

Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает .
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Локальный обжиг детали производится в печи или при помощи горелки. В зависимости от вида и цвета покрытия температура обжига может колебаться от +700 °C до +900 °C. Необходимо помнить, что стекловидный слой эмали нельзя подвергать грубым механическим воздействиям, так как он достаточно хрупок и легко повреждается.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.
Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Возврат к списку
Подготовка деталей к нанесению гальванических покрытий
Прочность сцепления гальванических покрытий зависит в основном от качества подготовки поверхности перед покрытием. Покрываемым поверхностям придают необходимую шероховатость, с них удаляют различные загрязнения, жировые и оксидные пленки. Если металл осаждается на активном чистом катоде, возникает межмолекулярное взаимодействие с основным металлом и покрытие не отслаивается от детали даже при ее разрушении. Нарушение технологии подготовки значительно снижает сцепляемость покрытия и приводит к его отслаиванию от детали.
Подготовка деталей к нанесению гальванических покрытий включает следующие операции:
- Очистка деталей от загрязнений на разборочно-моечном участке.
- Предварительная механическая обработка деталей для удаления следов износа, придания покрываемой поверхности правильной геометрической формы и шероховатости Ra 1,25…1 мкм.
- Промывка деталей синтетическим моющим средством (например 10 %-ный раствор МС-37 при температуре 70 °С) для удаления загрязнений.
- Изоляция поверхностей не подлежащих покрытию с помощью постоянных изоляторов (коробки, трубки, шайбы и т.д.) или различными изоляционными материалами: тонкой резиной, листовым целлулоидом, изоляционной лентой, пленочными полимерными материалами, церезином, пластизолем и др.
- Завешивание деталей на подвеску. Конструкция подвески должна создавать надежный электрический контакт с покрываемыми изделиями и штангой ванны.
- Обезжиривание химическим и электрохимическим методами.
К первому методу относится обезжиривание венской известью, представляющей собой смесь оксидов кальция и магния в соотношении 1 : 1. Ее разводят водой до кашицеобразного состояния, наносят на поверхность и протирают деталь волосяной щеткой. Это достаточно трудоемкая операция, однако обеспечивает высокое качество обезжиривания и оправдана при небольшой программе восстановления.
При электрохимическом обезжиривании детали, погруженные в щелочной раствор, включают в цепь электрического тока в качестве катода или анода. На поверхности электродов бурно выделяются пузырьки газа (водород на катоде, кислород на аноде), которые способствуют эмульгированию жиров и масел, механически разрывая и удаляя их пленки. Процесс обезжиривания ускоряется многократно. Скорость электрообезжиривания в основном зависит от плотности тока и незначительно от концентрации и температуры раствора. Плотность тока составляет 3…10 А/дм2, а температура раствора – 60…80 °С. Для обезжиривания черных металлов рекомендуется раствор, содержащий 30 г/л едкого натра, 30 г/л тринатрийфосфата и 40 г/л кальцинированной соды. В растворы можно вводить 3…5 г/л жидкого стекла или метасиликата натрия.
Обезжиривание ведут как на катоде, так и на аноде. Катодное обезжиривание более производительно, но приводит к наводороживанию деталей, что увеличивает их хрупкость и снижает усталостную прочность. Кроме того, ухудшается сцепляемость покрытия с поверхностью детали. Поэтому предпочтительна комбинированная обработка – обезжиривание на катоде в течение 4…5 мин, а затем переключают детали на анод и обезжиривают 1…2 мин.


- Промывка деталей горячей водой (70…80 °С).
- Промывка холодной водой.
- Анодное травление деталей. Операцию выполняют для удаления с поверхностей оксидных пленок и выявления кристаллической структуры металла. Состав электролита и режим обработки зависят от вида покрытия.
При железнении анодное травление проводят в 30-процентном растворе серной кислоты (365 г/л) и 10…20 г/л сернокислого железа (FeSO4 7Н2О) при температуре 18…25 °С. Детали завешивают на анодную штангу. Катодами служат свинцовые пластины, площадь которых в 4…5 раз превышает площадь покрываемых деталей. Стальные детали обрабатывают при плотности тока 30…50 А/дм2 в течение 2…3 мин, а чугунные – при 18…20 А/дм2 в течение 1,5…2 мин.
