

Сварочный электрод ESAB ОК 46.00
Тип покрытия – рутилово-целлюлозное.
Уникальный в своем классе электрод ESAB 46 00, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод ок 46 отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, корневых проходов, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00
позволяют выполнять сварку тонкостенных изделий, а также применять этот электрод для сварки деталей с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников. Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже. Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций. Ток: ~ / = (+ / — ) Пространственные положения при сварке: 1, 2, 3, 4, 5, 6 Напряжение холостого хода: 50В Режимы прокалки: 70-90°С, 1 час
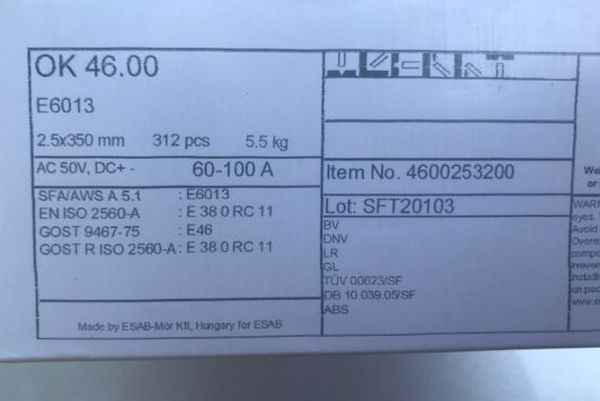
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5, 3.0, 3.2, 4.0, 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности ,σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 ,при +20°С 88 ,при 0°С ≥35 ,при -20°С | ≥110 ,при +20°С ≥40 ,при -40°С |
Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB OK 46.00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ,ОК 46.00 2,0х300 (СВЭЛ) — упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ,ОК 46.00 2,5х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ) ,- упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,4,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,5,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Особенности применения
Действия с ОК 46 производятся с выполнением нескольких правил:
- для сварки используется ток переменного и постоянного направления;
- шов накладывается во всех направлениях: горизонтальном, потолочном и вертикальном;
- стержень применяется для соединения деталей с оцинковкой и другим покрытием;
- легко поджигается;
- электрод служит главным материалом при заполнении пустот в конструкциях;
- не рекомендуется делать длинных швов.
Расходный материал на заводе укладывается в герметичную упаковку для защиты от влаги, потом — в картонную коробку. В таком виде изделия легко переносят несколько перевозок и хранятся длительное время на складах.

Удобная килограммовая пачка.
Лучшие марки электродов с рутиловым покрытием
ESAB-SVEL OK 46.00
Производятся в России шведским концерном ESAB. Эта модель является одной из лучших в своей категории и обладает следующими преимуществами:
- Низкие требования к предварительной подготовке. Даже отсыревшие изделия можно прокаливать при температуре 70-90оС.
- Не боятся влаги. Дуга стабильно горит при контакте с увлажнённой поверхностью.
- Минимальный порог необходимого тока, который нужен для уверенного горения, значительно ниже, чем у других видов электродов.
- Формируют прочный и ударостойкий шов.
Lincoln Electric Omnia 46
Производятся американской фирмой Lincoln Electric, которая выпускает электросварочную продукцию ещё с 1927 года. Электроды отличаются доступной ценой и являются отличным выбором для новичков. Сварочная дуга не требует точного контроля — при небольшом её удлинении не теряется стабильность горения.
При эксплуатации Omnia 46 выделяется относительно небольшое количество искр. Прочный шов позволяет использовать их для сварки ответственных конструкций (например, трубопроводов, работающих под высоким давлением).
ОЗС-12
Электроды этой марки имеют сертификат НАКС, который позволяет применять их для сварочных работ на ответственных и опасных объектах. Среди преимуществ марки:
- Шов ведётся легко и ровно, даже без особого мастерства сварщика.
- После остывания на поверхности остаётся тонкая шлаковая корочка, которая легко отделяется.
Но есть и недостаток. Несмотря на то, что обычно рутиловые покрытия не восприимчивы к влаге, электроды этой марки чувствительны к отсыреванию. Отсюда вытекают дополнительные требования по хранению, прокалке (при температуре 150оС перед каждым использованием), а также очистке сварочной ванны от крупных загрязнений.









МР-3
Электроды типа МР-3 — одни из самых распространённых. Бренду «Ресанта» удалось сохранить все достоинства рутилового покрытия и избежать недостатков, которые встречаются у других производителей изделий этого типа.
МР-3 легко разжигаются, формируют прочный и ровный шов, эффективно работают с разным током. Недостатком является повышенная чувствительность к влаге. Перед применением их необходимо прокаливать не менее часа при температуре 150-170оС.
Плюсы и минусы
Преимущества:
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
Недостатки:
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.

