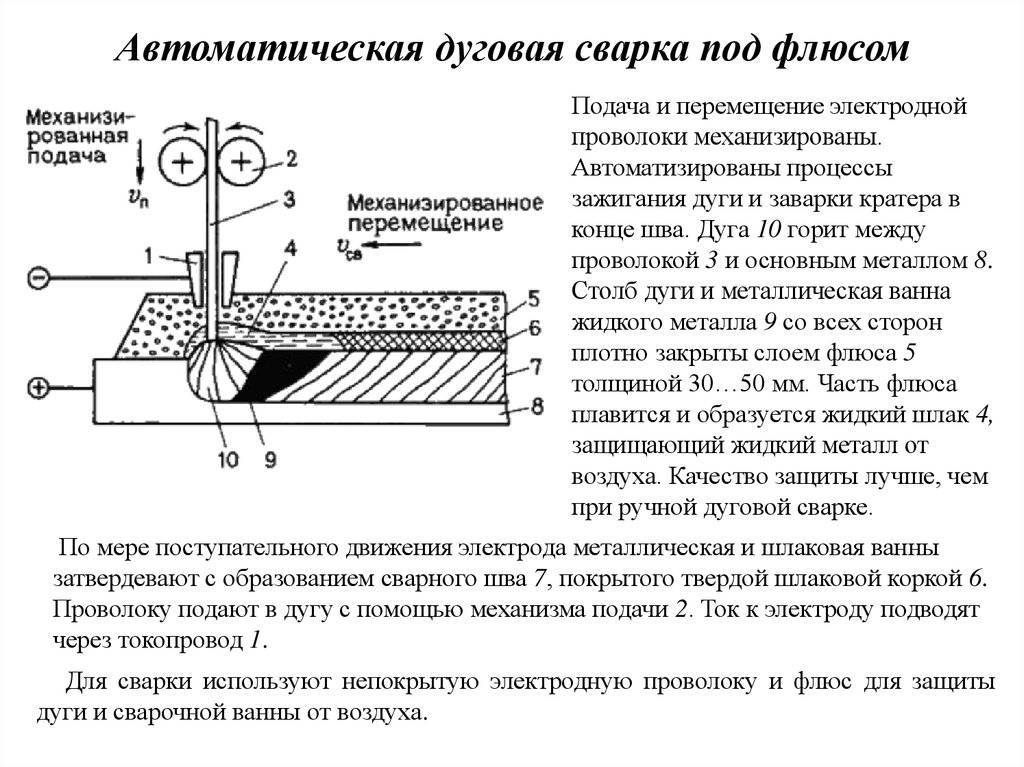
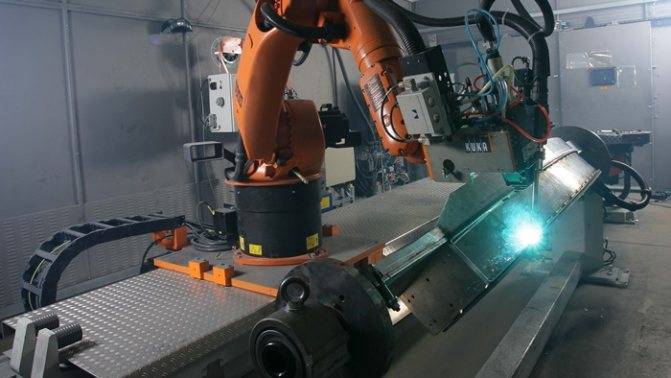
Оборудование, которым осуществляют сварку под флюсом
Рассмотрим существующее оборудование для сварки под флюсом. Когда речь идет о проведении сварочных работ в условиях производственного цеха, то перед началом процесса сварки свариваемые детали надежно фиксируют на специальном сборочном стенде или при помощи других приспособлений, чтобы полностью исключить возможные незапланированные движения свариваемых элементов в ходе работы.

Сварочный трактор (производитель Multitrac)
На прокладке трубопроводов для сваривания стыков в основном используют специальные мобильные сварочные головки, а при производстве листовых конструкций применяются либо стационарные установки, либо универсальные мобильные (к примеру, сварочный трактор). Трактор для сварки под слоем флюса – это самоходная тележка с электродвигателем, на которой установлена автоматическая сварочная головка. Такое устройство может двигаться вдоль свариваемых деталей по рельсовому пути или же непостредственно по самим деталям.

Сварочная колонна и свариваемая деталь на роликовых опорах
В условиях цехов также активно используются передвижные или стационарные сварочные колонны, которые в комбинации с роликовыми опорами или вращателями служат для сварки продольных и кольцевых швов.
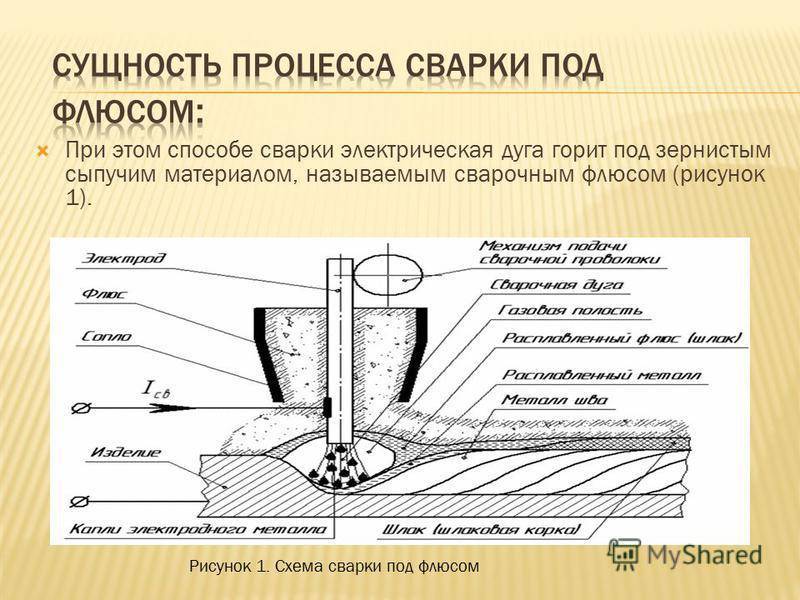
