

Преимущества
У технологии ЭЭО есть как преимущества, так и недостатки. Рассмотрим сперва преимущества технологии ЭЭО:
- Универсальность (для металлов). Поток разогретой плазмы обладает очень высокой температурой, а с его помощью можно прожечь любой металлический сплав. С помощью разогретой плазмы можно создать отверстие, разрезать деталь, выполнить высокоточную шлифовку, создать углубление. Это делает ЭЭО-станки универсальными, удобными в использовании.
- Высокое качество резки. Толщина ионизированной плазмы составляет менее 1 миллиметра, поэтому с ее помощью можно делать точную обработку металлических деталей. Разогретая плазма быстро остывает, поэтому края заготовки остаются ровными, прочными, без расплавленных частей. Электрическая дуга не испаряет раствор-диэлектрик, поэтому защитную жидкость можно использовать долгое время (потери жидкости от испарения составляют менее 0,1%).
- Простота применения. ЭЭО-станки просты в использовании, не нуждаются в особом уходе. Почти все модели оборудованы электронной панелью, которая позволяет контролировать режим работы (мощность разряда, длительность импульса, глубина подачи плазмы и другие). Во время работы не образуются вредоносные испарения и газы, поэтому рабочему не нужно носить защитную одежду.
- Несколько режимов работы. Основные режимы — электроискровой и электроимпульсный. Первая методика применяется для разрезания детали, вторая используется для полировки, выравнивания поверхности. Также существуют вспомогательные методы обработки материалов — эрозионно-химическая технология, проволочная, анодно-механическая, электроконтактная и другие.

Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
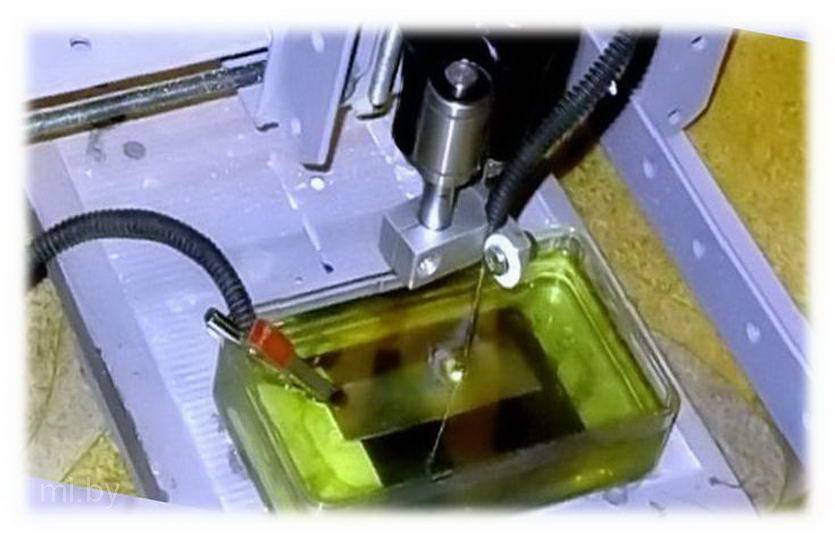
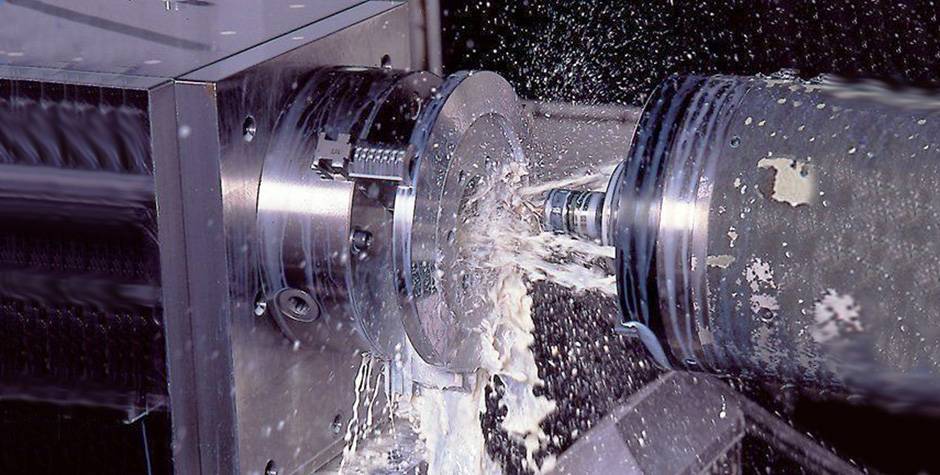
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.
Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
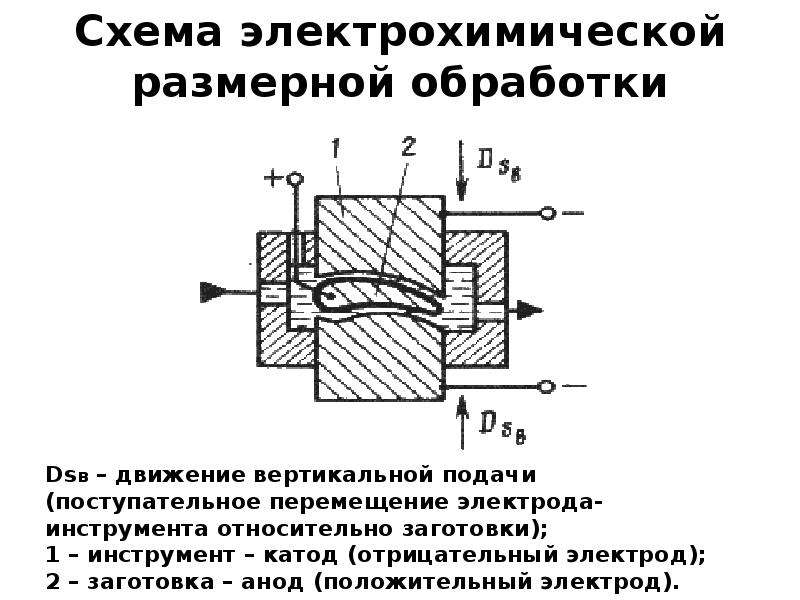
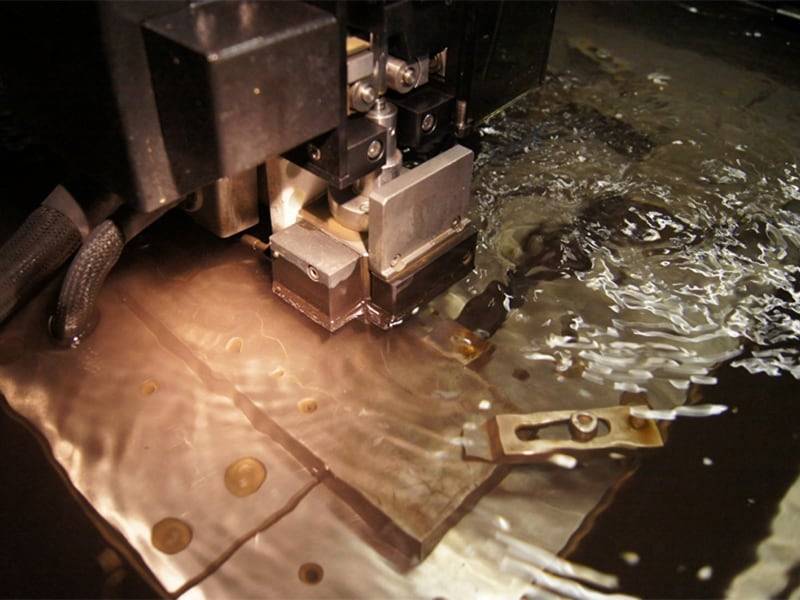
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.
