

ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ
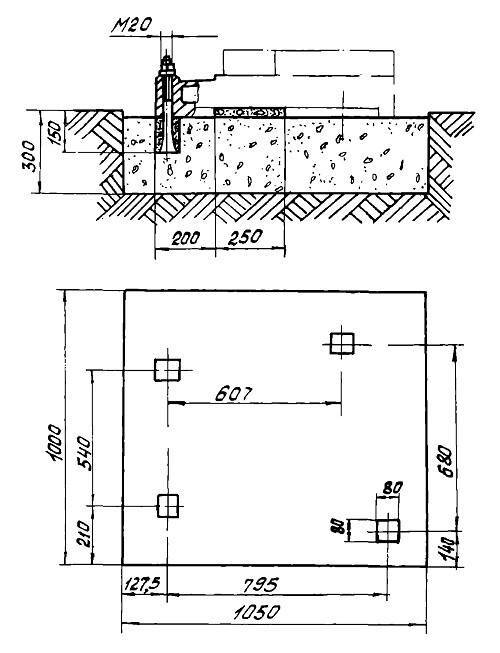
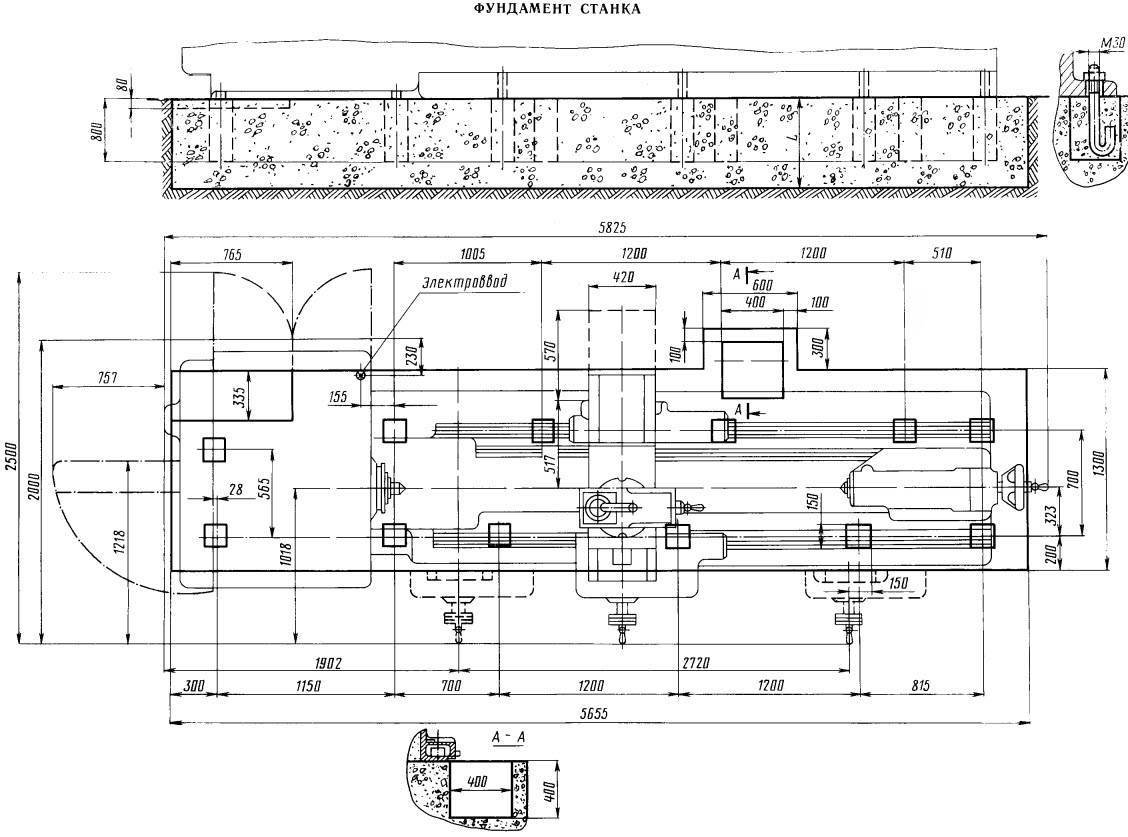
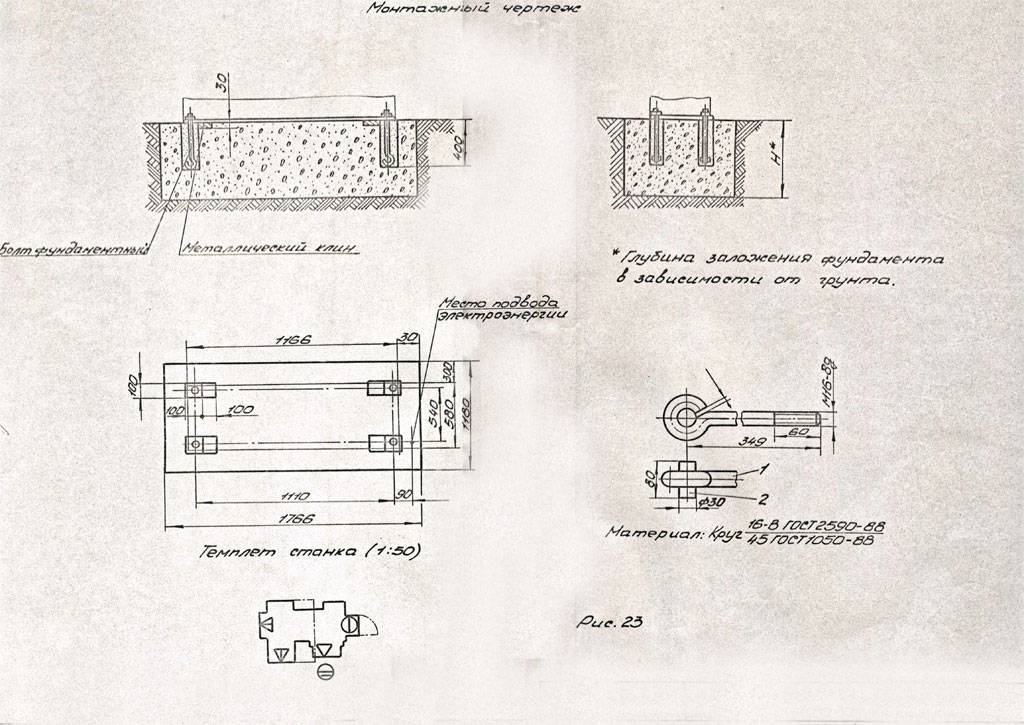
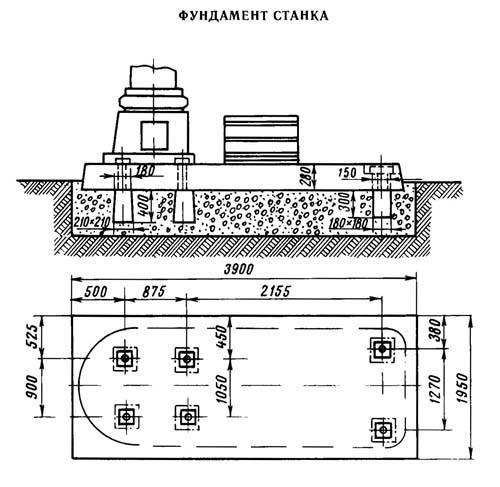
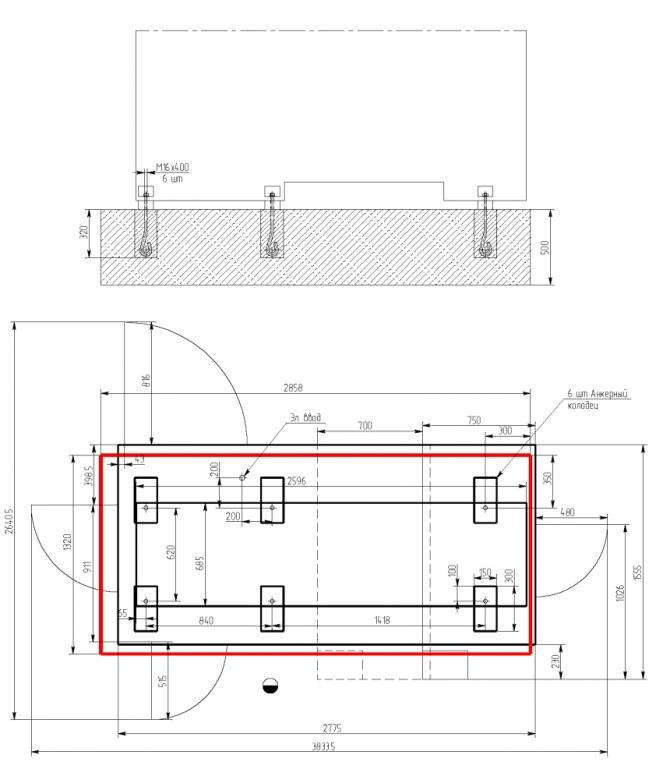
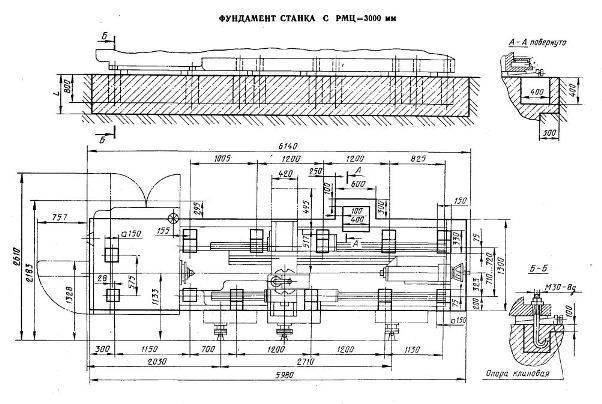
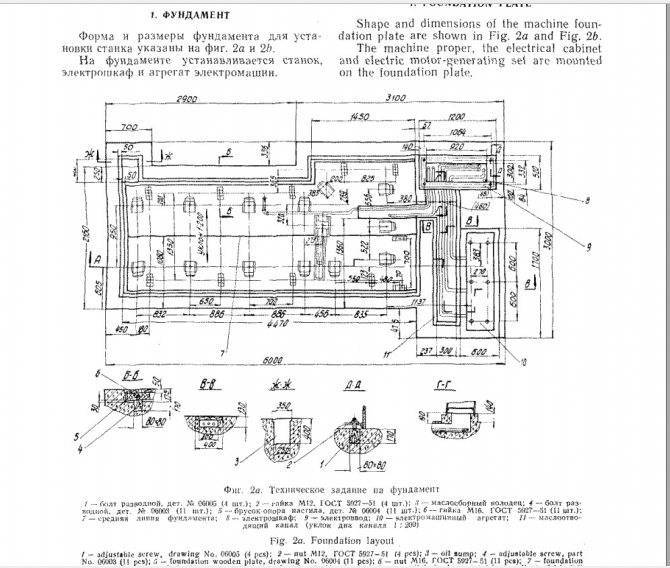
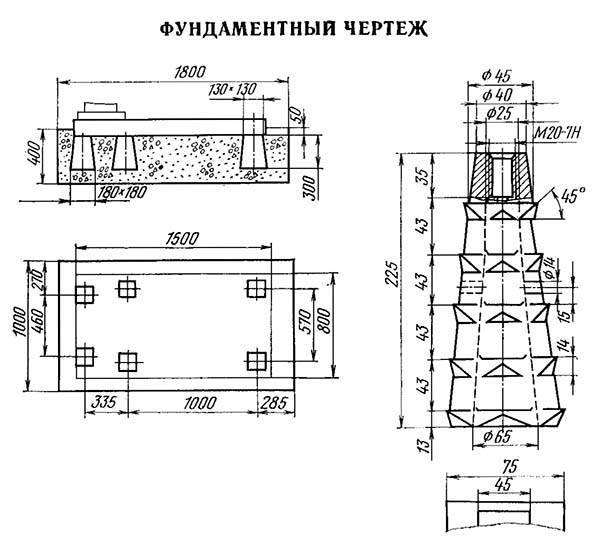
131. Задание на проектирование фундаментов под металлорежущие станки должно содержать материалы, указанные в п. 5, при этом в чертежах габаритов верхней части фундаментов должны быть указаны контуры опорной площадки станины, расположение и размеры анкерных болтов и колодцев для них, регулировочных клиньев, закладных частей, а также выемок, каналов и шахт, необходимость в которых вызывается конструкцией станков и условиями их монтажа и обслуживания.
В техническую характеристику станков должны быть включены:
а) наименование станков;
б) данные о весе станков (общий вес — для станков, у которых вес станка передается на фундамент примерно равномерно; величина и схема расположения весовых нагрузок — для станков с неравномерно распределенной по опорной площади станины нагрузкой; нагрузки на каждую опору — для станков, опирающихся на отдельные тумбы) и положение центра тяжести станка;
в) данные о максимальном весе обрабатываемых деталей;
г) пределы перемещений нагрузок при работе станка;
д) характеристики возмущающих нагрузок и величина допускаемой амплитуды вынужденных колебаний (в случаях, когда необходимо производить динамический расчет фундамента или устраивать пассивную виброизоляцию станка);
е) допускаемые величины угла поворота фундамента относительно горизонтальной оси (в случаях, когда перекос фундамента может явиться причиной нарушения нормальной работы станка).
Устройство фундаментов под технологическое оборудование: общие правила
Сооружение фундамента под промышленное оборудование предполагает строительство конструкции с оригинальными качествами, а именно:
- Значительной массой – чем больше вес основания, тем выше сопротивляемость вибрации.
- Повышенной прочностью – чем выше стойкость к статическим и динамическим нагрузкам, тем больше период эксплуатации и самого фундамента, и смонтированного на основании оборудования.
- Высокой устойчивостью к агрессивным средам – чем выше инертность хотя бы верхних слоев фундамента, тем дольше он прослужит в роли основания для станка или механизма.
Причем указанные характеристики дополняются еще и минимальными допусками по габаритам фундамента. То есть, на «своем месте» должны находиться не только болты, с помощью которых производится установка оборудования на фундамент – отклонения от расчетных габаритов (длинны, высоты, ширины) должны сводиться к минимуму.
Разновидности конструкций оснований
Подобный набор характеристик могут обеспечить только следующие разновидности конструкций фундаментов:
- Бесподвальное основание плитного типа, гасящее вибрацию своей массой. Такие фундаменты можно залить в опалубку только на первом этаже цеха. Подобная конструкция обойдется в значительную сумму, поскольку на сооружение цельного основания плитного типа тратят максимальный объем строительного материала. Однако самые крупные станки и механизмы монтируют только на таких фундаментах.
- Подвальное основание-перекрытие, монтируемое на втором этаже и выше. Такой фундамент гасит вибрацию, передавая колебания на каркас самого цеха (посредством контакта с межэтажным перекрытием). По сути – это такая же плита, только не залитая, а собранная из железобетонных изделий, установленных на балки межэтажного перекрытия. Подобное основание способно противостоять только статическим нагрузкам или вибрации с минимальной амплитудой.
- Стенчатый фундамент, развивающий идею ленточного основания. Несущую нагрузку и вибрацию в данном случае принимают несущие стены или внутренние перегородки. Как правило, подобные фундаменты подводят под механизмы, расположенные на втором этаже цеха.
