Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
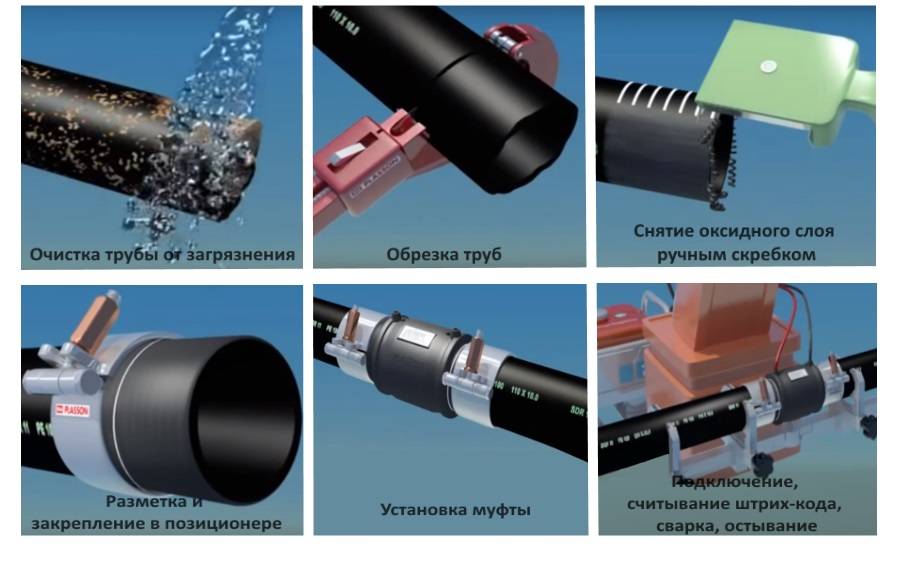
Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
Детали, предназначенные для сваривания, тщательно фиксируются в позиционере
При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты
По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Ручной экструдер
Ручной сварочный экструдер – термомеханический прибор, который в виде пистолета с насадкой для нагрева присадочного материала. Процесс работы с аппаратом проходит следующим образом:
- Производят нагрев свариваемых деталей.
- В экструдер помещают материал сваривания, который разогревают и доводят до однородного состояния.
- Его выдавливают на поверхность стыка, где он начинает застывать.
- В области соединения образуется плотный шов.
При сварке с экструдером нужно придерживаться общих правил при работе с пластмассами:
- Перед началом работы выполняется очистка мест соединений от посторонних загрязнений (не более чем за 20 минут до начала сварки).
- Не допускается проведение работ в условиях высокой влажности.
- Химический состав изделий должен быть одинаковым.
Технология процесса
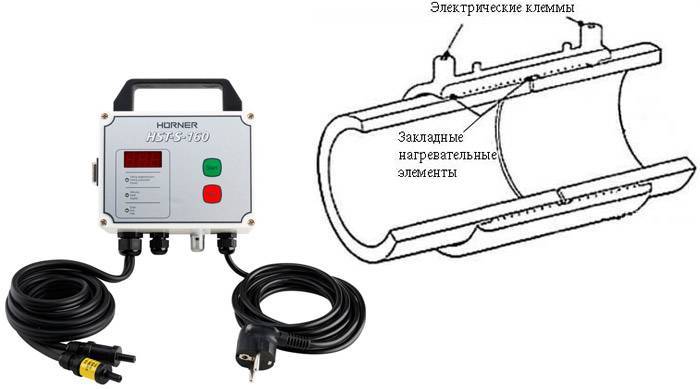
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.
К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.

Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.
Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.










Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.
Интеллектуальная система протокола
Электроника, которая встроена в корпус электромуфтового сварочного аппарата, предназначенная для сварных фитингов со штрих-кодом, автоматически проводит точный анализ сварочного процесса по изначально заданным параметрам. Оборудование, которое контролирует ход сваривания реагирует на внешние воздействия, автоматически меняя горелку и значительно сокращая время на простой.
Регистрируя полученные показания система управления электромуфтовым сварочным аппаратом указывает скорость сварки, расстояние до детали, а также угол наклона горелки. Результаты запрограммированной пайки, точно такие, как объем заполнения и положение сварного шва на трубе, отражаются на дисплее сварочного аппарата. Все данные полученные в результате проведения сварочных работ можно будет документировать. Формат протокола в обязательном порядке включает в себя наименование поставщика, а также все элементы конструкции. Также в нем указывается диаметр, номер партий, типовое соединение труб и фитингов.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.










Стыковая сварка
Такой вид соединения применяется для труб, диаметр которых не менее 50 мм, а толщина стенок превышает 4,5 мм.