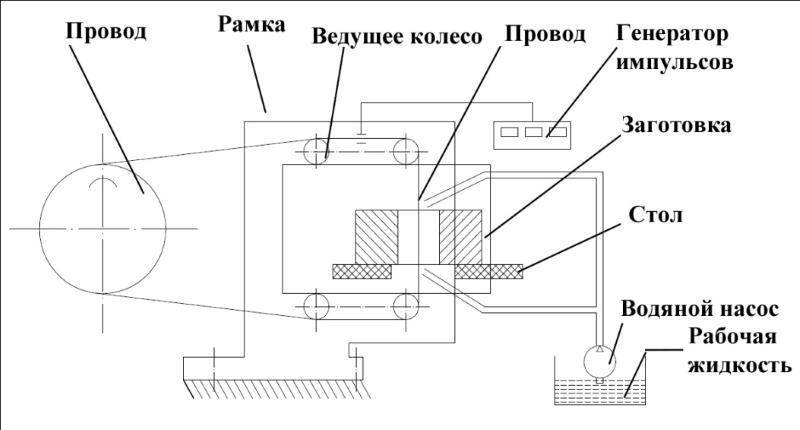
Схема 2
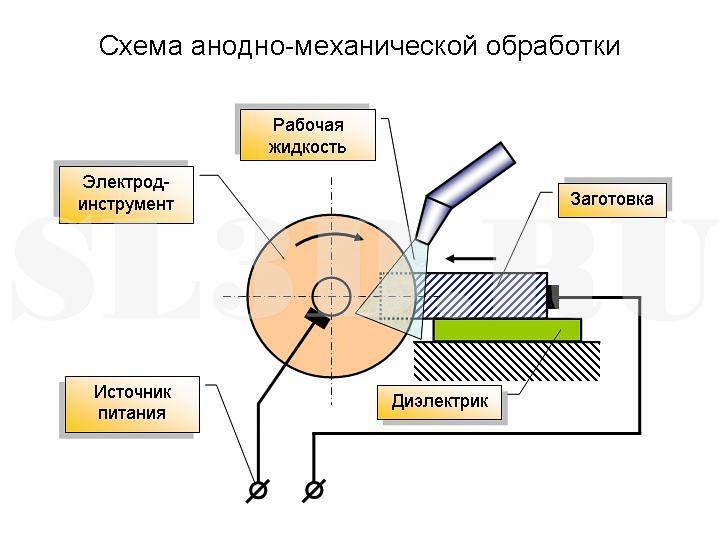
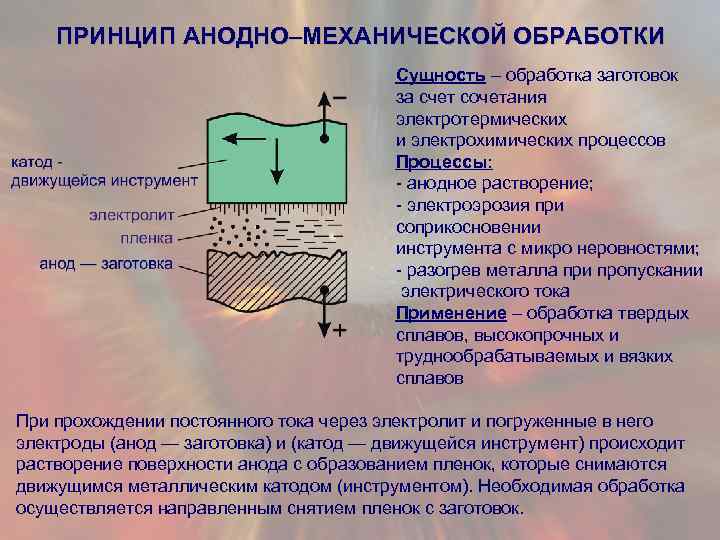
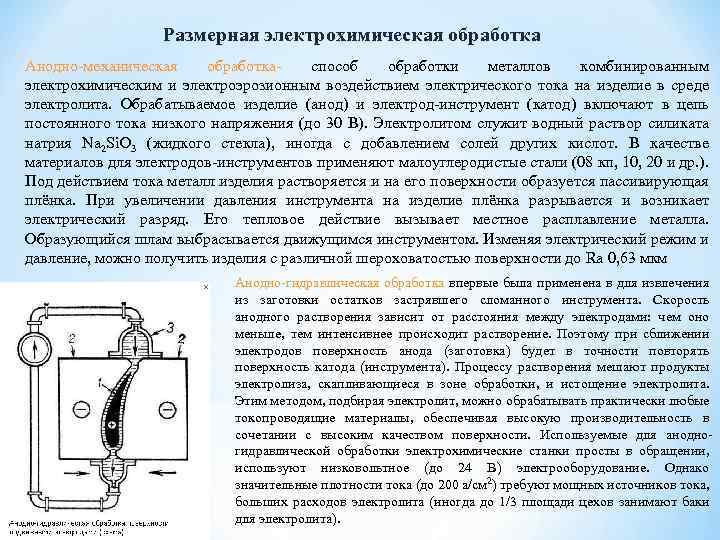
Анодно-механическая обработка
Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.
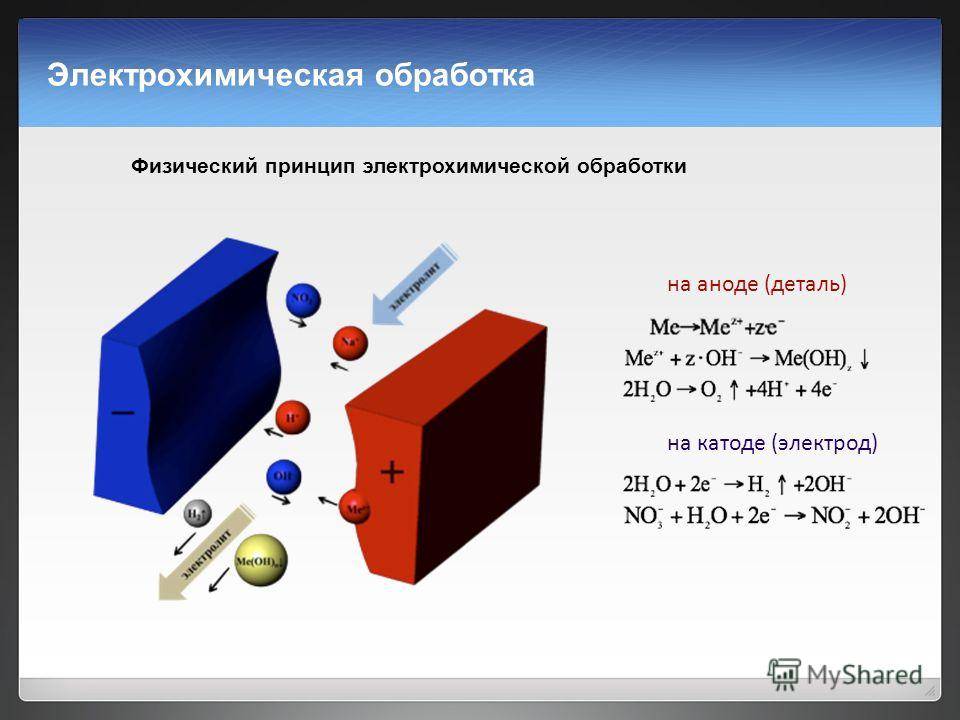
Технология электрохимической обработки
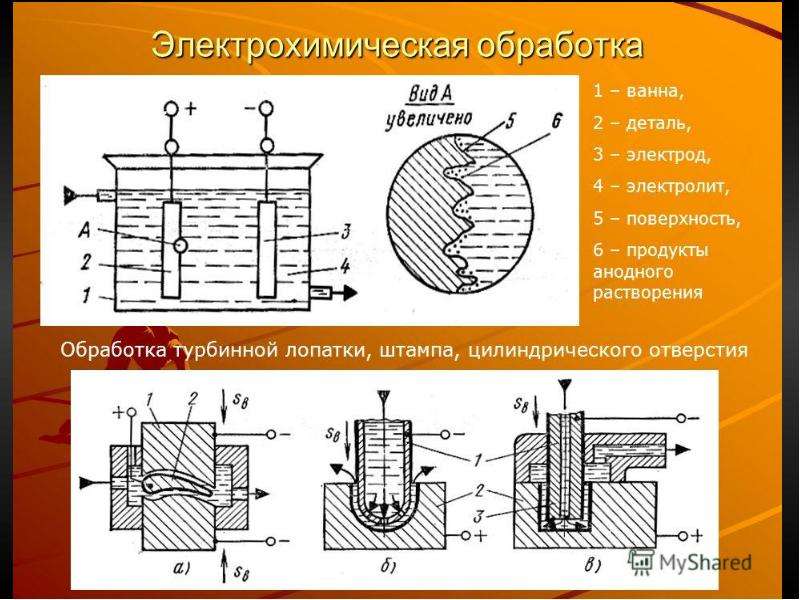
Обработка металлов в электоролите
Изменять форму, размер, получать поверхность с малой шероховатостью позволяет электрохимическая обработка металлов на специальном оборудовании. Материал не подвергается при этом механическому воздействию. Происходит его растворение в электролитическом составе под действием тока заданной величины.
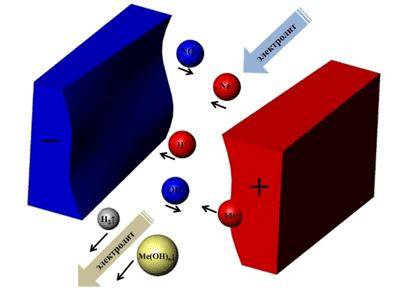
Схема ЭХО
Преимущества способа
Методы электрохимической анодной обработки изделий из металлов разработаны для случаев, в которых применение других технологий не дает нужного результата или затруднено. Уникальность результата применения способа:
- сохранение формы рабочего органа;
- независимость от твердости/хрупкости материала;
- отсутствие деформирующих усилий на тонкие стенки;
- сохранение поверхности детали (термоупрочнение, оплавление, наклеп);
- доступность воздействия в узких полостях, сложных переходах плоскостей, наклонных пазах, отверстиях малого сечения при большой глубине(соотношение 1:200);
- регулировка интенсивности воздействия.
