

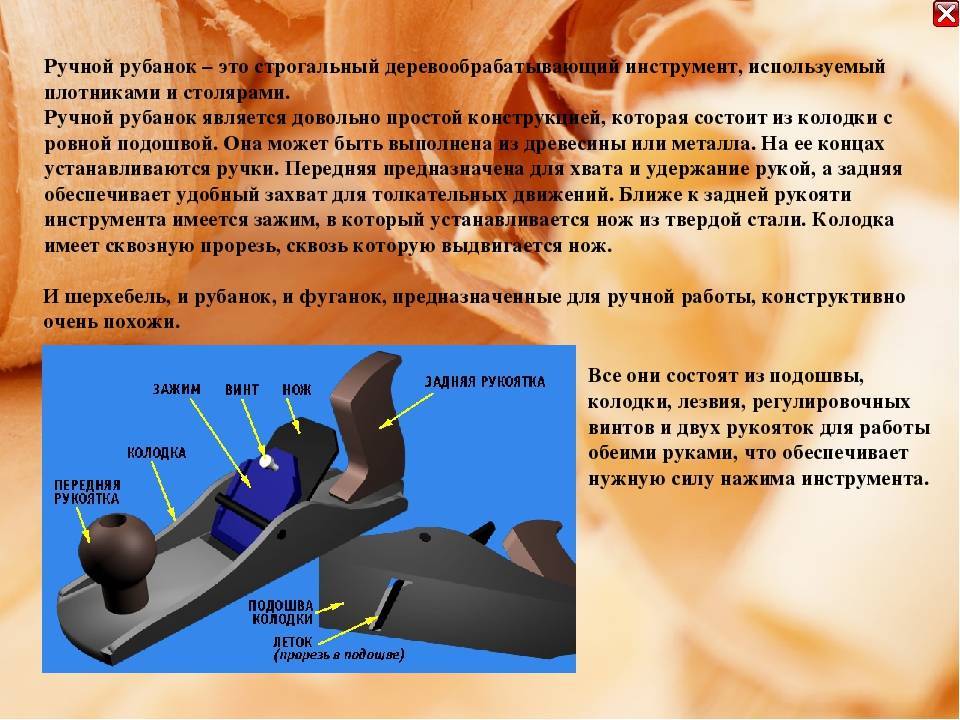
Нож для ручного рубанка
Рубанок по дереву ручной не может работать без ножа. Такие ножи функционируют в условиях существенных нагрузок на лезвие. Во время возвратно-поступательного перемещения инструмента нож врезается в древесину на конкретную глубину. Так как древесина не отличается пластичностью, то происходит скалывание определённого слоя и образование стружки. Стружка не имеет существенной длины и быстро раскалывается на более мелкие фракции. Наблюдается это во время «наползания» срезанной с заготовки древесины на наклонную кромку лезвия. В ходе следующего движения рубанка образуется трещина в последующем слое и так далее.
Чем меньше пролёт и глубина строгания, тем ровнее и чище получается поверхность заготовки, в тоже время уменьшается срезающая нагрузка на лезвие.
Вследствие того, что стружка при изгибе с выходом вверх обламывается, то самые высокие напряжения создаются в колодке рубанка. Именно поэтому колодка создана из самых твёрдых сортов лесоматериалов.
Нож имеет рабочую и опорную части. В конфигурации рабочей части ножа выделяют:
- фаску, образуемую на тыльной части лезвия. Фаска гарантирует уменьшение усилия врезания ножа в дерево вследствие исключения трения тыльной части о материал заготовки
- передний угол. Он чаще всего совпадает с принятым наклоном ножа в корпусе рубанка
- задний угол фаски
- рабочий угол заострения. Он равняется разности значений угла фаски и угла наклона ножа в рубанке.
- Для долговечности рубанка самым важным является передний угол: именно он обеспечивает гладкость простроганной поверхности, условия удаления стружки из зоны обработки, а также нагрузку на само лезвие.
При каждом прохождении по поверхности рубанок срезает слой материала на толщину, определяемую величиной выдвижения резца, а также углом его наклона.
Рубанок — достаточно древнее изобретение человека (известны рубанки, найденные в Помпеях и относящиеся к I веку) , хотя широко применяться он начал только в XV—XVI веках. Первые рубанки имели деревянную колодку, а лезвие фиксировалось деревянным клином. В настоящее время в промышленности применяются электрорубанки, выполняющие ту же функцию, поскольку ручные рубанки не в состоянии обеспечить необходимую производительность.
Безусловно, одним из основных параметров принято считать угол заточки рубанка, однако важно обратить внимание и на другие моменты
Во-первых, подошва инструмента оказывает серьезное влияние на финальный результат. Если подошва будет гладкой, то и дерево окажется выструганным идеально.
Чертежи и схемы
Перед сборкой настольного фуганка необходимо разработать чертежи. В процессе их создания следует учитывать элементы, которые войдут в состав схемы. Стандартные фуговальные станки без дополнительных функций включают:
- станину;
- вал, оборудованный лезвиями;
- вращающийся ролик;
- двигатель;
- три столешницы;
- упор.
В процессе разработки чертежей мастеру необходимо указать основные расстояния между ключевыми элементами стационарной конструкции. Для этого потребуется учесть расположение мотора, ролика и вала с лезвиями. Схема позволит определить, насколько уменьшится количество вращений ротора на выходе, если произойдет увеличение мощности, и наоборот.
1 Назначение и устройство
Оборудование фуговальной группы предназначено для прямолинейного строгания деревянных деталей, которое может выполняться по плоскости либо под углом. Такие агрегаты применяются в сфере деревообрабатывающей промышленности, мебельного производства, в строительных предприятиях и в быту.