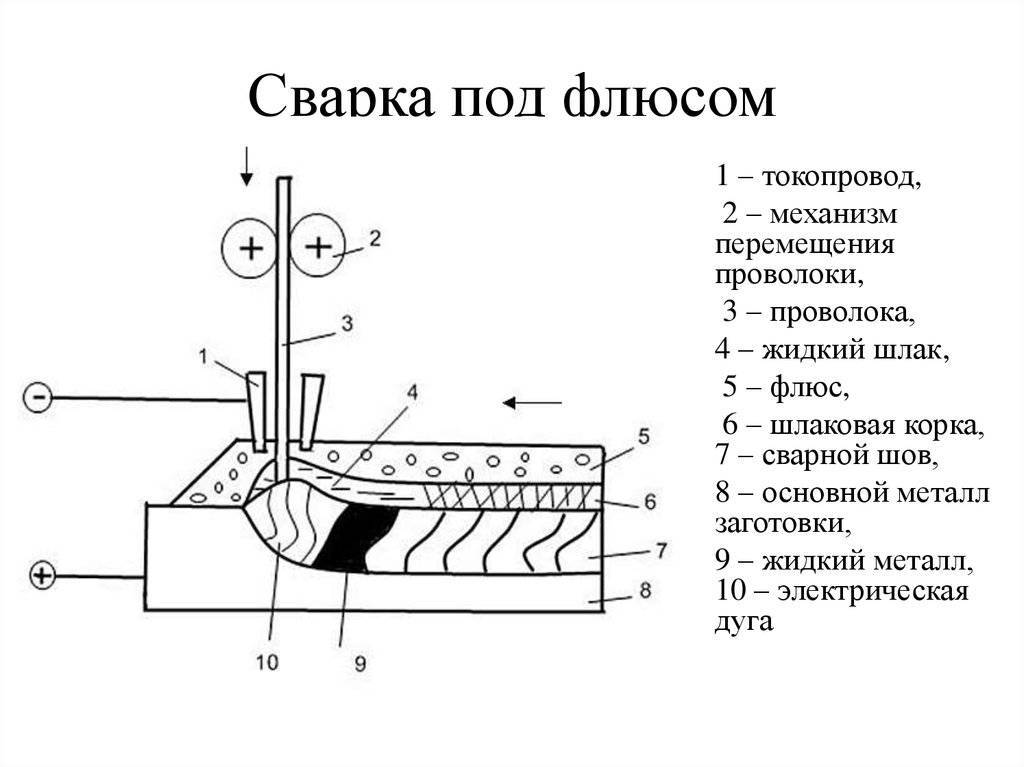
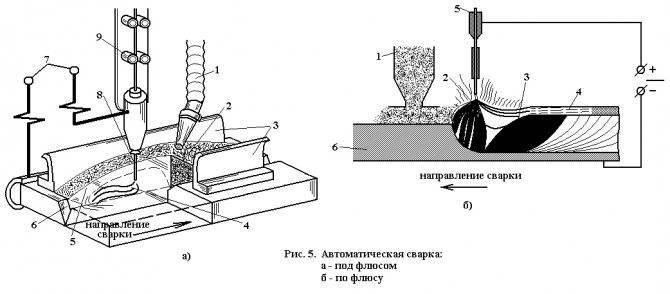
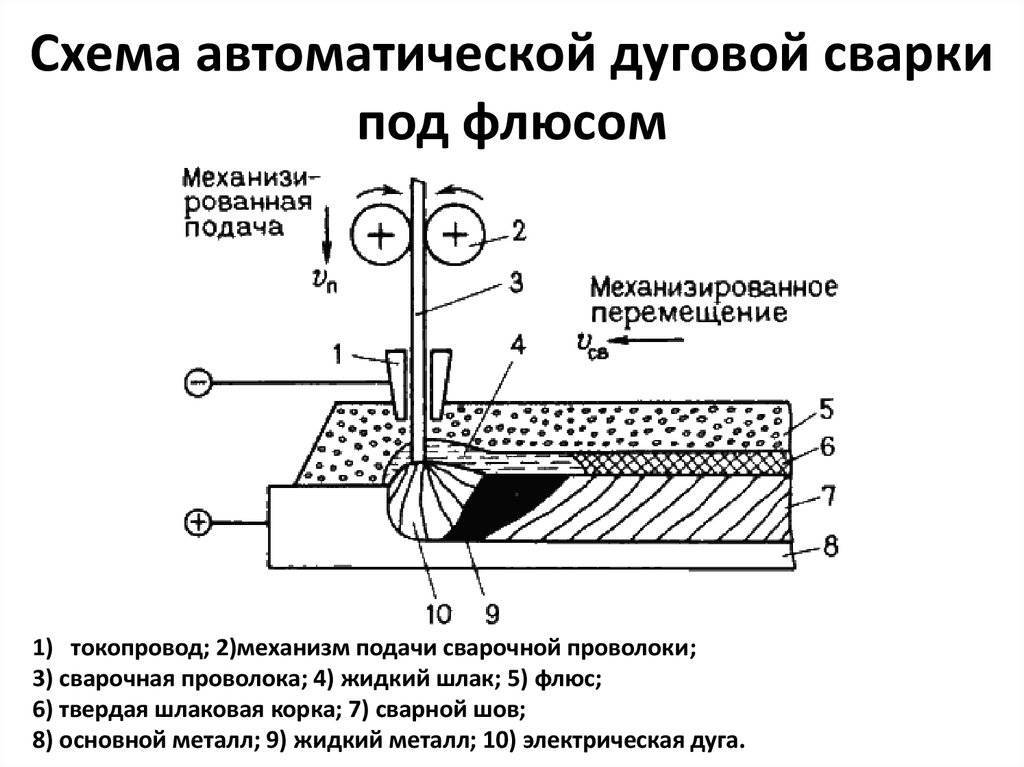
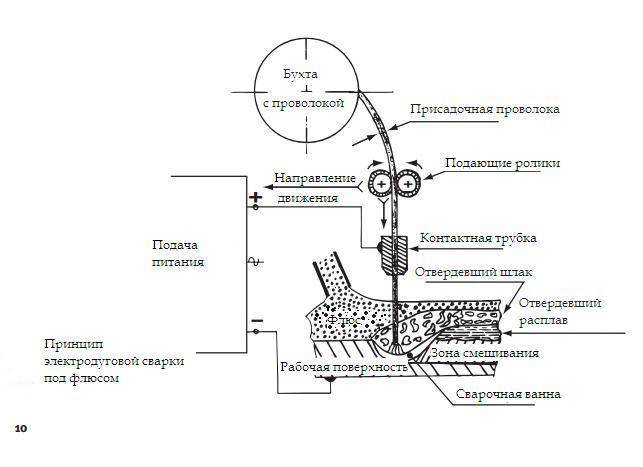
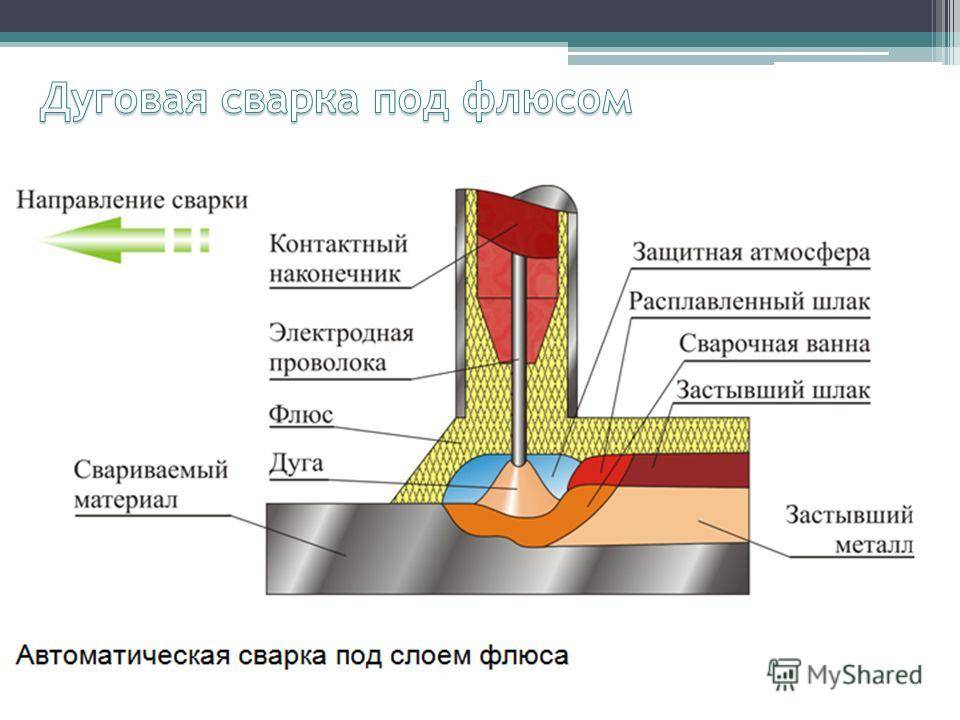
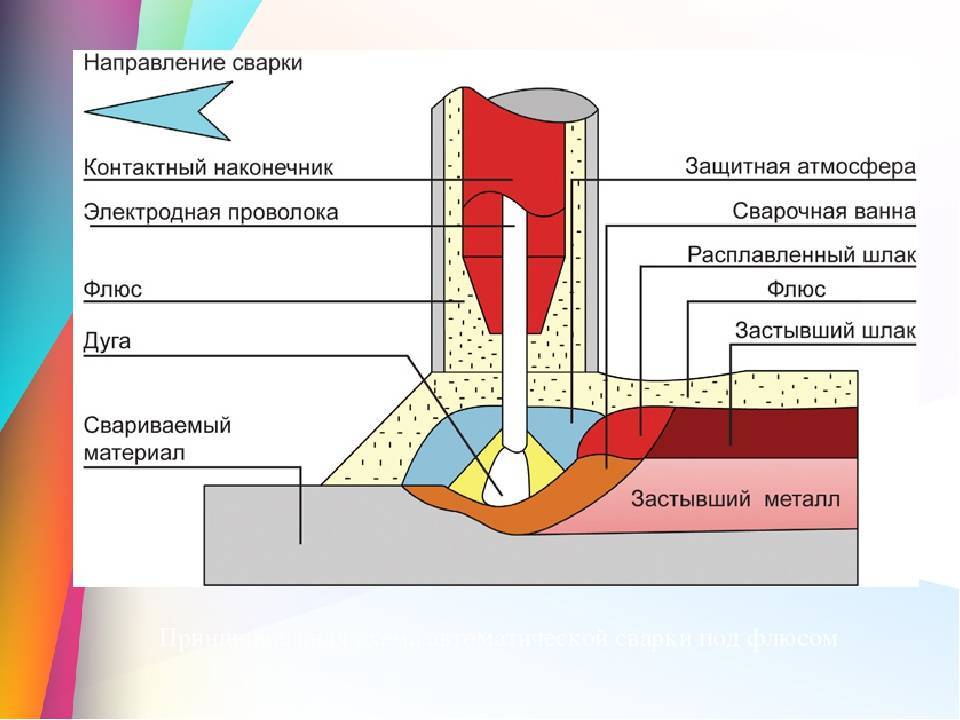
Сущность процесса сварки под флюсом
Схемы сварки
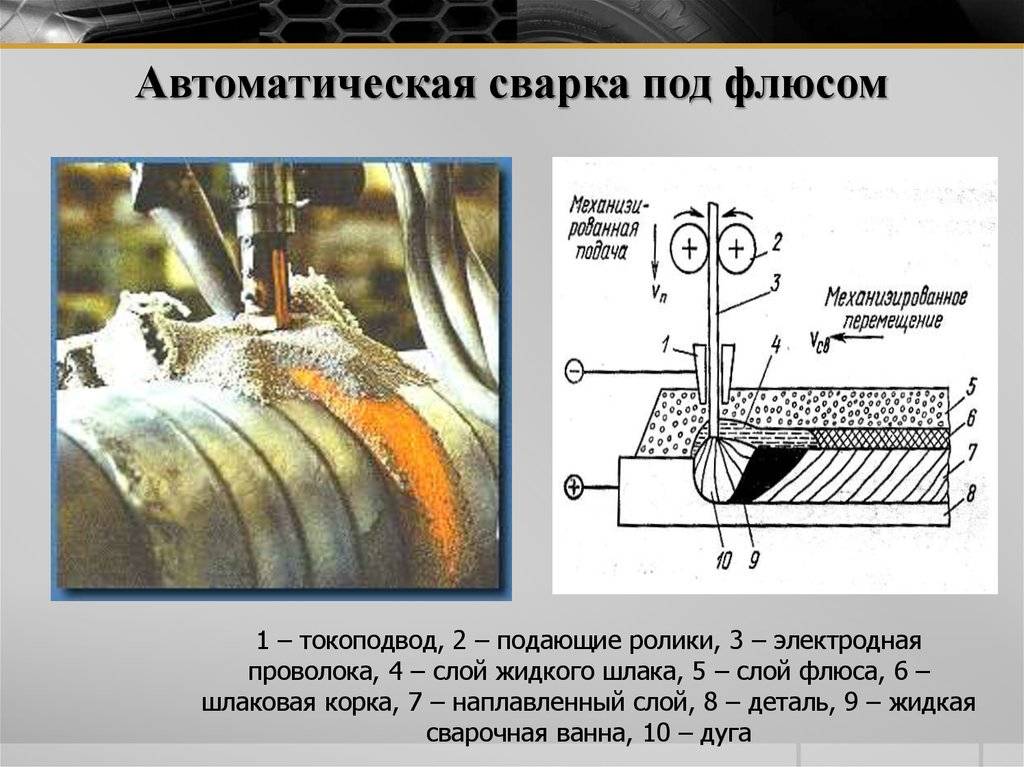
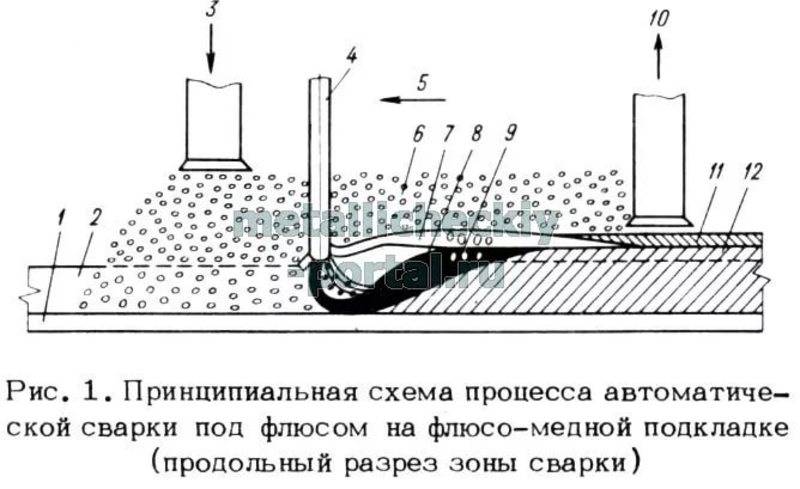
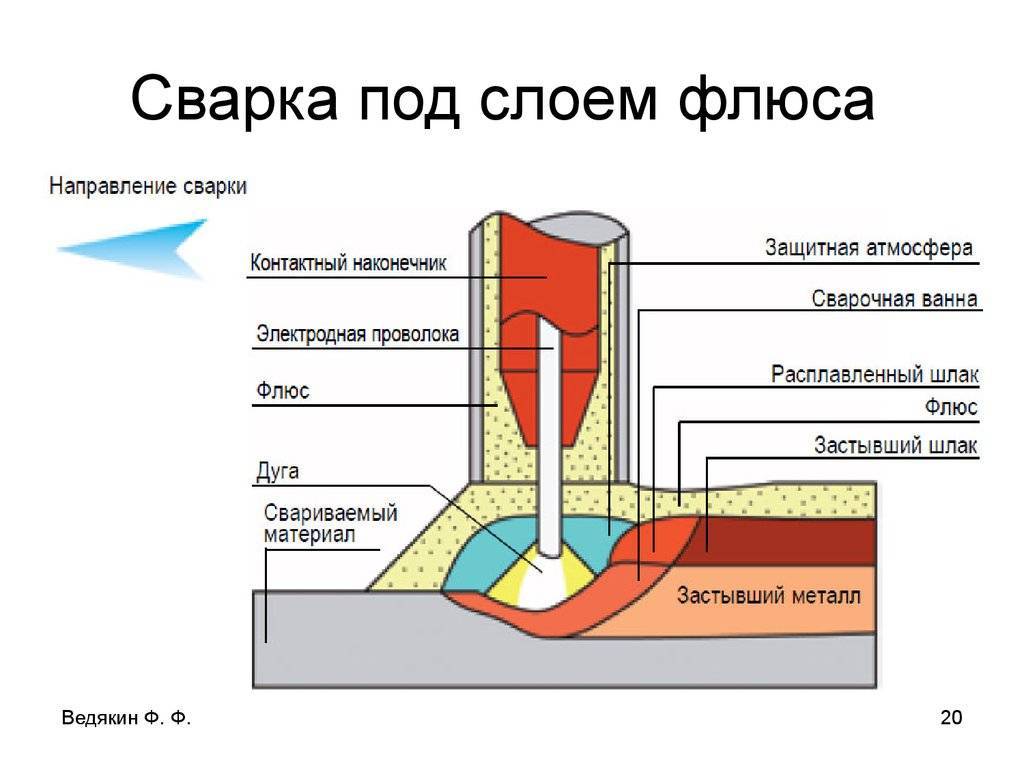
На рисунке схематично показан процесс сварки под слоем флюса. Между свариваемым изделием (поз.1) и концом сварочной проволоки (поз.3) горит сварочная дуга (поз.4), под воздействием которой проволока расплавляется и подаётся в зону сварки. Слой сварочного флюса (поз.2) закрывает дугу.
Сварочная проволока вместе с дугой перемещается вдоль свариваемого стыка при помощи механизмов или вручную. Под воздействием сварочной дуги происходит расплавление основного металла и флюса. Получившийся расплав образует сварочную ванну. Жидкий флюс в виде плёнки на поверхности ванны (поз.5) изолирует зону сварки от окружающей среды.

Расплавленный металл переходит в сварочную ванну, где смешивается с расплавленным основным металлом (поз.9). По мере того, как сварочная дуга отдаляется от свариваемого участка, металл охлаждается и затвердевает, образуя сварочный шов (поз.8). Расплавленный флюса некоторое время ещё остаётся жидким, когда металл уже затвердел. Затем затвердевает и флюс, образуя на поверхности шва шлаковую корку (поз.6). Излишняя, нерасплавленная часть флюса (поз.7) собирается и используется повторно.
