Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.
Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.
Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.
ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком. Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом
Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
Популярное: Сварочный трансформатор своими руками – ничего сложного!
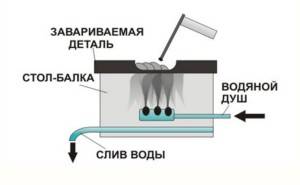
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
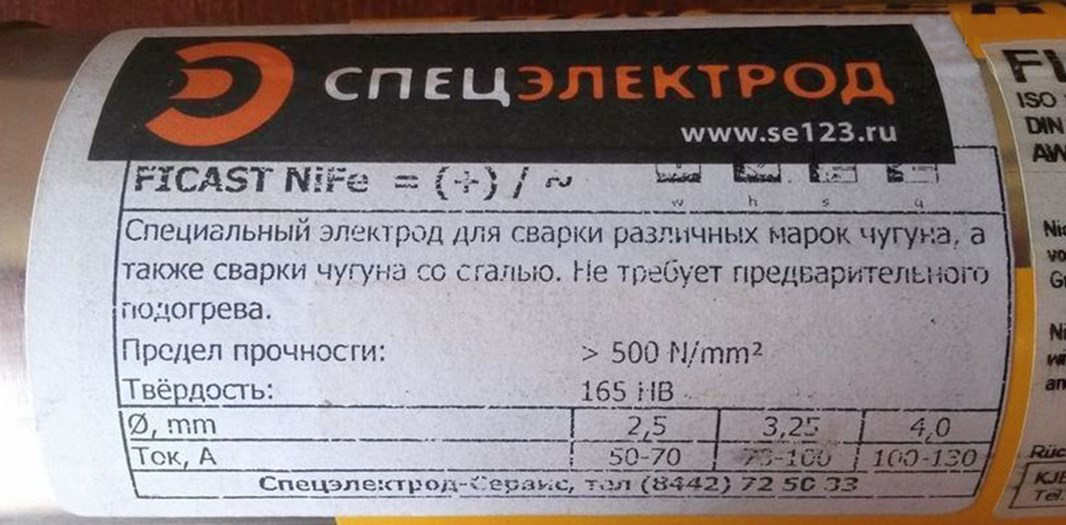
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Популярные марки электродов для сварки чугуна
Теоретические разработки и многолетний опыт сварочных работ с чугунными изделиями позволил выявить определённые марки, которые позволяют наиболее эффективно решать поставленную задачу.
Электроды для горячей сварки чугуна
Для реализации этого метода предполагается получение для чугуна температуры равной 600 градусов Цельсия. Наиболее приемлемыми считаются изделия с обозначением ЦЧ-4. Они обеспечивают высокое качество сварки чугуна со сталью. При этом металл не теряет своих первоначальных свойств. Хорошо зарекомендовали себя никелевые, например, ОК 92.18. Такой образец – это гарант высокого качества и надёжности получаемого шва. Его основу составляет никелевый сердечник. Отличительной особенностью является малое количество шлака, которое образуется при сварке. Добавленный никель позволяет получить наилучшие показатели вязкости в наплавляемом металле. В дальнейшем он достаточно легко обрабатывается.

На производствах применяют образцы с добавлением меди. К ним относятся изделия марки УОНИ-13/45 или К-5. Медный электрод обеспечивает мелкокапельный перенос металла на шов.
В основе обоих типов имеется стальная проволока. На неё нанесено соответствующее покрытие. Для проведения сварки этими образцами применяется стандартный сварочный аппарат.
Электроды для холодной сварки чугуна
К технологии холодной сварки относится процесс, который протекает, при температуре около 200 °С. Для столь низкой температуры применяются следующие марки: ОЗЧ (2 или 6), МНЧ-2 или так называемые, универсальные к которым относятся ЦЧ-4. Сварка чугуна электродами при холодном способе производится при нижнем или вертикальном расположении деталей. Каждый из перечисленных типов хорошо проявляет себя в соответствующих условиях. Хорошо зарекомендовали себя электроды для холодной сварки и наплавки марки ОЗЧ-6. Задача качественной сварки важных стыков и наплавка без подогрева производится изделиями марки МНЧ-2. При определённых условиях для наплавки без подогрева используют марку ОЗЖН-1. Они позволяют наплавлять большие объёмы металла.
Электроды для сварки чугуна и стали
Часто возникает задача сваривания таких металлов как чугун и сталь. В этом случае стараются подобрать наиболее подходящие изделия для стали. К ним относятся универсальные марки ЦЧ-4. Они хорошо зарекомендовали себя при проведении горячей и холодной сварки этих двух металлов. Кроме отечественных образцов хорошо зарекомендовали себя импортные изделия марок Ficast NiFe и ZELLER 855. Они показали хорошие результаты и обеспечивают ровный и прочный шов.
Электроды по ковкому чугуну
Для получения наиболее крепкого и надёжного шва при работе с кованым чугуном применяют сварочные электроды следующих марок: МНЧ-2, ОЗЧ-6 (2) или ЦЧ-4.
Электроды по серому чугуну
Наилучшие результаты соединения деталей из серого чугуна, устранение трещин и дефектов получаю при применении чугунных электродов следующих марок: ОЗЧ-6 (2), ОЗЖН-1 или 2.
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.







МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.
Электрод ОЗЧ-2
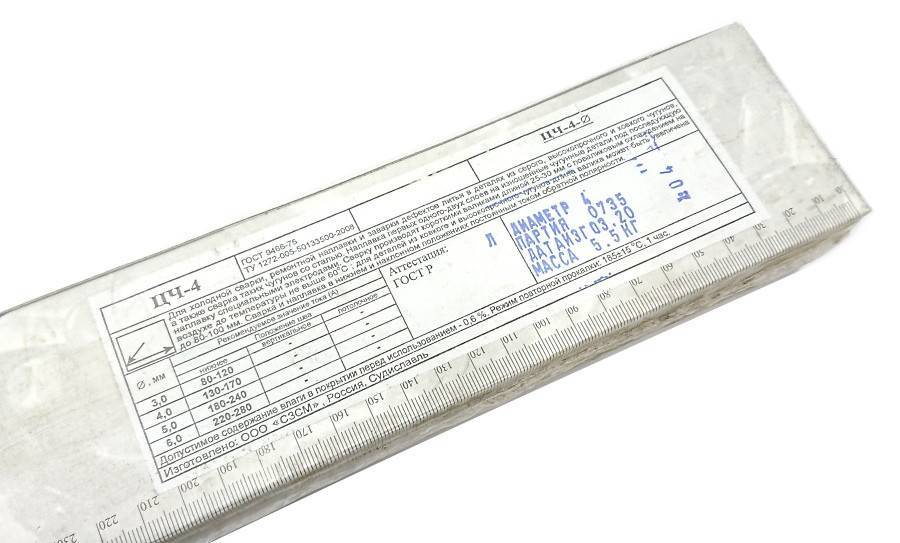
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.
Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.
Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.
Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
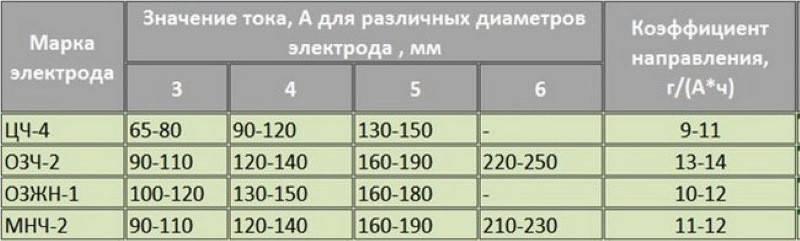
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.








Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Виды
Многолетний опыт работы с чугуном позволил современным производителям сварочного оборудования и расходных материалов изготавливать именно специальные электроды. Они в своем составе имеют такие вещества, как сталь, железо, никель. Все изделия принято делить на никелевые, ферро-никелевые, медно-никелевые и медно-железные.
Стальные электроды чаще всего применяются при сварке деталей, ранее подвергавшихся действию высоких или низких температур, а также с плохо обработанными поверхностями. Примером таких деталей служат корпуса промышленных печей или насосов. Обязательным условием считается предварительная подготовка зоны будущего шва. Биметаллические электроды подходят для графитсодержащего чугуна. Ковкий чугун сваривают ферро-никелевыми электродами.
Каждый сварщик может без труда подобрать необходимые электроды для конкретного вида работ. Несмотря на множество торговых марок, представляющих свою продукцию, все изделия на российском рынке имеют определенную ГОСТом маркировку. По ней можно определить состав покрытия и самого стержня. Чаще всего в продаже попадаются электроды с железным стержнем, но это не означает, что другие материалы не используются.
В качестве примера можно рассмотреть такой популярный вид электродов для сварки чугуна, как МНЧ-2. В их состав входит медь, причем в пересчете на общую массу изделия ее количество составляет 20%. Литера «Н» означает присутствие никеля. Его в изделии около 65%. Буква «Ч» свидетельствует о том, что данные электроды можно использовать только лишь для сварки чугуна. Наконец, индекс 2 является номером серии. Эти серии отличаются друг от друга не составом, а его распределением, то есть, встречаются те же элементы, но в другом соотношении.
Сварка чугуна без его предварительного нагрева возможна только с применением электродов, в которых содержится никель и медь. Благодаря тому, что медь не растворяется в расплавленном чугуне, формируется однородный шов. С другой стороны, никель способен хорошо растворяться, однако он не взаимодействует с углеродом. В итоге получается качественный шов, который подлежит обработке, так как он не имеет трещин и пор. Существует несколько классов подобных электродов.
- Электроды МНЧ-2 состоят из железа, меди и никеля. Помимо сварки применяются также для плавки чугуна. Данная модель подходит к любому виду чугуна. Показатели качества шва находятся на высоком уровне. Помимо этого, полученный шов легко поддается обработке за счет чистоты поверхности и плотности. МНЧ-2 незаменимы при изготовлении конструкций из чугуна, которые впоследствии будут эксплуатироваться в жестких температурных условиях.
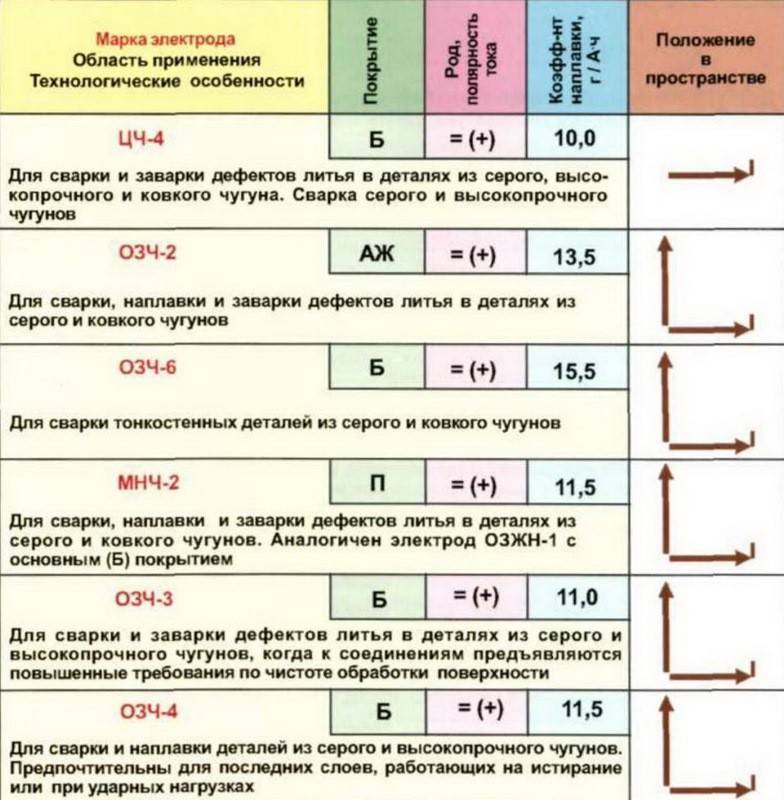
- Электроды марки ОЗЧ-6 и ОЗЧ-2 подходят для работы с тонкими листами серого и ковкого чугуна. Внутри электрода находится медный стержень. Обмазка ОЗЧ-2 содержит большое количество графита. Считается, что данные марки годятся лишь для ограниченного вида работ (устранение мелких дефектов или многослойное наплавление). Аналогичными свойствами обладают такие модели, как ЦЧ-4 и МНЧ-2.
- В электродах ОЗЧ-3 и ОЗЖН используется никель или железо с никелем. Электродами ОЗЧ-3 варят серый и высокопрочный чугун, однако к качеству обработки заготовки при этом предъявляются достаточно высокие требования. ОЗЧ-4 дают ударопрочный шов. Детали, сваренные этими электродами, могут подвергаться высоким нагрузкам. Обмазки ОЗЧ-3 и ОЗЧ-4 одинаковые. ОЗЖН-1 и ОЗЖН-2 – стандартные модели для литого высокопрочного чугуна. Сварка должна проводиться в вертикальном положении.
- Электроды ОК92.18. также подходят для чугуна. Но для сварки приходится предварительно нагревать металл. К тому же, количество накладываемых слоев ограничивается. Обычно такими электродами пользуются при ремонте трещин. Их стержень содержит никель. Сварка может вестись как постоянным, так и переменным током. Запрещено работать с чугуном, в котором содержится сера или фосфор.
Особенности
По причине высокого содержания углерода чугун, помимо своей прочности, достаточно хрупок. Выбранные электроды должны компенсировать приведенные отрицательные качества физических и химических свойств материала. Перед выполнением работ каждый раз приходится подбирать подходящие по составу электроды, а также выбирать тип термообработки.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Традиционно считается, что для чугуна подходит аргонно-дуговая сварка, однако не каждый владелец сварочного аппарата имеет такую возможность. Вести работу электродами позволяет любой сварочный инвертор ММА.
Главная особенность сварки – максимальное совмещение времени остывания электрода со временем остывания металла. Помимо этого, необходимо, чтобы присадка содержала столько же углерода, сколько и сам материал. В противном случае будут возникать чрезмерные напряжения внутри заготовки, а неумелый выбор электродов приведет к выгоранию углерода.







Сварочные электроды, рассчитанные для работы с чугуном, даже по внешнему виду отличаются от обычных, они более массивны. Но выбирают расходные материалы не по внешнему виду, а по маркировке, определенной в ГОСТ 7293-85 и ГОСТ 9466.
Существует два способа сварки чугуна: горячий и холодный.
- При горячем способе производится предварительный разогрев заготовки до температуры в несколько сотен градусов. В качестве расходного материала используется проволока с порошковой присадкой. Разогрев металла производится электрическим током, после чего в течение 70-100 часов происходит его постепенное остывание. В промышленности применяются специальные тигли. Для сварки чугуна в бытовых условиях можно воспользоваться обычной газовой горелкой.
- Сварка в холодном режиме чаще применяется и с первого взгляда технологически более проста. Однако она требует тщательной предварительной подготовки материала (зачистка, фрезеровка, сверление).
Возникающие затруднения

Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.
4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.