Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия — Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 — тип изделия;
- АНО — марка;
- D — диаметр;
- У — предназначен для углеродистых сталей;
- Д — толстое защитное покрытие;
- 43 — уровень разрыва шва;
- 0 — удлинение 18%;
- 3 — вязкость;
- Р — рутиловая обмазка;
- 1 — сварочное положение — любое;
- 1 — переменный ток.
Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А — Академия;
- Н — Наук;
- О — обмазанный;
- 21 — модель.
Данные помогут новичкам выбрать электродную продукцию.

Пример расшифровки обозначений электрода.
В чем разница и общность с Э42, Э50, Э50А
Взаимозаменяемость расходных материалов по механическим свойствам отражается в буквенно-цифровом обозначении типа «Э46». В нем цифрами указывается величина временного сопротивления на разрыв в кгс/кв. мм. Это важный параметр для аналогии, так как от него зависит работоспособность конструкции. По механическим свойствам расходнику ОК 46 соответствуют следующие марки электродов: АНО-21, АНО-32, МР-3, ОЗС-12 и другие.

Упаковка сварочных электродов ОК 46.00
Расходники типа Э42 имеют несколько меньшую механическую прочность, чем расходники Э46. Однако при наличии соответствующих сварочных характеристик их можно использовать вместо электродов марки ОК46 для неответственных соединений.
Разница в прочностных свойствах между Э50 и Э46 достаточно большая. Э50А к тому же обладают повышенной пластичностью. В отличии от рутилового покрытия расходников ОК 46 электроды типа Э50 имеют основное покрытие. Из линейки электродов ЕСАБ к типу Э50 подходят марки ОК 48.00, ОК 48.04, ОК 53.70.
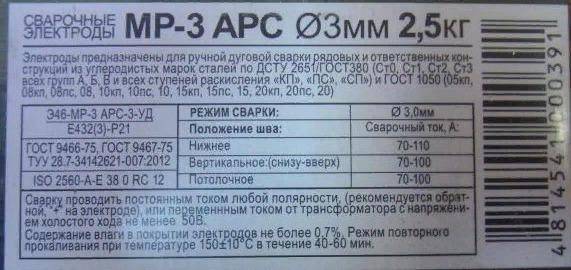
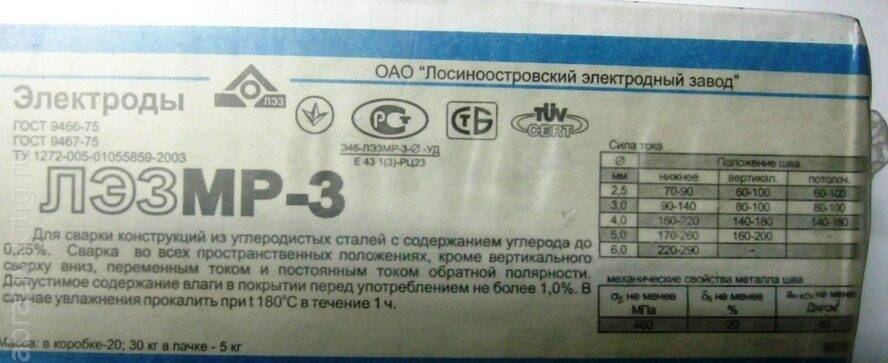
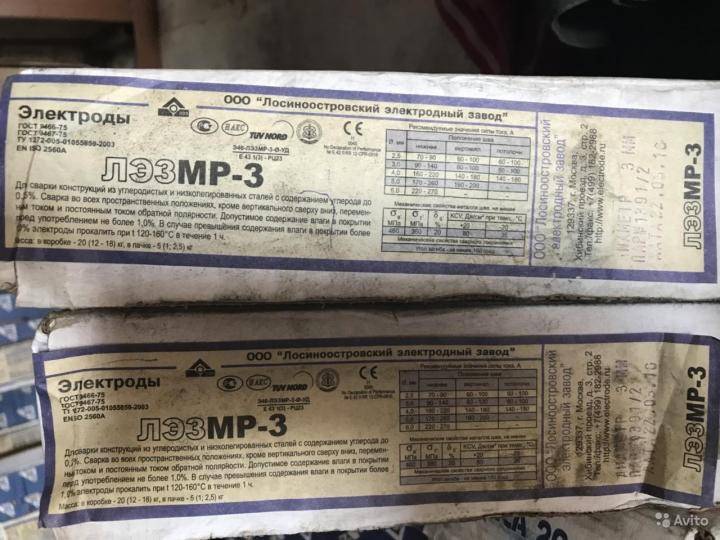
Электроды МР
Данный вид оборудования используют во время соединения углеродистых сталей. Например МР-3 часто применяют если необходимо произвести монтажные работы ответственной конструкции. Электроды мр отличаются от УОНИ тем, что при их помощи можно производить сварку в условиях высокой влажности. Продаются сварке даже ржавые и мало очищенные металлы. Возможна сварка удлиненной дугой.
Самая популярная марка данного вида – это электроды МР-3. С ними возможно производить монтаж ответственных сооружений, так как они гарантируют получение очень надежного шва. Возможно их использование при работе с соединениями из стали с содержанием углерода и низколегированной сталью. Есть возможность работы с любым током, имеющим обратную полярность. Сварка может производится в любом положении, исключающим вертикальное.