Особенности дуговой сварки под слоем флюса
Дуговую механизированную сварку под флюсом от других способов сварки плавлением отличает высокая производительность и лучшие гигиенические условия труда. Флюс защищает не только сварочную ванну от воздействия окружающей среды, но и, в свою очередь, окружающую среду от вредных воздействий и испарений различных веществ в процессе сварки.
Кроме этого, данный вид сварки отличает высокий уровень механизации сварочных работ. Сварочная проволока плавится под действием электрической дуги, а флюс обеспечивает ведение процесса, требуемое качество сварки и применяется при сварке и наплавке под флюсом, сварке по флюсу, сварке с магнитным флюсом, а также при электрошлаковой сварке и наплавке.
Роль флюса при сварке
Сварочный флюс обеспечивает ровное горение дуги, формирование сварного шва и оказывает влияние на его химический состав. Также он определяет стойкость швов к образованию холодных трещин, пор и других сварочных дефектов.
Наличие в составе флюса оксидов щелочных и щелочноземельных металлов способствует увеличению электропроводности и длины дугового промежутка, что делает процесс сварки более устойчивым. Наличие фтора, наоборот, снижает эти характеристики. Таким образом, флюсы с разными составами обладают разными стабилизирующими свойствами.
Изменяя содержание углерода, серы, марганца и других элементов, флюс оказывает сильное влияние на стойкость швов к холодным трещинам. Увеличение содержания серы, фосфора и углерода снижает, а увеличение содержания марганца повышает стойкость сварных швов к образованию трещин. Кроме этого, состав от состава флюса зависит, насколько легко будет отделяться шлаковая корка от поверхности готового сварного шва. Этот показатель тоже важен, поскольку он влияет на производительность процесса. Легкая отделимость шлаковой корки — это необходимое условие для высокой производительности.
Процесс сварки
Когда детали свариваются с использованием флюса, горение дуги происходит с помощью оригинального гранулированного порошка. Высокая температура вызывает плавление электрода и окружающих его гранул. В результате появляется эластичная плёнка, которая окружает сварочную область.
Плёнка закрывает доступ кислорода к сварочной дуге. Шов получается без трещин и раковин. После остывания флюс обращается в шлак, равномерно закрывающий шов. Когда операция завершена, твёрдая корка удаляется механическим путём. Оставшийся флюс используется для проведения дальнейших операций. Такое «сыпучее одеяло» годится для проведения работ на различном оборудовании.