В зависимости от особенностей конструкции все станки классифицируются на две группы:
- односторонние;
- двухсторонние.
Односторонний фуговальный станок используются для выравнивания одной из плоскостей детали (как правило, ее пласта), также они в два захода могут строгать оба пласта заготовки поочередно. Оборудование одностороннего типа выпускается с рабочей шириной строгания до 600 мм.
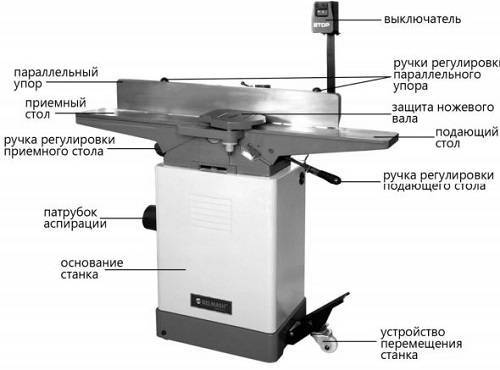
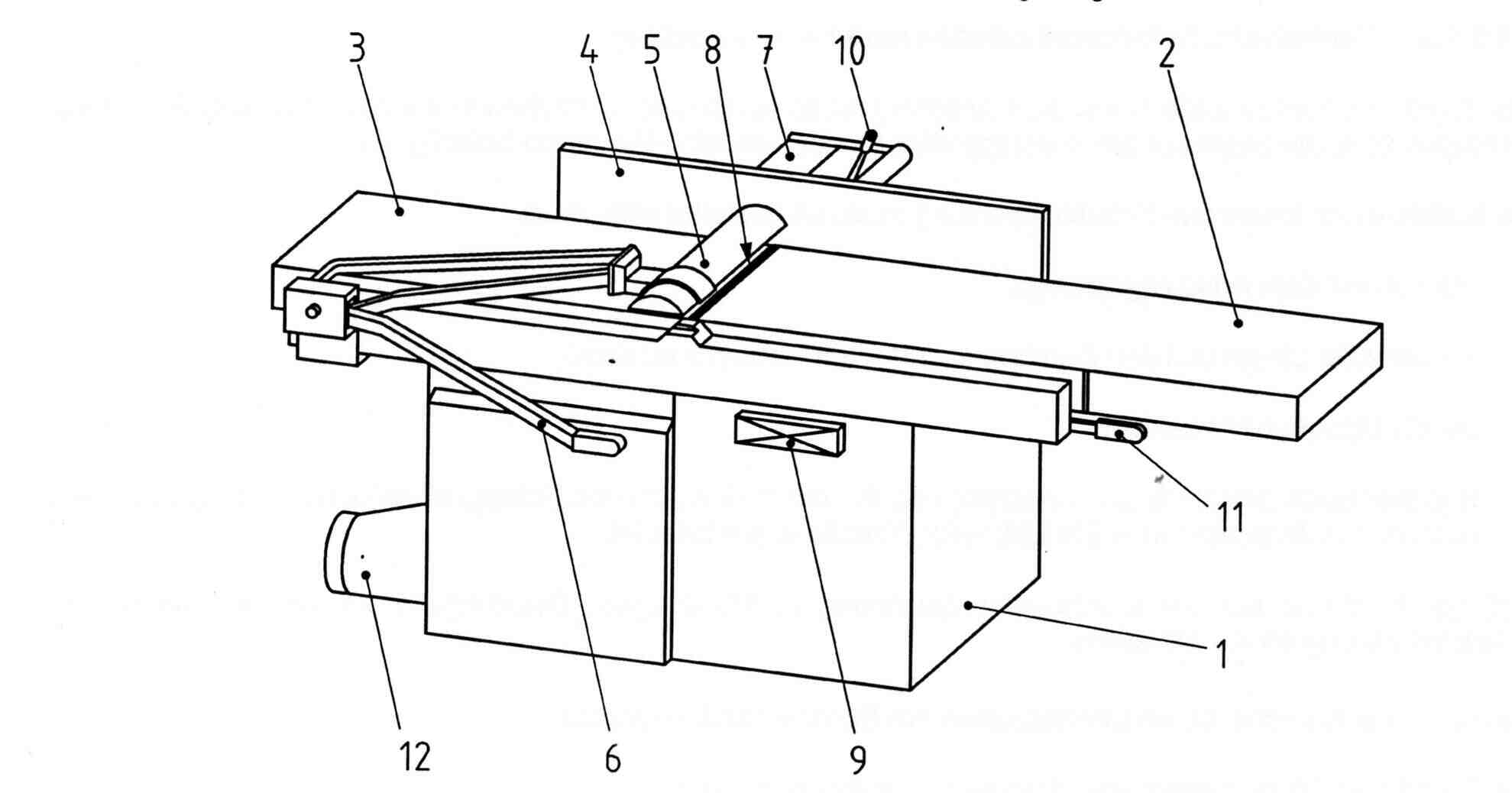
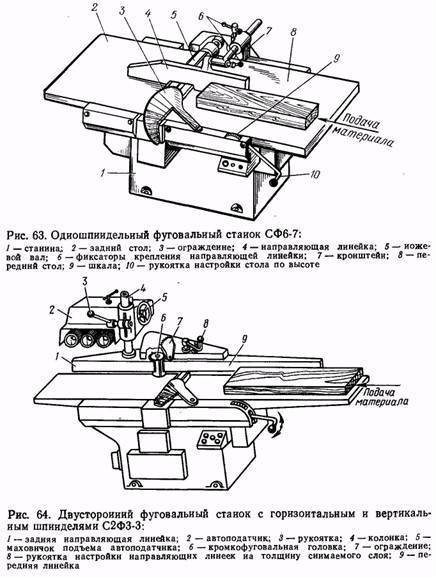
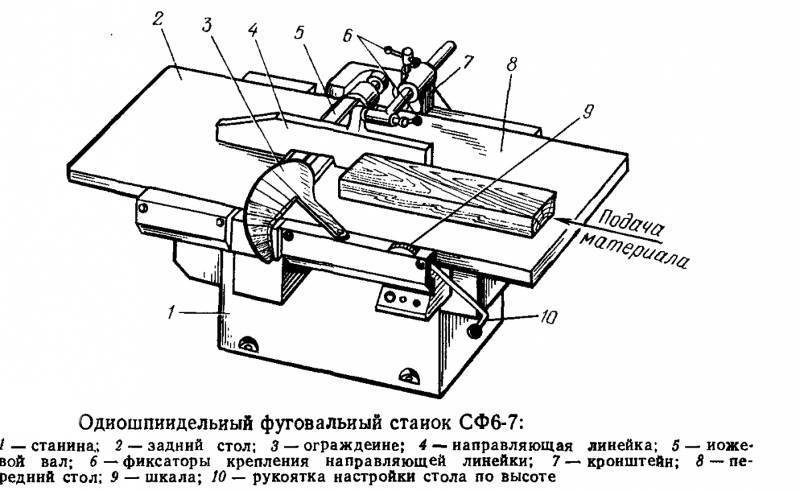
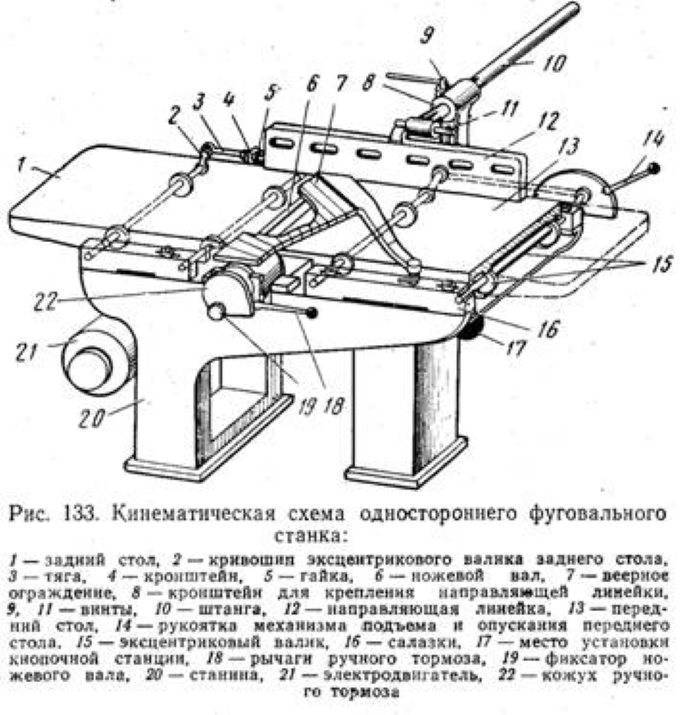
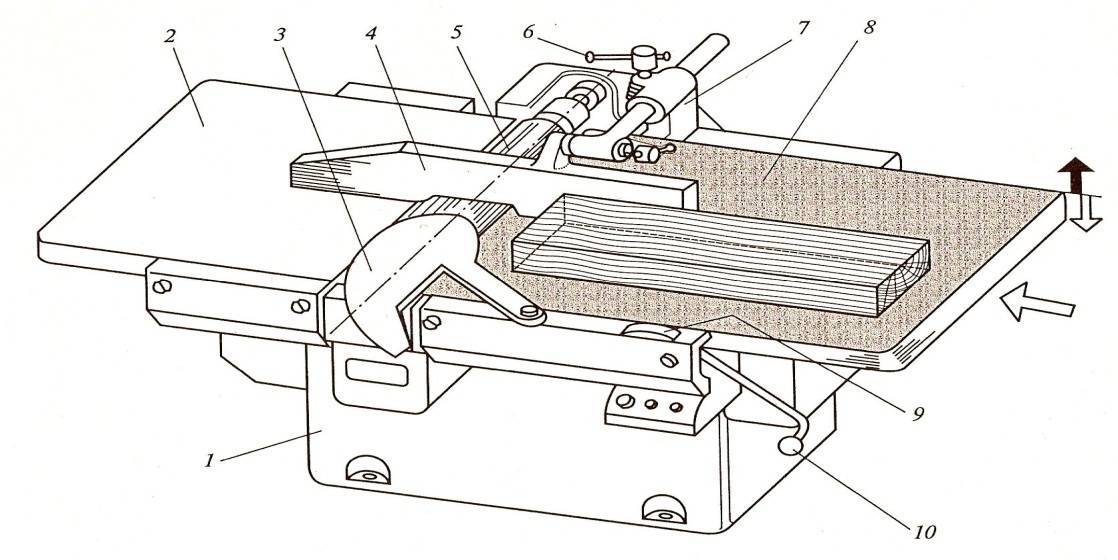
Основным рабочим узлом любого строгально-фуговального станка является резальный вал, на который монтируются 2-4 ножа. Бытовое оборудование средней ценовой категории оснащается 2-мя ножами. На нижеприведенном изображении представлена схема конструкции одностороннего фуганка.
Односторонний фуговальный станок в работе
Базовой частью конструкции данного агрегата является станина коробчатого типа, выполненная из литого чугуна (в компактном оборудовании для дома — из листового металла). На станине зафиксированы все конструктивные узлы станка и рабочие столы — передний и задний. На столе посредством кронштейнов крепится направляющая линейка, обеспечивающая точность обработки.
Ножевой вал установлен в центральной части стола, он смонтирован в станину на 2-ух шариковых подшипниках. Сам вал закрыт веерным ограждением, зафиксированным на столе с помощью шарниров. Ограждение установлено на пружине, прижимающей экран к валу. В продвинутых моделях фуганков на ножевом валу может присутствовать специальное устройство для заточки ножей.
Каждый из рабочих столов монтируется на станину через салазки, укомплектованные эксцентриковыми валами. Благодаря валам рабочий стол можно регулировать по высоте и в горизонтальной плоскости — приближая либо удаляя его от строгального вала. Фиксация столов в требуемом положении обеспечивается за счет ограничительных винтов.
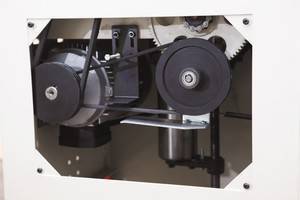
В станину агрегата встроен электродвигатель и вспомогательная пусковая аппаратура. Фуговальное оборудование промышленного класса комплектуется движками асинхронного типа, бытовые станки — коллекторными моторами. Асинхронные приводы отличаются способностью непрерывной работы — они устойчивы к перегрузкам и перегреву, тогда как коллекторный мотор является дешевым аналогом, не предназначенным для непрерывной работы. В оборудовании обеих типов электропривод соединяется с шпинделем посредством клиноременной передачи. Выбор требуемой частоты оборотов происходит посредством изменения положения ремня на шестеренках коробки передач
Двухсторонний фуговальный станок
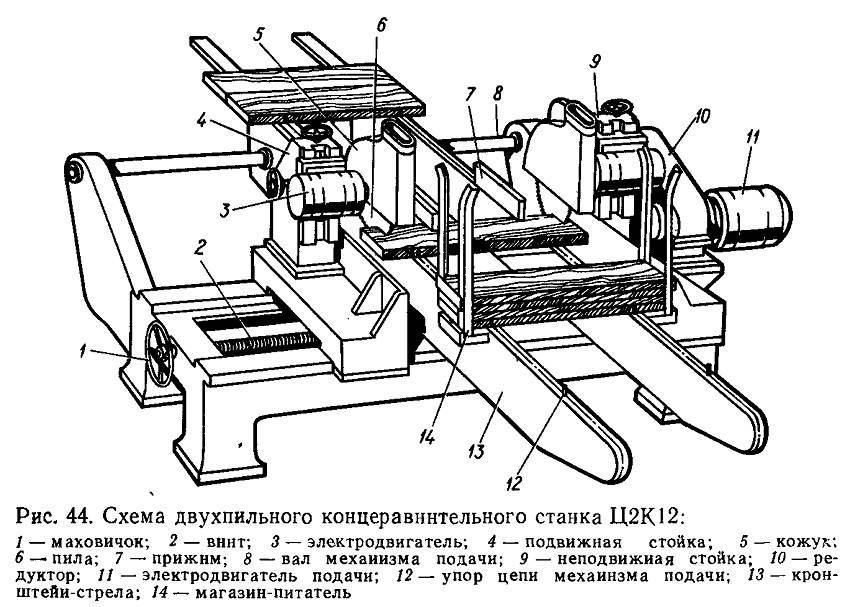
Фуговальный станок двухстороннего типа представлен на схеме. Данный агрегат оснащен вторым ножевым валом (установлен над нижним резцом), что значительно повышает производительность станка, так как позволяет строгать заготовку с 2-ух сторон одновременно.
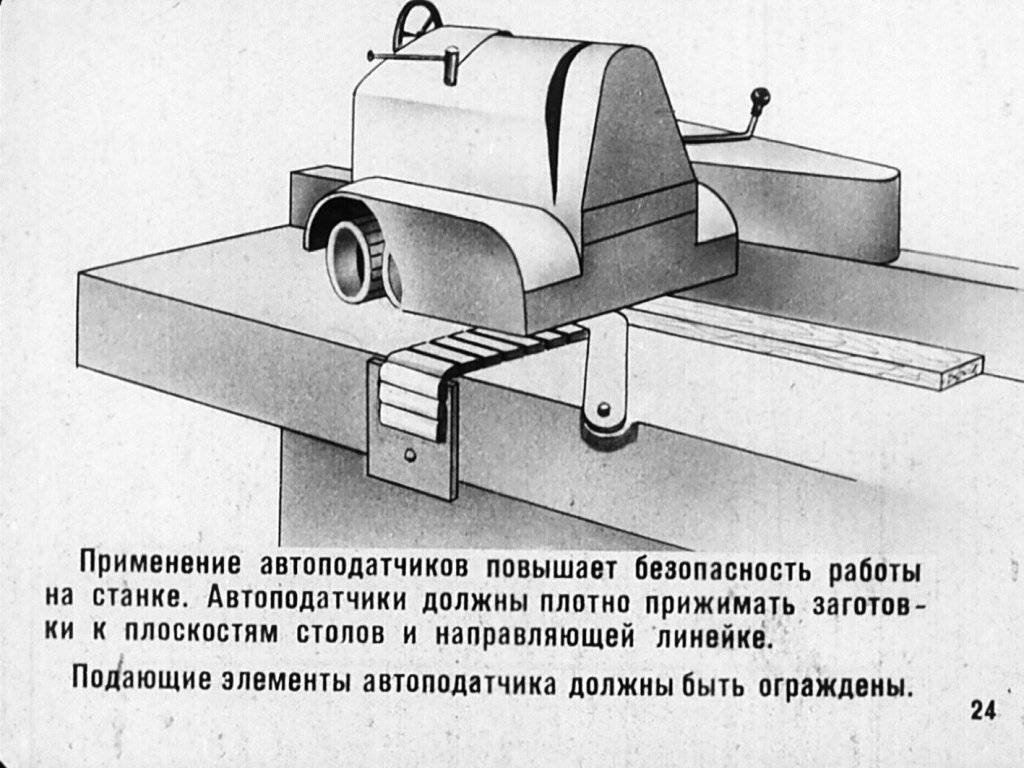
Двухсторонние фуговальные станки также имеют встроенный автоподатчик, который отвечает за перемещение установленной в прижим заготовки (автоподатчик может отводиться в сторону, что позволяет выполнить быструю замену режущего инструмента). Также двухсторонние станки оснащены электромеханическим тормозом для моментальной остановки вращения ножевого вала.
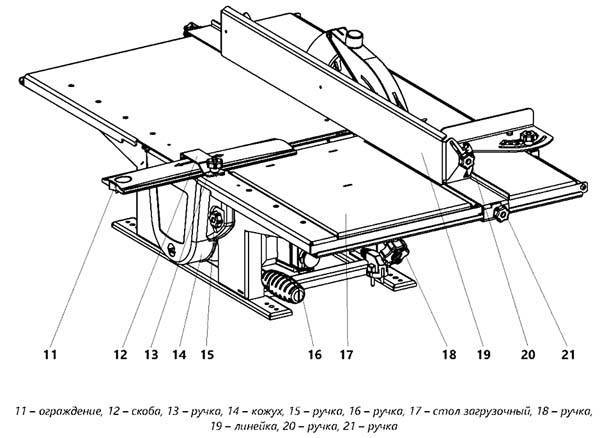
Конструкция
Конструкция рассматриваемого станка включает в себя следующие части:
- Двигатель, работающий от сети под напряжением 220 Вольт. Электрический мотор создает и транслирует «крутящий момент» на строгальный вал с ножами.
- Рабочий стол, состоящий из передней и задней плит (выполняются из чугуна и имеют особые ребра жесткости, за счет которых обеспечивается устойчивость рабочей поверхности). Края плиток обеспечены особыми накладками из «нержавейки», которые защищают рабочую поверхность от механических повреждений. Задняя плита устанавливается на одном и том же уровне, что и режущие лезвия. Передняя плита располагается на 2 мм ниже задней. Расстояние между ними варьируется, что зависит от того, какой слой материала требуется снять с обрабатываемой заготовки.
- Станина, которая изготавливается из очень прочных сплавов. Данный элемент поддерживает всю массу станка, а также должен выдерживать усилия, которые оператор прикладывает к нажиму на заготовку. На ней же расположены валы с ножами, направляющие части и другие крепления.
- Строгальный вал, установленный между передней и задней плитками. К этому валу прикреплены лезвия, одинаковые по толщине, изготовленные из быстрорежущей инструментальной стали. В случае, когда на станке необходимо обработать материал из твердых пород древесины, вал нужно дополнительно оснастить твердосплавными напайками.
- Направляющая – этот элемент представляет собой узел, который отвечает за перемещение подвижных частей оборудования и самой заготовки. Направляющая прикреплена к станине посредством болтовых соединений и может двигаться в направлении поперек.
- Ограждение круговое размещается на передней плитке и должно плотно прилегать к направляющей. Данное ограждение выполняется из листового металла и обеспечивает защиту ножевого вала.
Принцип функционирования
Полный порядок работы оборудования состоит из следующих этапов:
- Задняя плитка на протяжения всего производственного процесса остается в неподвижном состоянии. Местоположение передней плитки настраивается оператором до необходимой высоты.
- После включения станка, электромотор передает обороты на ножевой вал, в результате чего режущие части начинают вращаться.
- Деревянная заготовка прикладывается к направляющему элементу (линейке) двумя руками и направляется на резаки (ножи). Если станок принадлежит к бюджетным моделям, то подача на нем осуществляется только вручную, а это травмоопасно. Впрочем, большинство современных станков уже оборудованы устройством автоподачи, что увеличивает скорость досылки деталей и обеспечивает общую безопасность производственного процесса.
- При попадании заготовки под ножи, они снимают определенную оператором толщину слоя с древесины, при этом устраняются неровности и создается чистая и плоская базовая поверхность. Скорость выполнения будет напрямую зависеть от технологии строгания. Большинство фуганков-станков могут обрабатывать только одну поверхность за один проход, но уже существует фуговальное оборудование, способное обрабатывать две стороны одновременно.
В случае, когда по завершению обработки на поверхности образуются мелкие неровности или волокна, то это говорит о том, что нужно заново заточить лезвия ножей. Если неровности крупные, то необходимо надлежащим образом отрегулировать расстояние между плитками и строгальным валом.






Фуганок электрический Интерскол
Фуганок Интерскол Р-82ТС-01 имеет ширину строгания 82 мм, а все остальные технические характеристики являются стандартными. Уникальностью является литая алюминиевая платформа. Фуганок оснащен твердосплавными ножами, которые по необходимости можно менять и плавной регулировкой глубины строгания. Его можно фиксировать подошвой вверх, при этом оставляя ножи прикрытыми специальным подпружиненным защитным кожухом, который фиксируется скобкой. Своим небольшим весом фуганок позволяет работать и в неприкрепленном виде.
Фуганок Интерскол Р-102/1100М имеет мощный электродвигатель — 1100 Вт, который питается от сети 220 В. Эта модель, имеет ширину строгания 102 мм и глубину выборки 0-2,5 мм. Скорость вращения барабана имеет частоту 11000 оборота в минуту. Этот профессиональный инструмент оснащен системой электрозащиты от перегрузки двигателя и самоотключающимися щетками, а также автоматической парковкой во время выключения инструмента.
Фуганок Интерскол 110-01 предназначен для интенсивной и тяжелой деревообработки с глубиной от 0 до 3 мм. Его подошва металлическая, а ножи из твердого сплава, которых неоднократно можно затачивать. Имеет кнопку против самовключения. Уникальность этого фуганка в том, что можно работать ножами вверх.
Фуговально-рейсмусовый станок
 Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.
Классификация
В соответствии с действующей классификацией по своему назначению виды рубанков условно подразделяются на две группы:
- Плоского строгания;
- Фигурного строгания.

Рубанки плоского строгания, типы
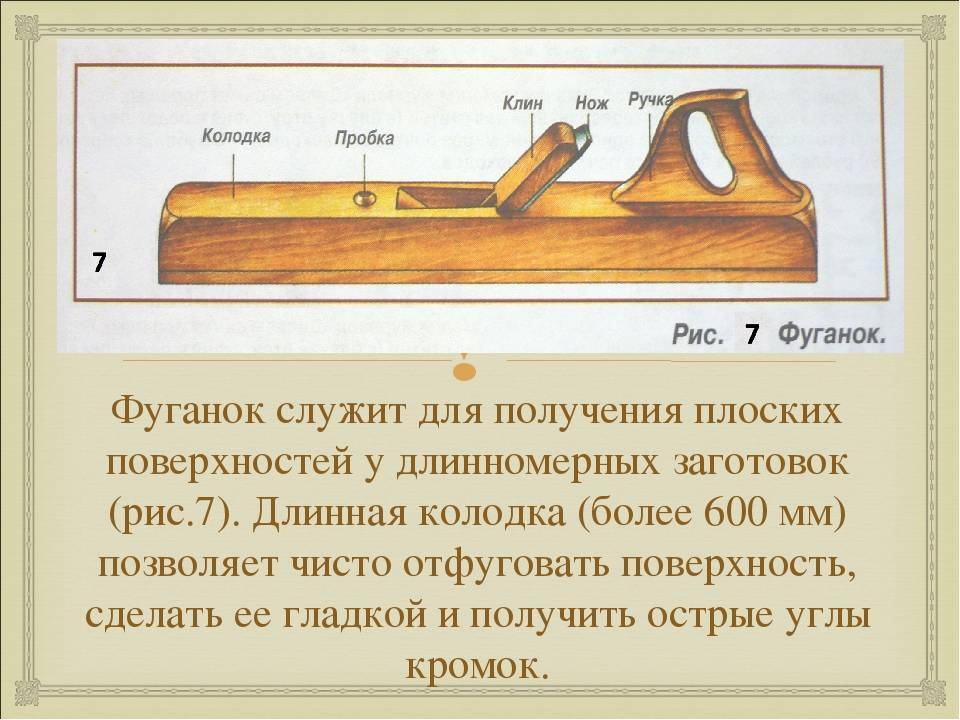
Полуфуганок
. Это укороченный вариант фуганка, предназначенный для обстругиваниякрупных элементов. Длина подошвы полуфуганка составляет 60 см, ширина резца, как и у фуганка, может достигать 8 см. Применяется, как и фуганок, для пригонки различных деталей.
Медведка
больше по ширине и длине и имеет по бокам парные поперечные ручки. Обычно медведкой одновременно работают два человека. Железков медведке закреплено специальным клином и снимает пласт в 1 мм. Применяется медведка для выстругивания таких элементов, как доска для наружной обшивки, для полов или потолков.

