

Электрохимическая полировка нержавеющей стали
Наличие самого современного оборудования и строгой системы контроля качества позволяет ООО «Приборы Воликс» выполнять электрохимическую полировку металлов: стали, алюминия, латуни, оловянных изделий и нержавейки, используемых для изготовления инструментов, прессформ, промышленных конструкций, деталей, оборудования и бытовых предметов.
Электрохимическая полировка золота применяется для изделий ювелирной промышленности и обеспечивает идеально гладкую поверхность драгоценных металлов, существенно снижая потери, возникающие при ручной доводке ювелирных украшений.
Наши услуги по электрохимической полировке
Услуги электрохимической полировки используются на конечной стадии производства различных прессформ для изготовления деталей и изделий заданного класса точности. При этом отсутствует необходимость дальнейшей доводки шероховатости и ручной полировки внутренней поверхности формы.
Одновременное макро и микро полирование придаёт обрабатываемой металлической поверхности гладкость и блеск, что достигается использованием различной технологии электрохимической полировки для конкретного металла, партии деталей или изделия.
Электрохимическая полировка стали и других металлов на нашем предприятии ориентирована на нужды клиентов.
Специально для этого действует концепция предоставления услуг, согласно которой заказчик может передавать нам детали в любом, самом незначительном количестве, в любое время и с конкретными пожеланиями относительно технологии и сроков выполнения заказа.
Известно, что некоторые мастера-оружейники, ювелиры, стоматологи и другие специалисты, работающие с металлом, выполняют полировку