Рекомендуем! Технические характеристики электродов Кобелко LB 52U
Область, в которой чаще всего использовуются МР – электроды – произведение сварки трубопроводов, подающих горячую воду или пар, а также труб, проводящих масло и мазут. Электродами этой группы можно производить сварку, которую обеспечивают обычные бытовые источники сварочного тока.
Производители: ЛЭЗ (Лосиноостровский электродный завод), Орловские, Череповец, Вистек, Арсенал, где выпускаются
Электроды АНО-4 производят следующие предприятия и заводы:
- ВИСТЕК (Бахмут, Донецкая область); ;
- ВЭЗ – Волгодонский электродный завод (Волгодонск);
- ЗЭЛЗ – Зеленоградский электродный завод (Зеленоград);
- Кировский завод (Киров);
- ЛЭЗ – Лосиноостровский электродный завод (Москва);
- ММК-Метиз (Магнитогорск);
- Орловские электроды (Орел);
- Патон – опытный завод сварочного оборудования Института электросварки им. Е.О.Патона (Киев);
- Северсталь-Метиз (Череповец);
- СЗСМ – Судиславский завод сварочных материалов (Костромская область);
- СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург).
Другие предприятия, их контактные данные и ассортимент продукции представлен в отдельном разделе.
Многие из вышеперечисленных предприятий имеют широкую дилерскую сеть, что способствует оперативной доставке материалов для сварки.
На рынке сварочных материалов пользуются популярностью электроды АНО-4 торговой марки Арсенал. При этом стоит помнить, что производством стержней под определенной маркой могут заниматься несколько производителей.
Все компании-производители имеют сертификаты соответствия ГОСТу, что демонстрирует высокое качество и надежность производимой продукции.
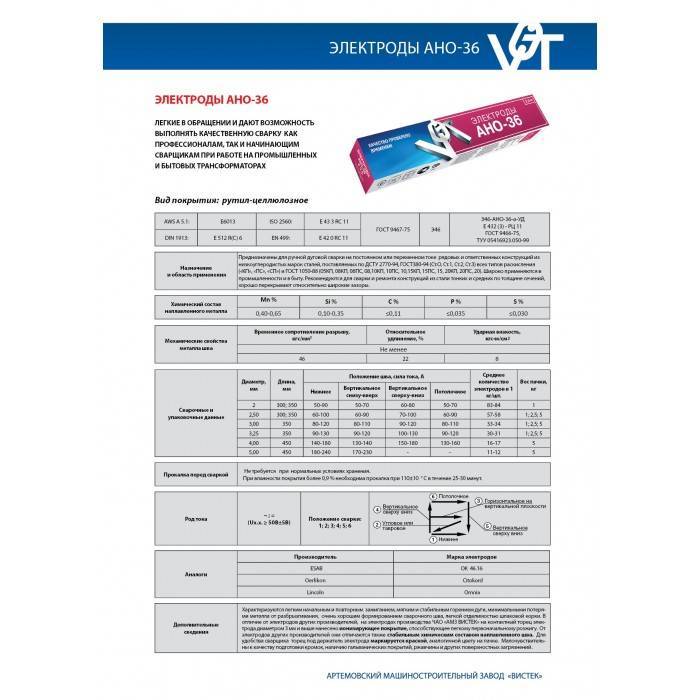
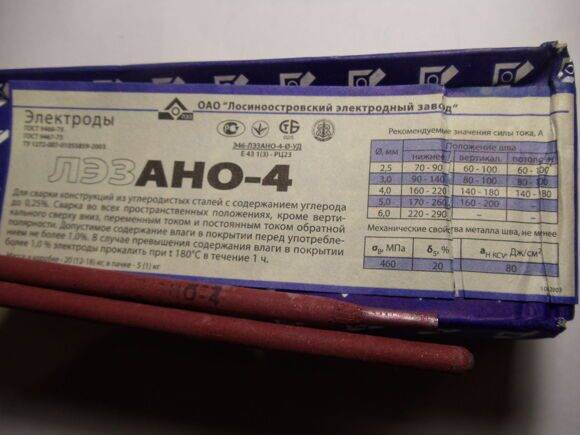
Электроды АНО-4
Электроды для сварки Арсенал марки АНО-4 применяют при сварочных работах методом ручной дуговой сварки. Могут использоваться профессиональными мастерами и новичками. Более всего они подходят для сварки углеродистых сталей. Сварочные электроды Арсенал марки АНО-4 обладают различными значениями диаметров – от 2,0 до 6,0 миллиметров, что позволяет сваривать изделия от 3 до 20 миллиметров.

Главным их достоинством является рутиловое покрытие. Оно обеспечивает быстрый розжиг дуги и дальнейшее ее стабильное горение. Это облегчает работу и приводит к получению качественного шва.
Возможность нахождения в пространстве зависит от размера диаметра расходняка. Электроды, имеющие диаметр менее четырех миллиметров, могут обеспечить возможность сварки в различных существующих положениях. Если используются электроды, диаметр которых превышает это значение, то ограничением служит направление движения этого расходного элемента при вертикальной сварке – оно должно осуществляться из нижнего положения наверх, а не наоборот.
При сваривании применяется переменный ток. Для использования постоянного придется использовать трансформатор. Предварительная подготовка не требуется. Нетребовательность к состоянию свариваемых поверхностей допускает остатки ржавчины и небольшие загрязнения.
При использовании АНО-4 шов получается качественным и прочным. В нем практически отсутствуют такие дефекты, как трещины и поры. Допустима сварка ответственных конструкций. Перед началом сварки рекомендуется прокаливание электродов не менее одного часа, особенно, если они хранились в сыром помещении.
Электроды АНО-21
Электроды Арсенал АНО-21 используются для сварки деталей толщиной от одного до четырех миллиметров, изготовленных из низколегированных и углеродистых сталей. Эта модель выпускается с диаметрами 2,0; 2,5; 3,0 и 4,0 миллиметра.
Для их изготовления используется проволока, содержащая добавки, которые увеличивают значение коэффициента поверхностного натяжения образуемого наплава. Это дает возможность заниматься швами, расположенными в потолочном и вертикальном положении, не опасаясь того, что из сварочной ванны произойдет вытекание металла.




К достоинствам электродов АНО-21 относятся: легкий поджиг дуги, стабильность ее горения, формирование легкоудаляемого шлака, прочность и долговечность шва, который является герметичным. Однако, их нельзя использовать при необходимости сваривать детали большой толщины и стыков трубопроводов, находящихся под высоким давлением. Если сосуды работают под низким давлением, то возможно использование этого вида электродов.
Какие лучше
Среди вышеприведенных марок электродов наибольшей идентичностью по техническим параметрам с расходником ОК 46 обладает марка МР-3. Ниже приводим перечень характеристик, наличие которых у обоих видов расходников позволяет считать их взаимозаменяемыми:

Электроды сварочные МР-3 Ресанта
- применяются для сварки в любых пространственных положениях, кроме вертикального «сверху-вниз»;
- универсализм в использовании источников тока (переменный, постоянный);
- у обоих марок электродов практически одинаковое разбрызгивание при сварке;
- затруднения в поджиге, как в начальном, так и в повторном, отсутствуют;
- технология сварки обеими марками электродов хорошо адаптирована к выполнению коротких швов, прихваток, сварки тонкостенных конструкций.
- отсутствует необходимость в зачистке поверхностей сварочного шва от ржавчины, тонких гальванических покрытий и других загрязнений;
- оба расходника не выделяют большого количества тепла в зоне сварочного шва, поэтому применяются для сварки кромок с большими зазорами между ними;
- одинаковые способы наложения сварочного шва (стержень располагается с наклоном в пределах 35°);
- шлак отделяется без труда;
- рутиловое покрытие расходников плохо выполняет свои защитные функции при наличии в нем следов влаги — необходимо прокаливать электроды ОК 46 при температуре 90°С около часа, а МР-3 при несколько большей температуре – 180-200°С;
- идентичный материал стержней расходников (Св-08, Св-08А) ограничивает применение сварочной технологии с материалами типа низкоуглеродистой и углеродистой сталей.
Небольшие различия вызваны отличающимся составом обмазок и особенностями технологического процесса производства. Так, например, расходники МР-3 не рекомендуется применять в отличие от ОК 46 для сварки труб.
Другие аналоги
 Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Некоторые российские производители («СпецЭлектрод», «Судиславский завод сварочных материалов», «Шадринский электродный завод» и другие) освоили производство аналогов марки ОК 46 на своей базе оборудования, по своей собственной технологии.
Другие компании пошли еще дальше: совместно со шведским производителем на его технологической базе создали предприятия в Санкт-Петербурге и Тюмени. Качество аналогов электродам ОК 46 питерской торговой марки ЕСАБ-СВЭЛ по параметру «цена – качество» не уступает оригиналу.
Сферы применения
Как следует из вышеперечисленных преимуществ и недостатков, данная марка предусмотрена, в основном, для выполнения наиболее простых сварочных операций, таких как сборка конструкций из легких металлических профилей. Помимо того, этот материал можно применять для сварки тонкостенных трубопроводов, работающих под низким давлением. АНО-21 не предусмотрены для сваривания ответственных узлов и конструкций, подвергающихся повышенным нагрузкам.
Электроды указанной марки нередко используются и в быту для создания металлических конструкций, прочностные характеристики которых не имеют критического значения.