При хромировании анодное травление проводят в электролите, содержащем 100…150 г/л хромового ангидрида (CrO3) и 2…3 г/л серной кислоты (H2SO4), при анодной плотности тока Да = 25…40 А/дм2 в течение 30…90 с – для стальных деталей и при Да = 20…25 А/дм2 в течение 25…30 с – для чугунных деталей. Температура электролита 55…60 °С.
- Промывка холодной водой.
- Промывка горячей водой (60…70 °С).
Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Материалы, которые чистящие химикаты не могут удалить
Есть некоторые материалы, которые химические средства не могут удалить или делают это с большим трудом, для процесса гальваники. Вот список наиболее распространенных из этих материалов:
- сварной шлак и другие остатки сварочного флюса;
- разбрызгивание и брызги;
- заусенцы (могут включать чрезмерно шероховатые края от резки пламени);
- мельничные покрытия, такие как лаки или лаки, присутствующие на некоторых типах труб;
- эпоксидные, виниловые и асфальтовые;
- песок и другие примеси на отливки;
- масляные краски и маркеры;
- маркеры карандашей;
- очень тяжелые или толстые отложения воска или жира.
Эти материалы должны быть удалены с поверхности до его доставки на завод по гальванизации или в случае домашних условий.
Поверхность до и после зачистки и нанесения гальваники
Существуют различные общепринятые стандарты для абразивоструйной очистки, очистки руками и очистки электроинструментом, эффективные при удалении этих материалов. Абразивоструйная обработка обычно необходима для отливок, для удаления песка и других примесей из процесса литья. В качестве альтернативы можно использовать различные продукты, которые совместимы с процессом гальваники, чтобы уменьшить необходимость в струйной обработке или чистке электроинструментом. Использование непокрытых электродов позволяет избежать проблемы осаждения флюса во время сварки вредные при операции. Доступны маркеры, которые легко растворяются в ваннах, используемых в процессе гальванизации.
Особенности гальванизации с различными металлами в домашних условиях
Вариант нанесения тонкого слоя на металлический предмет в домашних условиях может нести декоративную функцию, или обеспечивать коррозионную стойкость деталей, возобновлять рабочие характеристики. Никелирование представляет собой процесс осаждения никеля на металлическую часть. Декоративный яркий никель используется в широком спектре применений. Он обеспечивает высокую степень блеска, защиту от коррозии и износостойкость. В автомобильной промышленности яркий никель можно найти на бамперах , ободах, выхлопных трубах и отделке. Он также используется для яркой работы на велосипедах и мотоциклах.
Никелирование в домашних условиях
Хромированный слой в домашних условиях может быть декоративным, обеспечивать коррозионную стойкость, облегчать процедуры очистки или повышать твердость поверхности. Иногда для эстетических целей может использоваться менее дорогой имитатор хрома. Гальваническое хромирование в домашних условиях также может проводиться в домашних условиях.
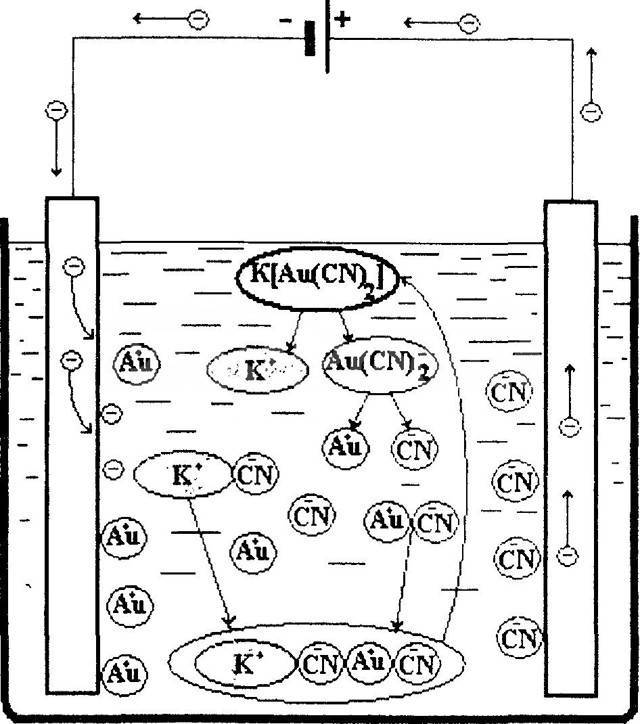
Меднение практикуется для производства защитного слоя или повышения электропроводности материала. Для создания такого слоя используют ядовитые цианиды опасные для жизни. Такая операция в домашних условиях не проводится. Изначально стальные изделия никелируются и лишь потом покрываются медью.