Составляющие процесса
Основывается электрохимическая обработка металлов на вымывании вещества анода в электролитическом растворе при определенной плотности тока между электродами. Станки для нее имеют узкую специализацию (1,2 операции), в зависимости от того, какая применяется технология обработки. Изготавливают индивидуальное оборудование под конкретное изделие.
Рабочая среда
Раствор составляют на водной основе из соответствующих компонентов:
- солей натрия;
- солей калия;
- кислот (соляная, серная, азотная).
Концентрация солей от 5% до 15%, кислоты 5% — 10%.
Обработку отдельных мест заготовки проводят, локализуя процесс в нужной зоне накладыванием защитных масок на остальную часть детали.
Продукты процесса удаляются из зоны реакции потоком электролита.
В рабочих растворах содержаться активные реагенты, поэтому одновременно выполняют комплекс мер по защите оборудования и изделий от коррозии.
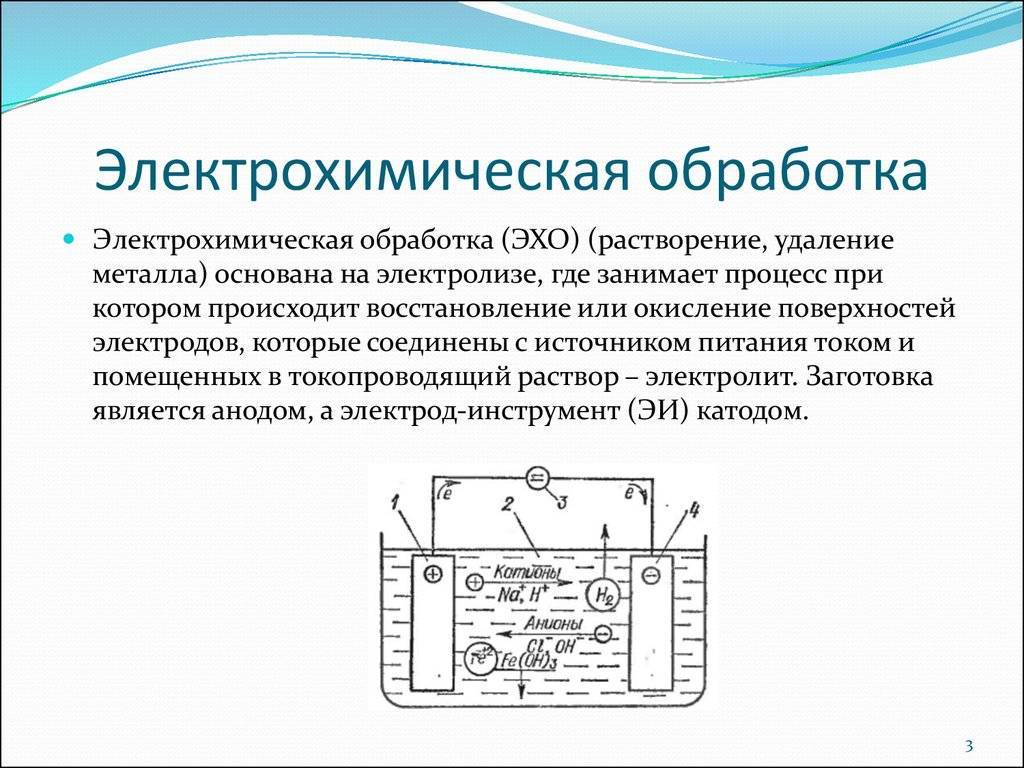
Использование электролиза в обработке металлов
Под электролизом понимают физико-химический процесс, в результате которого происходит перенос вещества (на атомарном уровне) с поверхности токопроводящего электрода в электролит и в обратном направлении.
Используя в качестве электродов (или одного из электродов) обрабатываемые заготовки, погруженные в электролит, можно спровоцировать процесс изменения их формы и размеров. Причем скорость процесса и направление движения частиц контролируется с помощью изменения напряжения и полярности на электродах.
То есть, попеременно превращая обрабатываемую деталь то в катод, то в анод, можно «прибавлять» или «убавлять» габариты изделия. А если поверхность детали покрыть диэлектриком, который препятствует ионному обмену, то наращивание или убывание металла произойдет только в «нужных» местах.
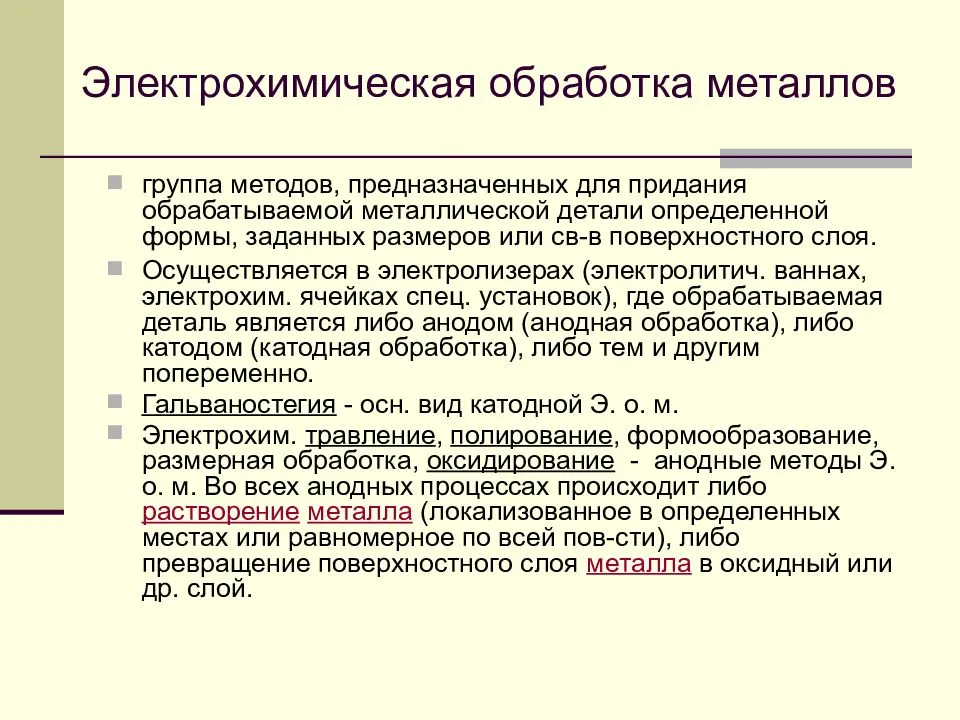
Электрохимические методы обработки металлов
По способу воздействия на деталь электрохимические процессы подразделяются на:
- Анодную обработку, когда заготовку подключают к положительному полюсу.
- Катодную обработку, когда заготовку подключают к отрицательному электроду.
- Попеременную обработку, когда заготовка может включаться в цепь, и в роли анода, и в виде катода.
К типовым разновидностям анодной обработки относятся такие процессы, как:
- Электрохимическое травление.
- Полировка.
- Обработка по размеру.
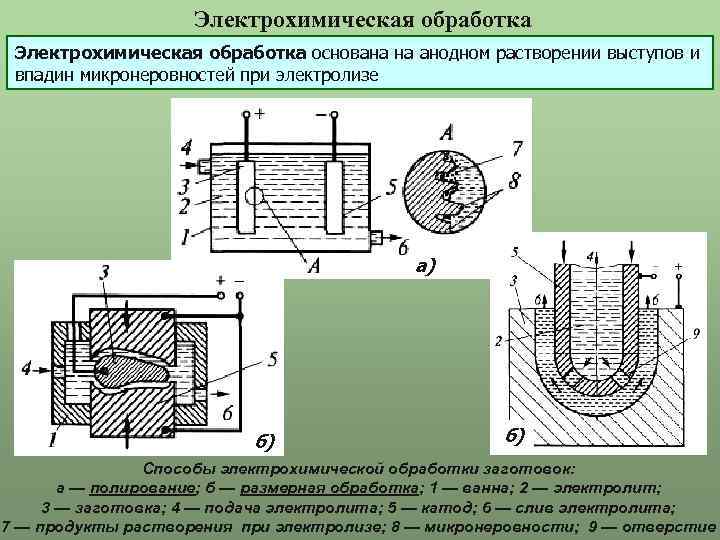
Формообразование детали осуществляется за счет локализованного растворения металла на аноде или окисления верхних слоев заготовки с последующим удалением мягких оксидов.