- Основания рамного типа (с балочным ростверком). Такая конструкция выдерживает высокочастотную вибрацию. Поэтому в большинстве случаев фундаменты для ударных механизмов имеют «рамную» конструкцию. Ведь в опоры рамы можно вмонтировать демпферы, гасящие вибрацию.
Конструкционные материалы оснований
Разумеется, основания подобного качества невозможно соорудить из первого попавшегося стройматериала.
И в большинстве случаев такие фундаменты строят из:
- Железобетона (методом заливки в опалубку).
- Железобетонных блоков (методом сборки с перевязкой).
- Металла (сборка свайной конструкции с рамным ростверком).
- Железобетона и металла (бетонные сваи или блоки и металлический ростверк).
Подвальные, бесподвальные и стенчатые фундаменты создают из железобетона или железобетонных блоков. Причем железобетон производят на основе раствором М200-М300 (для станков с минимальной массой), или М300-М400 (для действительно тяжелого оборудования). Рамные основания можно собрать из любой разновидности вышеупомянутых материалов.
Расчет фундамента под оборудование
Любое строительство начинается с расчетов самой важной части дома – его фундамента. И сооружение нового рабочего места начинается с расчетов основания под станок или механизм
Характеристики грунта вычисляют на основе инженерно-геологических изысканий, в процессе которых определяют глубину залегания грунтовых вод, состав почвы, глубину промерзания и так далее.
Статическая нагрузка определяется массой оборудования, вычисляемой по спецификации станка или механизма. Динамическая нагрузка определяется по расчетному давлению на ростверк фундамента.
Причем указанное давление, генерируемое массой станка, корректируют с помощью двух коэффициентов:
- Константы условий работы (от 0,5 для кузнечного молота, до 1,0 для токарно-винторезного станка).
- Константы осадки грунта (от 0,7 до 1,0 – в зависимости от влажности почвы).
Фундамент под металлообрабатывающий станок
В условиях статических и динамических нагрузок, которые воздействуют на основание, подготовка фундамента под станок является ответственной операцией, требующей четкого проектного расчета и добросовестного соблюдения технологии его изготовления.
Суммарная нагрузка (с учетом вибраций), передаваемая на площадь опорной подошвы, не может превышать несущую способность подстилающего грунта, поэтому в зависимости от характера работы оборудования для разных типов станков выбирают разные конструкции фундамента.
Требования к основанию
Фундамент для установки технологического оборудования, включая станки по механической обработке твердых материалов, несмотря на необходимость проведения индивидуального расчета в конкретных условиях эксплуатации, должен соответствовать СНиП 2.02.05-87.
Общие правила по устройству опор для машин, создающих динамические нагрузки, формулируются так:
Массивность. Чем больший вес имеет основание, тем выше его способность сопротивляться вибрациям станка.
Высокая прочность и жесткость. Устойчивость к постоянным и переменным нагрузкам прямо пропорционально влияет на срок эксплуатации оборудования на этом фундаменте
Жесткое крепление важно для высокоточных станков.
Повышенная устойчивость к агрессивным воздействиям (ГСМ, охлаждающие эмульсии, растворители). Необходимо обеспечивать максимальную инертность хотя бы для верхнего слоя монолита.
Такие характеристики нужны фундаменту в комплексе с выдержкой минимально допустимых отклонений по его расчетным габаритам.
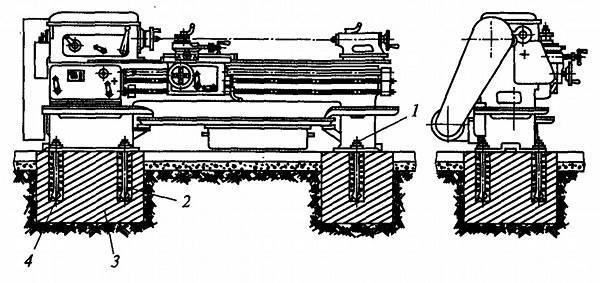
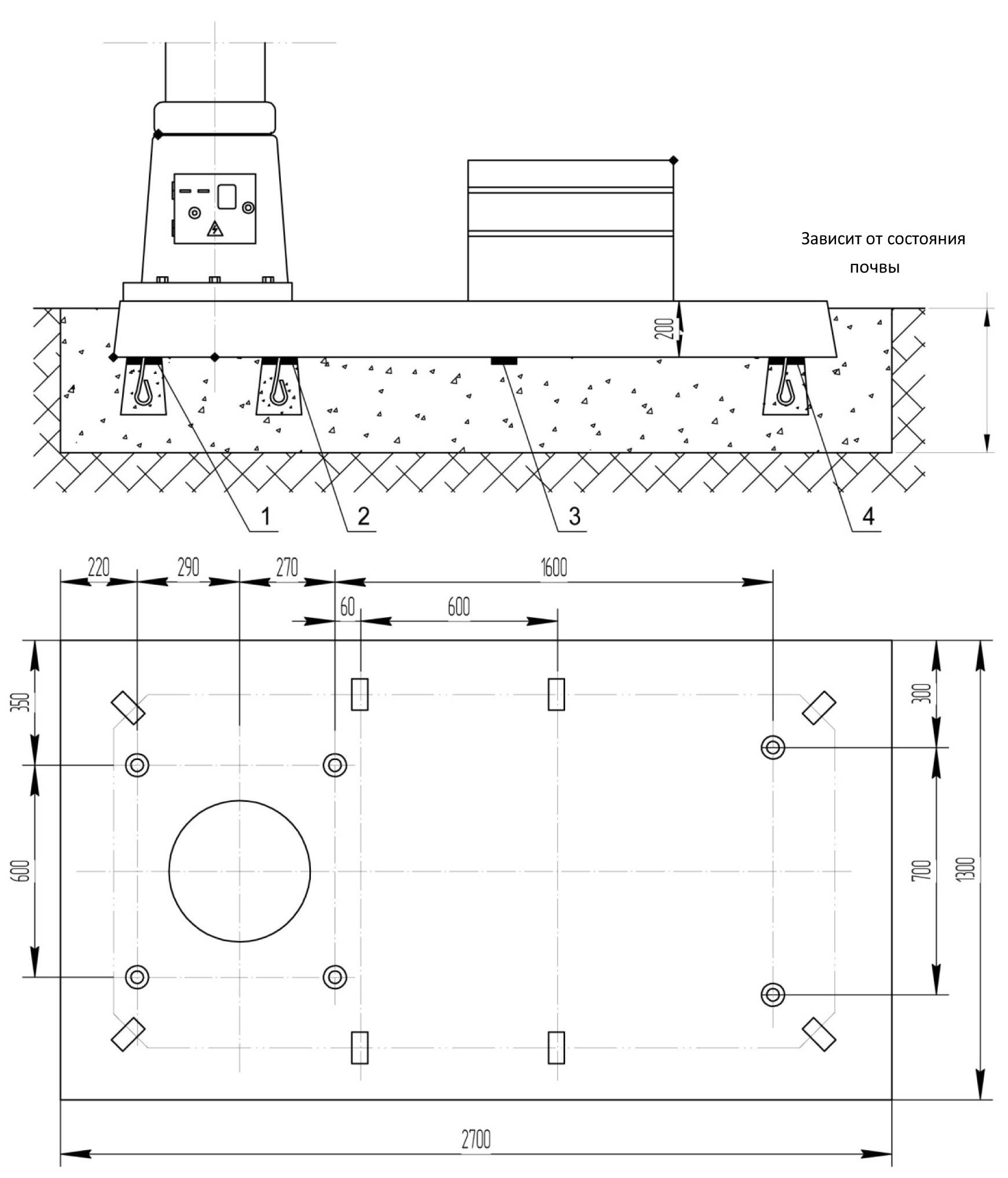
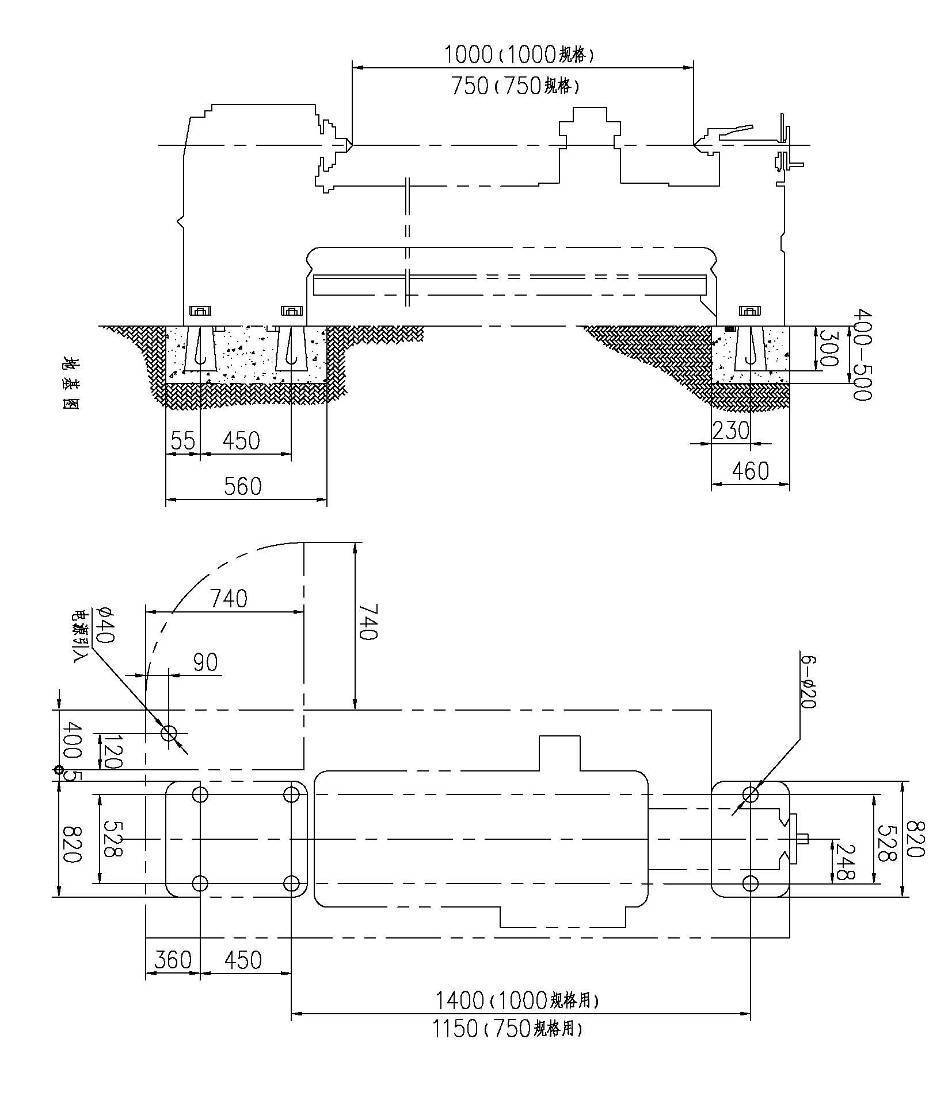
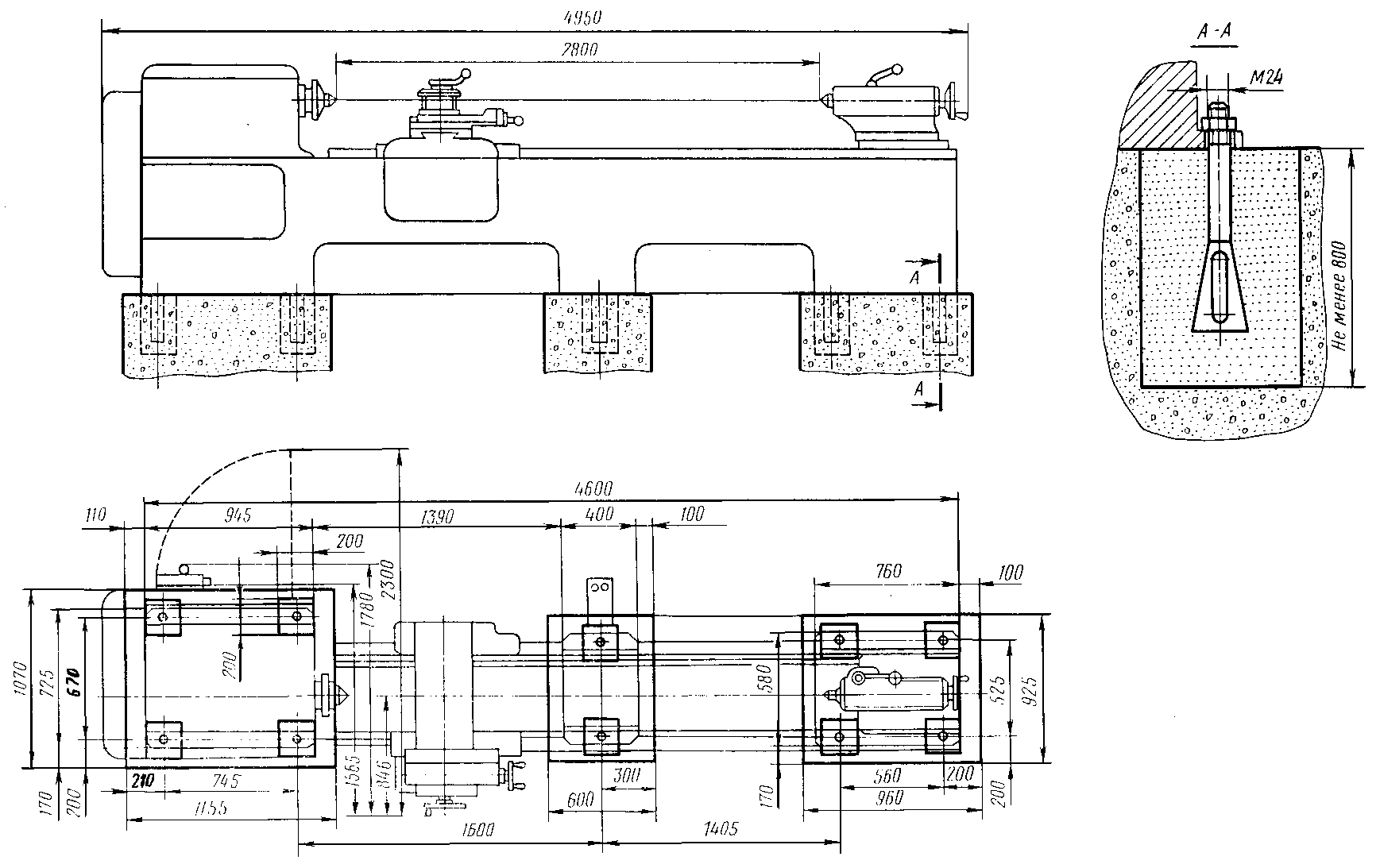
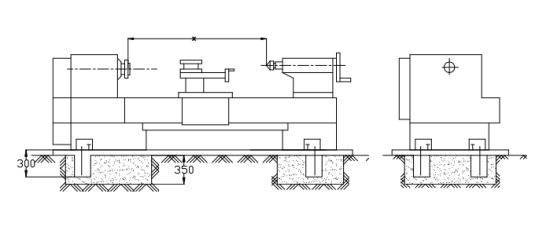
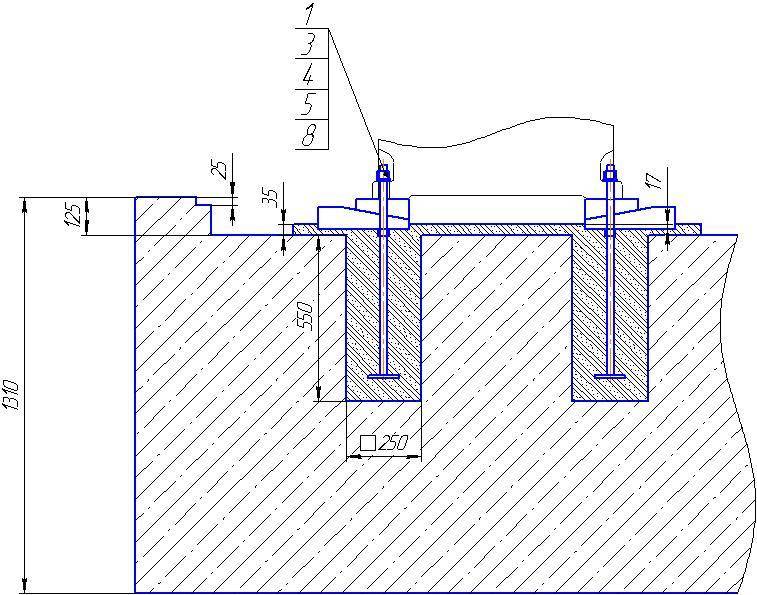
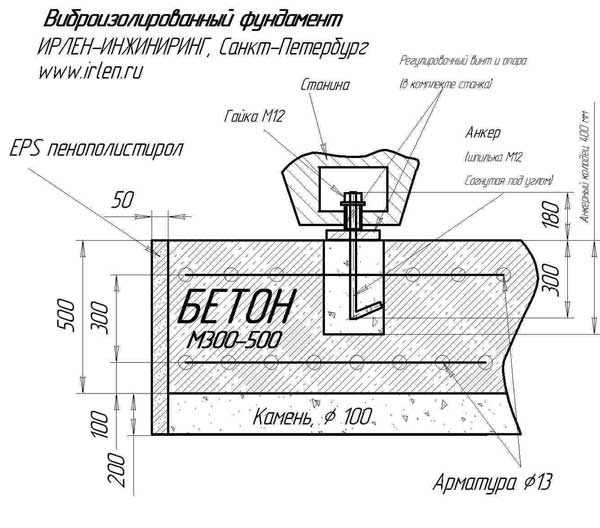
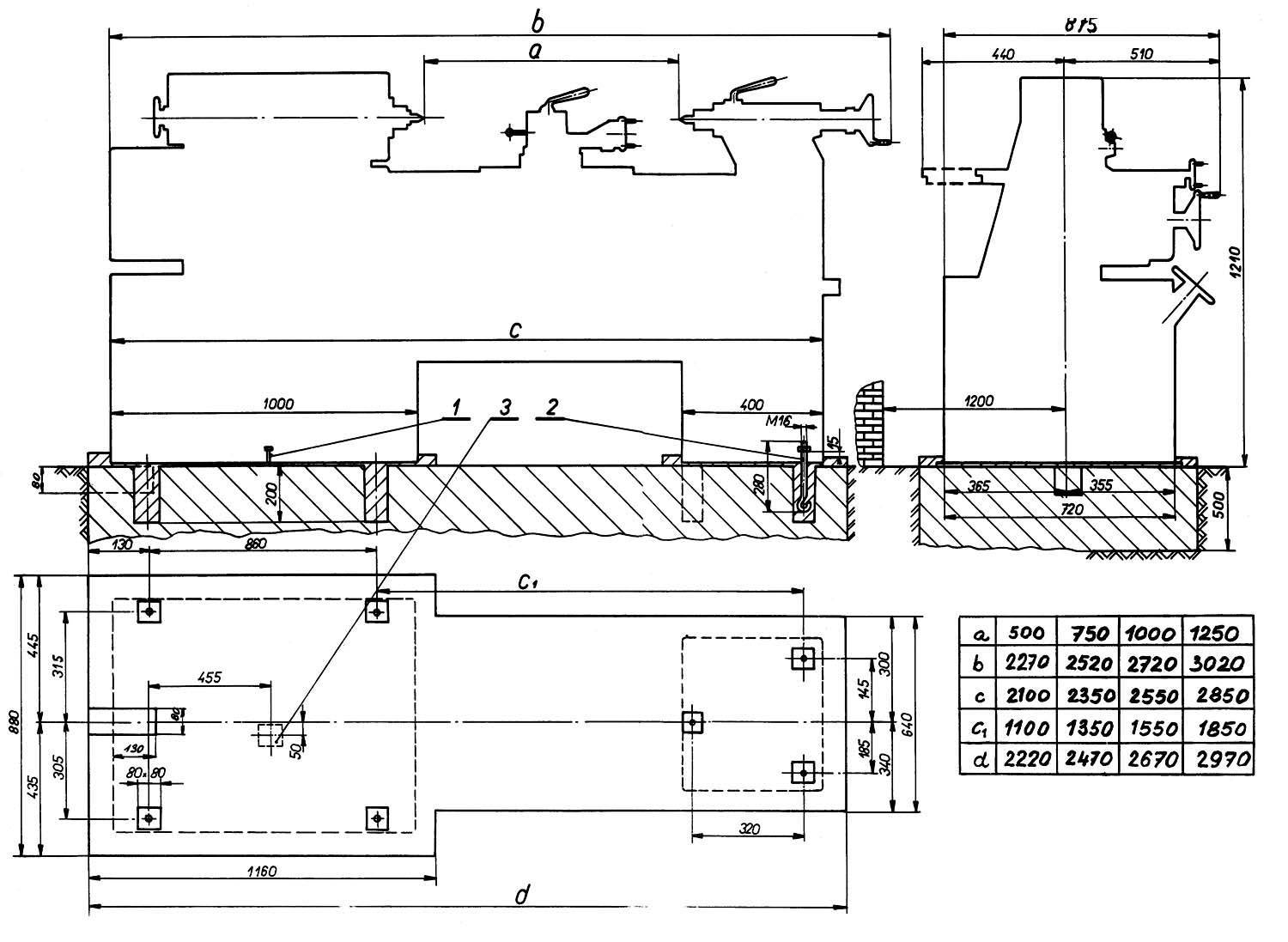
В зависимости от массы станка (до 10 т или более) и класса точности разрешается применять под них различные по конструкции основания (общие, одиночные, вибро-изолированные). Вертикальные разрезы таких опор показаны на чертеже:
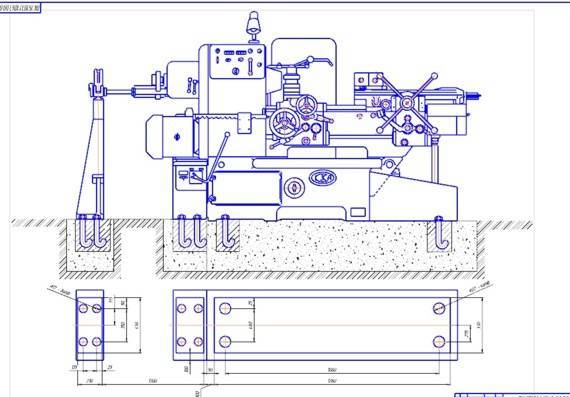
Ставить 1 шлифовальный станок или группу можно на утолщенные ленты, специально заливаемые в полу цеха, как показано на этом фото:
При монтаже станков на 2 этаже и выше используют рамный или стенчатый тип бесподвального фундамента. У них нагрузка распределяется через каркас на перекрытия или несущие стены (опорные колонны). Вибрация, создаваемая станком, для такой опоры должна быть минимальная. Устанавливая фрезерный агрегат, можно применить демпферы, гасящие частотные колебания.
Уклон верхней плоскости крепления оборудования категорически не допускается.
В противном случае будет неравномерное распределение эксплуатационных нагрузок, что влияет на характеристики работающего станка, оказывает разрушающее воздействие на станину механизма и анкеры в основании.