и гальванизацию в домашних условиях на кустарном оборудовании. Теперь для экономии собственных сил и средств Вы можете обратиться к нам даже с небольшим по промышленным масштабам заказом и получить качественные услуги по электрохимической полировке металлов и изделий по приемлемой цене.
На нашем производстве имеются две первоклассно оборудованные лаборатории, осуществляющие разработку и отладку технологических процессов полировки металлов, химический и металлографический анализ нами изделий и выполненных работ, а также поступивших к нам материалов и деталей заказчика. Лабораторный анализ позволяет, например, оценить необходимость электрохимической полировки перед покраской деталей или изделий.
Преимущества технологии электрохимической полировки
- идеально гладкая поверхность деталей и изделий
- отсутствие трудоёмких ручных полировальных операций
- ускорение процесса полировки в 5 раз по сравнению с механической технологией
- эффективное уменьшение шероховатости металлов
- зеркальная поверхность изделий из нержавейки
- отсутствие заусенцев и следов сварки на поверхности прессформ
- возможность обнаружения скрытых дефектов поверхности литых изделий
- защита от коррозии
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Описание процесса
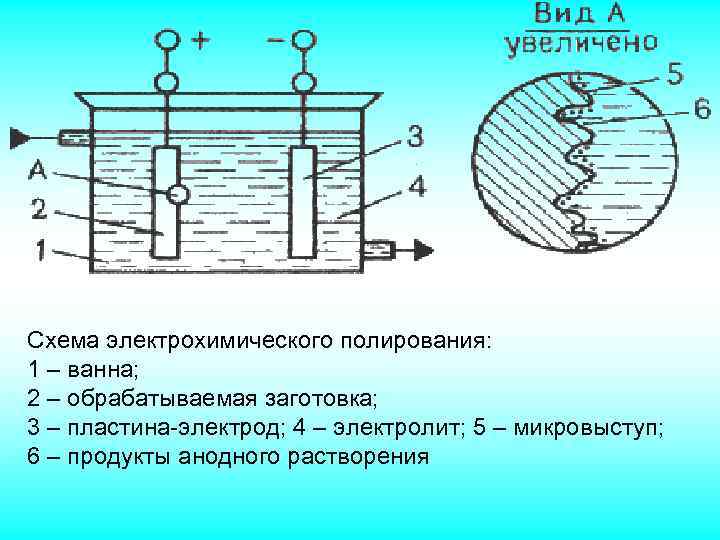
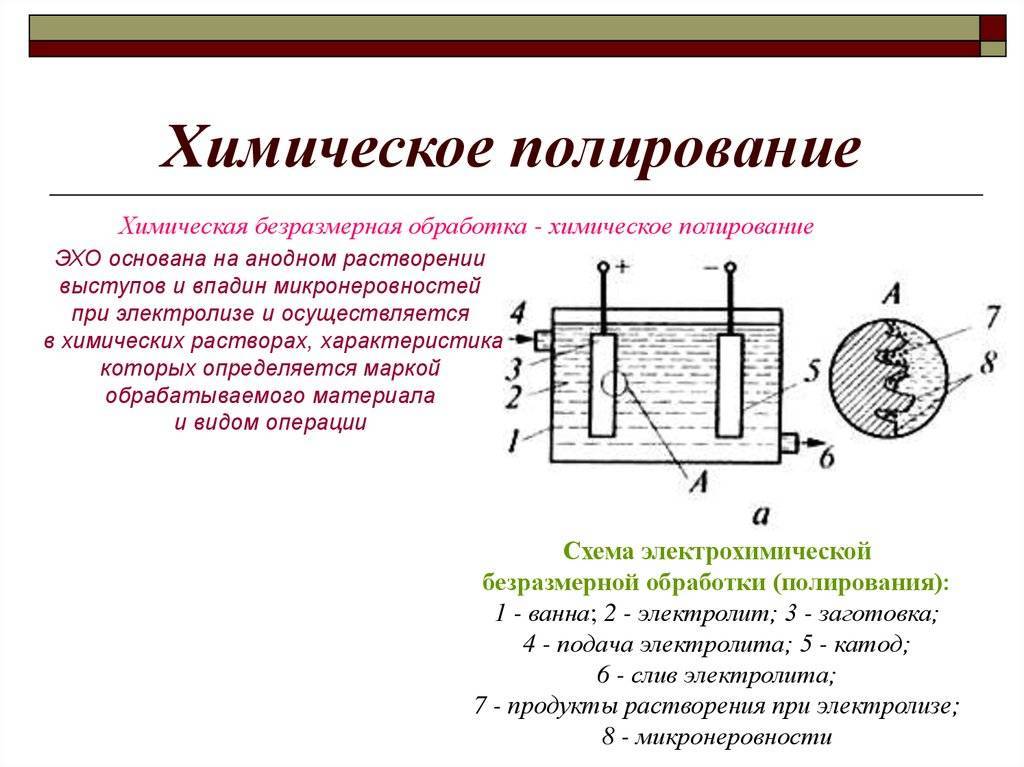
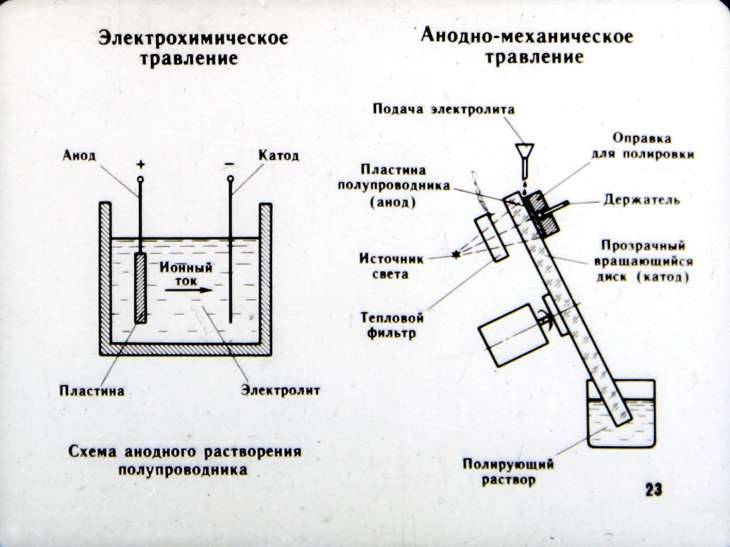
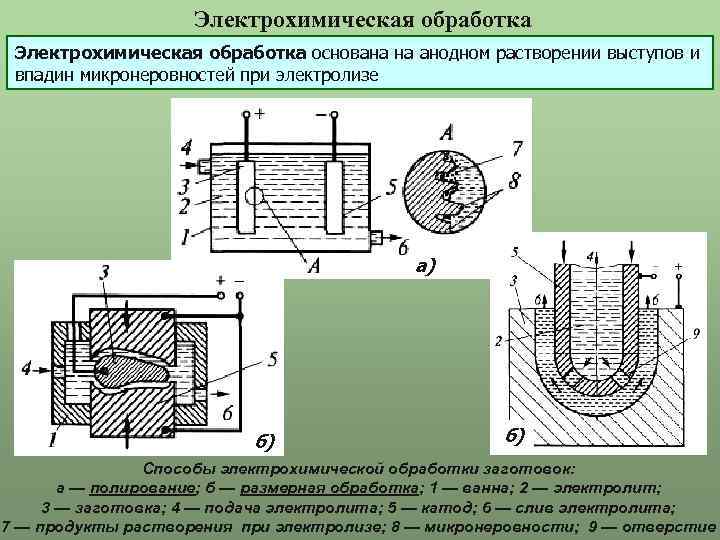
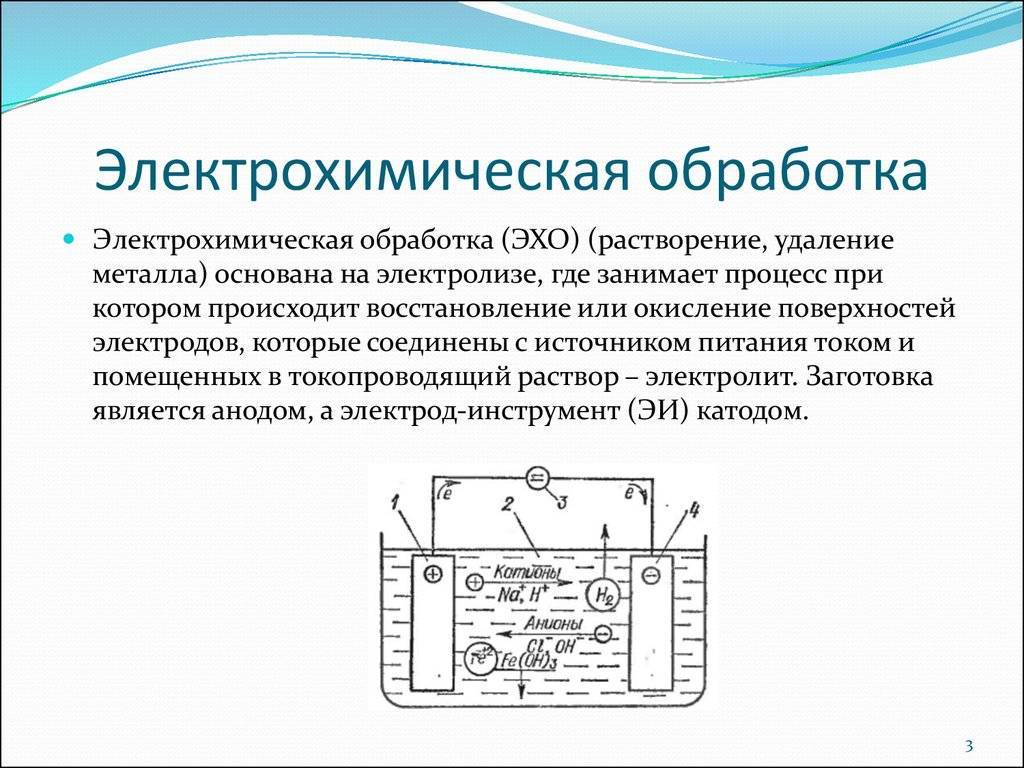
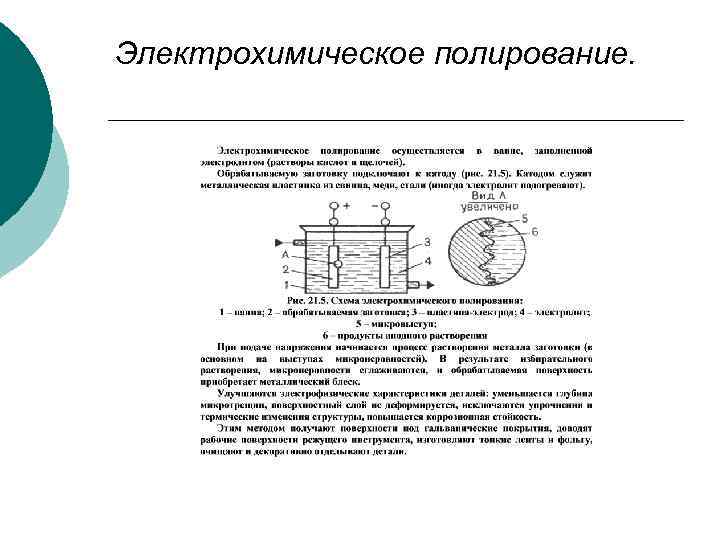
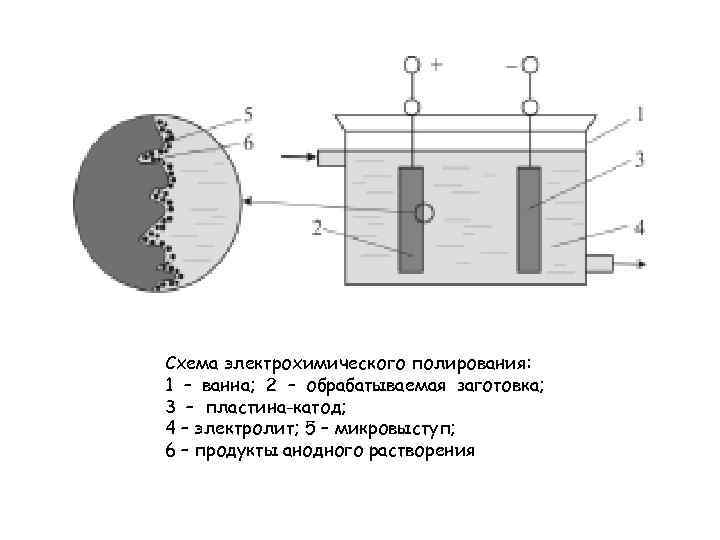
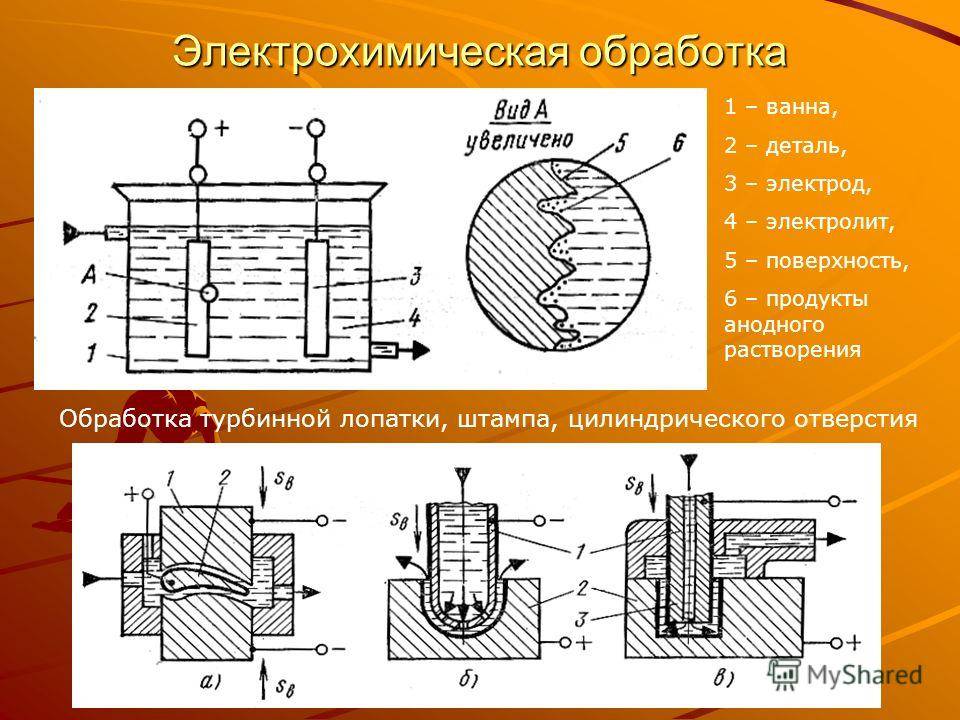
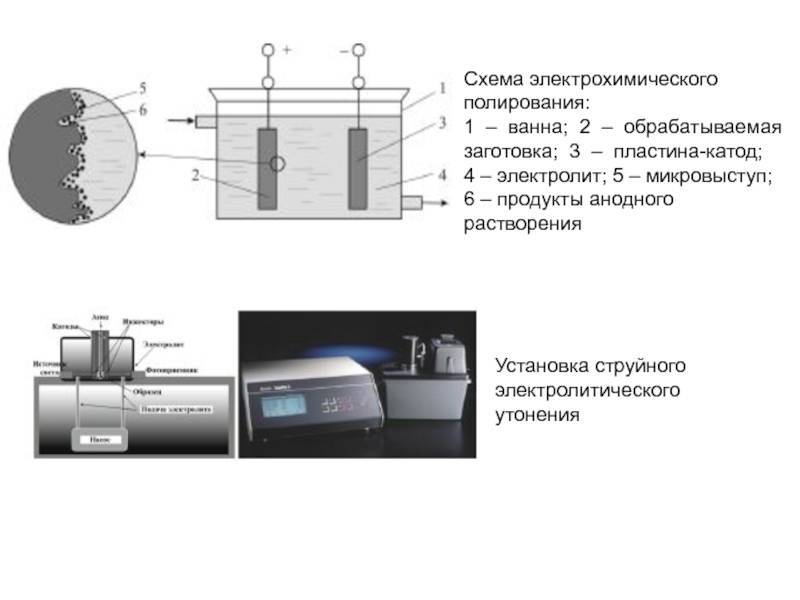
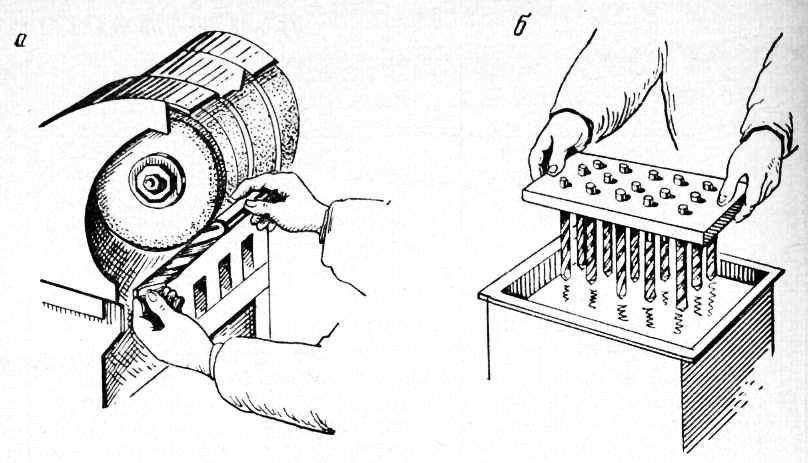