Самые распространенные «анодные» технологии:
- Электрохимическое травление (эхт).
- Полирование (эхп).
Причем ЭХТ используется для глубокой очистки детали перед покраской или сборочными операциями. Кроме того, с помощью ЭХТ на поверхность заготовки можно нанести декоративный рельеф, защитив часть внешней плоскости диэлектрическими составами. А еще с помощью травления можно поднять адгезию металла и подготовить деталь к оклеиванию или сварке давлением.
Технология ЭХП (электрохимической полировки) предполагает травление шероховатостей на поверхности заготовки. Причем деталь можно «разгладить» до состояния «зеркала» (глянцевания). Еще одна сфера применения ЭХП – дезактивация побывавших в зоне радиоактивного заражения изделий. Технология ЭХП позволят в относительно короткие сроки «снять» с поверхности детали слой толщиной до 80-100 микрометров.
Кроме растворения с помощью анодных технологий можно реализовать еще и процесс формообразования, когда на анод «растворяется» до габаритов шаблона-катода. Кроме того, с помощью анодных технологий на поверхности детали можно вырастить очень тонкую оксидную пленку, защищающую изделие от всевозможных «неприятностей».
Катодная обработка распространена меньше, чем ее анодный аналог. Эта технология реализуется в виде гальванических процессов, предполагающих напыление металла. Такие технологии объединены под единым названием – гальваностегия (она же – гальванопластика). Смысл этого действа заключается в формировании на поверхности электрода, в качестве которого может выступать даже покрытая графитом модель, слоя напыляемого металла.
Недостатки электрохимической обработки
Прежде всего следует отметить, что перенесение формы инструментального электрода на деталь с высокой точностью связано с достаточно большими трудностями. Это вызвано тем, что точное ограничение электрохимического воздействия на деталь в границах подлежащего обработке участка сильно затруднено. Некоторая часть металла растворяется в прилегающих к этому участку зонах. Установки ЭХО имеют такую же, если не более высокую, стоимость, что и металлообрабатывающие станки, кроме того, они требуют большего рабочего пространства. Электролит оказывает вредное действие на оборудование, и, кроме того, возникают экологические проблемы, связанные с утилизацией отработанных материалов.
Отпуск
Это термическая обработка стали, направленная на ослабление внутренних напряжений, которые возникают при закалке, а также на повышение вязкости. Такая обработка применяется к сталям, которые претерпели полиморфные превращения. Режимы термической обработки стали включают нагрев до температуры 150-650 ºС, выдержку и охлаждение, скорость которого роли не играет. В процессе отпуска более твердые, но неустойчивые структуры преобразуются в более пластичные и стабильные. Отпуск бывает высоким, средним и низким.
При низком отпуске происходит нагрев до 150-250 ºС, последующая выдержка до 1,5 часов и охлаждение на воздухе либо в масле. Изменяется кристаллическая решетка мартенсита, которая не оказывает влияния на твердость, повышает вязкость и снимает внутренние напряжения. Таким способом обрабатывают режущий и измерительный инструмент.
При среднем отпуске происходит нагрев до 300-500 ºС. Структура стали представлена трооститом отпуска. Стальные деталям после обработки присущи высокие упругие свойства и прочностные характеристики. Так происходит обработка пружин, мембран, рессор.
Для высокого отпуска характерна температура нагрева в 450-650 ºС, что приводит к образованию сорбита. Изделия становятся менее твердыми, пластичными, имеют высокую ударную вязкость. Ему подвергаются зубчатые передачи, оси, валки и другие ответственные детали механизмов.
Назначение электрохимической обработки металла
Электрохимическая обработка деталей – иногда единственно возможный метод придания формы изделию из металла. Связано это с тем, что другие виды обработок: термическая или механическая – в некоторых случаях могут привести к изменению структуры поверхностного слоя. Изменятся свойства металла: увеличится хрупкость, потеряются эластичность и упругость, снизится сопротивляемость коррозии. Все это сделает невозможным дальнейшее использование детали в узле механизма, особенно если это ответственная конструкция.
Другой причиной, по которой целесообразно применение электрохимической обработки, это работа с твердыми сплавами. Обыкновенные резцы не всегда способны дать высокую точность обработки. Может понадобиться много операций доводки, а это финансово не всегда оправдано, ведь в итоге электрохимическая обработка дает самые точные прецизионные результаты всего лишь за один цикл операции обработки. Здесь также важен момент отсутствия влияния электрохимического инструмента на кристаллическую решетку металлической заготовки.
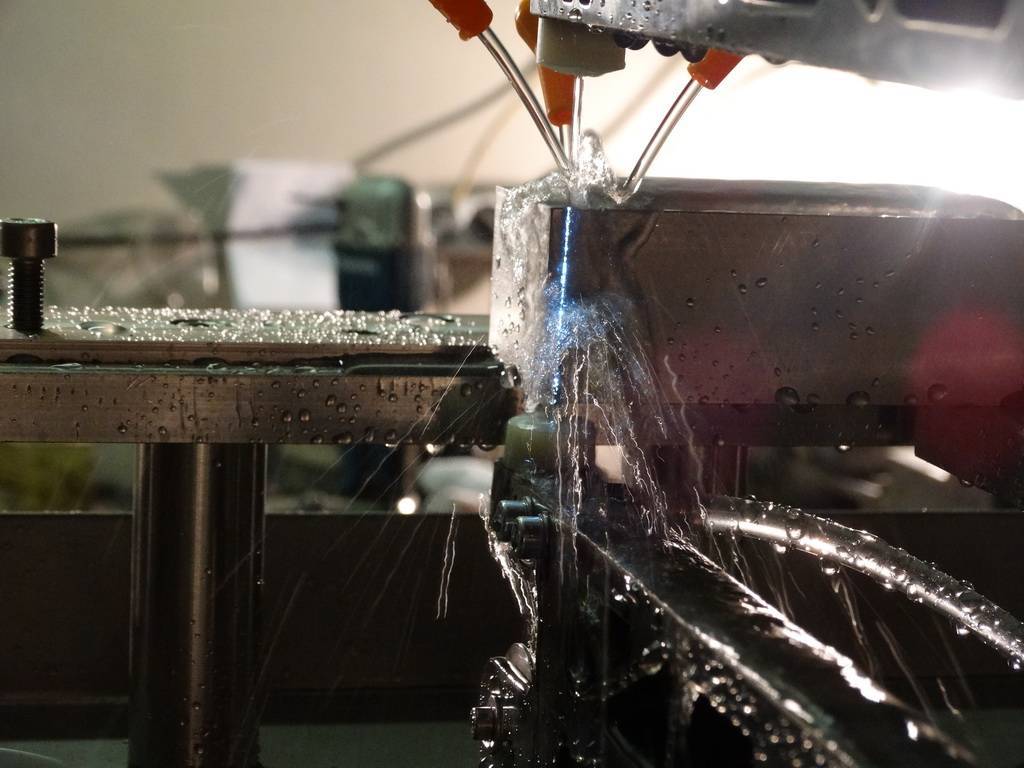
Чтобы понять, как можно использовать метод, нужно иметь представление о процессе обработки. Взаимодействие между инструментом и деталью проходит в растворе электролита и, по сути, представляет собой электролиз.
Процесс обработки металла
Процесс выглядит следующим образом:
- Заготовку и инструмент помещают в емкость, чтобы они не соприкасались между собой.
- К детали подсоединяют «+» клемму источника постоянного тока, к инструменту – «-» клемму.
- В емкость заливают электролит на основе нейтральной соли и подают напряжение.
- Между заготовкой и инструментом начинает течь электрический ток, и происходят окислительно-восстановительные реакции, где металл заготовки окисляется, а инструмент восстанавливается.
- В результате деталь приобретает определенную форму, а в электролите оседает шлам в виде продуктов окисления.
Электролиз
Под электролизом понимают химические процессы, которые протекают, например, при прохождении электрического тока между двумя проводниками, погруженными в жидкий раствор. Типичным примером являются две медные проволоки, подключенные к источнику постоянного тока и погруженные в водный раствор сульфата меди (рис. 1а). Электролиты отличаются от металлических проводников тем, что перенос электричества осуществляется не электронами, а атомами или группой атомов, потерявших или присоединивших электроны и таким образом получивших положительный или отрицательный заряд. Такие атомы называют ионами. Ионы с положительным зарядом передвигаются в электролите по направлению к катоду и называются катионами. Отрицательно заряженные ионы передвигаются в направлении анода и называются анионами. Движение ионов сопровождается потоком электронов вне ячейки в противоположном направлении положительному току в электролите. Обе реакции являются следствием приложения разности потенциалов от источника питания. Положительно зараженный ион при достижении катода нейтрализуется или разряжается отрицательно заряженными электронами катода. Поскольку катион обычно является положительно зараженным атомом металла, результирующей реакцией является осаждение атомов металла. Для поддержания катодной реакции необходимо, чтобы электроны передвигались по внешней цепи. Они поступают из атомов металла анода, которые превращаются в положительно заряженные катионы и переходят в раствор. В этом случае реакция является обратной по отношению к катодной реакции. Электролит в своем объеме должен быть электрически нейтральным. Это означает, что внутри него должно существовать равное количество зарядов противоположного знака и, соответственно, протекать равное количество элементарных реакций на каждом катоде. Поэтому электролиз в растворе сульфата меди с медными электродами выражается результирующей реакции простого переноса металлической меди от анода к катоду. Взвешивание электродов в конце эксперимента покажет, что масса анодной медной проволоки уменьшилась на точно такое же количество, на которое увеличилась масса анода. Наиболее распространенным применением электролиза являются процессы гальванопластики, в которых металлические покрытия получают осаждением металла на детали с катодным потенциалом. Примером анодного растворения может служить технология электролитического полирования. Поскольку растворение металла наиболее интенсивно протекает на вершинах неровностей, электролитическая обработка даже при неподвижном катоде выравнивает поверхность детали.
Процесс полировки до зеркала в домашних условиях
Для полировки металла в домашних условиях существует несколько проверенных способов. Одним из них является химический (без применения механизмов). Он не требует больших усилий, главное – следует требованиям техники безопасности. Полировка металла в домашних условиях химическим способом происходит в таком порядке:
- Серная кислота разбавляется водой в соотношении 1:20. Объем полученной смеси должен быть достаточным, чтобы полностью покрыть полируемую вещь;
- Опускаем в полученный раствор полируемый предмет на несколько минут, и, вынув, промываем его в проточной воде. Далее помещаем в емкость, наполненную древесными опилками;
- Высушенный в опилках металлический предмет опускаем на 2-3 секунды в азотную кислоту, после чего опять тщательно промываем;
- После очередного просушивания в опилках тщательно вытираем металл.
Читать также: Уроки сварки для чайников
После таких несложных процедур металлический предмет будет смотреться как новый. Ровная и блестящая поверхность будет восприниматься глазом как зеркальная.

Одним из самых популярных видов домашней полировки металлов является обработка с помощью пасты ГОИ. Эта паста была создана в прошлом веке и с успехом используется по сегодняшний день. Изначально она имеет твердую форму и бывает разной степени зернистости. Для лучшего нанесения ее рекомендуют разбавить несколькими каплями машинного масла.
Для ручной полировки мягких металлов рекомендуется использовать мягкую фланелевую тряпку с нанесенной на нее мелкозернистой пастой. Черный металл можно полировать куском брезента или джинсовой ткани с крупнозерновой пастой. Для более быстрого получения результата вместо тряпки можно использовать войлочный круг, закрепленный на ручной дрели, или деревянный брусок небольших размеров.
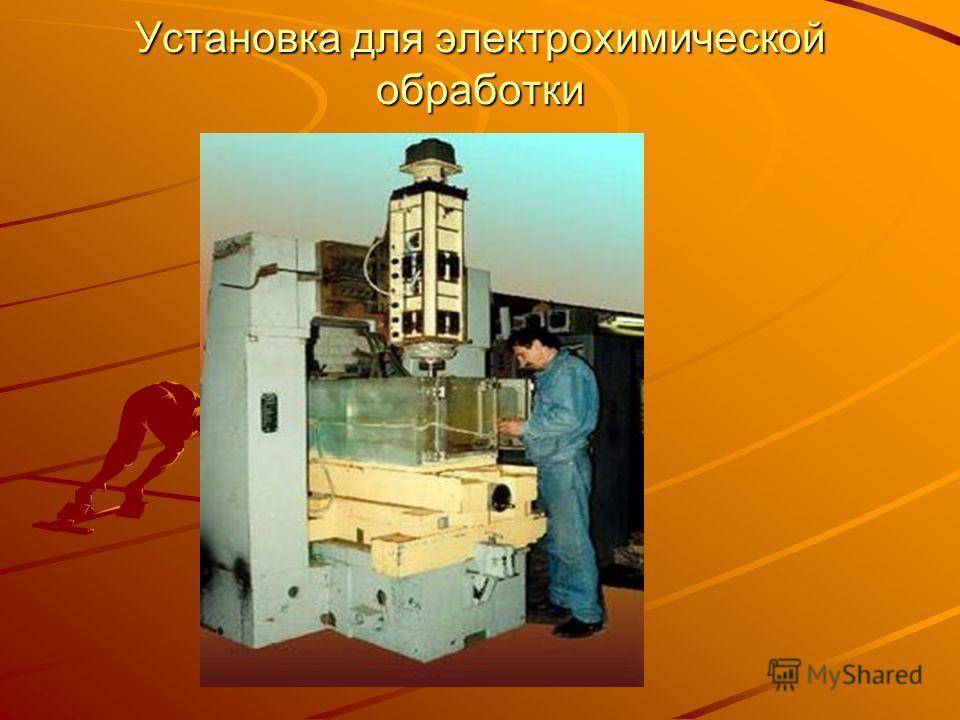
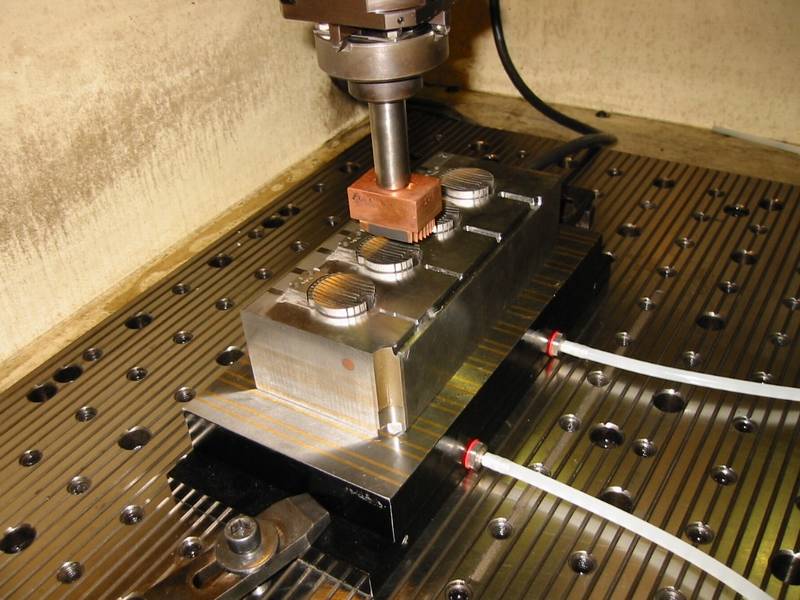
Станки электрохимической обработки
С помощью станков и обрабатывающих комплексов, ориентированных на использование электрохимических технологий металлообработки можно реализовать достаточно сложные операции.
Однако такие станки используются только в узкоспециализированных технологических процессах. То есть, можно утверждать, что электрохимическое оборудование рассчитано на исполнение одного-двух пунктов из технологической карты.
И чаще всего с помощью такого оборудования выполняется уплотнение или наклеп поверхности, термоуплотнение труднодоступных участков, повышение квалитета качества плоскости детали, высокоточная шлифовка и резка. Причем последняя операция – резка заготовки – осуществляется без механического воздействия на тело изделия, поэтому качество и точность электрохимического среза, просто вне конкуренции.
Кроме того, очень популярны и копирно-прошивочные станки, используемые в инструментальном производстве. Такие агрегаты применяются в процессе изготовления сверхпрочных режущих инструментов, матриц, пуансонов и прочих деталей.

Химико-термическая обработка
Химико-термическая обработка металлов подразумевает процедуру, которая заключается в изменении структуры металла. Фактически такая обработка проводится путем нагрева до нужной температуры и выдерживания деталей в специально подготовленных химических растворах. Подобный процесс осуществляется для того, чтобы насытить слои металлических заготовок необходимыми химическими компонентами.
В целом, химико-термическая обработка стали направлена на улучшение твердости, коррозионной устойчивости, а также стойкости к износу различных деталей. Она более привлекательна по отношению к прочим технологиям благодаря тому, что при увеличении прочности деталей наблюдается не столь существенное снижение пластичности.
Основными параметрами химико-термической обработки деталей является температура процесса, а также продолжительность выдержки. Варьируя их, можно получать разные результаты.
Особенности процесса
Особенность подобного процесса заключается в том, что при его проведении может применяться насыщение как одним компонентом, так и несколькими. При однокомпонентном насыщении используется только хром, углерод, бор или другой активный компонент.