Шлифтик
используется для финишной зачистки поверхностей и нивелирования дефектов , возникших на предыдущих этапах обработки. При помощи шлифтика обстругиваютсяторцы, участки с сучками и неправильной или сложной структурой древесины. В этом виде инструмента устанавливается двойной нож с линейным лезвием и стружколомом, угол присадки ножа составляет 60 градусов.
Цинубель
служит для обработки свилеватых сортов древесины и для нанесения на поверхности мелких бороздок, чтобы улучшить сцепление элементов в последующем клеевом соединении. Ножи цинубеля имеют ребристость, которая образует зубцы при заточке. Размещение ножа под углом 80 градусов относительно колодки позволяет обрабатывать без задировдаже свилеватую древесину. В среднем длина подошвы цинубеля составляет 20 см, ширина и высота – 6,5 см. Ножи – одинарные с зубчатым лезвием.





Рубанок торцовый
используют для обработки торцов и строгания небольших поверхностей с путаным строением волокон.
Рубанок одиночный
применяется для повторной обработки. При строгании образуется стружка без излома; для поверхности характерны небольшие задиры или сколы.
Двойной рубанок
имеет стружколом, помимо ножа, что повышает качество обработки.
Фигурного строгания, виды
Зензубель (отборник)
оснащен двойным ножом , благодаря чему повышается качество обработки изделия. Применяется для обстругивания перпендикулярных плоскостей и зачистки четвертей. Ширина ножа в форме лопатки не превышает 33-х мм. Инструмент сродни фальцебелю.

Федергубель
отличается специальной формой лезвия, которое формирует прямоугольный продольный выступ вдоль кромки деревянной заготовки.

Фальцгебель
, как и зензубель, служит для профильного строгания. Он снабжен одиночным ножом, имеющим прямую или косую конфигурацию, и применяется для зачистки четвертей (фальцев). Имеет ступенчатую подошву, иногда съемную, что позволяет подбирать фальцы требуемого размера и профиля для каждого индивидуального случая.
Штабгобель
и штабгалтель
– благодаря ножам, имеющим вогнутую форму, придают обрабатываемым деталям округлую форму. Штабгалтель применяется для обработки выпуклых поверхностей.

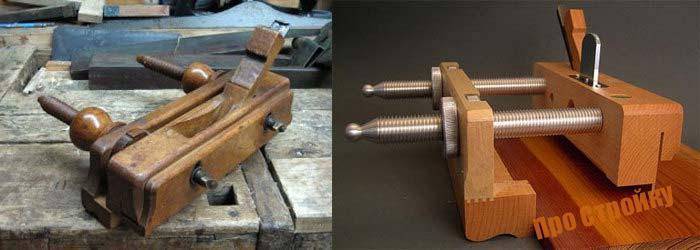
Шпунтубель ( пазник
используется для выборки шпунтов (пазов) по краям древесной заготовки. Состоит из пары колодок, соединенных специальными металлическими винтами. Первая колодка – направляющая; вторая, удерживающая ножи – закрепляющая.