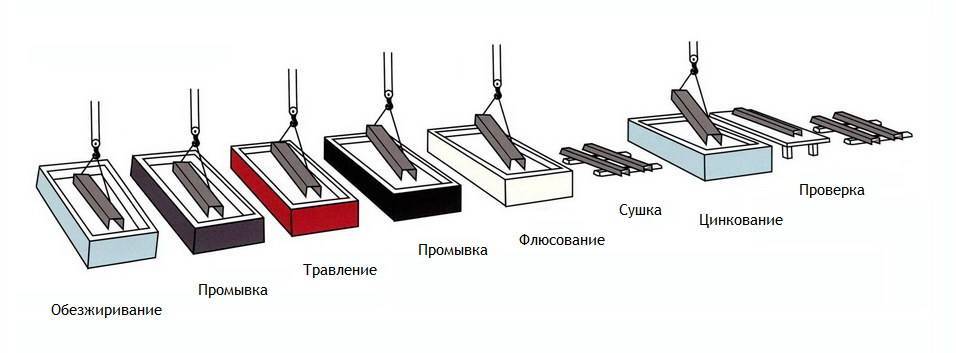
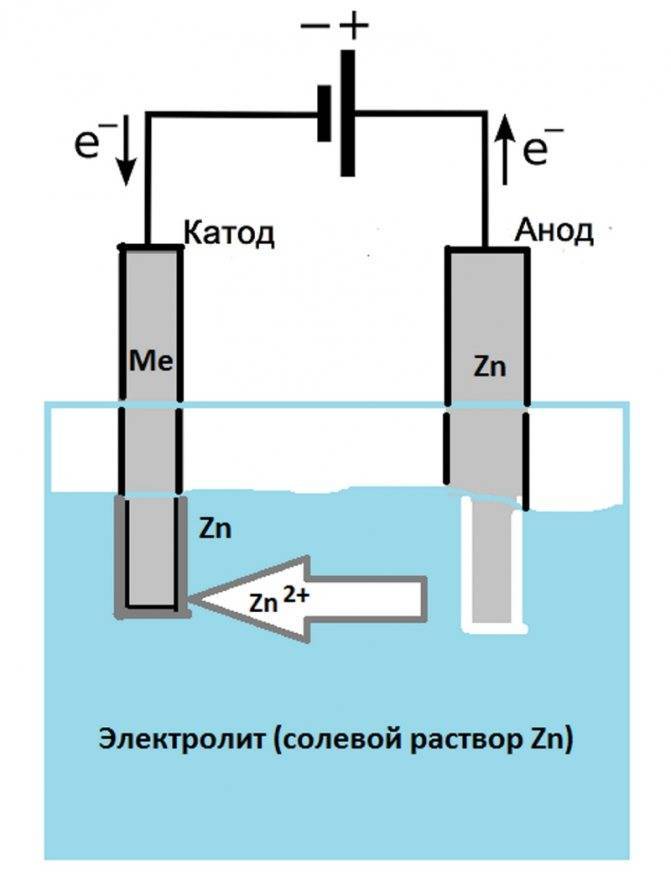
Цинкование в домашних условиях
Цинкование считается самым простым способом гальваники изделий. Электролит состоит из сернокислого цинка (200 г), сернокислого аммония (50 г), уксусного натрия (15 г) из расчета на 1 л воды. В таком растворе цинк растворится и затем успешно покрывает заготовку.
Покрытие изделия после латунирования
Латунирование применяют в декоративных целях для фурнитуры. Для операции в электролите необходимы содержаться медные соли и цинка перемешанные в растворе цианида. Гальваническое покрытие латунью в домашних условиях также не приветствуется.
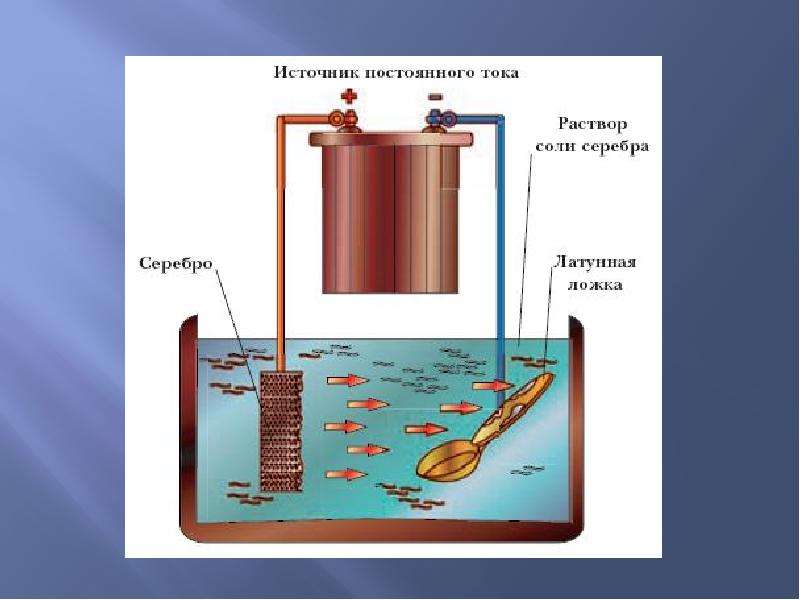
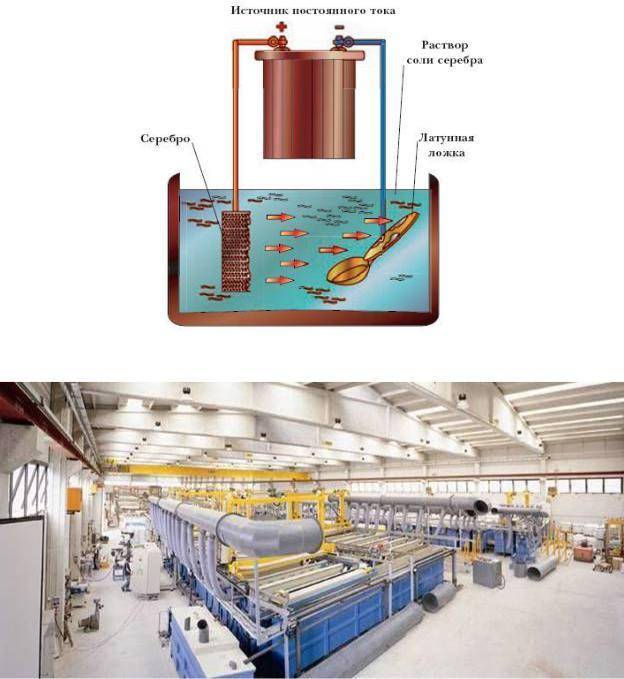
Серебрение и золочение нашли использование в промышленности в качестве проводника и декоративного слоя. Изделие предварительно покрывают никелем после чего наносится покрытие серебром или золотом. Для проведения операции электролит должен содержать хлористое серебро, железо цианистый калий, и кальцинированную соду. Такую жидкость следует подогреть до 20 градусов, где анодом можно применить материал из графита.