Сделать для себя
Металлообрабатывающий станок в частной мастерской не является редкостью. Сделать прочный фундамент можно руководствуясь СНиП и техническим описанием для конкретного вида оборудования. В качестве памятки пригодятся такие рекомендации:

- легкие модели станков ставят на железобетон марки М200, М300, тяжелые агрегаты — на М300, М400;
- при расчете давления подошвы на грунт коэффициент условий работы (от 0,5 до 1) зависит от вида оборудования, коэффициент осадки грунта(0,7 – 1) от его влажности;
- контакт материала фундамента с конструктивными несущими элементами здания нежелателен – надо оставлять зазор, устраивать гасящую подушку из щебня, дубового бруса;
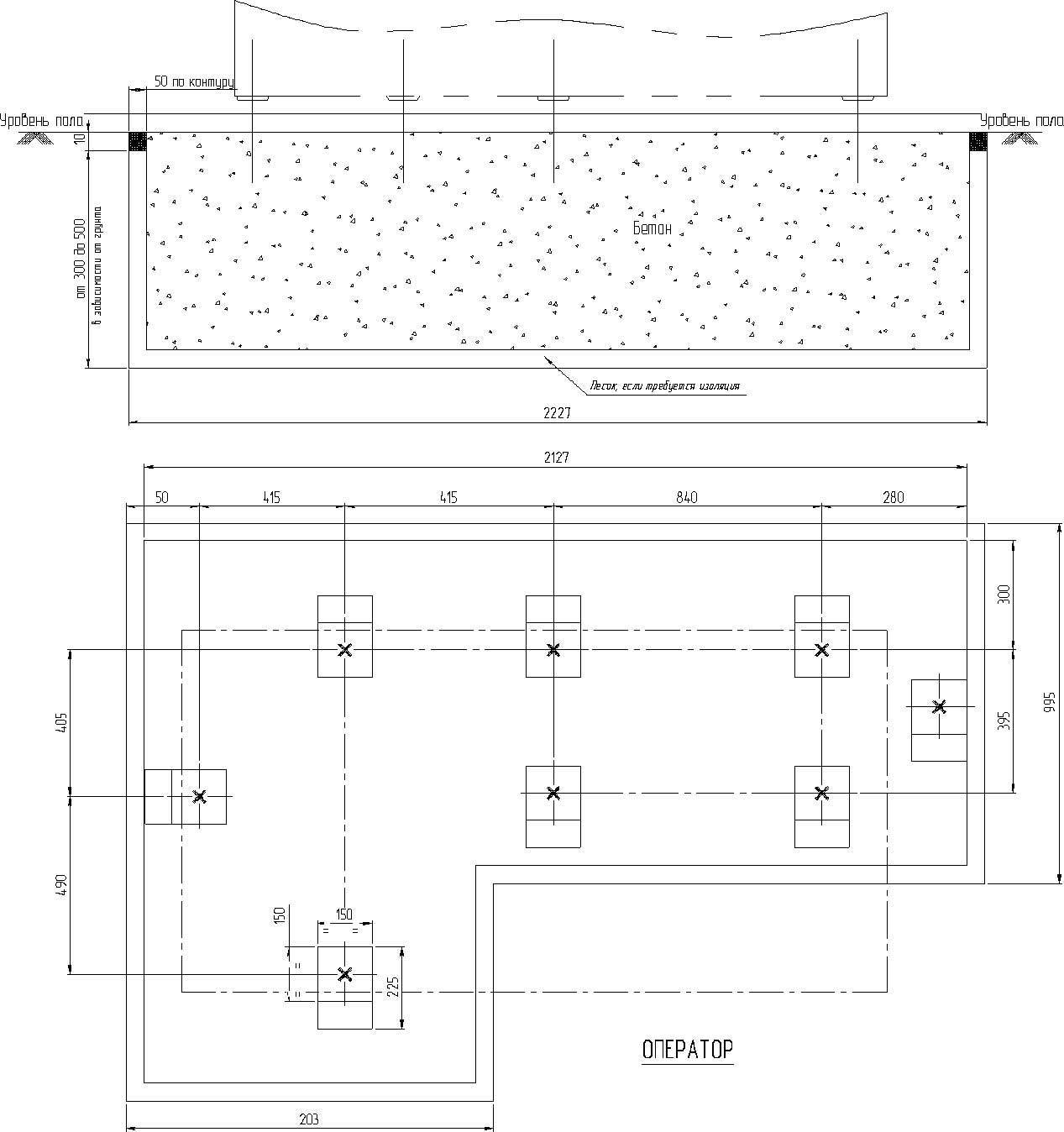
- анкера для крепления станка располагаются не ближе 0,2 м к краю основания;
- в отапливаемых мастерских глубина заложения 0,5 – 0,7 м, в неотапливаемых помещениях глубина промерзания + 0,25 м (минимум);
- трамбовка бетона при заливке проводится послойно, толщиной 0,15 м.
Планировать расположение габаритного механизма лучше до заливки пола на предполагаемом месте его установки, как показано на этом фото:
Пример самостоятельного изготовления фундамента под токарный станок ТВ-6 (пошаговые операции) показан на этом видео:
Как и все виды бетонных оснований, фундамент для оборудования нуждается в гидроизоляции, армировании и соблюдении сроков набора крепости монолитом (27 – 30 дней) до начала монтажа на него станка.
Установка фрезерных станков на фундаменты.
Установку фрезерных станков на обычные фундаменты необходимо производить после затвердевания бетона. Перед установкой станка фундамент должен быть размечен по габаритным размерам станка в плане.
Из-за недостаточной плоскостности фундамента следует использовать металлические прокладки толщиной 3—10 мм или стальные клинья с уклоном 4—5° (рис. 65, а), количество и расположение которых указывается в чертеже. Обычно клинья рекомендуется устанавливать по периметру станины через 500—700 мм друг от друга.
Проверку горизонтальности станка в продольной и поперечной плоскостях выполняют по устанавливаемым в нескольких местах уровням и подбивкой клиньев добиваются, чтобы точность установки соответствовала нормируемой, т. е. 0,04 мм на 1000 мм длины станины.
Рис. 65. Регулировка положения станка на фундаменте:
а — вбиванием клина молотком, б — перемещением клина винтом; 1 — станина, 2 — клин, 3 — подошва клина, 4 — фундамент
Тяжелые фрезерные станки монтируют на башмаках (рис. 65, б), представляющих собой регулируемые винтом двойные клинья.
После окончательной выверки станков затягивают болты или под опорную поверхность станины заливают цементный раствор.
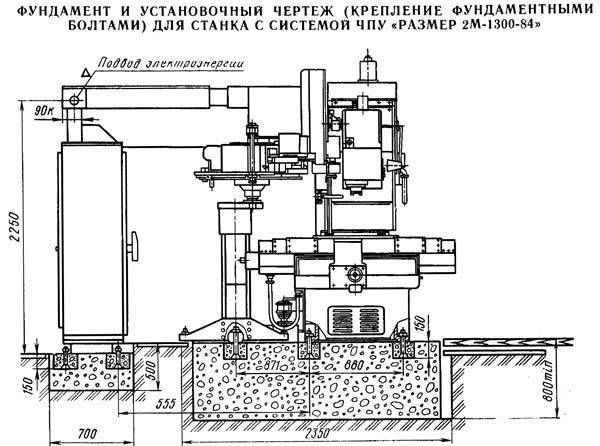
Фрезерные станки с ЧПУ, в том числе и фрезерно-сверлильно-расточные станки с ЧПУ и автоматической сменой инструментов (обрабатывающие центры), устанавливают на фундаменты с закреплением анкерными болтами или на виброопоры (легкие станки) (рис. 66).
Рис. 66. Установка фрезерного станка на фундаменте:
а — с креплением фундаментными болтами, б — на виброопоры
Рис. 67. Резинометаллические виброопоры:
а — равночастотная, б — упруго-жесткая; 1 — упорный винт, 2 — резьбовая регулировочная втулка
В настоящее время известно большое количество виброопор, различающихся материалом упругого элемента (резиновые, резинометаллические, металлические с пружинами из фетра, пробки и т. п.) и конструктивным решением. Среди резинометаллических опор наиболее распространенными являются равночастотные опоры ЭВ-31 и ОВ-33 (рис. 67, а).
Для равночастотных опор жесткость примерно пропорциональна нагрузке, и поэтому частота собственных колебаний станка мало зависит от нагрузки на опору. Это существенно упрощает подбор опор, так как не нужно вычислять опорные реакции от массы станка, а требуется лишь определить, не превышает ли нагрузка на опору предельно допустимую. Преимуществами равночастотных опор по сравнению с опорами с линейной характеристикой является и то, что изменение массы детали или перемещение тяжелых узлов станка не вызывает перегрузки опор. Поэтому один типоразмер может использоваться для установки разных машин.
Для изменения жесткости опоры в различных направлениях, а это особенно важно для станков с тяжелыми реверсируемыми узлами или работающих с ударными нагрузками, в опору можно вставлять специальный вкладыш. Виброопоры имеют устройство для выверки станка по уровню; для различных опор величина регулировки по высоте колеблется от 8 до 15 мм. Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола
Срок службы виброопор составляет не менее 10 лет
Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола. Срок службы виброопор составляет не менее 10 лет.
Точность установки станка на резинометаллических опорах из-за ползучести резины с течением времени теряется. Для уменьшения потери точности на опорах следует закреплять контргайки, а через три-четыре дня после установки повторно выверять станки по уровню. Выверка станка производится при среднем положении подвижных узлов.
Станок, установленный на упругих опорах, может наклоняться при перемещении подвижных узлов. Поэтому при проверке установки станка на его соответствие нормам точности необходимо использовать два уровня — один устанавливать на недеформируемую часть станины для регистрации общего наклона станка на опорах, другой —на неподвижном узле станка. Выверка производится по разности показаний этих уровней.
При значительных углах наклона целесообразно применять упруго-жесткие опоры (рис. 67,б), позволяющие без изменения базирования станка быстро переходить от упругой установки к жесткой.
Это достигается вращением винта 1 до упора его в основание; регулировка по высоте выполняется вращением резьбовой втулки 2.
Источник
Установка резца на токарном станке
Для чего нужна правильная установка резца на токарный станок и как правильно осуществить монтаж? Основные правила, а также некоторые тонкости.
Весь ход процесса точения на токарных станках от самого начала и вплоть до окончательного результата в основном определяется грамотной установкой резца в резцедержателе. В противном же случае при его неправильном положении станку грозит довольно быстрый износ режущей кромки.
Не редко также из-за этой неполадки возникают серьёзные поломки оборудования, которые часто влекут за собой следом ощутимые материальные убытки на производстве.
Перед началом необходимо сперва тщательно очистить опорные поверхности держателя. Главное правило установки резца на токарный станок по сути заключается в том, что его вершина обязательно должна находиться на уровни линии центров станка.
Помните, что установка ниже этой линии приведёт к выталкиванию детали из центров при набегании, а установка выше – к недопустимому нагреву и крайне быстрому износу.
Но в иных случаях для дополнительного улучшения работы резца допускаются незначительные отклонения. К примеру, в процессе черновой обработки деталь устанавливают с небольшим превышением над уровнем центров, составляющем от 0.3 до 1.2 мм (зависит исключительно от диаметра обрабатываемого изделия).
Совершенно другой случай – чистовое точение, при котором установка резца осуществляется со снижением на аналогичную величину.
Будучи закреплённым в резцедержателе не менее, чем двумя болтами, резец необходимо подвести строго к центру задней или же передней бабки и отрегулировать по высоте, подстилая при этом под него не более трёх подкладок. Это придаст максимальную точность при установке детали.

Отдельного упоминания также заслуживают сами подкладки: их следует подготавливать целым комплектом сразу же заблаговременно. Не стоить их заменять на куски металла или же другие иные материалы.
Подкладки нужно класть на опорную поверхность резцедержателя, при этом контролируйте вылет резца – он не должен превышать 1.5 высоты стержня, в противном случае вибрации детали при работе станка не избежать.
Дальнейшая регулировка резца на необходимую глубину может быть произведена двумя путями: методом пробных стружек или с лимбом поперечной подачи. Выбирая первую технологию, резец подводят вплотную до первого касания к поверхности вращающейся детали.
После чего он отводится вправо и далее глубина резания устанавливается уже глаз. Если диаметр проточки детали после этого вышел больше необходимого, всё повторяется с новой глубиной резания до получения требуемого результата.
Видео: подгонка (установка) резцов под токарный станок.
Требования к фундаментным конструкциям под оборудование
Требования к фундаментам под промышленное оборудование выдвигаются высокие по разным критериям. Это связано с тем, что они испытывают разноплановые нагрузки и подвержены часто воздействию агрессивных веществ.
Фундамент с приямком
Фундаментная конструкция под оборудование должна обладать следующими свойствами:
- значительной прочностью, чтобы выдерживать динамические и статические воздействия со стороны установленного механизма;
- химической стойкостью (инертностью);
- значительной массой, обеспечивающей сопротивление вибрационным нагрузкам (гашение колебаний);
- минимальными отклонениями от плановых размеров, то есть габариты опоры должны практически полностью соответствовать расчетным параметрам;
- большей, чем у монтируемого агрегата, площадью опоры.
Высокая прочность и устойчивость к действию химически активных компонентов определяют в значительной степени срок службы основания и, в ряде случаев, рабочих установок.
Разрушающими опору агрессивными веществами являются:
- смазочные материалы;
- охлаждающие жидкости;
- различные технические масла;
- разное топливо и прочие.
Гашение вибраций массивным основанием от работы механизмов с динамическими нагрузками (пример таких агрегатов – прокатные клети, молоты) имеет большое значение. Это связано с тем, что колебания вызывают сокращение срока эксплуатации всей постройки и самого оборудования, а также соседних механизмов.
Вибрации возникают из-за наличия неравномерно вращающихся деталей в машине: режущих инструментов, роторов, шкивов и прочих.
Кроме размеров (длины, ширины, высоты) опорной конструкции, с чертежом должны совпадать и места расположения крепежных элементов. Допустимы только минимальные расхождения.
Если не предусмотрено конструктивными особенностями оборудования, то уклоны на установочной площадке должны отсутствовать, чтобы можно было правильно и быстро выполнить монтажные работы.
Подготовленное основание
Общие нормативные регламентации
Построенный фундамент под установку оборудования должен обеспечивать безопасность трудового процесса (соответствовать действующим нагрузкам по прочности) и удобство обслуживания смонтированных на нем механизмов. Для этого делают приямки (или подвалы), прокладывают прочие инженерные коммуникации.
Кроме рассмотренных критериев, которым должны соответствовать опорные конструкции под оборудование, к фундаментам с динамическими нагрузками и процессу их возведения предъявляются следующие требования:
- нужно, чтобы строительство и проектирование оснований выполнялось компетентными специалистами с высоким квалификационным уровнем, а также опытом проведения подобных работ;
- для создания проекта нужно, чтобы исходные данные имелись в требуемом объеме и интерпретировались только профессионалами;
- процесс строительства должен сопровождаться постоянным контролем качества проведения работ;
- нужно, чтобы действия всех участников строительного процесса были четко скоординированы;
- построенные фундаменты должны быть используемыми по назначению, соответствующему указанному в проектной документации;
- для строительства следует применять материалы, отвечающие нормативным требованиям;
- обслуживание оснований следует выполнять так, чтобы конструкция прослужила максимально возможный срок;
- надежность и максимально возможная простота крепления (как пример – анкерные болты, вмуровываемые в бетон).