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
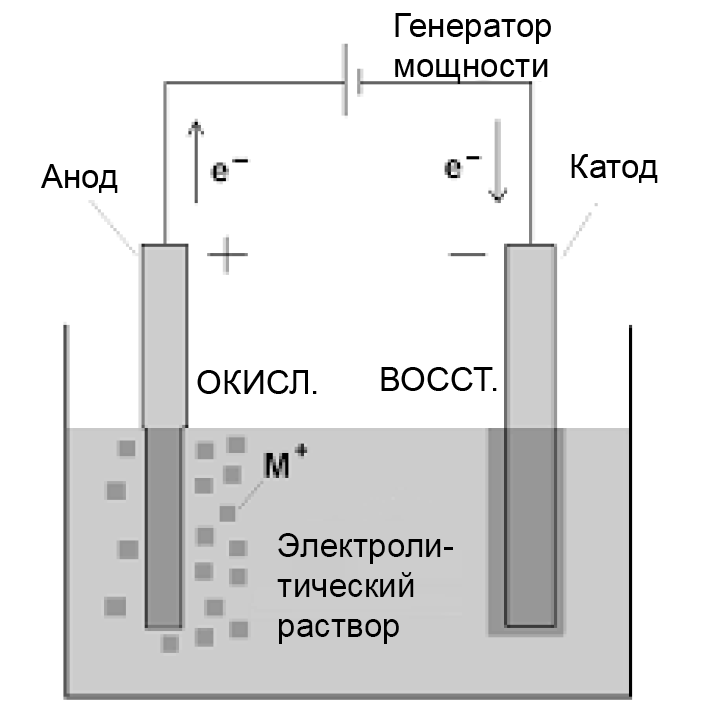
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
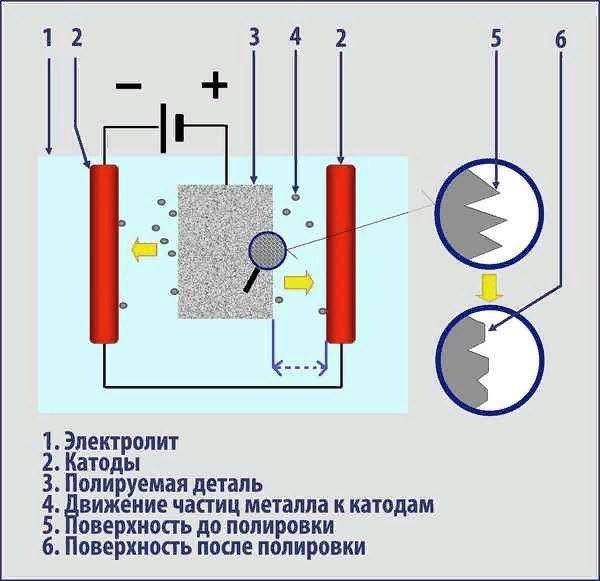
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Химическая полировка и ее особенности
Еще один способ полировки нержавеющих изделий – травление, который предполагает удаление поверхностного слоя с помощью химически активных веществ. Среди основных достоинств данной методики стоит отметить:
- оперативность выполнения (процесс происходит в течение пары минут);
- отсутствие необходимости во вспомогательных средствах (электролиты, инструменты и т. д.);
- возможность обработки деталей любой формы.
Впрочем, существуют и недостатки данного метода, а именно токсичность используемых веществ и невозможность получения зеркального блеска.
Для химической полировки используются:
- растворы кислот на водной основе (процесс осуществляется в два захода – заготовка обрабатывается сперва серной, а затем нитратной кислотой);
- расплавленная щелочь (не меняет структуру поверхности изделия, но удаляет оксидную пленку);
- желеобразные вещества на кислотной основе (азотные, соляные) или хлоридов (опасны для организма), которые наносятся на обезжиренную поверхность металла, а затем удаляются под проточной водой.
Разновидности химических пастообразных полиролей
- SAROX TS-K 2000 – состав предназначен для удаления с поверхности дефектов, в том числе и на сварных швах, а также обеспечения защиты от повышенных температур (время воздействия – 10 минут, может применяться для полировки вертикальных заготовок);
- Avesta BlueOne – активные вещества позволяют удалить дефекты сварных швов, последствия коррозии, придать поверхности блеск, близкий к зеркальному (время воздействия – 45 минут, может использоваться только при температуре выше 50 градусов Цельсия);
- Stain Clean (ESAB) – считается одним из наиболее действенных составов, не требует создания дополнительных условий для обеспечения качественной полировки метизов.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.

![Электрохимическая полировка [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://labequip.ru/wp-content/uploads/8/b/5/8b59d4fe415c70825833a63a562b75f6.png)
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.
Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.
Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Требуемое оборудование
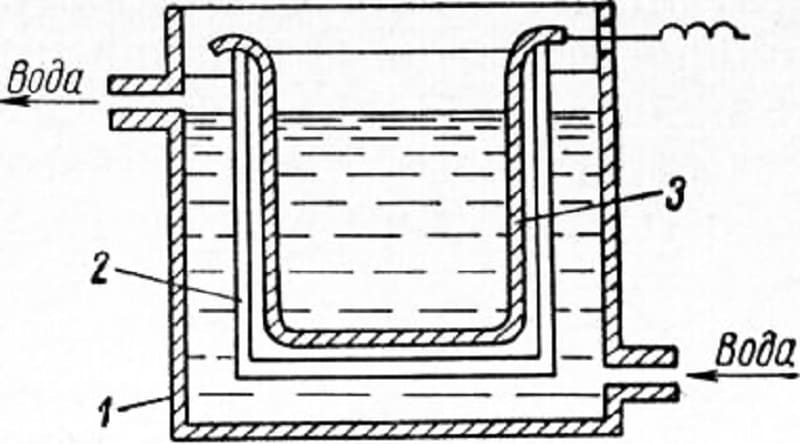
Полировка происходит в специальной ванне, изготавливаемой из нержавеющей стали. Эта емкость одновременно вмещает электролит и равномерно распределяет поступающий к ней ток по всему объему. В качестве электролита используется водный раствор соли, точная концентрация и объем определяются, в зависимости от характеристик обрабатываемой детали.
Электролит во время работы требуется нагревать, что выполняется при помощи ТЭНов, встроенных в конструкцию ванны. Иногда во время полировки нужно охлаждать электролит, для этого применяется вспомогательная ванна со встроенными трубками системы охлаждения.
Перед началом проведения операции желательно обезжирить детали, если они были покрыты какой-либо смазкой. Это связано с тем, что из-за жировых загрязнений со временем на стенках ванны образуется черный налет. Процедуру можно проводить любым удобным способом, главное, чтобы в ванну не попали посторонние вещества.

Раствор для электрохимического полирования титана и его сплавов
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(61) Дополнительное к авт, свид-ву(22) Заявлено 261178 (21) 2689779/22-02с присоединением заявки йо(51)М. Кл. С 25 Р 3/26 Государственный комитет СССР по делам изобретений и открытийДата опубликования описания 231080(54) РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ТИТАНА И ЕГО СПЛАВОВ Цель изобретения — повышение качества полирования в широком интервале температур,Поставленная цель достигается тем,что раствор дополнительно содержитортофосфорную кислоту и калий-титан Изобретение относится к электрохимической обработке металлов, вчастности д полированию титана иего сплавов,Известен раствор для электрохимического полирования стальных изделий, содержащий хромовый ангидрид,фосфорную и борную кислоты, монохромат калия и калий-титан щавелевокислый. Процесс в указанном растворе 10ведут 5-20 мин при 60-110 С и плотности тока 10-40 А/дм (11 .Однако известный раствор, предназначенный для полирования стальныхизделий, является пятикомпонентным. 5Для его использования необходим предварительный подогрев, требуется высокая рабочая температура,Известен раствор для электрохимического полирования титана и его спла 20вов, содержащий фосфорную кислотуи тетраоксалат калия. Процесс ведут5-10 мин при 25-40 С и плотности пульсирующего тока 15-50 А/дм 121,Известный раствор обеспечивает 25повышение чистоты поверхности на1 класс (с ч 6 до ч 7). Однако отражательная способность поверхностисоставляет лишь 58. При работе визвестном электролите требуется при 2менение дорогостоящего оборудования для получения пульсирующего тока. Процесс ведут в относительно узком интервале рабочих температур.Наиболее близким к предлагаемому является электролит для электрохимического полирования титана и его сплавов, содержащий хромовЫй ангидрид и фтористоводородную кислоту 13),Однако данный раствор позволяет получать качественную поверхность только в узком интервале температур (16-21 С), что труднодостижимо в производственных условиях, так как требуется мощная холодильная установКа, позволяющая избегать локальных Перегревов раствора у обрабатываемой поверхности. С повышением температуры поверхность становится матовой с подтеками, шероховатость снижается с 0,55 мкм (исходная) до 0,48 мкм.773156 70-80 Состав раствора, г/л,режим и результатыобработкиХромовый ангидрид Примеры 2(б 1,714) Калий-титан щавелевокислыйТемпература, С Плотность тока, А/дм2 25 35 50 16 40 60 20 40 603 4 5 Продолжительность, мин Класс чистоты,ч до полирования 78 после полированияШероховатость, Ва, мкмдо. полированияпосле полирования 0,55 0,43 0,55 0,55 0,39 0,38 Скорость съема металла,мкм/мин 13 формула изобретения ВНИИПИ Заказ 7438/36 Тираж 698 1 одписное Филиал ППП ффПатентф,. г, Ужгород, ул, Проектная, 4 щавелевокислый при следующем соотношении компонентов, г/л;Хромовый ангидрид. 450-500фтористоводороднаякислота 175-200Ортофосфорная кислотаКалий-титан щавелевокислый 2,5-5;Процесс полирования рекомендуют проводить 3-5 мин при 16-60 С и анодной плотности тока 20-60 А/дм. Отражательная способность, ЪТаким образом, предлагаемый раствор позволяет получать блестящую поверхность в широком интервале температур, при этом возрастает и производительность труда за счет непрерывной работы ванны, так как отпадает необходимость в охлаждении раствора,Раствор для злектрохимического полирования титана и его сплавов, содержащий хромовый ангидрид и фто,ристоводородную кислоту, о т л и ч а- в щ и й с я тем, что, с целью повышения качества полирования в широ, ком интервале температур, он допол,нительно содержит ортофосфорную кисРаствор готовят следующим образом.В воде растворяют хромовый ангидрид и фтористоводородную кислоту.Вводят необходимое количество фосфорной кислоты, затем калий-титан щавелевокислый и раствор тщательно перемешивают.Раствор стабилен в работе при пропускании 2400 Ач/л.Изобретение проиллюстрировано несколькими конкретными примерами, представленными в таблице
75 100 95лоту и калий-титан щавелевокислыйпри следующем соотношении компонен 45 тов, г/л;Хромовый ангидрид 450-500Фтористоводороднаякислота 175-200Ортофосфорная кис 0 лота 70-80Калий-титан щавелевокислый 2,5-5Источники информации,принятые во внимание при экспертизеу 1. Патент ФРГ 9 1228117,кл
48 а 3/06 опублих, 1968.2, Авторское свидетельство СССРР 463743, кл. С 25 Г 3/26, опублик.1975,3. Грилихес С.Я. Злехтрохимическое полирование, М.-Л., Машгкэ, 1976,с. 121. Смотреть
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.

Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
| Электролит | Материал заготовки | |||
| Углеродистая сталь | Нержавеющая сталь | Алюминий | Дюралюминий | |
| Ортофосфорная кислота | 65% | 65% | 70% | 45% |
| Серная кислота | 15% | 15% | – | 40% |
| Хромовый ангидрид | 6% | 6% | 10% | 3% |
| Вода | 14% | 12% | 30% | 11% |
| Глицерин | – | 12% | – | – |
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.



После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.

Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
| Электролит | Материал заготовки | |||
| Углеродистая сталь | Нержавеющая сталь | Алюминий | Дюралюминий | |
| Ортофосфорная кислота | 65% | 65% | 70% | 45% |
| Серная кислота | 15% | 15% | – | 40% |
| Хромовый ангидрид | 6% | 6% | 10% | 3% |
| Вода | 14% | 12% | 30% | 11% |
| Глицерин | – | 12% | – | – |
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Подготовка к электрохимической полировке
Некоторые детали можно электрополировать без механической подготовки.
Например, некоторые виды фрезерной обработки дают отличные результаты электрополировки без предварительной механической обработки. Холоднокатаный 2B универсальный материал получается ярким, гладким и чистым, хотя любые царапины, полученные при обработке и изготовлении, требуют предварительной механической обработки, чтобы получить однородную электрополированную поверхность. Финишная обработка 2B, на самом деле, предпочтительнее обработки, которая производится с помощью относительно грубых абразивов с зернистостью от 50 до 150, которые оставляют видимые царапины.
Горячекатаный, обработанный кислотой материал после электрополировки становится блестящим и белым, однако проявляются многие углубления и неровности, которые возникают в результате процесса горячей прокатки и удаления окалины. Получение зеркального блеска на этом материале требует многократных проходов с абразивами с постепенно снижающейся зернистостью перед электрополировкой.
Пескоструйная, дробеструйная, стеклоструйная, дробеметная обработка обычно приводят к получению слишком грубых поверхностей, чтобы их можно было полностью сгладить с помощью электрополировки. SEM-исследование после электрохимполировки поверхностей данными видами обработки показывает, что поверхность очищена и сглажена, но так и не стала идеально гладкой:
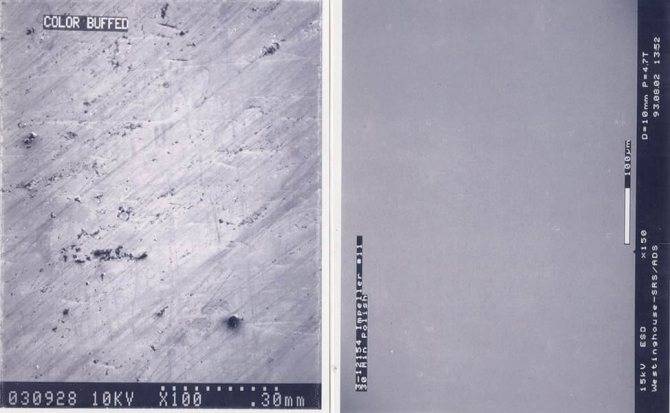
Аналогичным образом на поверхностях, полированных грубыми абразивными материалами, никогда не удаляются все царапины. По большей части, электрополировка полностью сглаживает абразивные царапины от зернистости 220 и более, но царапины от более грубых материалов, чем 220 зернистости, остаются видимыми
Обратите внимание, что подготовка с абразивами менее 320 зернистости не всегда приводит к получению более качественного покрытия после электрополировки
Электрополировка может быть отличным инструментом для удаления заусенцев.
В некоторых случаях это единственный экономически оправданный метод. Например, заусенец в очень маленьком просверленном, пробитом или резьбовом отверстии. Электрополировка может удалить такой заусенец, и, поскольку процесс обеспечивает преимущественное удаление выступов, он делает это без изменения размеров детали.
Некоторые заусенцы требуют механического удаления. Пробитое отверстие может иметь заусенец перпендикулярно поверхности, слишком большой, чтобы его можно было удалить путем электрополировки. Механическая операция, такая как абразивная шлифовка, может использоваться для удаления большей части заусенцев, оставляя небольшие, острые заусенцы в отверстии. Оставшиеся заусенцы можно затем удалить электрополировкой. Заусенцы, наиболее подверженные удалению методом электрополировки, представляют собой мелкие, острые и их трудно или невозможно удалить механически.





Электрополировка также является ценным инструментом для получения точных радиусов.
Например, когда встречаются две шлифованные поверхности, она может удалить любой мелкий заусенец и оставить небольшой, но определенный радиус. Электрополировка может считаться методом точной обработки, особенно подходящим, когда необходимо удалить очень тонкий слой металла для достижения точного размера с тонкой обработкой поверхности.
Сварка перед электрополировкой может быть особой проблемой, которая связана с процессом сварки и навыками сварщика. С одной стороны, сварной шов может иметь пустоты и включения, которые при удалении поверхностного слоя будут видны. С другой стороны, сварные швы высшего качества могут быть хорошо электрополированы без предварительной обработки. Пассивация перед электрополировкой может быть необходима для достижения наилучших результатов.
Кроме того, фазовые изменения, сегрегация сплавов и выделение карбидов могут стать более заметными после электрополировки, особенно когда эти изменения вызваны сваркой и находятся в ограниченных областях. В некоторых случаях эти проблемы могут быть сведены к минимуму таким же образом, путем пассивации перед электрополировкой.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.
Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Источник статьи: http://stankiexpert.ru/tehnologii/ehlektrokhimicheskaya-polirovka.html