Грунтубель
представляет собой колодку, сбоку которой установлен заостренный крюк в виде резца. Этот резец фиксируется в колодке с помощью винта или клина. Предназначен для выборки пазов трапециевидного профиля, располагающихся поперек волокон дерева.

Горбач (американка)
применяется для обработки выгнутых и вогнутых плоскостей с внутренними или внешними диаметрами. Имеет колодку криволинейной формы.

При создании деревянных изделий требуется множество разнообразных по типу операций, поэтому в столярном и плотницком деле только одним типом рубанка зачастую не обойтись! Некоторые виды рубанков лучше использовать исключительно в паре – федергубель, медведка или шпунтубель. Другие модификации требуют последовательного применения: шерхебель служит для предварительной черновой обработки исходного сырья и фуганок – для окончательной отделки плоскостей. Основным целевым назначением рубанков как инструмента является обработка плоскостно-линейных поверхностей и создание необходимых рельефов.

Несмотря на широкий ассортимент электрорубанков, предлагаемый магазинами, у столяров до сих пор довольно-таки большой популярностью пользуются обычные ручные инструменты. Дело в том, что с их помощью обработку дерева можно производить несколько качественнее. Чаще всего современные столяры имеют в запасе оба вида применяют при начальной обработке заготовок, а ручной используют для их доводки.
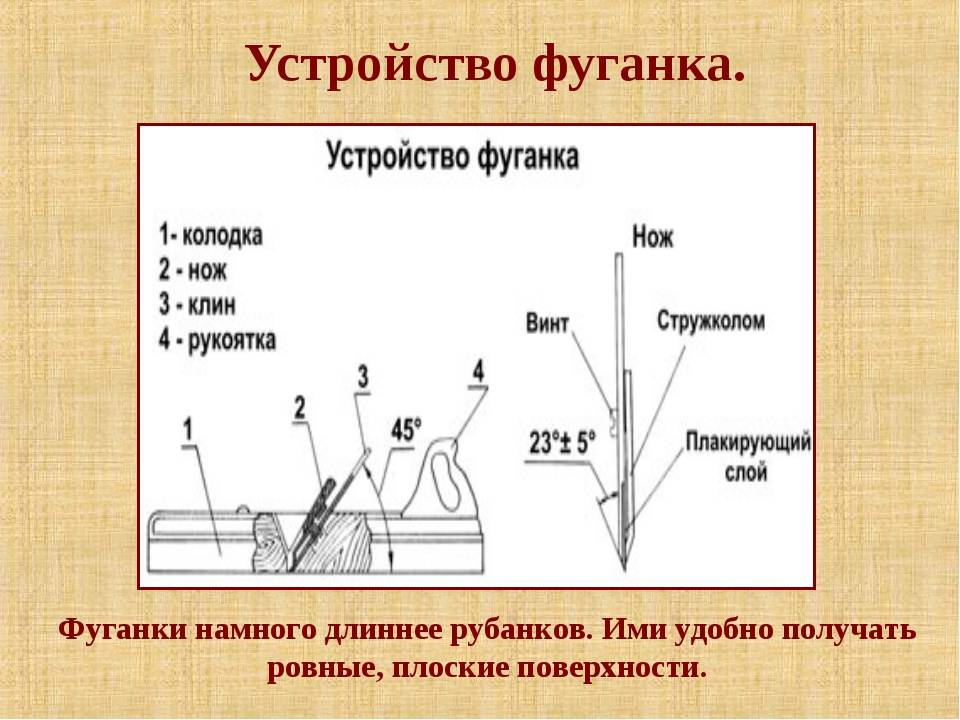
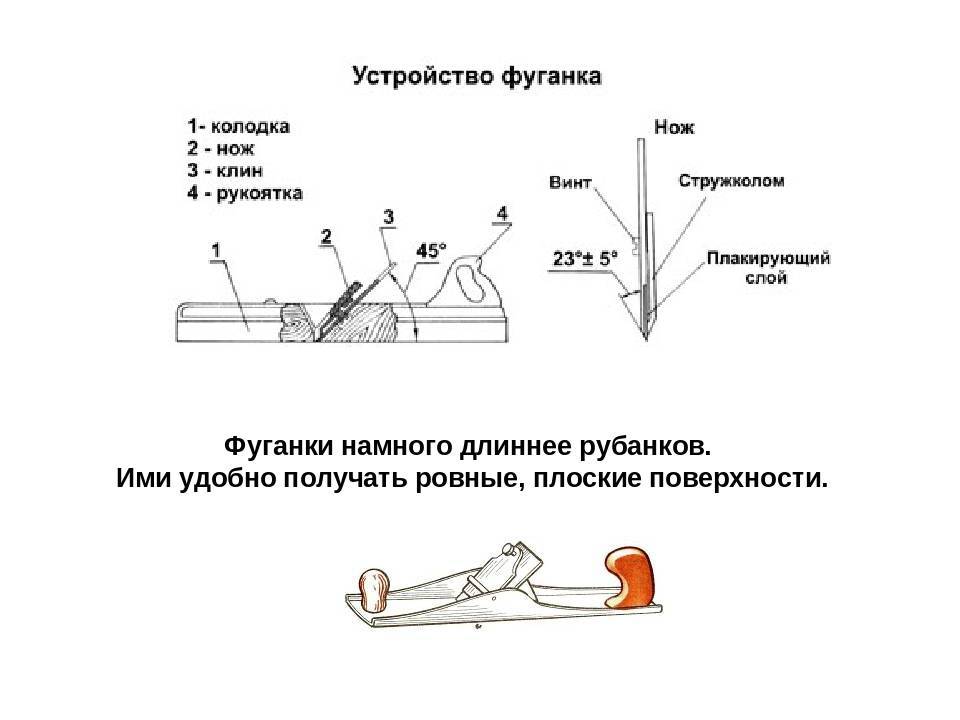
Фуганок или рубанок?
Похожие на слух названия инструментов объяснимы: оба предназначены для выравнивания поверхности заготовки. В чем разница?