Сварка возможна по ржавчине и загрязненному металлу.
Характеристика электродов разного диаметра
Чтобы знать, какая разновидность электродов ОК вам необходима, стоит учесть не только вид основного металла и оборудования. Предлагаем вашему вниманию описание качеств электродов на основе отзывов пользователей.
- ОК диаметром 2 мм не могут использоваться при ремонте трубопроводов. Устойчивы к воздействию высоких температур.
- 2,5 мм. Такие электроды лучше всего применять при варке нержавеющей и углеродистой стали, причем переменным током. Рабочую поверхность перед началом сварки стоит тщательно очистить от грязи и пыли.
- 3 мм. Хорошо проявляют себя при работе, проводимой на трубопроводе. Вязкие.
- 4 мм. Перед сваркой нужно удалить с металлических поверхностей всю ржавчину. Напряжение должно быть постоянным.
- 5 мм. Нельзя применять при сварке короткой дугой. Очень хорошо наплавляют металл, при этом расходуются экономно.
Тонкости использования электродов ОК 46
Электроды могут применяться в качестве основного присадочного материала, которым наполняются стыки свариваемых элементов. Не менее эффективны они, когда нужно сделать прихватку или же просто «наживить» несколько заготовок будущей конструкции. Не рекомендуется использовать ОК-46 для формирования швов большой длины. В этом случае лучше сделать несколько коротких валиков, соединенных в один шов.
В целом же электроды обеспечивают ровные и высококачественный швы, имеющие плавный переход к основной поверхности. Пользователи отмечают, что в процессе сварки почти нет брызг, а при охлаждении шва отделяется небольшое количество шлака. Электроды полностью раскрывают свои достоинства в ситуациях, когда приходится проваривать швы с глубоким расположением корня.
Упакованы электроды в герметичную целлофановую обертку и плотную коробку из картона. Благодаря этому, продукция отлично изолирована от влаги и защищена от механических повреждений. Без каких-либо проблем упаковка выдержит неоднократные перевозки и длительное хранение.
Особенности и ограничения
Разрывная нагрузка шва определена в 500 МПа с дополнительным запасом прочности. При этом технологические особенности вносят ограничения в практику применения: для отечественных марок этого типа только ОЗС-28 доступен круговой шов с вертикальным спуском сверху вниз. Для других это недопустимо.
УОНИ-13/55Т, ОЗС-28, ОЗС-33 работают на сварочных установках с постоянным и переменным токами. Большая группа: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У – приспособлены исключительно на использование постоянного тока обратной полярности.
Защитные функции обмазки щелочного исполнения основаны на реакции выделения карбонатами CaCO3, MgCO3 оксида углерода CO, который в роли восстановителя поглощает кислород, переходя в углекислый газ. Углекислая газозащита удерживается до схватывания застывающего шлака.
Электродам типа Э50А в большинстве рекомендована короткая дуга. Часовое осушение покрытия признано обязательным. Использование ограничено 3–4 днями. Влажные электроды горят нестабильно. Тройное прокаливание – предел. Термообработка разрушает обмазку.
Критерий выбора электродуговых электродов с наружным покрытием для сварки конструкционных сплавов должен учитывать возможности сети, личный навык. ОЗС-12 признаны лёгкими в розжиге и ведении, а для УОНИ 13/55 нужна опытная рука, особенно на прерывистых действиях.
Электроды с рутиловым покрытием: плюсы и минусы
По сравнению с другими типами покрытий, рутиловое обладает рядом преимуществ:
- Стойкость шва. Сваренный металл не подвержен появлению холодных или горячих трещин.
- В противовес кислому покрытию, сварочная дуга рутилового горит при переменном токе так же интенсивно, как и при постоянном.
- Легко обрабатывать участки, где нужны короткие швы. Если основное покрытие требует непрерывного ведения шва, так как сварочную дугу сложно повторно разжигать, то с рутиловыми всё проще. Дуга легко зажигается, при этом с кончика стержня не нужно счищать нагар.
- Подготавливать рабочую поверхность не обязательно. Другие типы электродов чувствительны к окислениям и ржавчине, что приводит к непрочному шву. Рутиловые электроды позволяют сформировать стабильный и стойкий шов независимо от качества поверхности.
- После сварки шлак легко отделяется, а поверхность шва практически не нуждается в шлифовке.
Есть и недостатки:
- Подойдут не для всех конструкций. Небольшой диапазон металлов, с которыми можно использовать этот тип покрытия, накладывает определённые ограничения на их эксплуатацию. Для сварки высокоуглеродистой стали такие электроды нельзя использовать.
- Свойства резко ухудшаются при повышении напряжения тока. Поэтому придётся следить за соответствием номинальному показателю.
- Нужно проводить подготовительные работы — просушку и прокалку.
Где применяются Электроды ESAB ОК 46.00
Благодаря стабильной дуге и её быстрому розжигу, а также рутиловому покрытию, электроды ОК 46.00 от компании ESAB, незаменимы при сварке тонких металлов, проставке прихваток, обратных спусков и т. д. Отличительной особенностью этих электродов считается стабильная дуга и очень простой её розжиг. Поэтому для новичков-электросварщиков данные электроды очень просты в освоении.