Химический состав АНО-21
Вне зависимости от длины и диаметра стержня, все электроды данной марки имеют следующий химический состав:
- Углерод 0,1
- Кремний 0,3
- Марганец от 0,5 до 0,8
- Сера 0,04
- Фосфор 0,045
Электроды сварочные Tigarbo АНО-21 2.5мм, 1кг
Электроды АНО-21 Ø2.5 используются для сварки широкого спектра конструкций, выполненных из углеродистых сталей различных марок. Они прекрасно подходят для работы с угловыми, стыковыми, а также нахлесточными соединениями стандартных и ответственных изделий. Это отличное решение для сварки и монтажа водопроводных и канализационных труб, а также газопроводов, предназначенных для эксплуатации под небольшим давлением.
АНО-21 Tigarbo 2,5 мм предназначены для работы с заготовками, обладающими толщиной от 3 до 5мм. Они рассчитаны на переменный и постоянный ток
Обращаем внимание, что влажность в покрытии представленных электродов перед применением не должна превышать 0,9%. При попадании влаги либо продолжительном хранении в неподходящих условиях надо выполнить прокаливание при температуре примерно 120С на протяжении около получаса
Среди основных достоинств стоит выделить:
- отличное сочетание доступной цены и отличного качества;
- простое зажигание и предельно стабильное горение дуги;
- лёгкую либо самостоятельную отделимость шлаковой корки;
- минимальные потери металла по причине возникающего при сварке разбрызгивания;
- мелкочешуйчатое вырабатывание шва при работе в любых положениях.
Характеристики электродов при сварке:
| Сварочная дуга | стабильное горение, легкий поджиг |
| Разбрызгивание | слабое |
| Отделимость шлаковой корки | легкая |
| Коэффициент наплавки | 7,0 — 8,0 г/А·ч |
| Коэффициент разбрызгивания | 2,0 — 4,0 % |
| Выход металла | 63 — 68 % |
| Расход электродов на 1 кг наплавленного металла | 1,65 кг |
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В | |||
| Нижнее | Вертикальное /снизу-вверх/ | Вертикальное /сверху-вниз/ | Потолочное | ||
| 1,6 | 50-75 | 50-70 | 50-70 | 50-70 | 20-23 |
| 2 | 50-90 | 70-90 | 50-70 | 50-70 | 22-25 |
| 2,5 | 50-100 | 80-100 | 60-90 | 70-100 | 22-25 |
| 3 | 90-140 | 100-130 | 80-110 | 90-120 | 24-28 |
| 4 | 160-200 | 150-180 | 120-140 | 130-180 | 26-29 |
Менеджеры компании “Всё для сварки” проконсультируют Вас по наличию и цене для любого заказа. Звоните по телефону +7(812)309-28-29 или пишите на почту Наши сотрудники с удовольствием Вам помогут!
Особенности применения
Основная сфера использования – монтаж газопроводных и трубопроводных систем. В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
- Изделия применяются в сварке тонкостенных конструкций толщиной не более 5 мм, рассчитанных на низкое давление рабочих сред (до 12 атмосфер).
- Отлично сваривают рядовые и стыковые узлы.
- Хорошо зарекомендовали себя при работе с частично дефектным металлом (окисленные поверхности стальных деталей, оксидная пленка на алюминии).
Уровень влажности изделий этой марки не должен превышать 0,5%. При несоблюдении условий хранения необходима прокалка стержней в течение 40–60 минут при температуре 120–150°C.
Одни из лучших отечественных образцов данной марки – продукция Магнитогорского электродного завода. Это в частности, электроды линейки Стандарт, которые соответствуют всем требованиям госстандартов и отлично зарекомендовали себя как у новичков, так и у профессионалов. Электроды производятся самых популярных и востребованных диаметров – 2,5, 3,0, 4,0 мм. Вся продукция сертифицирована.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.

Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.









Технические характеристики
Рассматривая технические характеристики электрода АНО-21, в первую очередь стоит отметить химический состав. Он сохраняется во всех разновидностях марки, вне зависимости от длины и толщины расходного материала.
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Механические свойства также являются постоянными для всех разновидностей марки.
| Темпера тура испытаний, градусы Цельсия | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате | Угол загиба соединения, градусы Цельсия | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | 150 | – 20 |
| Производительность наплавки, г/мин | Относительный выход металла на шве, % | Расход электродов на 1 кг шва, кг |
| 14 | 95 | 1,65 |
Размеры и ассортимент
Здесь наблюдается стандартная тенденция, чем толще диаметр электрода, тем больше его длина. Несмотря на то, наиболее распространенным типом является диаметр толщиной в 3 мм, среди ассортимента встречаются и другие, от 1,6 до 5 мм.
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
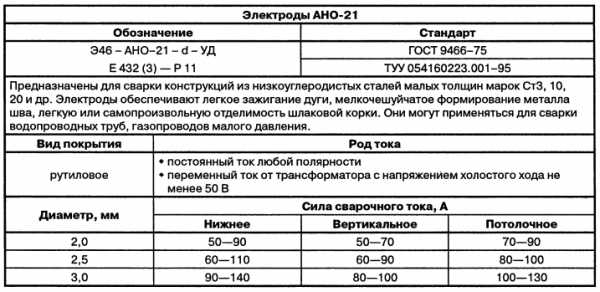
Особенности наплавки
С увеличением диаметра присадочного материала должен увеличиваться и сварочный ток, который необходим для его расплавки. Чтобы не перепалить заготовку во время соединения, а также не сделать ток слишком слабым, настолько что электрод будет постоянно залипать, необходимо следовать уже проверенным режимам.
Величина диаметра, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
2 | 50…90 | 50…70 | 70…90 |
2,5 | 60…110 | 60…90 | 80…100 |
3 | 90…140 | 80…100 | 100…130 |
Обозначение и расшифровка
Электроды для сварки АНО-21 расшифровываются достаточно просто:
- А – академия;
- Н – наук;
- О – обмазка;
- 21 – модель 21.
Данное обозначение ставится на тех электродах, которые были изобретены в Академии наук института электросварки имени Патона. Ведь помимо этой модели есть еще несколько вариантов с таким обозначением, заметно отличающихся по свойствам.