При правильно проведенной стыковой сварке в месте соединяемых торцов появляется «валик» из расплавленного пластика
Данный способ предполагает выполнение такой последовательности действий:
- начальный этап – проверка геометрии труб. Для обеспечения плотности прилегания торцов, кромки необходимо подровнять и зачистить;
- затем осуществляется крепление свариваемых концов ПНД труб с соблюдением соосности.
- после этого между торцами изделий заводится нагревательный элемент. При подаче напряжения он нагревается, что вызывает оплавление кромок труб;
- потом нагревательный элемент удаляется, а торцы прижимаются с применением усилия друг к другу, и под давлением выдерживаются до полного остывания. Выдавленный слой расплавленного полиэтилена, затвердевая, образует сварной шов.
Ниже приведена таблица времени, необходимого для стыковой сварки.
Таблица 1
| Диаметр трубы наружный, мм | Время нагревания, секунды | Время соединения, секунды | Время охлаждения, минуты |
| 75,0 | 30 | 10 | 8 |
| 63,0 | 24 | 8 | 6 |
| 50,0 | 18 | 6 | 4 |
| 40,0 | 12 | ||
| 32,0 | 8 | ||
| 25,0 | 7 | 4 | 2 |
| 20,0 | 7 | ||
| 16,0 | 5 |
Без наличия определённой квалификации успешно выполнить все эти операции стыковой сварки не удастся, так как делать их необходимо быстро и аккуратно с обязательным соблюдением всех технологических требований.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка
Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку
В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.










Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.

Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
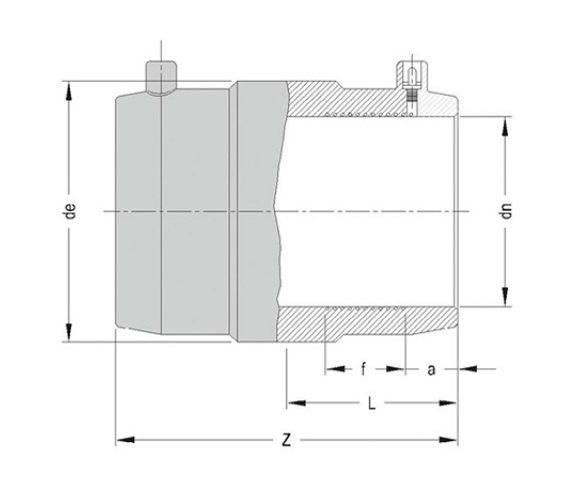
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.









Электромуфтовая сварка
Сущность электромуфтовой сварки заключается в соединении труб из пластика и полиэтилена с помощью электросварных муфт. Внутри муфты находится спираль, которая при подаче напряжения разогревается, и происходит сплавление муфты и свариваемой трубы. Существуют спирали открытые, частично скрытые и полностью закрытые. Электромуфта является основным нагревательным элементом. Надежное соединение образуется после того, как произойдет остывание и наступит кристаллизация материалов.
К достоинствам этого способа относятся:
- Возможность осуществлять процесс сварки в труднодоступных местах.
- Простота способа и его универсальность.
- Сварка сложных по конфигурации конструкций.
- Возможность соединять трубы разного давления и из различных материалов.
- Низкое потребление электричества.
- Соединение труб разного сечения.
- Высокое качество сварки.
В наличии всегда имеется большой ассортимент аппаратуры, среди которой нетрудно подобрать подходящий сварочник для электромуфтовой сварки.
Электромуфтовая сварка проходит следующие этапы:
- произвести торцевание окончаний свариваемых труб;
- снять оксидных образований с помощью скребков или специальных насадок;
- обезжирить концы соединяемых труб;
- установить муфту;
- зафиксировать трубы с помощью позиционера;
- процесс сварки;
- остывание.
При наличии овальности труб ее устраняют с помощью гидравлического выравнивателя перед тем, как установить их в позиционеры. Для того, чтобы качественно выполнить соединение этим методом, необходимо грамотно выбрать сварочный аппарат для электромуфтовой сварки.
Электромуфтовую сварку удобно применять при ремонте отдельных участков коммуникаций. Также ее можно назвать незаменимой при необходимости создания отдельных врезок. Этот способ не приводит к изменению прочности и гибкости основного материала.
Конструкции электромуфтовых сварочных аппаратов
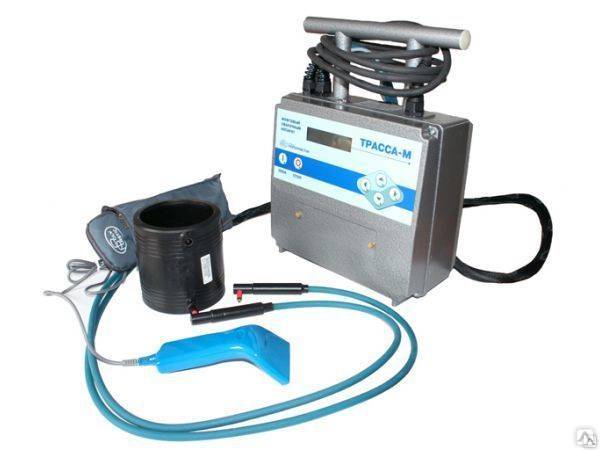
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.

Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.

Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций