

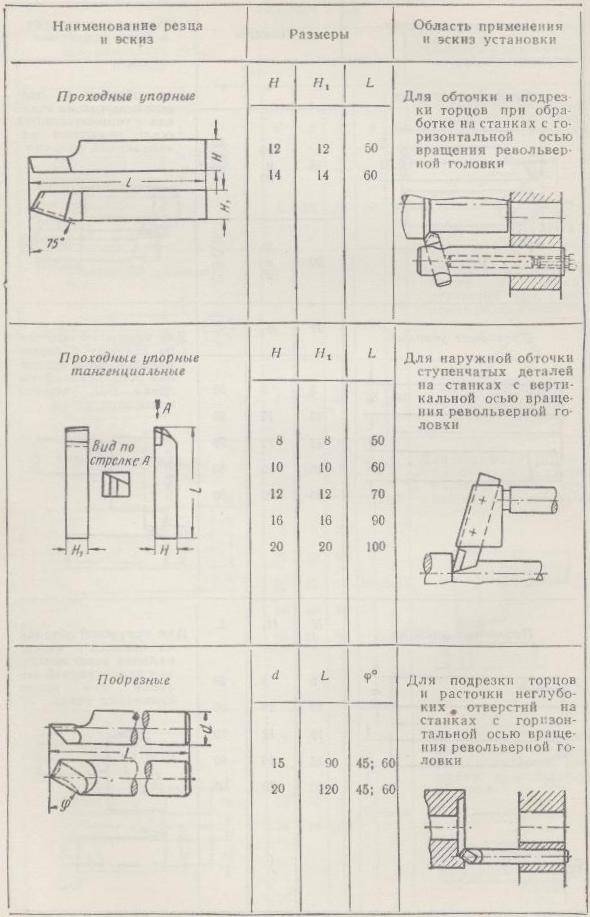
Фасонный токарный резец
Для работ с предметами сложной конфигурации на токарных и револьверных станках используется фасонный резец. Это инструмент с кромкой, совпадающей с профилем заготовок, представленных прутками проката.
Поверхности сложной конфигурации, сформированные криволинейными, прямолинейными составляющими под углом и их сочетаниями, называют фасонными. Формировать их возможно и без специализированного оборудования с применением обычного резца путем ручной его подачи, однако это требует большого опыта и навыков. Несколько упрощает такие работы копировальное приспособление.

По сравнению с обычными резцами по металлу фасонные обладают следующими достоинствами:
- большой точностью и обширным перечнем форм (данные параметры определяются точностью изготовления);
- высокой производительностью, обусловленной большой длиной кромки;
- большим запасом на переточку и простотой данных работ;
- быстрой установкой и настройкой станка.
К недостаткам относят:
- сложное производство;
- высокую стоимость;
- пониженную производительность для вариантов с радиальной подачей;
- отход передних и задних углов в процессе работы от оптимальных значений ввиду изменения кромок по длине в значительном диапазоне.
Скачать ГОСТ 188875-73
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.
Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
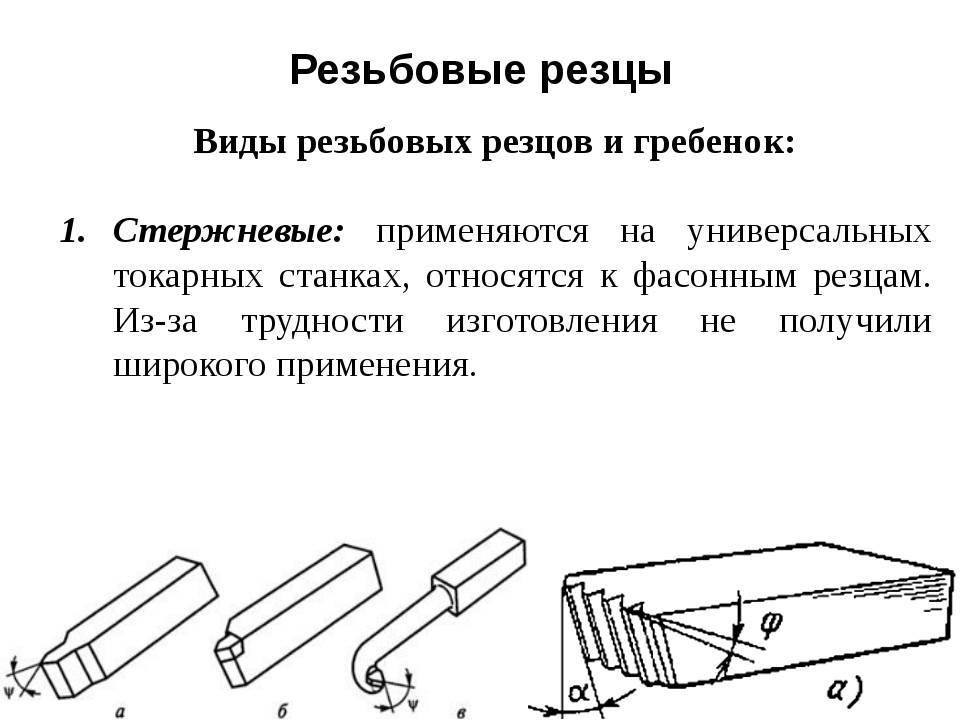
Стержневые
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.
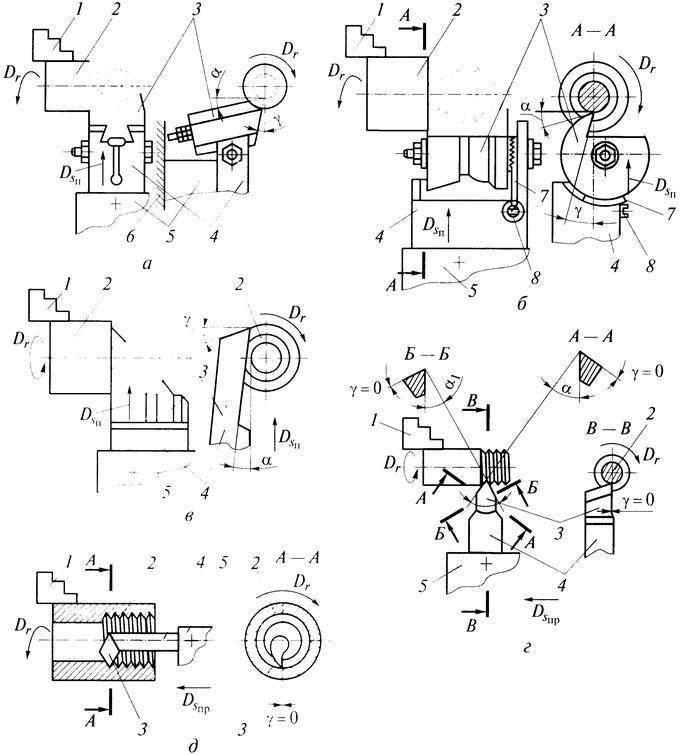
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Другой вариант формирования положительных задних углов – использование винтовой задней поверхности.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.
Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.
Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.
Классификация
Режущие инструменты фасонного типа предназначены для обработки поверхностей заготовок, выполненных из сталей мягких, средней твердости и твердых, чугуна мягкого и твердого, латуни, бронзы, меди, алюминия и других цветных металлов и сплавов. Работы выполняются на станках револьверных, токарных, включая полуавтоматического и автоматического типа.
Классифицируют изделия по таким признакам:
- материалу изготовления (твердосплавные и быстрорежущие);
- способу изготовления (цельные и составные);
- конструкции (круглые, призматические и стержневые);
- виду обрабатываемой поверхности (наружные и внутренние);
- установке относительно заготовки (тангенциальные и радиальные);
- форме образующих фасонных поверхностей (кольцевые, винтовые и плоские);
- расположению оси отверстия для крепления относительно заготовки (с параллельным и наклонным);
- расположению передней поверхности (с нулевым углом наклона режущей кромки и с определенным углом наклона);
- способу крепления (насадные, хвостовые).
Режущий инструмент изготавливают из легированной и быстрорежущей стали. Именно от марки стали зависит, будет ли он изготовлен из цельного куска металла или составным. В первом случае целесообразно изготавливать его цельной конструкции, во втором – из нескольких марок стали. Изделие составного типа представляет собой державку, выполненную из обычной стали, к которой приклеивается, приваривается или присоединяется режущая часть, изготовленная из специальной инструментальной стали. Такой способ снижает стоимость изготовления по сравнению с инструментом, выполненным полностью из дорогостоящей высоколегированной стали.
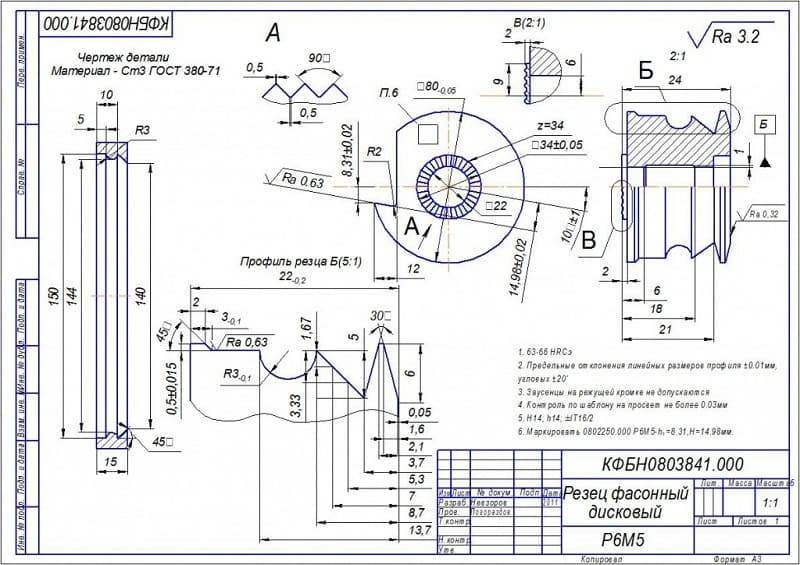
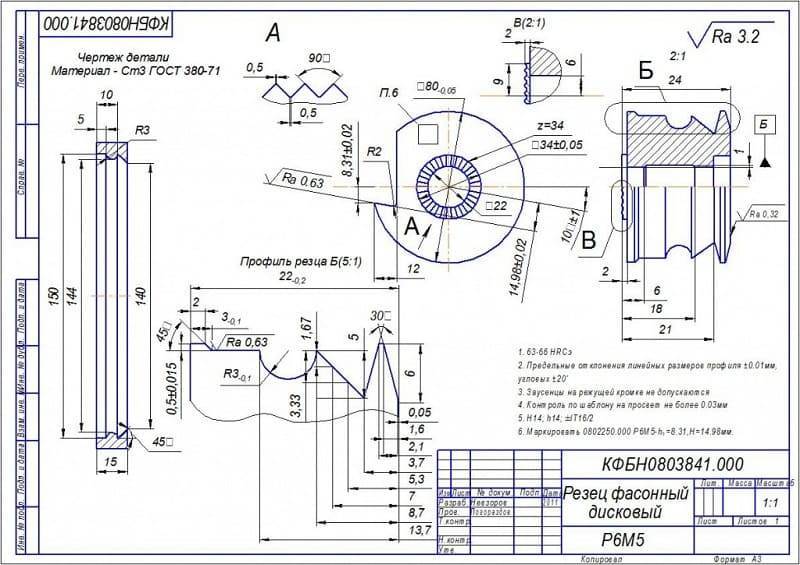
Резцы фасонные круглые
Круглый фасонный резец является распространенным режущим инструментом, его несложно изготовить. Служит он для обработки наружных и внутренних поверхностей заготовок, выполненных из разных материалов. Характерная особенность – поддаются повторной заточке, которую можно осуществлять неоднократно. Инструмент представляет собой тело вращения с угловым пазом для создания передней поверхности и с отверстием для отвода стружки.

Резцы фасонные призматические
Инструменты такого типа предназначены для обработки поверхностей заготовок. С их помощью можно получать как внешние, так и внутренние поверхности необходимой конфигурации. Призматические фасонные резцы представляют собой изделие в форме призмы, у которой передняя поверхность плоская, а задняя имеет фасонную форму. Такой режущий инструмент устанавливается в резцедержатель с помощью соединения, которое называется ласточкин хвост. Инструмент перетачивается неоднократно по передней рабочей поверхности. При точении обеспечивают высокое качество поверхности по чистоте обработки и шероховатости.

Резцы фасонные стержневые
Стержневой фасонный резец отличается от обычного токарного тем, что имеет режущую кромку, соответствующую форме будущей детали. Изготавливаются нескольких типов: галтельные, канавочные, радиусные и с более сложным профилем – дисковой или призматической конструкции.




Радиальный
Радиальный режущий инструмент имеет круглую или призматическую форму, при этом первый вид применяют для обработки как наружных, так и внутренних поверхностей заготовки; призматическими изделиями обрабатываются исключительно наружные поверхности. Устанавливается по отношению к заготовке в резцедержатель так, чтобы обеспечить поперечную подачу – ось заготовки в этом случае пересекается в нескольких или в одной точке с режущей кромкой изделия.
Тангенциальный
Тангенциальный резец применяют для обработки заготовок, плохо сопротивляющихся прогибу, и при выполнении неглубоких профилей. Устанавливается режущий инструмент в резцедержателе так, чтобы оказаться по касательной к внутреннему профилю заготовки. Это позволяет последовательно в работу вводить режущие кромки инструмента. Подаваться на заготовку инструмент может в нескольких направлениях:
- продольном;
- поперечном;
- под углом к оси.
Резцы с положительным передним углом режущей плоскости улучшают процесс резания. Их вкупе с изделиями, имеющими еще и угол наклона режущей кромки, применяют для изготовления особо точных деталей.
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
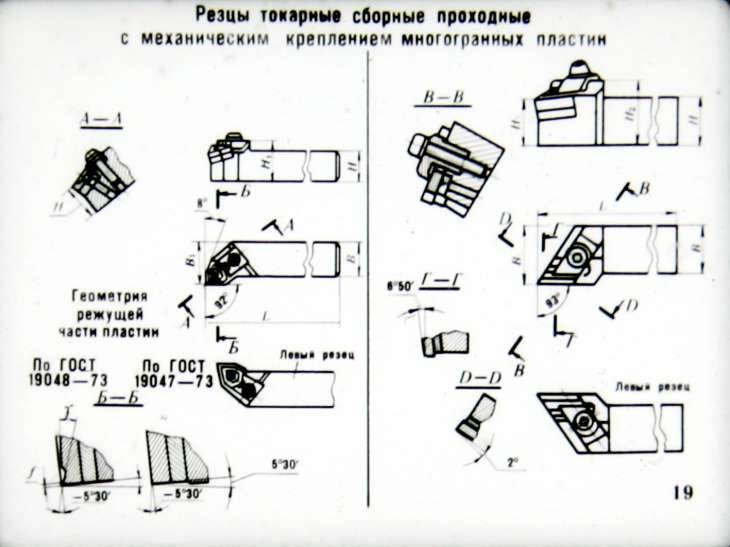
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
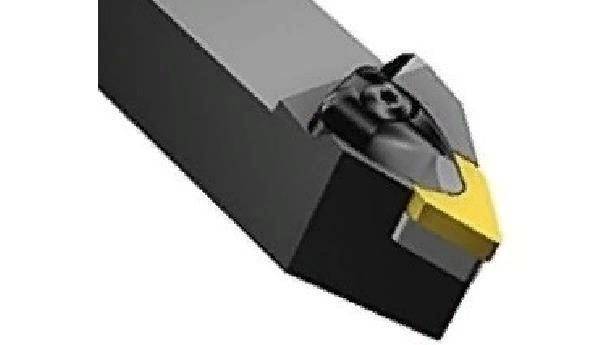
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других катего.
Обработка фасонных поверхностей фасонным резцом
Резцы, режущая кромка которых совпадает с профилем обрабатываемой поверхности, называются фасонными.
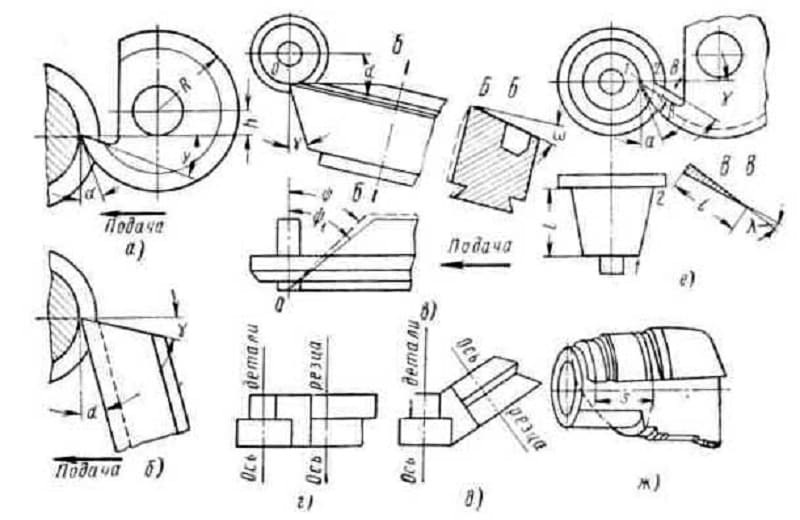
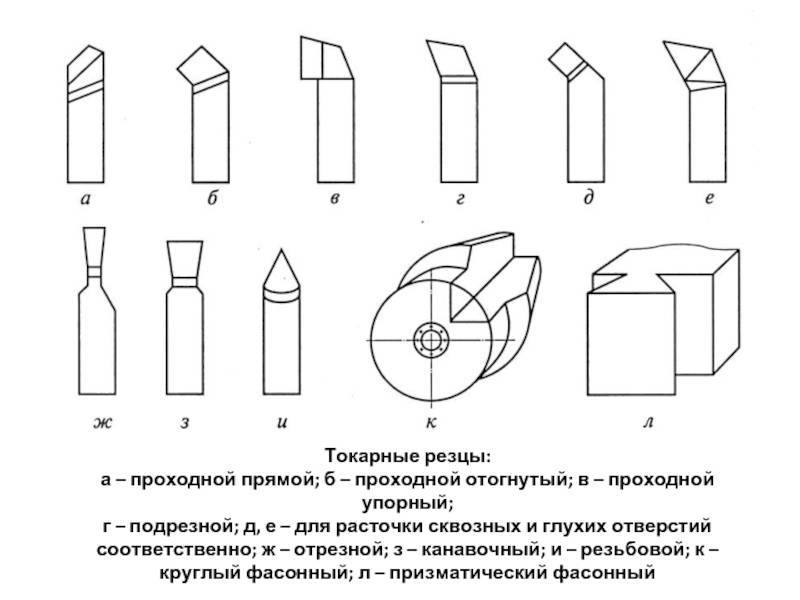
Простейший резец для обработки фасонной поверхности, часто называемый стержневым, показан на рис. 213, а.
Рис. 213. Фасонные резцы: обыкновенный (а), призматический (б) и дисковый (в)
Пример применения такого резца (обработка вогнутой поверхности) приведен на рис. 214, а.
Рис. 214. Примеры применения фасонных резцов: обыкновенного (а), призматического (б) и дискового (в)
Достоинство рассматриваемых резцов — простота, а поэтому сравнительно низка стоимость их изготовления.
Существенный недостаток таких резцов заключается в том, что после нескольких (а иногда и после одной) переточек профиль их изменяется, и резец становится негодным для дальнейшей работы. Поэтому стержневые фасонные резцы применяют преимущественно в тех случаях, когда работа не имеет массового характера и заточка резцов производится редко.
Призматический фасонный резец показан на рис. 213, б. Передней поверхностью служит торец бруска, из которого изготовлен резец, а задний угол образуется благодаря наклонному положению резца в державке 3. При заточке резца, производящейся по передней поверхности, профиль его не изменяется. Недостаток резца — сложность изготовления. Пример применения призматического резца показан на рис. 214, б.
Для закрепления в державке призматический резец 1 по всей длине (с задней стороны) имеет выступ в форме ласточкина хвоста, входящий в такой же паз державки 3. Державка надрезана, поэтому при затягивании винта державка сжимается и резец удерживается в ней достаточно прочно.
Дисковый фасонный резец, закрепленный на державке, изображен на рис. 213, в. Пример его применения показан на рис. 214, в.
Передняя поверхность дискового резца располагается ниже его оси на величину h (рис. 213, в), что создает необходимый задний угол. Если это понижение равно 1/10 диаметра резца, задний угол его получается около 12°. Передний угол фасонных резцов в большинстве случаев делается равным 0°. При этом условии упрощается изготовление резца; кроме того, резец не затягивается в деталь и обработанная поверхность последней получается качественной. Ширина фасонных резцов не превышает обычно 40 мм, но иногда применяются фасонные резцы шириной до 100 мм
Фасонные резцы, в особенности широкие, или державки для них часто делаются пружинными (см. рис. 99).
Работа фасонными резцами. Для получения правильного профиля обрабатываемой детали фасонный резец необходимо устанавливать так, чтобы его режущая кромка была точно на высоте центров станка. Положение фасонного резца, если на него смотреть сверху, следует проверять посредством маленького угольника. Если одну кромку такого угольника приложить к цилиндрической поверхности детали (вдоль ее оси), а другую подвести к боковой поверхности обыкновенного или призматического резца, или к торцовой поверхности дискового резца, то между угольником и резцом не должно быть просвета.
При закреплении фасонных резцов необходимо особенно тщательно выполнять общие правила закрепления резцов.
Подача фасонного резца в большинстве случаев осуществляется вручную. Она должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10—20 мм и 0,03 мм/об при ширине свыше 20 мм. Подача должна быть тем меньше, чем меньше диаметр обрабатываемой детали. При обработке участка детали, расположенного близко к патрону (или к задней бабке), подачу можно брать больше, чем при обработке участка, расположенного сравнительно далеко от патрона (или от задней бабки).
При обработке фасонных поверхностей стальных деталей следует применять охлаждение маслом. Поверхность детали получается при этом гладкой и даже блестящей. Фасонные поверхности чугунных, бронзовых и латунных деталей обрабатываются без охлаждения.
Правильность фасонной поверхности проверяется шаблоном. Между обработанной поверхностью и шаблоном не должно быть просвета.
Если обрабатываемая поверхность детали имеет большие перепады диаметров разных участков, то при работе фасонным резцом приходится снимать много металла. Во избежание быстрого износа резца предварительную обработку такой поверхности надо производить обдирочным резцом, профиль которого подобен профилю окончательного фасонного резца, но значительно проще его.
Обдирочный фасонный резец может иметь передний угол больше нуля.
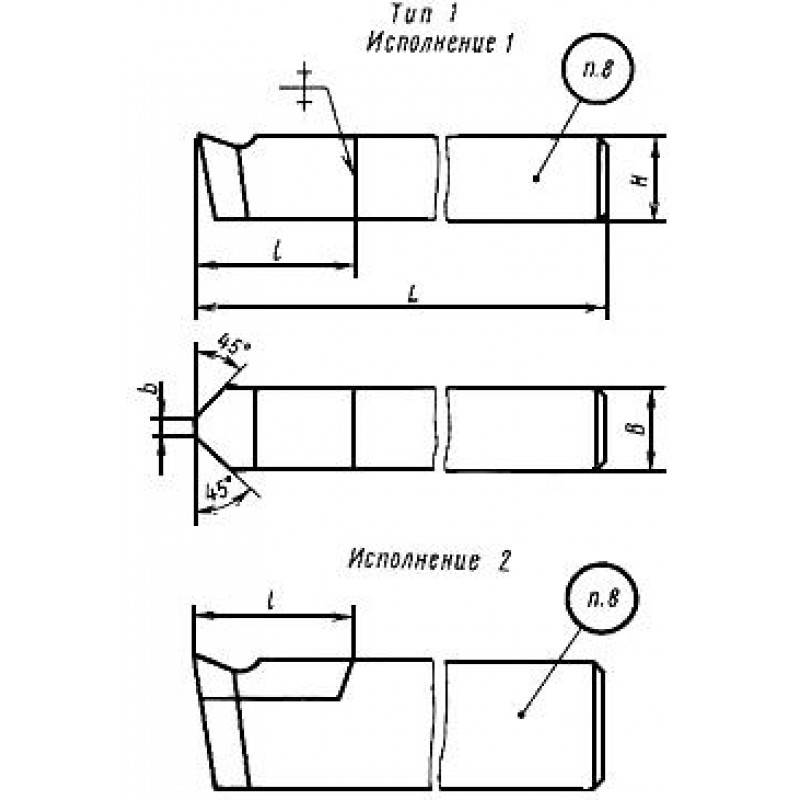
3 Подрезной резец, проходной, фасонный и другие – для каких работ используются?
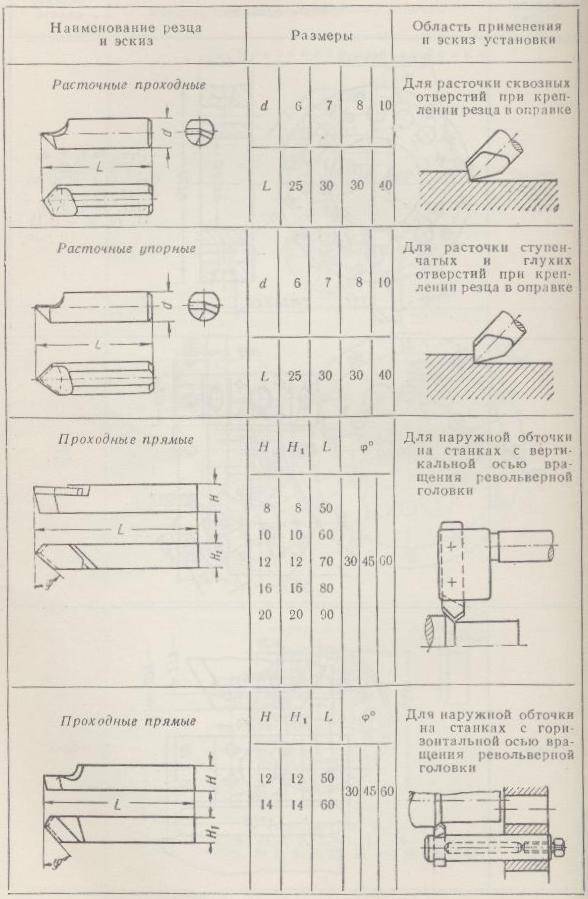
Проходные резцы оптимальны для обточки наружных протяженных конических и цилиндрических поверхностей. Такой инструмент может быть:
- Отогнутым: данный вид резца подходит для снятия фасок, подрезки торцов заготовок, его можно применять при поперечной и продольной подачах. Различают два типа данных резцов – чистовые и черновые. Первые обеспечивают чистую поверхность изделия, прошедшего обработку. Их используют тогда, когда стоит задача получить максимально гладкую заготовку.
- Прямым: изготавливается из твердосплавных напаянных пластин в соответствии с Государственным стандартом 1973 года 18878.
- Упорным: рекомендован для точения изделий с малой жесткостью. Резец проходной упорный обычно используется для подрезки буртиков и обточки ступенчатых поверхностей.
Для обработки торцов на проход и обточки плоскостей, которые расположены перпендикулярно вращательной оси, применяют подрезной резец, который функционирует с поперечной подачей. А вот для обработки отверстий предназначается расточной инструмент, который без труда растачивает до необходимого диаметра внутренние отверстия детали. Он позволяет на высоком качественном уровне получать не только сквозные, но и глухие отверстия (они по степени точности намного выше чем те, которые получаются когда используются различные виды сверл).

Обрабатываемые при помощи расточного инструмента отверстия должны быть по своим поперечным размерам больше, чем используемые резцы. А длина растачиваемого отверстия должна быть меньше по сравнению с вылетом резца. Стружку крупного сечения такие резцы снимать не могут, так как они склонны к ощутимым вибрациям из-за своей недостаточной жесткости. В целом данный инструмент используется не в таких благоприятных условиях, как применяемые для наружной обточки проходные резцы.
Отрезной инструмент дает возможность создавать в теле заготовки канавки, а также производить обрезание детали по требуемым размерам. Подобные резцы изготавливают с головкой, которая по своей ширине меньше тела инструмента, также она характеризуется небольшой толщиной. Задача же токарных резьбовых резцов, как понятно из их названия, нарезать на внутренних и наружных поверхностях заданной резьбы. Они могут отличаться один от одного своей конструкцией, благодаря чему получается дюймовая либо метрическая резьба.

Незаменимым является фасонный резец, который обеспечивает возможность работать с изделиями, имеющими сложную конфигурацию. Их создают для конкретной заготовки, по этой причине они применяются исключительно в массовом и крупносерийном производстве. Фасонный инструмент обладает повышенной производительностью и гарантирует уникальную точность геометрических величин изделия, а также идентичность его формы. Резцы фасонного типа могут быть по своей форме:
- призматическими;
- стержневыми;
- круглыми.
Обработка фасонными резцами
Для обработки галтелей, резьбы и других фасонных поверхностей применяют фасонные резцы. Профиль режущей кромки фасонных резцов полностью совпадает с профилем обрабатываемой поверхности, поэтому передняя поверхность резца устанавливается точно на линии центров станка. Фасонные резцы затачивают по передней поверхности. Это необходимо учитывать при повторной установке резцов. В горизонтальной плоскости резец должен быть установлен перпендикулярно к линии центров станка; правильность установки проверяют угольником, который одной стороной прикладывают к цилиндрической поверхности детали, а другой — к боковой поверхности резца, при этом между угольником и резцом должен быть равномерный просвет. Применение призматических и круглых фасонных резцов позволяет обрабатывать фасонные поверхности сложного профиля.
Призматические радиальные фасонные резцы устанавливают на поперечном суппорте или в револьверной головке с горизонтальной осью вращения. Они предназначены для работы с поперечным движением подачи. Режущую кромку резца необходимо устанавливать по центру обрабатываемой детали. Задние углы α создают соответствующей установкой резца в державке, что является преимуществом этой конструкции.
Фасонные круглые резцы с винтовыми образующими режущих кромок обеспечивают получение меньшей шероховатости обрабатываемой поверхности по сравнению с круглыми резцами с кольцевыми образующими. Резцы с винтовыми образующими — это высокопроизводительный инструмент, который применяется на станках с револьверными головками.
Подача фасонного резца должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10… 20 мм и 0,03 мм/об при ширине резца более 20 мм. Подача зависит от жесткости детали.



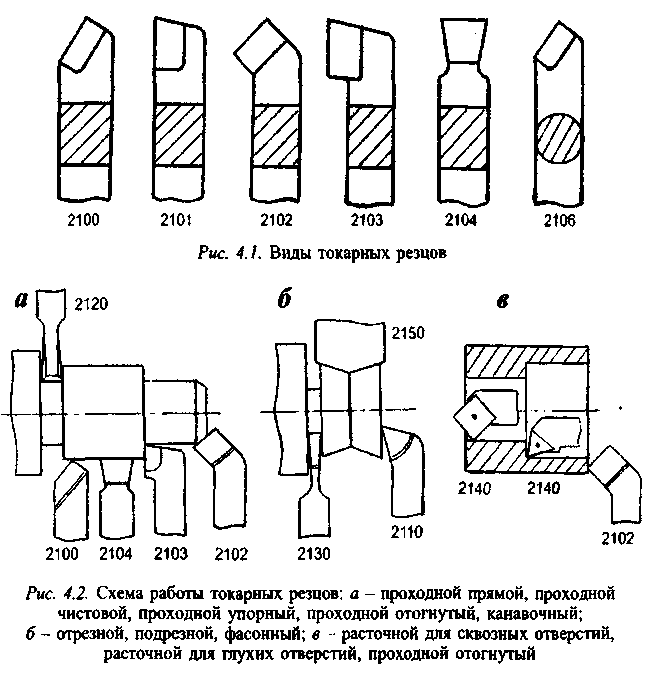
2 Виды токарных резцов – классификация режущего инструмента
Резцы принято подразделять по:
- типу материала, из которого они сделаны: из твердых сплавов, из быстрорежущих сталей;
- направлению подачи: движущиеся к передней бабке токарной установки – правые, движущиеся в обратном направлении (слева направо) – левые;
- методу производства: составные (например, из углеродистой конструкционной стали изготавливают стержень приспособления, и из инструментальной стали – головку) и цельные (один материал);
- виду сечения стержня: круглые, прямоугольные, квадратные;
- конструкции головки: отогнутые, прямые, оттянутые;
- виду обработки: отрезные резцы, резьбонарезные, расточные, подрезные, фасонные, прорезные.
Для разных вариантов обработки металла следует выбирать конкретные резцы, предназначенные именно для таких работ, а также учитывать их оптимальные геометрические размеры. Основными критериями при таком подборе являются:
- снижение в процессе работы инструмента амплитуды автоколебаний;
- допустимые колебания настроечных параметров резцов (их размерная стойкость);
- обеспечение требуемой шероховатости материала, прошедшего обработку;
- величина стойкости резца (под таковой понимают время, в течение которого на передней либо задней поверхности инструмента формируется участок износа с допустимым показателем).
Точность же обработки и необходимая производительность резцов обусловлена следующими их характеристиками:
- геометрия режущего участка;
- конструкцией и геометрией крепежного гнезда для инструмента, шероховатостью;
- материалом, из которого выполнен резец;
- методом ломания стружки;
- виброустойчивостью и прочностными параметрами режущих кромок и стержня.
Использование фасонных резцов
Детали небольшой длины целесообразно изготавливать при помощи резцов рабочей кромкой, в точности совпадающий с заданным контуром. Обязательное условие точного выполнения технических параметров резания – передняя поверхность режущего инструмента должна располагаться на уровне линии центров токарного станка
Для затачивания резцов для фасонной обработки ведется используется передняя поверхность, что важно учитывать, если возникнет необходимость их неоднократной установки. Следует проверить, чтобы резец был установлен перпендикулярно по отношению к линии центров станка – это условие существенно влияет на качество и чистоту реза
Проверяется перпендикулярность при помощи угольника, одно ребро которого располагается по направлению оси детали, другое – вдоль одной из боковых сторон резца. Тело резца в сечении может быть круглым и прямоугольным – это облегчает обработку поверхностей со сложным рельефом.
Местом установки призматических радиальных фасонных резцов являются горизонтальная револьверная головка либо поперечный суппорт. Линия режущей кромки фасонного резца должна быть на уровне центра закрепленной в шпинделе или в центрах детали. Размеры задних углов α можно выставить, регулируя положение резца в державке, что достаточно удобно на этапе подготовительных работ.
На металлообрабатывающих производствах предпочтение отдается, как правило, резцам с винтовыми образующими режущих кромок по сравнению с резцами, в которых режущие кромки выполнены в виде кольцевых образующих. Это объясняется тем, что поверхность, обработанная резцами с винтовой образующей, менее шероховатая, в то же время процесс резания происходит гораздо быстрее.
Высокая производительность резцов с винтовой образующей режущей кромки в полной мере используется при их установке в револьверной головке. Для улучшения качества резания используется равномерная подача не более 0,05 мм/об при ширине резца 10…20 мм. Более широкие фасонные резцы (шириной больше 20 мм) рассчитаны на подачу до 0,03 мм/об.
Типы
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.
Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
Стержневые
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.
Круглые
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.
Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
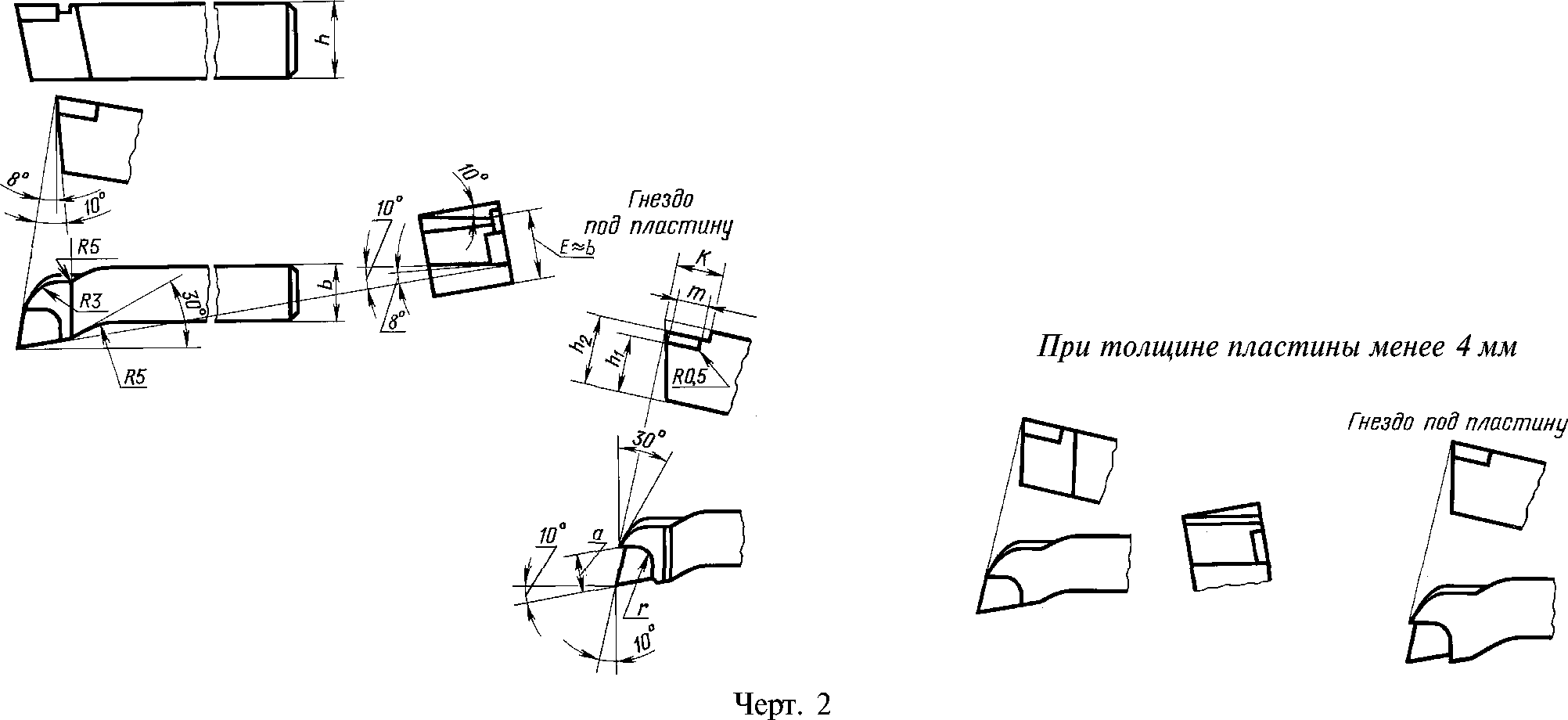
Геометрические параметры
Среди всех видов резцов фасонные характеризуются наиболее разнообразной геометрией. Это обусловлено сложной и индивидуальной во многих случаях конструкцией данных инструментов. Тем не менее присутствуют основные узлы, представленные углом заострения, главными передним и задним углами, углом резания. По конструкции фасонные резцы значительно отличаются между собой. Например, могут присутствовать углы, не используемые в стандартных схемах. Ввиду этого отсутствует их геометрическая классификация.
Передняя поверхность у рассматриваемых инструментов обычно представлена плоскостью. Во многих случаях характеризуется двойным наклоном, включающим угол кромки и передний угол, однако может иметь угол, параллельный оси заготовки. Такие резцы обеспечивают большую точность обработки конических поверхностей.
Для фиксации в держателе станка обычно используется крепление типа «ласточкин хвост». В случае нестандартной установки геометрия резца изменяется.
Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 2.7.1. Типы фасонных резцов
Фасонные резцы предназначены для обработки наружных, внутренних и торцовых поверхностей сложного профиля. Они широко используются как в крупносерийном и массовом производстве, так и мелкосерийном и индивидуальном инструментальном производстве (как инструмент второго порядка). Достижимая точность размеров деталей соответствует 7-8-му квалитету при высокой производительности. Процесс фасонного точения выполняется с невысокими скоростями резания и малыми (до 0,05 мм/об) подачами из-за сравнительно большой длины лезвия резца (до 80 мм).
Фасонные резцы как разновидность токарных резцов можно классифицировать по различным признакам:
— по форме – плоские, призматические и круглые;
— по виду подачи – осевые, радиальные и тангенциальные;
— по расположению оси (или базы крепления) по отношению к оси детали – с параллельным и наклонным расположением оси;
— по форме передней поверхности – с положительным передним углом; с положительным передним углом и углом наклона режущей кромки;
— по форме образующих фасонных поверхностей – с кольцевыми образующими и с винтовыми образующими;
— по конструкции – цельные и составные.
По виду подач принципиальной разницы между фасонными и обычными токарными и револьверно-автоматными резцами не существует. Однако по форме фасонные резцы имеют специфические особенности.
Плоские фасонные резцы
(рис. 2.24) по конструкции не отличаются от обычных токарных стержневых резцов и применяются в индивидуальном и мелкосерийном производстве. Обычно для сохранения профиля обрабатываемой детали плоские фасонные


резцы имеют и перетачиваются по плоскостям, параллельным опорной поверхности резца (плоскости 1-1, 2-2, 3-3 на рис. 2.24).
Главным недостатком плоских фасонных резцов является то, что из-за наличия бокового заднего угла (рис. 2,41,а) на лезвиях, расположенных перпендикулярно или наклонно по отношению к оси детали и ограниченных с двух сторон уступами, при переточках не сохраняется профиль инструмента, а значит, и детали (, см. рис. 2.24,а).
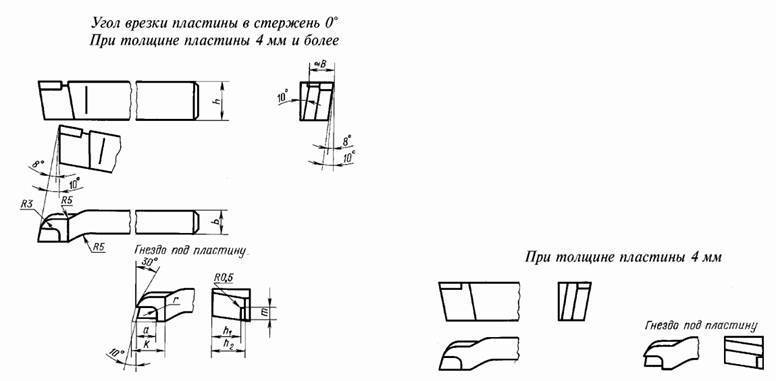
Иногда для сохранения профиля детали на задних торцовых поверхностях резца делают фаску мм. При глубинах профиля детали более 3 мм на торцовых участках профиля плоских фасонных резцов выполняется вспомогательный угол в плане (рис.2.24,б). Задние углы у плоских резцов выбираются в пределах .
Рис. 2.24. Плоский фасонный резец
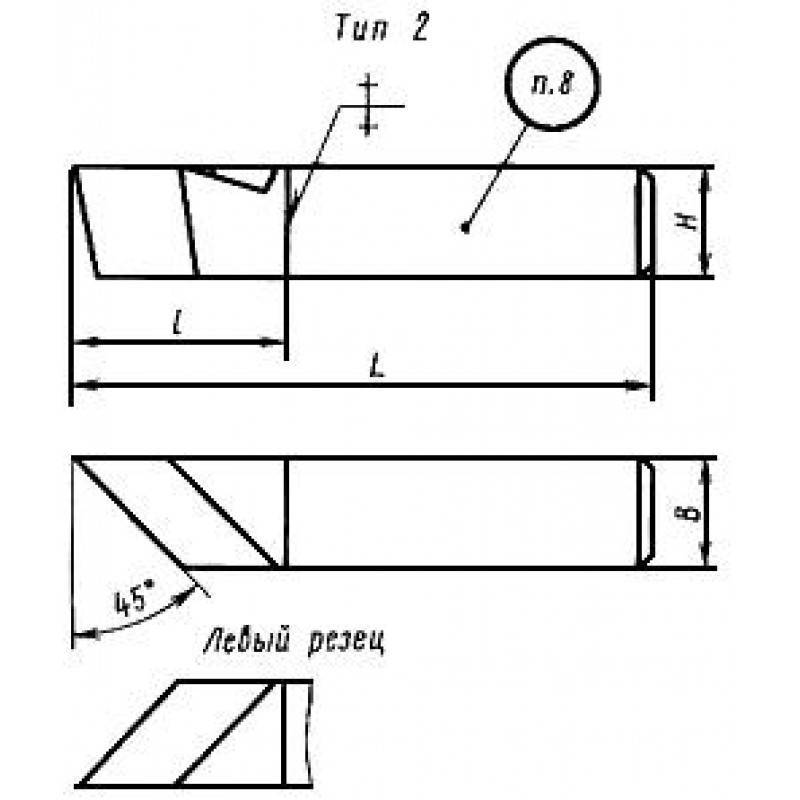
Призматический фасонный резец
представляет собой призму, одна из боковых граней которой имеет фасонную поверхность и служит задней поверхностью резца, а сторона, ей противоположная, имеет «ласточкин хвост» для крепления в державке.

Передней поверхностью призматического резца служит одна их торцовых плоскостей.
Задний угол призматического фасонного резца образуется при его установке в державке, а передняя поверхность затачивается под углом .
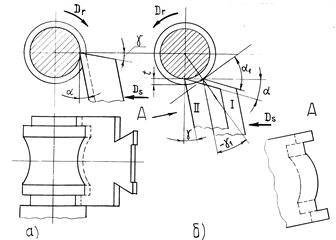
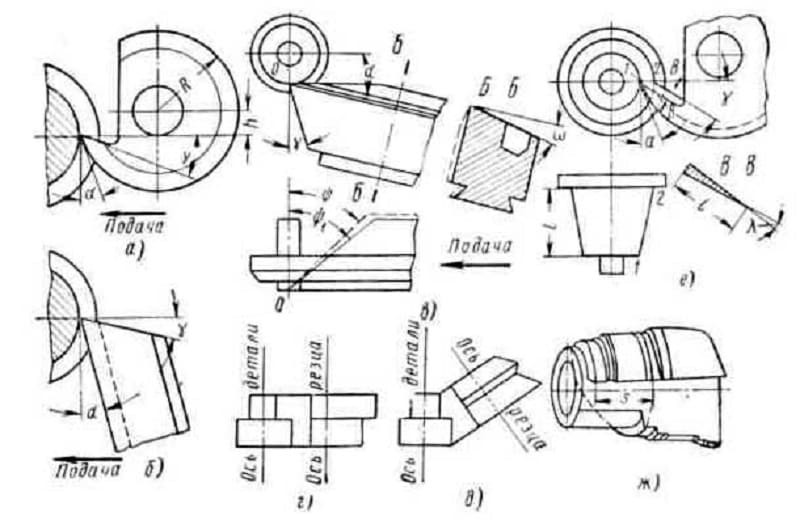
Рис. 2.25. Призматические фасонные резцы: а – радиальный; б – тангенциальный
Призматические резцы в зависимости от установки относительно детали и направления подачи бывают радиальными и тангенциальными (рис. 2.25). Призматические фасонные резцы нашли ограниченное применение ввиду сложности их изготовления.
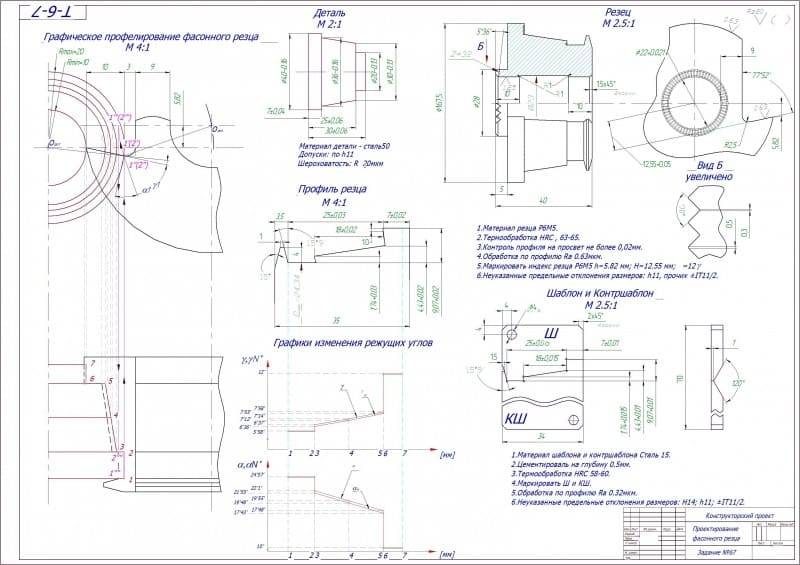
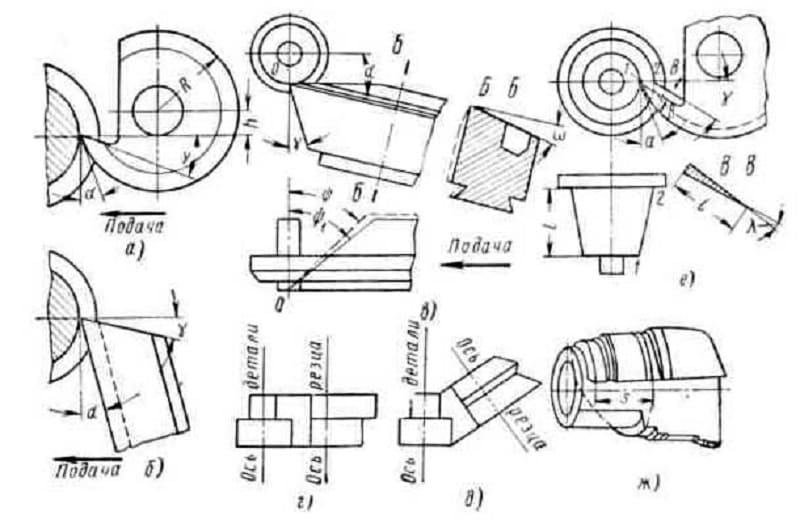
Круглый фасонный резец
есть тело вращения с вырезанным в нем угловым пазом для создания передней поверхности и пространства для размещения стружки. Для получения задних углов центр резца поднимается на величину относительно центра детали (рис. 2.26). Если бы =0, т.е. центры резца и детали лежали бы на одной оси, то , так как касательные к задней поверхности и плоскость резания совпадают (см.рис.2.26,б) Очевидно, (см. рис. 2.26,а). Из этого соотношения следует, что задний угол по длине лезвия фасонного резца неодинаков и увеличивается к центру резца.
Рис. 2.26. Схема круглого фасонного резца
Обычно задний угол по длине лезвия круглых резцов колеблется в пределах . Передний угол как у круглых, так и у призматических фасонных резцов, выбирается в зависимости от материала детали: для стали ; чугуна ; бронзы, латуни .
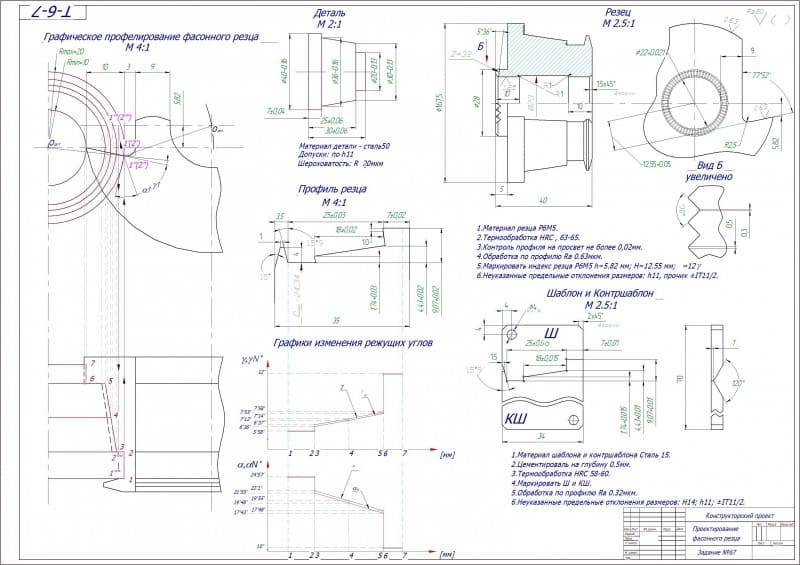
Габаритные размеры круглого фасонного резца могут быть ориентировочно найдены по зависимости (см.рис. 2.26,а):
, (2.11)
где — глубина профиля детали; мм – глубина заточки передней поверхности, необходимая для размещения стружки; мм – толщина стенки резца; =10…25мм – радиус посадочного отверстия.
Круглые фасонные резцы широко применяются на токарных и револьверных станках ввиду сравнительной простоты их изготовления, а также большого, практически неограниченного, числа переточек. Эти резцы универсальны по области примене
ния, так как ими можно обрабатывать все виды фасонных поверхностей – наружных, внутренних и торцовых.