Электроды для сварки Ано-21 фирмы “Патон”
Электроды MP-3
По своим достоинствам электроды МРЗ, АРС похожи на электроды марки АНО-4, но все же имеются некоторые отличия, делающие их еще более популярными. Рабочий процесс сварки с этим видом электродов протекает гораздо легче, чем при использовании других моделей. Электроды Арсенал MP-3 могут применяться в промышленном производстве и для бытового использования.

Одной из основных особенностей является отсутствие в необходимости удалять остатки шлака с поверхности шва, поскольку он отделяется самостоятельно. Останется только убрать его с места работы.
Еще одним неоспоримым достоинством является возможность использовать МР-3 Арсенал электроды для наплавки металла при зазорах достаточно большого размера. Их применение допускает сварку не только на короткой дуге, что все-таки является затруднительным, особенно для новичков в этом деле, но и на длинной.
Рутиловое покрытие, в которое входит двуокись титана, обеспечивает прочность и стойкость к образованию таких дефектов, как поры и трещины, а также понижает склонность к образованию коррозии. Обмазка обладает слегка зеленоватым цветом.
Электроды Арсенал 3мм позволяют работать с длинной дугой, что является важным при некачественной поверхности и нахождения на ней окислов. Электроды Арсенал 3 мм позволяют заполнять щели и зазоры любых размеров. Шов в результате получается качественным и ровным. Средний расход электродов за один час сварочных работ – 1,7 килограмма, то есть для того, чтобы совершить наплавку одного килограмма металла, потребуется 1,7 килограмма сварочных электродов MP-3.









Размер диаметров составляет следующий ряд: 2,5; 3,0; 3,2; 4,0; 5,0 миллиметров. Такой большой выбор упрощает условия сварки. В зависимости от диаметра электрода выставляют значение тока. Если предстоит работа с конструкциями, имеющими стенки средней и большой толщины, то режим устанавливают максимальный, а электрод перемещают по ходу сварки с небольшим наклоном. Можно выполнять сварку методом коротких прихваток.
Если свариваются толстостенные детали, то накладывается усиленный шов, а размер тока увеличивают. Электроды диаметром 5,0 миллиметра применяют для работы в нижнем и вертикальном положениях. Простота использования позволяет выполнять различные виды сварочных работ.
Ток, диаметр
Рекомендуемые значения тока сварочных электродов при сварке:
| Диаметр электрода, мм | Сила тока, А | |||
| Нижнее | Вертикальное снизу-вверх | Потолочное | Вертикальное сверху-вниз | |
| 1,6 2,0 2,5 3,0 4,0 5,0 | 50-75 50-90 50-100 90-140 160-200 180-260 | 50-70 70-90 80-100 100-130 140-180 160-200 | 50-70 50-70 70-100 90-120 90-120 – | 50-70 50-70 60-90 80-110 80-110 – |
Химический состав наплавленного металла
Химический состав наплавленного металла, %
| Химический состав | Углерод (C) | Кремний (Si) | Марганец (Mn) | Сера (S) | Фосфор (P) |
| Нормы | Не нормировано | ≤0,040 | ≤0,045 | ||
| Типичный | 0,10 | 0,15 | 0,5-0,8 | 0,030 | 0,030 |
Механические свойства металла шва
| Механические свойства | Временное сопротивление | Предел текучести | Относительное удлинение, (%) | Ударная вязкость, (Дж/см2) |
| (МПа) | ||||
| Нормы | ≥450 | Не нормировано | ≥18 | ≥80 |
| Типичные | 480 | 350 | 22 | 105 |
Упаковка, сколько штук, вес и длина прутков
Электроды выпускаются в пачках весом 1 и 5 кг.
| Диаметр, мм. | Длина, мм. | Вес одного электрода, гр. | Количество в 1 кг., шт. |
| 1,6 | 250 | нет данных | нет данных |
| 2,0 | 250 | нет данных | нет данных |
| 2,5 | 300 | 17,0 | 58-59 |
| 3,0 | 300, 350 | 26,5 | 38 |
| 4,0 | 450 | 53,0 | 18-19 |
| 5,0 | 450 | 84,5 | 12 |
| 6,0 | 450 | 135,0 | 7 |
Технологические особенности: прокалка, как правильно варить и не только
В случае увлажнения или длительного хранения, необходимо провести прокаливание (сушку) электродов при температуре 120ºС в течение 40 минут. Повторная прокалка проводится в течение 60 минут при температуре 120 градусов по Цельсию.



Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15 градусов.
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40-70 градусов.
Недопустимо превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.
Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Особые свойства
Электроды обладают хорошими сварочно-технологическими свойствами при выполнении работ на профессиональном и бытовом оборудовании. При этом они характеризуются:
- легкостью зажигания дуги;
- стабильной и мягкой дугой;
- малым разбрызгиванием металла;
- мелкочешуйчатым формированием металла шва;
- легкой и невольной отделимостью шлаковой корки;
- не чувствительны к наличию ржавчины, гальваническим покрытиям и качеству подготовки кромок;
- высокая стойкость к появлению в швах пор при сварке рядовых конструкций по влажным, загрунтованным и окисленным поверхностям;
- слабая чувствительность к увеличению дуги;
- низкая токсичность;
- прочность, долговечность и герметичность шва.
Производители, где выпускаются
АНО-21 выпускаются российскими и иностранными предприятиями, некоторые из них представлены далее;
- Lincoln Electric (США);
- КОМЗ-Экспорт (Россия, Каменск-Шахтинский)
- ПлазмаТек (Украина);
- ТАНТАЛ ЛТД (Россия, Сызрань);
- ХОБЭКС (Волгоград, Россия);
- Шадринский электродный завод/ШЭС (Россия, Шадринск) и другие.
Аналоги
- ESAB ОК 46.00;
- Askaynak AS R-146;
- BÖHLER FOX SPE;
- Lincoln Electric Fleetweld 37;
- АНО-4;
- МР-3;
- ОЗС-6;
- ОЗС-12;
- Стандарт РЦ.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Главные особенности и нюансы применения электродов типа Э50А
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.

Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.

При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
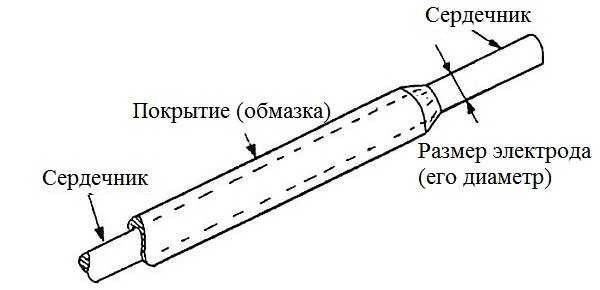
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.






Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Назначение электрода и технические характеристики
Давно известный факт, что электроды – основные элементы, которые применяются при осуществлении электродуговой сварки различных металлических оснований. Специально для улучшения качества проведения работ были разработаны различные типы электродов, предназначенных как для универсального, так и для узкоспециализированного применения.
Для максимально качественной сварки должны выполняться следующие требования и условия:
- стабильная электромагнитная дуга (ЭД) – именно она отвечает за образование сварочного шва. Если ЭД будет слабая, тогда соединение не будет качественным;
- плавление стержня и обмазки должно быть максимально равномерным – в противном случае будет создан дисбаланс и дальнейшее проведение сварочных работ будет проблематичным;
- химический состав в образованном сварочном шве должен отвечать всем требованиям;
- примеси и шлак должны удалять максимально просто;
- стрежни электродов должны выделять минимальное количество токсических элементов;
- в процессе соединения электроды не должны нарушать химические, физические и технические параметры.
Если все условия выполняются, тогда сварку можно считать высококачественной. При этом отклонение хотя бы одного параметра свидетельствует о том, что скорее всего вы выбрали не тот электрод или же настройка сварочного аппарата не была правильной.
Техническая характеристика АНО-21
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.
Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.

Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.

Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.