В случае же многокомпонентной обработки может применяться сочетание различных элементов, к примеру бор и алюминий (такой процесс называют боролитирование). Также используются другие пары веществ. Стоит отметить, что в промышленности обычно применяется однокомпонентное насыщение.
После того, как будет совершена химико-термическая обработка, появится диффузионный слой. Под этим необходимо понимать изменение структуры и химического состава материалов, а также свойств наружного слоя и фаз элемента. Изменения диффузионного слоя зависят от состава компонентов.
Разновидности
Химико-термическая обработка деталей может осуществляться различными способами:. Азотирование. В этом случае детали обогащаются азотом, что приводит к повышению их усталостной прочности, а также устойчивости к появлению коррозии.
- Алитирование. Данный процесс подразумевает обработку алюминием. Его цель ‒ придание изделиям повышенной стойкости к разнообразным газам.
- Цементация. Процедура происходит путем обогащения деталей углеродом. В результате этого изделия приобретают твердую оболочку с сохранением мягкой середины.
- Борирование.
Как нетрудно догадаться из названия, в этом случае стальные или другие детали подвергают воздействию бором. В результате проведения подобной процедуры поверхность изделий становится более стойкой к разнообразным средам, что также приводит к увеличению их долговечности.
- Хромирование. Детали проходят насыщение хромом.
Подобная химико-термическая обработка способна придать им устойчивость к преждевременному износу, появлению коррозии и окалины.
Преимущества процесса
Химико-термическая обработка материалов имеет ряд важных преимуществ, наиболее существенными из которых являются:
- высокий темп насыщения металлов;
- обеспечение равномерного распределения температуры во время обработки;
- низкий уровень термонапряжения;
- во время данного процесса практически полностью исключаются деформации.
Данный вид обработки привлекателен еще и потому, что подходит для большого количества разнообразных металлов. Подобная процедура нашла широкое распространение для придания прочности шестерням.
При заказе услуги у нас, Вы можете быть уверены в том, что химико-термическая обработка будет строго контролироваться на каждом этапе. Каждому клиенту при обращении к нам предоставляется индивидуальный подход.
Выполняем следующие виды работ:
• Замер твердости материалов и изделий по заявке Заказчика Цена 200,00 руб./один замер
• Определение марки материала и количество содержания химических элементов в сталях при помощи оптического спектрометра «Минилаб СЛ». Результат анализа материала считается информационным и не является основанием для решения спорных вопросов через арбитраж.
Цена 800,00 руб./один образец
— Минимальный размер оплаты при поставке деталей на термообработку из одной марки стали:
• до 55 кг ( закалка+отпуск ) Цена 1500,0
• до 20 кг ( цементация+закалка ) Цена 1500,0
Также, Вы можете заказать бесплатный обратный звонок и наш менеджер ответит на все интересующие вопросы.
Станки электрохимической обработки
С помощью станков и обрабатывающих комплексов, ориентированных на использование электрохимических технологий металлообработки можно реализовать достаточно сложные операции.
Однако такие станки используются только в узкоспециализированных технологических процессах. То есть, можно утверждать, что электрохимическое оборудование рассчитано на исполнение одного-двух пунктов из технологической карты.
И чаще всего с помощью такого оборудования выполняется уплотнение или наклеп поверхности, термоуплотнение труднодоступных участков, повышение квалитета качества плоскости детали, высокоточная шлифовка и резка. Причем последняя операция – резка заготовки – осуществляется без механического воздействия на тело изделия, поэтому качество и точность электрохимического среза, просто вне конкуренции.
Кроме того, очень популярны и копирно-прошивочные станки, используемые в инструментальном производстве. Такие агрегаты применяются в процессе изготовления сверхпрочных режущих инструментов, матриц, пуансонов и прочих деталей.
Медико-инструментальная промышленность
Медико-инструментальная промышленность Медико-инструментальная промышленность-это изготовления целого ряда высокоточных и сложных инструментов достаточно проблематично представить без технологии прецизионной электрохимической обработки. Импульсная электрохимическая обработка, которая является основой работы наших станков SFE, может использоваться для прецизионного наноизготовления следующих деталей: Подробнее… формообразующие поверхности штампов, штамповой, пуансонной оснастки и пресс-форм для изготовления медицинского инструмента: ножниц, зажимов, иглодержателей, пинцетов, скальпелей Подробнее
Химико термический метод
Химико термическая методика предназначена для изменения состава стали в определенном слое. К этой группе методов относятся:
- цементация – обогащение углеродом (науглероживание) поверхностного слоя стали. С помощью этого метода получают изделие с комбинированными свойствами: мягкой сердцевиной и твердым поверхностным слоем;
- азотирование – обогащение поверхностного слоя азотом для повышения коррозионной стойкости, усталостной прочности изделия;
- борирование – насыщение поверхностного слоя металла бором. Боридный слой придает изделию повышенную износостойкость особенно при сухом скольжении и трении. Кроме того борирование практически исключает схватываемость (или свариваемость) деталей в холодном состоянии. Борированные детали отличаются высокой стойкостью к кислотам и щелочам;
- алитирование — насыщение алюминием. Применяется для придания стали стойкости к агрессивным газам (серный ангидрид, сероводород);
- хромирование – насыщение поверхностного слоя хромом. Хромирование малоуглеродистых сталей практически не влияет на их прочностные характеристики. Хромирование сталей с более высоким содержанием хрома называется твердым хромированием, так как в результате операции на поверхности детали образуется карбид хрома, обладающий:
- высокой твердостью;
- окалиностойкостью;
- коррозионной стойкостью;
- повышенной износостойкостью;
Электрофизические методы обработки металлов
К этой группе относятся методы проведения работ с помощью электрического тока, электролиза в комбинации с физическим воздействием.
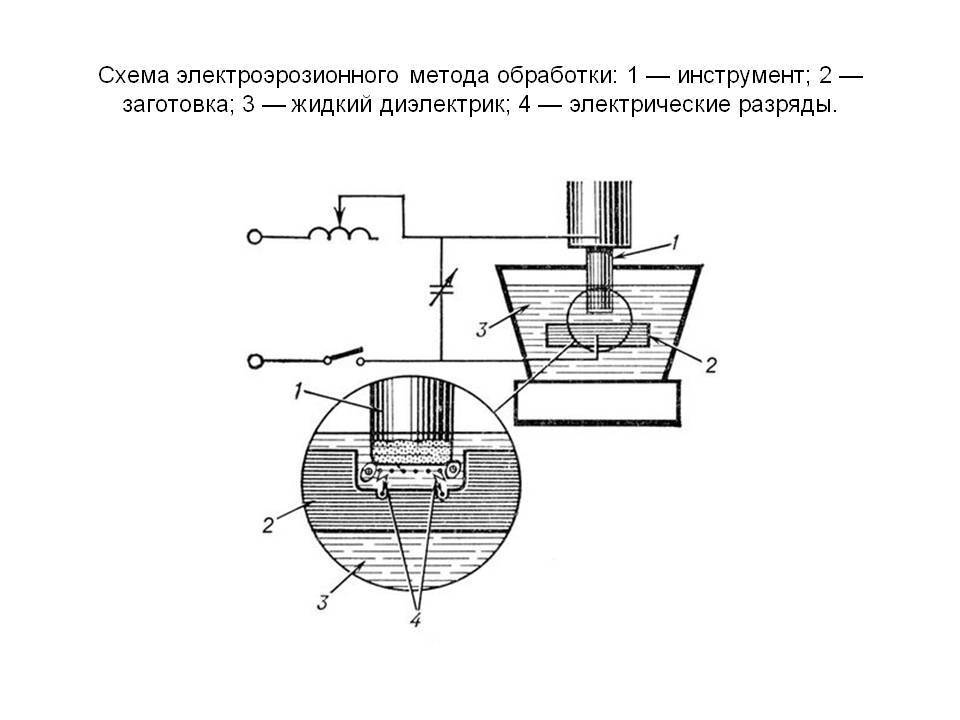
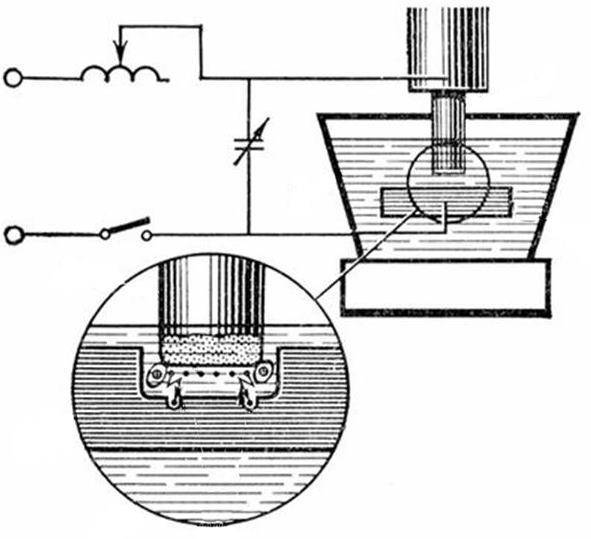
Электроэрозионный метод
В процессе электроэрозионной обработки металла импульсом электрического тока с поверхности детали вырываются частицы металла. Импульсы на столько короткие, что за это время успевает расплавиться и испариться лишь небольшое количество вещества. При этом тепло не распространяется вглубь детали.