Серебрение
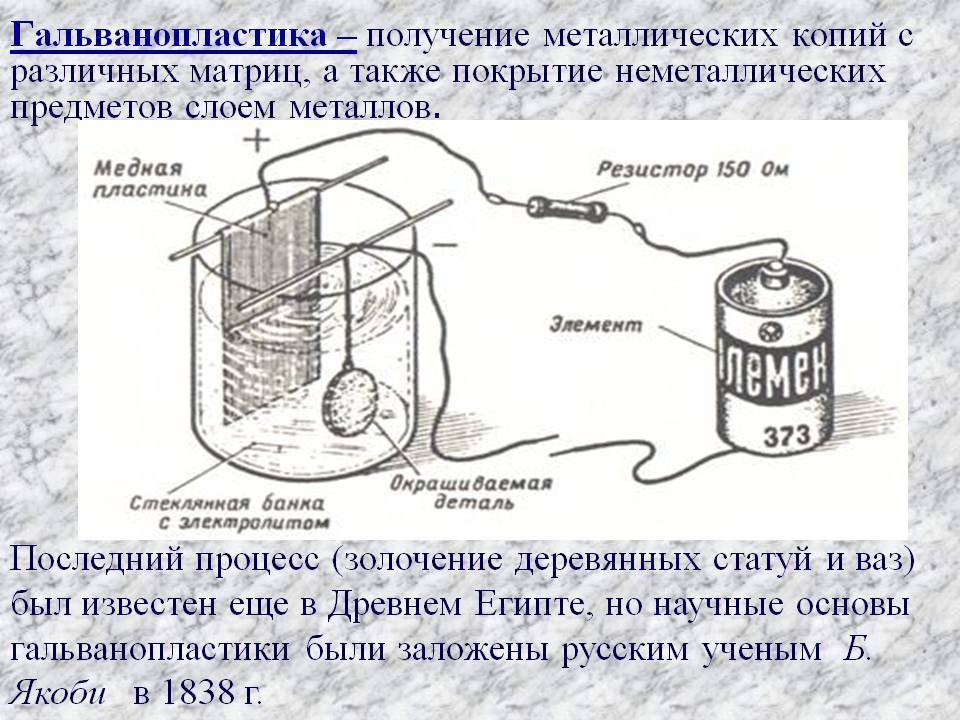
Гальванопластика в домашних условиях может использоваться для создания точных копий металлических деталей, пластинок или схем. Также применение технологии позволит усилить рабочие свойства заготовки. Для таких целей используют золото серебро, никель, хром или подобные металлы.






Меднение
Меднение с использованием гальваники в домашних условиях необходимо для того, чтобы создать на поверхности обрабатываемого изделия токопроводящий слой, отличающийся небольшим значением электрического сопротивления, а также для того чтобы защитить деталь от негативного воздействия внешней среды.
После предварительного никелирования металл покрывают слоем меди с использованием раствора сернокислой меди, концентрированной серной кислоты и воды комнатной температуры.