Сущность сварочного процесса
Перед тем как приступать к работам стоит рассмотреть сущность автоматической сварки под флюсом. В международной системе эта технология имеет обозначение SAW. В ее основе лежит горение электрической дуги, которая расплавляет структуру металлических кромок. Для этого в область сварки подается проволока, между концом которой и самим изделием происходит возбуждение дуги.

Совместно с этим процессом сварочный трактор в область сваривания передает флюс, он покрывает расплавленную область, защищая от влияния внешних газовых смесей. Кроме этого он положительно влияет на вплавляемость легирующих компонентов в область шва, снижает разбрызгивание расплавленного металла.
Из истории! Кто разработал сварку под флюсом? Эту технологию разработал Н. Славянов. А вот первый автоматизированный сварочный аппарат для осуществления сварочного процесса в автоматическом режиме и практические основы выполнения были созданы уже в 1927 году Д. Дульчевским.
Автоматическая дуговая сварка под флюсом должна выполняться в соответствии с технологией и с соблюдением определенных правил. Во время этого процесса плавящийся конец присадочной проволоки удерживает головка сварочного автомата, при этом обязательно должно сохраняться некоторое расстояние от детали.
Технология сварки под флюсом требует контролирования со стороны человека. Также необходимо корректирование режимов, периодическое оценивание качества полученных результатов. Во время сварочного процесса применяются автоматические тракторы, которые передвигаются на собственных шасси по линии соединения. Все главные узлы данных аппаратов передвигаются вместе с ними.
В соответствии с ГОСТом 8713-79 сварочный станок, который используется при автоматическом сварочном процессе, может производить следующие разновидности работ:
- Сваривание металлических заготовок на весу, без поддерживания для обратной стороны шва.
- Они могут выполнять сварку на специальных медных прокладках, которые защищают от протекания и наплывания.
- Могут осуществлять сварку на подушке из порошка.
- Способны производить сварочный процесс на медном ползуне, сопровождающем движение головки аппарата.
Положительные и отрицательные качества
Автоматическая дуговая сварка под слоем флюса является востребованной технологией, которую активно применяют на производствах, предприятиях. При проведении этой технологии можно хорошо сэкономить на материале, при этом качество изделия никак не пострадает. Это осуществляется благодаря специальной эффективной конструкции, которая обеспечивает отличную тягу даже для компонентов с повышенной твердостью.

Автоматическая сварка под слоем флюса обладает целым рядом преимуществ:
- Данный вид сварки обладает повышенной степенью производительности. Она означает показатель метража шва, который производится за час работы дуги. Использование флюса повышает степень производительности сварки почти в 10 раз.
- За счет того во время сварочного процесса соблюдается стабильность и постоянная скорость прохода линии соединение имеет хорошее качество и высокую прочность.
- Закрытая дуга обладает высокой мощностью. Именно это способствует расплавлению металла на большую глубину в процессе сварочного процесса. Именно это избавляет от необходимости проводить разделку кромок под сварку. Но стоит учитывать, что открытая дуга не такая мощная, она требует предварительного разделывания кромок. Без этого условия невозможно получить хорошее сварное соединение.
- Главное преимущество данной технологии состоит в том, что весь процесс производится в автоматизированном режиме. Сварщик не обязательно должен уметь варить, ему достаточно знания того, как проводится настройка используемого оборудования.
- При выполнении автоматического сварочного процесса электрод применяется почти полностью, его потери составляют всего 2 %.
- Во время сварки не образуются брызги от расплавленного металла. Это приводит к экономии самого металла, что положительно отражается на стоимости и производительности сварочного процесса.
- Область сваривания отлично защищена от отрицательного воздействия воздуха и окружающей среды.
- За счет того, что во время автоматического сваривания применяются флюсы, происходит минимальное образование оксидов.
- На протяжении всего процесса наблюдается ровное пламя дуги. Именно за счет этого выходит прекрасная мелкочешуйчатая структура и сохраняется отличный эстетический вид сварного шва.
- От вредных внешних воздействий сварную область отлично защищает флюс. Во время сварки не требуется дополнительно применять специальные защитные устройства.
- Усиленное охлаждение металла после сварочного процесса приводит к образованию прочного и стойкого сварного шва.
- Этот метод обладает простым исполнением, для него не требуется иметь большой опыт, навыки.
Наличие большого количества плюсов делает сварку под слоем флюса востребованной технологией. Действительно этот метод пользуется широкой популярностью во многих областях производства, благодаря ему можно получить качественное и прочное соединение, которое способно прослужить длительное время. Кроме этого этот метод прекрасно подходит для сваривания трубных конструкций разного диаметра.
Но все не стоит забывать про то, что автоматическая дуговая сварка имеет негативные качества, среди которых можно выделить:
- сварка под флюсом, которая осуществляется в автоматическом режиме, является дорогим методом сваривания. Его может позволить далеко не каждый;
- во время процесса достаточно тяжело определить верное расположение материала для фиксации. Это связано с техническими характеристиками технологии;
- сварка может оказывать вредное воздействие на человека, который контролирует и выполняет весь рабочий процесс;
- для проведения процесса требуется дорогостоящее и редкое оборудование, которое имеется только на промышленных предприятиях. По этой причине данный вид сварки редко используется в бытовых условиях;
- перед проведением сварки требуется тщательная подготовка металла;
- не получится провести сваривание металл на весу. Деталь необходимо зафиксировать в горизонтальном положении и предварительно проварить корень сварного соединения.
Важно! При проведении автоматического сваривания сварочный трактор расплавляет часть порошка электрической дугой от проволоки, в результате этого появляется корка на поверхности шва. А другая часть порошка так и остается в виде гранул
После полного завершения процесса требуется очистить весь шлак.
И на десерт
Особые виды сварки – понятие размытое, учитывая огромное число технических вариантов, групп, видов, подвидов. Каждый видит этот список по-своему.
Электронно-лучевая и плазменная сварка:
- Электронно-лучевая сварка. Здесь применяется электронная пушка и пучок ускоренных электронов из этой пушки. Работы проводятся в больших вакуумных камерах. Концентрация энергии и тепловая мощность – фантастические. Швы получаются узкими, глубокими. Применяется для производства высокоточных деталей из специальных сплавов – удовольствие недешевое.
- Плазменная сварка. Один из самых высокотехнологичных видов – название говорит само за себя. Плазма – струя ионизированного газа (аргона, гелия, водорода) высочайшей температуры. Такая струя варит все – от самых тугоплавких металлов до неметаллических поверхностей. Великолепная производительность с фантастическим качеством швов и поверхностей.
Преимущества сварки флюсом
Появление технологического процесса проведения сварки с применением флюса можно сравнить с революцией в промышленной сфере.
Механизированное оборудование и различные полуавтоматические системы позволяют использовать флюс для различных операций:
- Образование вертикального шва. Наиболее прочной считается сварка листового металла толщиной 20—30 мм.