К электроэрозионному методу относятся:
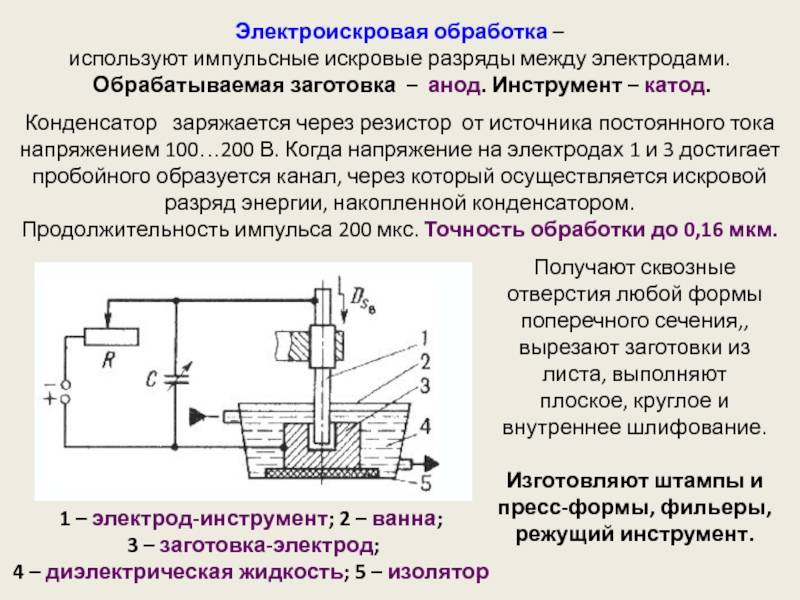
- электроискровая обработка металлов;
- электроимпульсная.
Электроискровой метод основан на применении искрового разряда. В канале разряда температура достигает 10000С, но время действия импульса мало. В результате можно получить хорошую поверхность. Но метод этот не отличается высокой производительностью, а износ инструмента равняется объему снятого вещества. Метод применяется для особо точной (прецизионной) подгонки мелких деталей, вырезки деталей твердосплавных штампов по контуру, прошивки маленьких отверстий.
Электроимпульсная обработка основана на применении импульсов дугового разряда. Температура в рабочей зоне достигает 4000 – 5000С, что дает возможность пользоваться большими мощностями (несколько десятков киловатт). В результате повышается производительность обработки материала.
При сварке разнородных металлов необходимо знать свойства и характеристики каждого из них.
Чтобы заниматься художественной ковкой, необходимо иметь набор специального оборудования. Подробнее об этом читайте в нашей статье.
Вы — очень хороший сварщик? Тогда вы можете сделать полезные вещи для своего дома. Интересные идеи ищите по https://elsvarkin.ru/prakticheskoe-primenenie/stroeniya-iz-metalla-dlya-doma-i-dachi/ ссылке.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.

Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Процессы, протекающие на поверхности детали при химической обработке
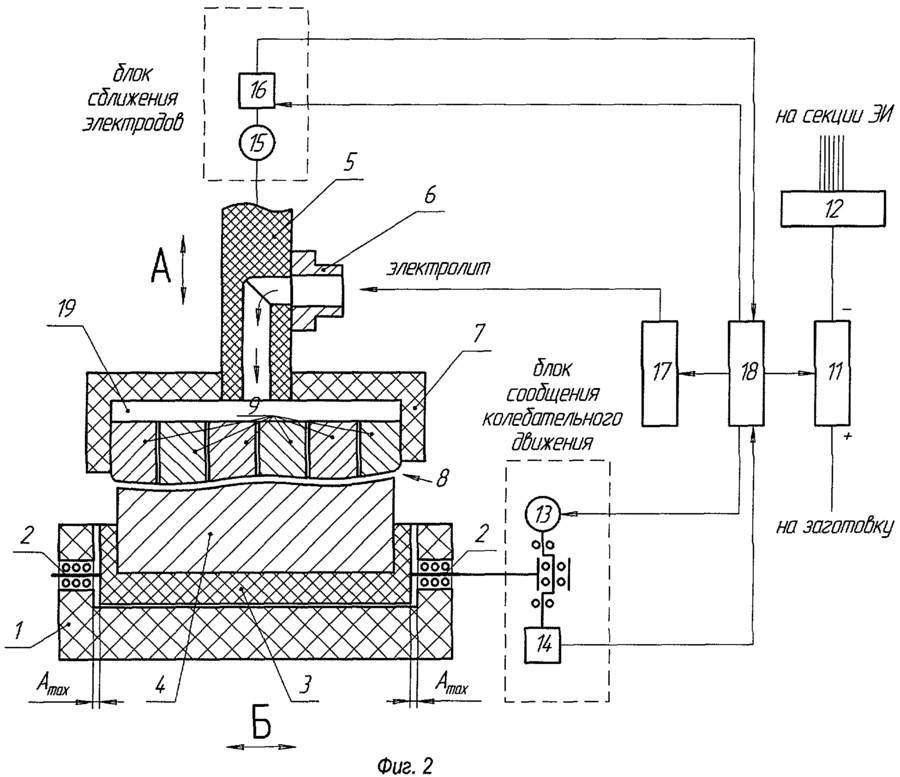
В зависимости от материала некоторые электролиты могут давать эффект травленой поверхности. Внешний вид такой поверхности вызван диффузным отражением света от граней кристаллов, растворяющихся с различными скоростями. Электролит на основе хлорида натрия обычно дает травленую матовую поверхность деталей из стали и никелевых сплавов. Получение полированных поверхностей электрохимическим способом обычно объясняют удалением атомов материала детали на аноде, поверхность которой в процессе обработки покрывается оксидной пленкой. Для управления этим процессом прибегают к подбору сочетаний электролит — металл. Тем не менее механизм электрохимического полирования при высоких плотностях тока до конца не изучен. Например, для никелевых сплавов формирование пленки оксида никеля, по-видимому, является необходимым условием для получения полированной поверхности. По имеющимся данным, для жаропрочного сплава на основе никеля Нимоник, обработанного в электролите насыщенного раствора хлорида натрия, толщина такой пленки равна 0,2 мкм. В других исследованиях было обнаружено образование оксидной пленки толщиной 0,1 мкм при электрохимическом полировании хромоникелевой стали в электролите на основе хлорноватокислого натрия . В некоторых случаях образование оксидной пленки снижает эффективность ЭХО, которая ограничивается в этом случае только процессом полирования. Обработка титана сильно затруднена в электролитах на основе хлоридов и нитратов, так как образующаяся пленка обладает сильным нейтрализующим действием. Если увеличить напряжение до 50 В, чтобы удалить такую пленку, ее разрушение будет иметь настолько неравномерный характер, что воздействию подвергнутся границы зерен, расположенные глубоко под поверхностью металла.