Рубанок и фуганок отличаются принципом и качеством работы:
- Рубанок выполняет первичную подготовку поверхности. Он снимает верхний слой такой толщины, на которую настроено лезвие. Строгание инструментом убирает основные неровности, бугры, сучки. В конструкцию рубанка входят колодка и нож. Режущих элементов может быть два, тогда второе вслед за первым снимает более тонкую щепу, выравнивая поверхность. Финишной обточки рубанок не делает.
- Фуганок – усовершенствованной конструкции. Он имеет более длинный и тяжелый корпус, позволяющий инструменту плотнее прижиматься к обрабатываемой поверхности. В инструмент встроены 2 лезвия, настроенные на чистовую фуговку.
Отличие от рейсмуса
В определении фуганка указано: для выравнивания поверхности заготовки из древесины и доведения ее до декоративно-чистого вида. Рейсмус нужен для переноса на изделие параллельных линий (см. фото). К работе ручным инструментом вопросов нет. Они возникают при сравнении электрических .





Работа стационарного оборудования одинакова у обоих видов: они снимают черновую кромку с древесины. Но суть разная:
- Фуганок снимает слой с доски, делает поверхность плоской, торцевую кромку делает перпендикулярной к основной.
- Для создания строго параллельных плоскостей изделия нужен рейсмус, но оборудование обрабатывает только предварительно выровненное сырье.

Фуганок и рейсмус работают в связке: один подготавливает, другой – окончательно выравнивает. Но это в случае со станками.
Фуганок ручной и электрический выравнивает поверхность и кромки дочиста, а рейсмус служит для нанесения параллельных линий по заданному размеру.
Обзор заводских моделей
| Модель | W0108 | W0100 | ||
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
W0108 W0100
Если вы решили сделать себе рейсмус из электрорубанка своими руками, чертежи, наглядные видео и наши рекомендации позволят добиться поставленной цели. Сам по себе электрорубанок является полезным инструментом в хозяйстве. А вот купить для бытовых целей рейсмус — достаточно дорогое удовольствие. Потому многие решают собрать оборудование самостоятельно, взяв за основу электрический рубанок.
Чтобы собрать рейсмус из электрорубанка, вам потребуется набор материалов и инструментов, необходимых для будущего станка.
Если рейсмус вам необходим с целью получения доходов от продукции, которую будете обрабатывать на станке, тогда лучшим решением станет покупка готового устройства. Если же рейсмус — это сугубо инструмент бытового применения для домашних работ, тогда смело можете сделать его своими руками.
Основными компонентами для сборки агрегата являются:
- Электрический рубанок. Учтите, каждый раз переоснащать рейсмус в обычный электрорубанок и обратно собирать из него станок не получится. Потому лучше сделать агрегат из рубанка, который не жалко;
- Чертежи. Вы можете составить собственный чертеж, опираясь на характеристики и особенности электрорубанка, планируемых работ и деталей, которые должен обрабатывать станок. Адаптировать готовые чертежи под себя сложнее, поскольку каждый из них основан на определенных моделях электрического рубанка, используемых материалах, параметрах и пр.;
- Деревянные бруски и фанера. Из них вы будете собирать корпус будущего рейсмусового станка;
- Свободное время. Чтобы сделать своими руками станок, много времени вам не потребуется. Но и пытаться собрать агрегат за пару часов не стоит, иначе результат вас может разочаровать.
Основной упор при проектировании рейсмуса на основе электрического рубанка делается на соответствие характеристик и возможностей станка с обрабатываемыми заготовками. Убедитесь перед началом сборки, что оборудование получит корпус, шпильки, направляющие, идеально отвечающие деталям, с которыми вам предстоит иметь дело.
Шпильки и направляющие
Про эти компоненты рейсмуса на основе электрического рубанка следует поговорить отдельно, поскольку они играют значимую роль в работоспособности и эффективности рейсмуса.
- Шпильки позволяют опускать и поднимать рейсмус при обработке заготовок.
- Часто новички устанавливают шпильку аккурат посередине корпуса станка. Но это решение ошибочное. Если вы решили сделать станок, шпильку стоит установить посередине между передней и задней ручкой устройства. Такое расположение обеспечит удобную работу с оборудованием, позволит надежно фиксировать инструмент в нужном положении. Проблем в процессе эксплуатации окажется значительно меньше.
- При переоснащении электрорубанка в рейсмус постарайтесь придать шпильке инструмента максимальную подвижность. Для этого на верхней крышке своими руками установите подшипник качения.
- На среднюю пластину станка, которая будет отвечать за регулирование высоту, закрепите гайку. Такое решение обеспечит вас возможность регулировать положение оборудования с небольшим шагом и повышенной точности. Это актуально для особо деликатной обработки с помощью рейсмуса.
- Направляющие служат для точной и эффективной обработки заготовок. Их изготавливают из деревянных брусков, потому затраты на сборку оборудования можно считать минимальными.
- Выполняя направляющие для электрического рубанка, сделайте определенный запас по длине. Их не рекомендуется делать идентичной с обрабатываемыми заготовками длины. Выполните данные элементы немного больше.
- Нижняя плоскость рейсмуса из электрического рубанка делается так, чтобы при обработке изделия она перемещалась сразу параллельно по отношению к резакам устройства. Если плоскость будет начинаться под электроинструментом, вы не сможете получить высокую точность обработки. А потому эффективность подобного станка сведется к минимуму.