- Соединение труб. На автоматах изначально сваривали трубы небольшого диаметра. Сегодня, после усовершенствования технологии, стало возможным обрабатывать изделия большого диаметра.
- Получение кольцевого шва. Процесс сварки усложняется удержанием сварочной ванны, одновременно не допуская растекания металла. Эта сварка выполняется на станках, оборудованных ЧПУ (числовым программным управлением). Иногда проводится дополнительная ручная подварка.
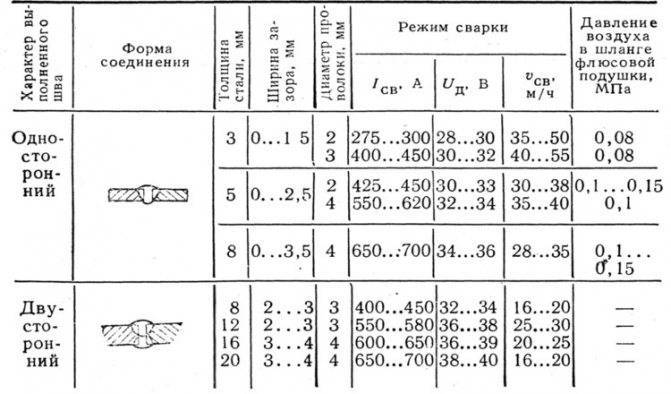
Характер сварного шва
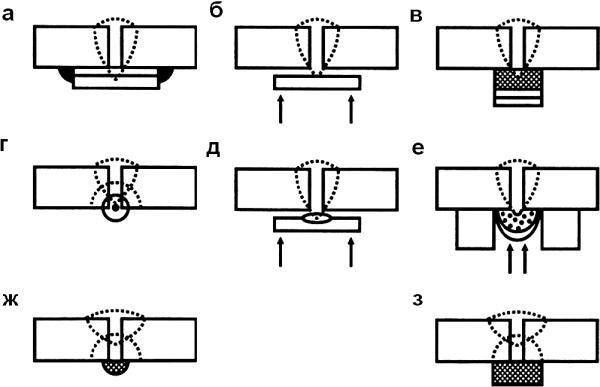
Односторонняя сварка стыков используется для менее ответственных соединений. Применяют ее и в тех случаях, когда не удается получить доступ к изнанке. Большой размер сварочной ванны, ее относительный перегрев, большой объем расплава зачастую приводят к расплескиванию расплава и его вытеканию через зазор. Для предотвращения нежелательного эффекта используют подкладочные пластины из стали или меди, а также подсыпку флюса. Наиболее распространены следующие методы выполнения односторонних швов:
- Флюсовая подушка. Под соединяемые кромки засыпают флюсовый порошок слоем 3-7 см. Прижим осуществляется за счет собственного веса или с помощью резинового баллона, наполненного сжатым воздухом. При небольших размерах соединения используется резиновый шланг. Слой флюсового порошка препятствует вытеканию расплавленной среды и предотвращает доступ воздуха к сварочной ванне.
- Медная подкладочная пластина. Медь имеет высокий коэффициент теплопроводности. Это свойство используется для отвода избыточного тепла из рабочей зоны. Таким образом не происходит пережог материала заготовок. Кроме того, пластина предохраняет расплав от вытекания через зазор. Напротив шва в пластине делается продольная выемка, ее засыпают флюсовым порошком. Благодаря такой выемке на изнаночной стороне соединения формируется сварочный валик. Медная пластина имеет ширину от 4 до 6 см, и толщину от 0,5 до 3 см.
- Медный ползун. Параллельно электроду с изнаночной стороны на шпильках движется массивный башмак с водяным охлаждением. Для снижения трения могут применяться ролики.
- Стальная подкладная пластина. Если позволяет конструкция, с тыльной стороны подкладывают контактную полосу шириной 2-5 см и толщиной полсантиметра из того же сплава, что и заготовки. Ее устанавливают с минимальным зазором и прихватывают через каждые 40 см конденсаторной сваркой. Пластина проваривается вместе с заготовками, входя в состав шовного материала. Таким образом не только предотвращается вытекание расплава, но и повышается прочность шва.
- Подварочный шов. Ручная подварка формирует корень шва, надежно фиксирует заготовки и предотвращает вытекание расплава.
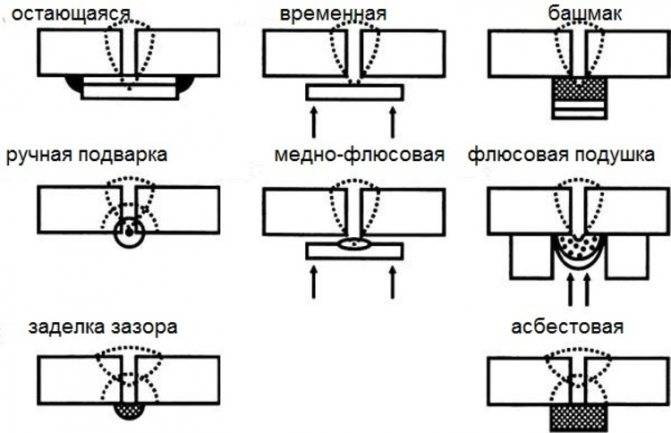
Способы защиты от вытекания, виды подкладок.
Двустороння сварка стыков формирует более прочный и долговечный шов. Этот метод применяется в ходе сборки промышленных установок, станков, транспортных средств, строительных конструкций, ответственных и нагруженных изделий с высокой удельной прочностью. Проварка с двух сторон позволяет шву выдерживать как статические, так и динамические нагрузки наравне с основным материалом изделия.
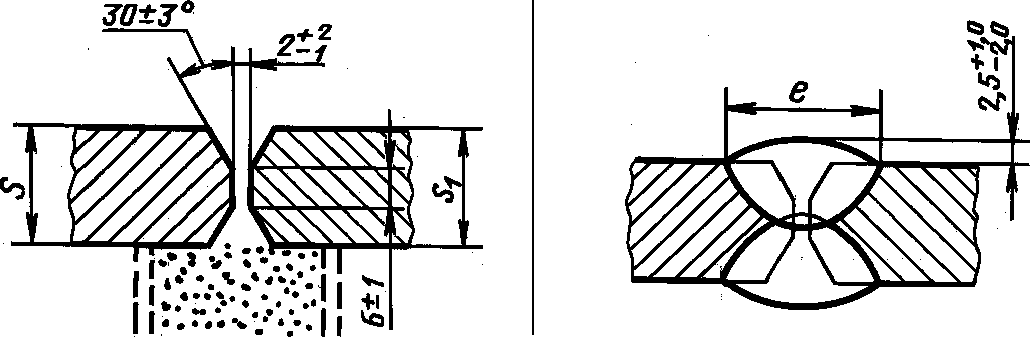
При выполнении стыка в два прохода сначала заваривают шов с лицевой стороны, достигая глубины провара 60-70% от высоты. Перед этим заготовки тщательно подгоняют друг к другу, зазор не должен превышать 1 мм. Различные подкладочные средства при этом не применяют, сил поверхностного натяжения расплава достаточно, чтобы избежать вытекания. На следующем этапе проходят шов с изнаночной стороны, формируя его полный профиль.
Если по конструктивным или технологическим причинам обеспечить малый зазор не удается, используют те же методы для предотвращения протекания, что и при одностороннем способе:
- подкладочная пластина из меди;
- пластина из стали;
- слой флюсового порошка;
- подварка вручную.
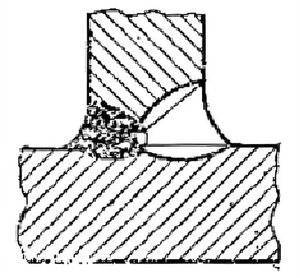
Угловые, тавровые и нахлесточные швы заваривают, располагая заготовки в лодочку. При проварке с обратной стороны кантователь с закрепленными в нем заготовками поворачивают на необходимый угол.
Виды гранулированного порошка
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
 Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
- Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.
С. 24 ГОСТ 8713-79
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
е | g | |||
S = Sj | Номин. | Пред. огкл. | Номин. | Пред. огкл. |
20 | 30 | |||
Св. 20 до 22 | 31 | + 2 | ||
Св. 22 до 24 | 32 | |||
Св. 24 до 26 | 33 | +1,0 -2,0 | ||
Св. 26 до 28 | 34 | |||
Св. 28 до 30 | ||||
Св. 30 до 32 | 35 | 2,5 | ||
Св. 32 до 34 | 36 | + 3 | ||
Св. 34 до 36 | 37 | |||
Св. 36 до 38 | 38 | |||
Св. 38 до 40 | 39 | |||
Св. 40 до 42 | 40 | |||
Св. 42 до 45 | 41 | +1,5 | ||
Св. 45 до 48 | 42 | + 4 | -2,0 | |
Св. 48 до 50 | 43 | |||
Св. 50 до 55 | 46 | |||
Св. 55 до 60 | 49 | |||
Таблица 31 | ||||
е | g | |||
S | Номин. | Пред. огкл. | Номин. | Пред. огкл. |
16 | 28 | + 2 | ||
Св. 16 до 20 | 30 | |||
Св. 20 до 25 | 31 | + 3 | + 1,0 | |
Св. 25 до 30 | 34 | -2,0 | ||
Св. 30 до 35 | 36 | 2,5 | ||
Св. 35 до 40 | 38 | + 4 | ||
Св. 40 до 45 | 41 | |||
Св. 45 до 50 | 43 | +1,5 -2,0 | ||
Св. 50 до 55 | 45 | + 5 | ||
Св. 55 до 60 | 47 |




Условное
обозначение
сварного
соединения
Способ
сварки
С36
Шй!!
АФф
Размеры, мм
Условное
обозначение
сварного
соединения
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
Способ
сварки
С37
АФо
S,5* S+4
ГОСТ 8713-79 С. 25
Условное
обозначение
сварного
соединения
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
Способ
сварки
С25
АФ;
МФ
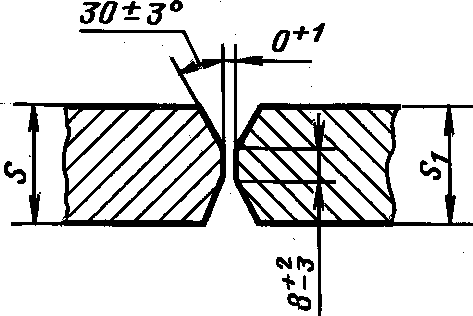
Примечание. При способе сварки МФ притупление с = 3 + 1 мм.
S = Sj | е | g | ||
Номин. | Пред. огкл. | Номин. | Пред. огкл. | |
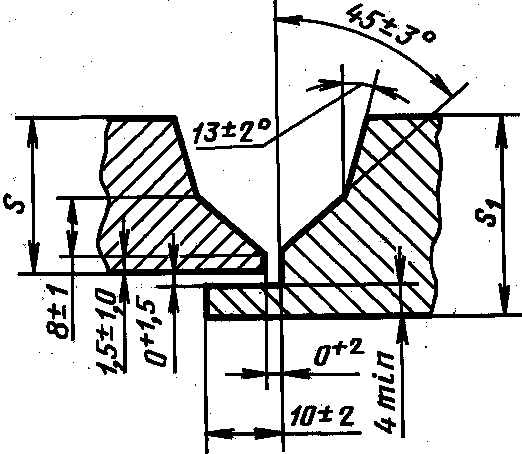
От 18 до 25 | 24 | + 4 | 2,5 | +1,0 -2,0 |
Св. 25 до 38 | 28 | + 5 | ||
Св. 38 до 48 | 32 | +1,5 -2,0 | ||
Св. 48 до 54 | 36 | |||
Св. 54 до 60 | 39 |
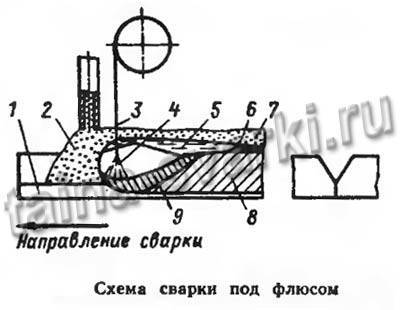

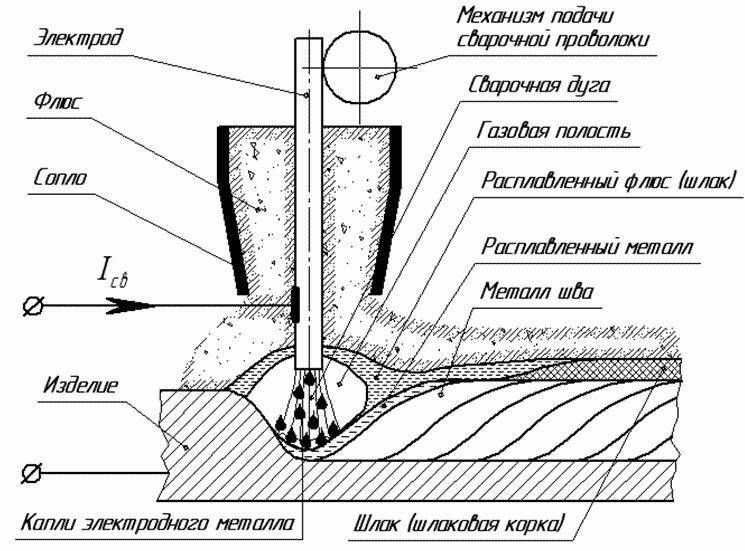
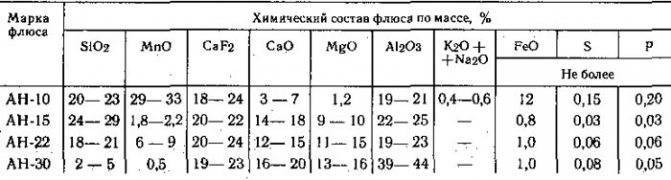
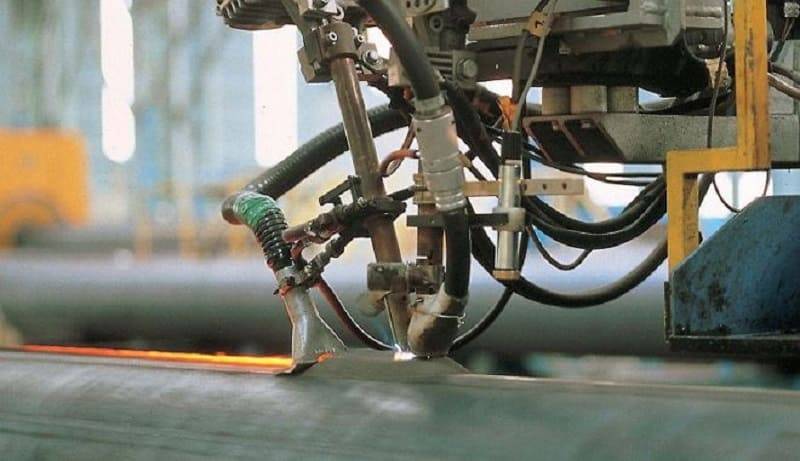


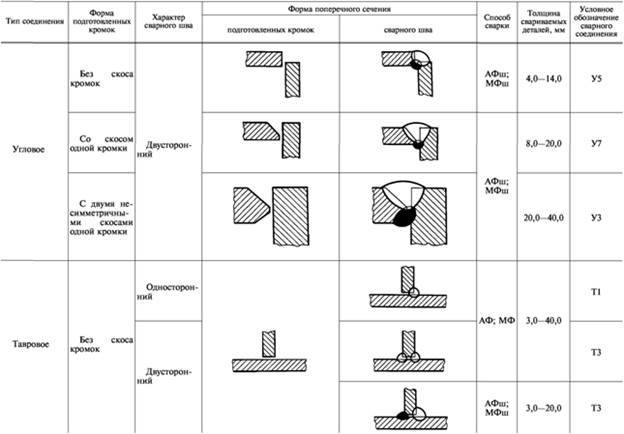
Таблица 33
Размеры, мм
Условное
обозна
чение
сварного
соединения
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
Способ
сварки
С25

АФк
S = Sj | е | g | а, ° ±3° | ||
Номин. | Пред. откл. | Номин. | Пред. ОТКЛ. | ||
От 24 до 28 | 24 | + 4 | 2,5 | +1,0 -2,0 | 30 |
Св. 28 до 38 | 29 | + 5 | |||
Св. 38 до 48 | +1,5 -2,0 | ||||
Св. 48 до 54 | 33 | 25 | |||
Св. 54 до 60 | 36 |
Размеры, мм
Таблица 34
Условное обозначение сварного соединения
С38
Конструктивные элементы
подготовленных кромок свариваемых деталей
сварного шва
Способ сварки
АФф
S = S,
От 18 до 25 Св. 25 до 40 Св. 40 до 50
Св. 50 до 60
е
±4
24
32
38
43
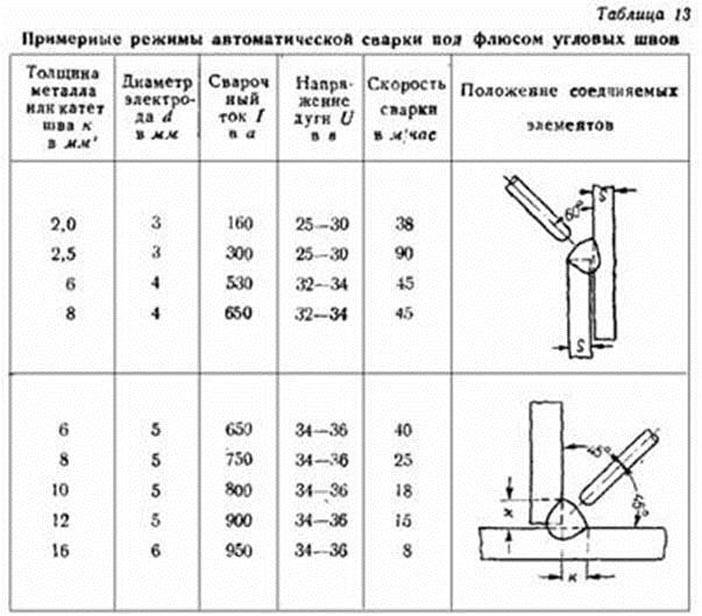
Пошаговый алгоритм расчета режимов автоматической сварки
- Определяются вводные – какой необходимо создать тип шва, толщина используемого металла, параметры используемого оборудования: его мощность и производительность.
- Конструктор создает чертеж шва с расчетом требуемых параметров. Он должен быть выполнен в масштабе и разрезе.
- Затем высчитываются размер силы тока, диаметр используемого электрода и скорость, с которой планируется его подавать.
- Проводится расчет скорости проведения сварки в автоматическом режиме.
- Последним необходимо определить площадь создаваемого провара. В дальнейшем, при выполнении шва, значение данного показателя должно совпадать с образцом на чертеже. Отклонение не может превышать 10 % в обе стороны. Если оно становится больше, то меняются параметры дуги, в первую очередь, напряжение, и скорость работ.
Конструкторская документация должна включать следующие параметры: толщину заготовок, тип разделки швов в соответствии с требованиями ГОСТа к определенным видам и маркам металла, а также их форма. Технологии, которыми планируется пользоваться для проведения работ, оказывают влияние на подготовку краев деталей к соединению и режимы автоматической дуговой сварки.





Используются следующие формулы для расчета параметров сварки:
Q=(I × U × 60) × к/V, где:
Q – удельная тепловая энергия (кДж/мм);
I – сварочный ток (А);
U – напряжение на дуге (В);
V – скорость сварки (мм/мин.);
к – коэффициент полезного тепловложения (для сварки под флюсом К = 0,9).
Коэффициент формы сечения шва рекомендуется в диапазоне 1…1,5. F=S / h, где:
S – ширина шва;
h – глубина проплавления.
Надо отметить, что статья содержит только общую информацию, включающую особенности и режимы автоматической сварки под слоем флюса. На работу оказывает влияние сорт (марки) стали, флюс, применяемый для сварки и прочие факторы
Важно также уметь находить и пользоваться таблицами, с помощью которых можно сделать расчет оптимального режима сварки
Виды гранулированного порошка
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
- Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.