Разнообразие оборудования
Когда речь идет об основаниях под оборудование, то следует учитывать, что существует большое его разнообразие, объединенное в отдельные группы. Нормативными документами предполагается расчет фундамента под каждую из них вести с учетом эксплуатационных особенностей механизмов.
 Металлообрабатывающий станок
Металлообрабатывающий станок
Фундаментные конструкции проектируют и возводят под следующие группы машин:
- с кривошипно-шатунными механизмами: компрессоры поршневые, рамы лесопильные, дизели, мотор-компрессоры;
- турбоагрегаты: турбовоздуходувки, турбокомпрессоры, турбогенераторы;
- электрические машины, такие как синхронные компенсаторы и мотор-генераторы;
- штамповочные или ковочные молоты кузнечные;
- прокатное оборудование (вспомогательного или основного типа);
- копры, предназначенные чтобы разбивать скрап;
- вращающиеся печи;
- дробилки (гирационные, трубчатые, щековые, валковые) и мельничные агрегаты;
- металлорежущие станки;
- прессы;
- машины формовочные (используемые как в литейном производстве, так и при изготовлении железобетонных блоков).
Монолитная основа сложной конструкции
Нормативные документы
Нормативные документы, которыми необходимо руководствоваться для демонтажа, такелажных работ, перевозки и монтажа и пусконаладки трансформатора:
ГОСТ12.3.009—76 «ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности»
Руководство по креплению технологического оборудования фундаментными болтами (СН 471-75)
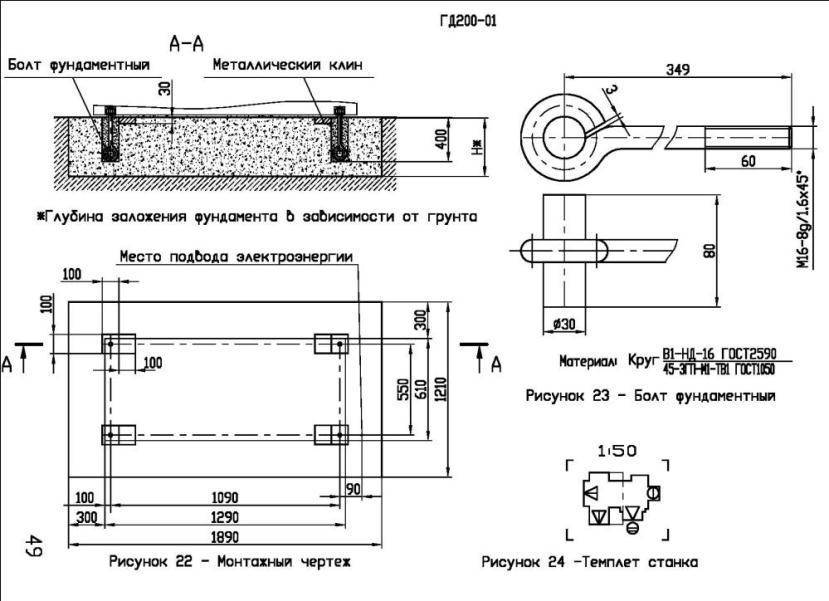
ГОСТ 24379.0-2012.Болты фундаментные. Общие технические условия.
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы
ВСН 362-87 Изготовление, монтаж и испытания технологических трубопроводов до 10 МПА
ВСН 70-79 Инструкция по монтажу и испытанию трубопроводов диаметром условного прохода до 400 мм включительно на давление свыше 9.8 до 245 МПА
СН 527-80 Инструкция по проектированию стальных трубопроводов до 10 МПА
ГОСТ 21.401-88 Система проектной документации для строительства. Технология производства. Основные требования к рабочим чертежам
Сборник Е26 Монтаж технологических трубопроводов
Мы профессионально произведем такелаж токарного станка в Москве и Московской области, также у нас есть партнеры по Всей России и стран СНГ, а также сделаем демонтаж токарного станка, установим фундамент под токарный станок, осуществим ТО токарного станка и его модернизацию.
Финальные моменты монтажа токарного станка
После осуществления сборки станка (при необходимости) и установке станка на фундамент либо стол, затягивать анкерные болты
Важно также оценить паспортные характеристики, заданные на вырывание анкерных болтов из фундамента. Как правило, из этого значения нужно отбросить около 25% для максимально гарантированной прочности установки
Современные производители станков изготавливают крепежные болты из нержавеющих металлов, либо используя специальные оцинкованные покрытия. Не помешает также дополнительно обработать анкеры антикоррозийным материалом, особенно в местах возможного появления влаги.
После установки, последовательного затягивания анкеров следует ещё раз дополнительно вымерять все поверхности станка уровнем на момент отсутствия неровностей и перекосов. Если у Вас возникли вопросы по монтажу и требуются дополнительные пояснения на месте работ, то мы всегда рады предоставить услугу шефмонтажа. Наши специалисты выедут к Вам и дадут подробные консультации по вопросу правильной установки станка на каждом этапе работ.
Демонтаж старых бетонных полов
Типовой порядок работ по изготовлению фундаментов под станки заключается в следующем:
- составляется проект производства работ, в котором учитываются особенности демонтажа старых бетонных полов и фундаментов,
- производится ограждение строительной площадки,
- строится график производства цеха (предприятия) и прочее,
- демонтажу предшествует разметка места демонтажа в соответствии с исполнительным чертежом,
- ограждение строительной площадки (сооружение так называемого шалаша),
- вывешивание предупредительных знаков безопасности,
- и приемка площадки по акту, в котором зафиксировано отсутствие в месте демонтажа действующих коммуникаций и кабелей под напряжением.
Разметка старого пола в производственном цеху по проекту перед резкой и демонтажом
Выполняется разметка места демонтажа старого пола в цеху в соответствии с исполнительным чертежом.
Разметка пола в производственном цеху по проекту перед резкой и демонтажом старого промышленного пола
Ограждение строительной площадки
Ограждение строительной площадки в действующем цеху осуществлялось монтажом штор из тарпулиновой ткани на тросы, натянутые между существующими колонами цеха и дополнительно установленными стойками из профильной и круглой трубы.
Разметка пола в производственном цеху по проекту перед резкой и демонтажом старого промышленного пола
Шторы крепились к тросам через карабины в люверсы, установленные по периметру тарпулиновых штор. Нижние стороны штор фиксировались к полу анкерами или прижимались отвесами из профильных труб. Высота ограждения составляла 5-6 метров. Ограждение предназначалось для частичной изоляции цеха от пыли, шума работ на строительной площадке, исключения попадания посторонних лиц в котлован во время проведения работ и в не рабочее время.
Резка старого пола специальными машинами-нарезчиками швов
В начале демонтажа старых бетонных полов производится резка пола специальными машинами-нарезчиками швов.
Фото специальной машины-нарезчика швов в полу
Периметр нового пола под станок нужно однозначно вырезать нарезчиками швов, чтобы края пола под станок были ровными.
Фото процесса резки старого пола специальной машиной-нарезчиком швов
Резка старого промышленного пола производится секциями такого размера, которые далее будет удобно демонтировать на куски гидромолотом.
Фото процесса резки старого пола специальной машиной-нарезчиком швов
Демонтаж старых бетонных полов, выборка боя бетона и грунта на проектную глубину
Механизированный демонтаж бетонных полов и фундаментов не всегда возможен, поэтому производится демонтаж и выборка грунта вручную с вывозом боя бетона и грунта.
Нарезанный старый бетонный пол разбивается гидромолотом на куски и вывозится.
Демонтаж старых бетонных полов гидромолотом
Фото боя старых бетонных полов в цеху
Далее производятся работы по выборке боя бетона и грунта на проектную глубину.
Выборка боя бетона и грунта на проектную глубину