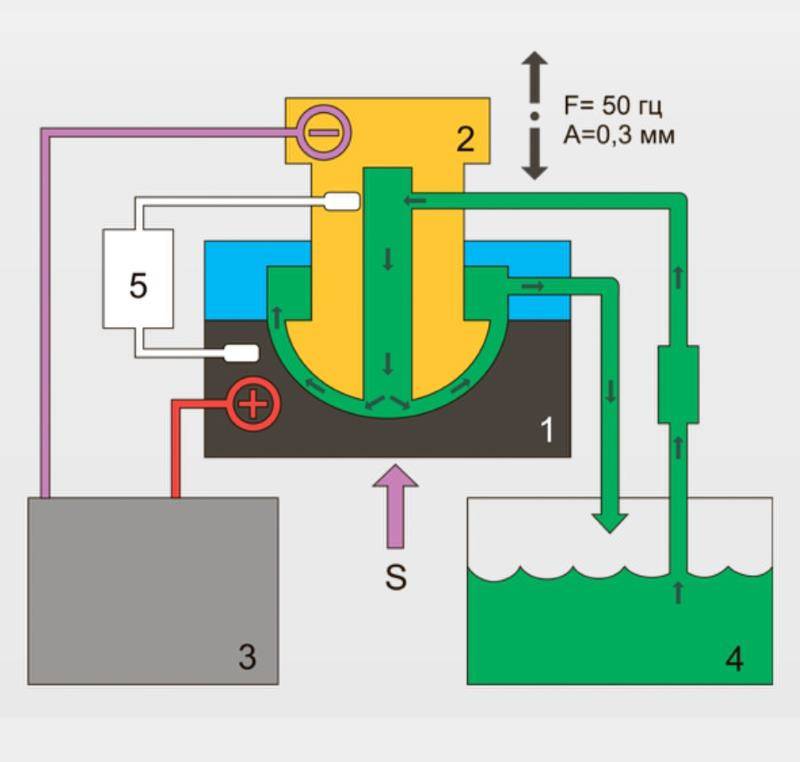
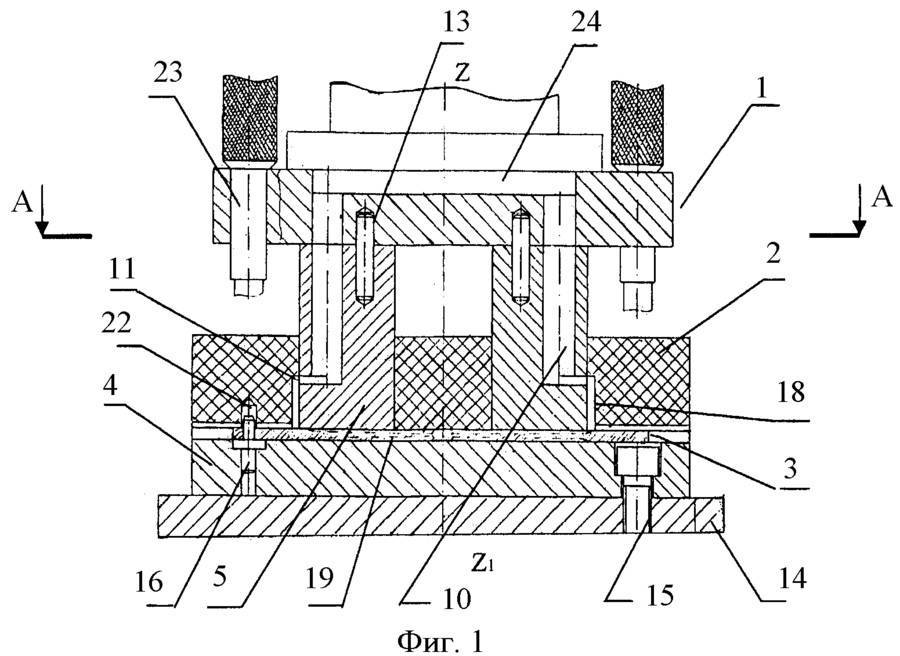
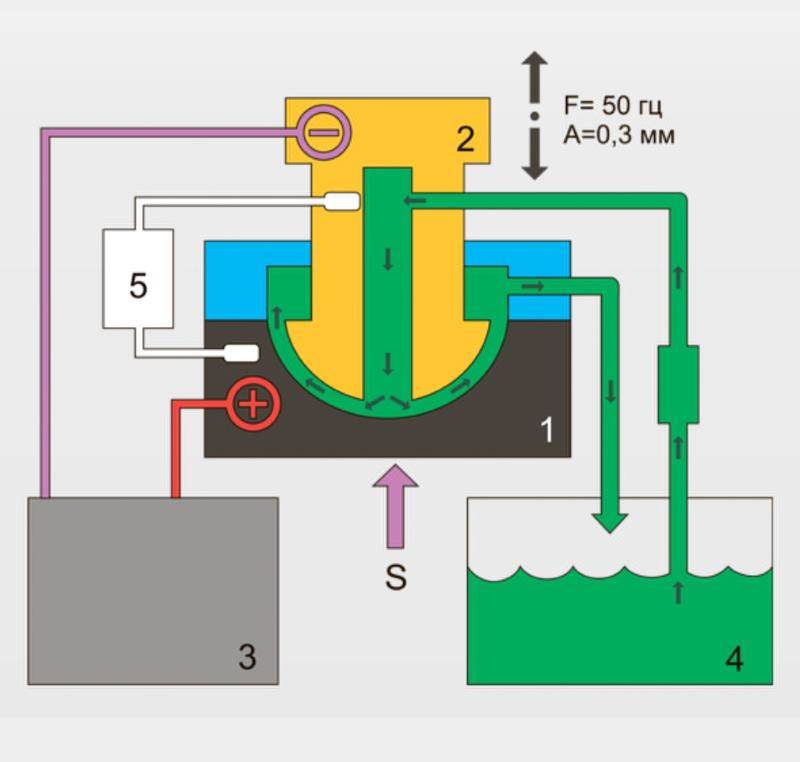
Рис.2. Принципиальная схема установки ЭХО
Иногда некоторые участки поверхности металла, прошедшего ЭХО, содержат ямки или оспины, в то время как другие участки представляют собой полированную или травленую поверхность без явно выраженных дефектов. Образование оспин обычно связано с выделением пузырьков газа на аноде, которые пробивают отверстия в оксидной пленке.
Способы обработки
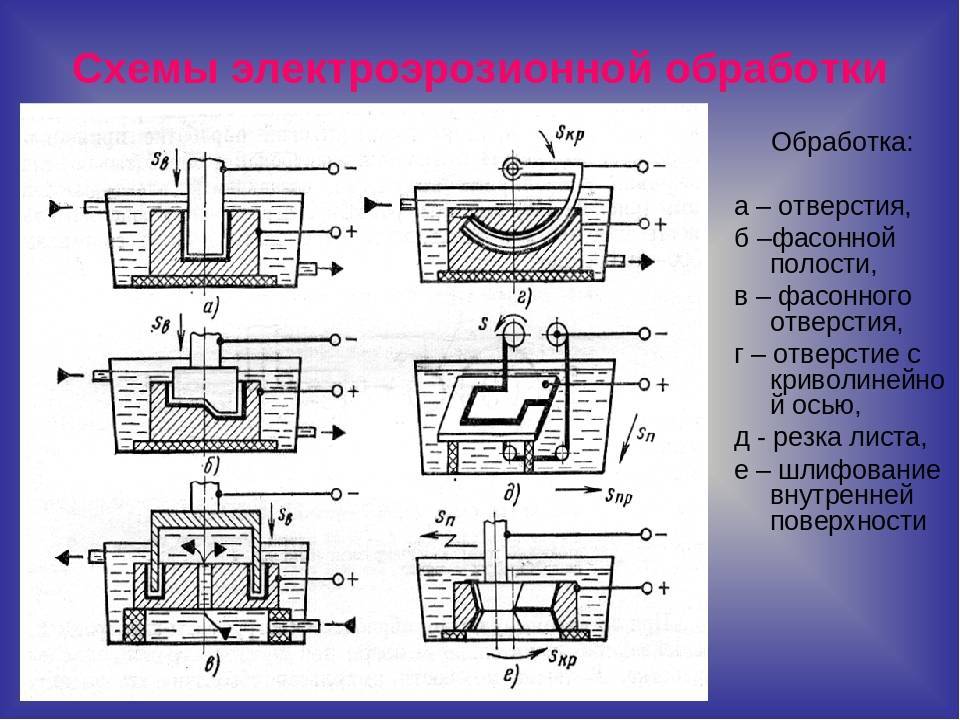
Перечислим основные способы электроэрозионной обработки:
- Создание отверстий. Пучок плазмы позволяет создать очень глубокие отверстия в металлической поверхности (от 20 до 40 диаметров в зависимости от типа электрода). Увеличить глубину отверстия можно за счет кручения детали, перемещения электрода, использования нестандартного вспомогательного оборудования. Средняя скорость сверления составляет 0,1-1 миллиметр в секунду.
- Резка металлические объектов. С помощью плазменного пучка можно разрезать заготовку на любое количество частей. Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду.
- Вырезание деталей. С помощью технологии ЭЭО можно вырезать объекты любой формы. Эта технология широко применяется для резки драгоценных камней для создания необычных украшений. Также ее применяют для производства фасонных резцов, матриц, пуансонов и других объектов.
- Шлифование, легирование. Технологию ЭЭО можно выполнять для выравнивания шероховатых поверхностей, а также для устранения внешних дефектов. Шлифовка выполняется точечным методом с помощью электрода, поэтому ЭЭО-легирование не рекомендуется использовать для работы с большими поверхностями. Однако эта технология может применяться для работы с деталями сложной формы, для устранения дефектов на поверхности магнитных сплавов. Средняя скорость шлифовки — 4-5 квадратных миллиметров в секунду.

ЭЭО-технику можно также применять для маркирования металлов и создание надписей на их поверхности. Для маркировки могут использоваться любые символы — буквы, цифры, специальные обозначения. Де-факто маркировка представляет собой создание несквозных отверстий, а нанести код можно на любой участок металлической детали. Средняя производительность ЭЭО-оборудования составляет 4-10 миллиметров в секунду, что является хорошим показателем для техники такого класса.