Примечательно и то, что варить электродами ESAB ОК 46.00 можно даже неочищенный металл. При всем этом, существует одна особенность, которая связана с невозможностью использования электродов ОК 46.00 для сварки изделий из легированных сталей. Связано это с тем, что для изготовления стержня электродов, применяется низкоуглеродистая сталь марки СВ-08.
Также, важной особенностью электродов ESAB ОК 46.00 является и то, что перед использованием, их рекомендуется прокалить в термопенале, не менее одного часа, при температуре от 75 до 95 градусов
Характеристики электродов ОК 46.00
Технические характеристики электродов ESAB ОК 46.00 выглядят следующим образом:
- Диаметр — от 2 до 5 мм;
- Длина — электрода 450 мм;
- Вес одной упаковки — (6,6 кг, для электродов 4 мм);
- Род сварки — ММА сварка на переменном и постоянном токе обратной и прямой полярности;
- Способы электросварки — различные пространственные положения.
Другую информацию, касательно ГОСТа, серийного номера и номера партии, а также дату изготовления, можно узнать на упаковке с электродами.

Настройка и регулировка сварочного инвертора для работы с электродами ESAB ОК 46.00 диаметром 4 мм, выглядит так:
Сила тока, А — для нижнего положения (150-300 А), вертикального (150-280 А), потолочного (150-270 А).
Рассмотрим, сколько штук электродов в пачке 1 кг, в зависимости от их диаметра:
- 2 мм — 50 шт.;
- 3 мм — 39 шт.;
- 4 мм — 19 шт.;
- 5 мм — 13 шт.
В целом, отзывы про электроды ESAB ОК 46.00 носят исключительно положительный характер.
Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.










3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.

Сварка электродом с минимальным количеством брызг.
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².
Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.
Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

Электроды в удобных упаковках.
Кто производит
Производитель стержней – шведская ). Это мировой лидер в выпуске сварочного оборудования, инструмента и расходных материалов. Электроды имеют множество положительных отзывов: они легки в использовании и обладают высоким качеством, дают ровный и прочный шов. Опытные мастера рекомендуют расходники для новичков.
У этих изделий есть недостатки: подделки и высокие цены. Они могут иметь несколько иные названия и массу. Например, АК46. Многие предприятия в нашей стране и за рубежом производят аналоги шведской продукции, которые также отличаются названиями: ESAB-СВЭЛ ОК 46 Д3, ESAB ОК 74.46 d4,0 или 5 ОК 46.
Во избежание подделок нужно приобретать материалы у представителей, имеющих сертификаты. ОК 46 – это гарантия результата сварки даже у начинающего мастера. Электрод с плотной обмазкой хорошо защищает ванну от внешних факторов даже при расплавившемся конце.
Характеристики некоторых электродов ОК
- Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепло вложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.
- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
Это интересно: Электроды марки МТГ 01К — что необходимо знать?
Кто производит
Производитель стержней – шведская компания ESAB («ЭСАБ»). Это мировой лидер в выпуске сварочного оборудования, инструмента и расходных материалов. Электроды имеют множество положительных отзывов: они легки в использовании и обладают высоким качеством, дают ровный и прочный шов. Опытные мастера рекомендуют расходники для новичков.










У этих изделий есть недостатки: подделки и высокие цены. Они могут иметь несколько иные названия и массу. Например, АК46. Многие предприятия в нашей стране и за рубежом производят аналоги шведской продукции, которые также отличаются названиями: ESAB-СВЭЛ ОК 46 Д3, ESAB ОК 74.46 d4,0 или 5 ОК 46.
Во избежание подделок нужно приобретать материалы у представителей, имеющих сертификаты. ОК 46 – это гарантия результата сварки даже у начинающего мастера. Электрод с плотной обмазкой хорошо защищает ванну от внешних факторов даже при расплавившемся конце.
Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.
3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.

Сварка электродом с минимальным количеством брызг.
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².
Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
Рекомендуем к прочтению Какие электроды по алюминию выбирать
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.









Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

Электроды в удобных упаковках.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.