https://youtube.com/watch?v=QvwAzJe17BA
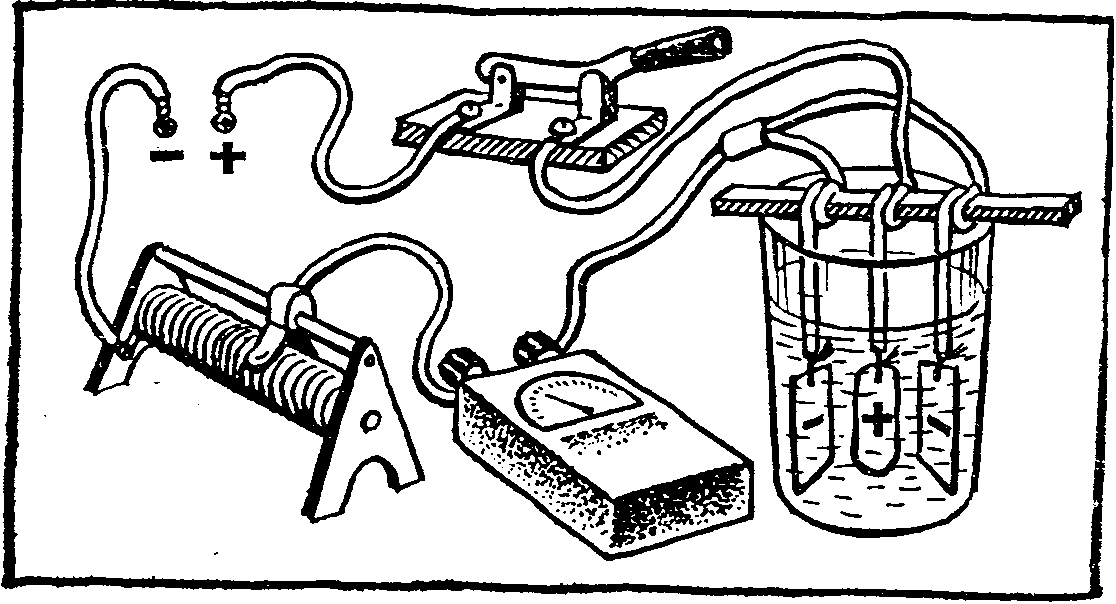
Меднение путем погружения в раствор
Процесс выполняется с соблюдением следующих этапов:
- С поверхности стальной детали удаляется окисная пленка с помощью наждачной бумаги и щетки, а затем деталь промывается и обезжиривается содой с финишной промывкой водой.
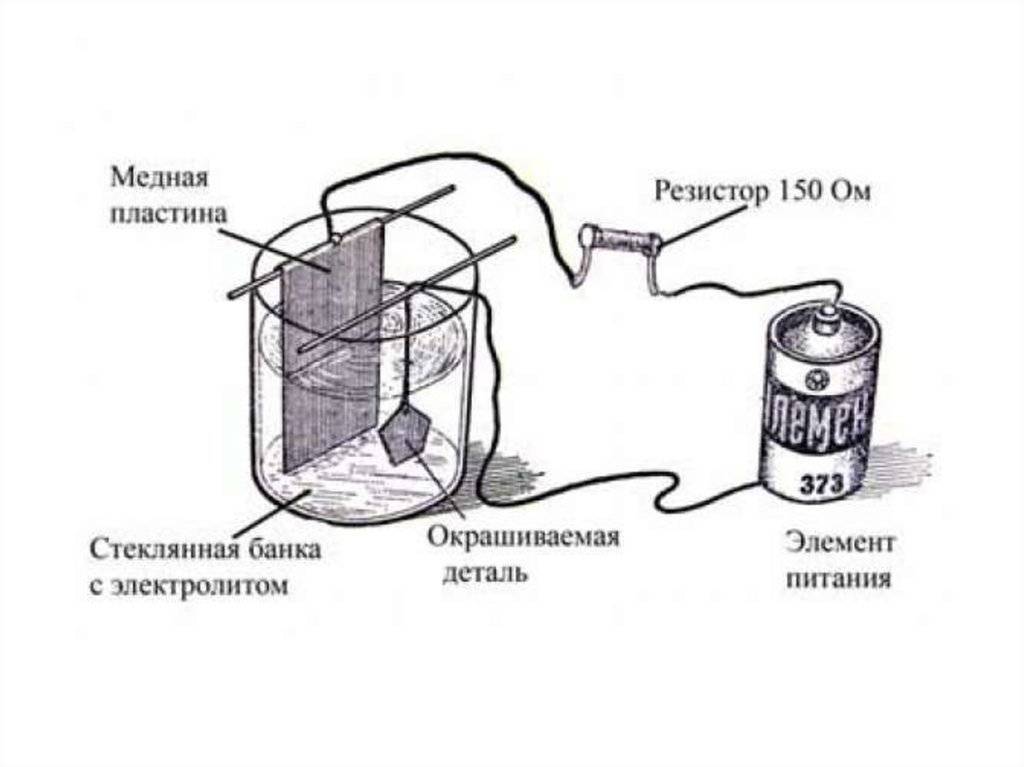
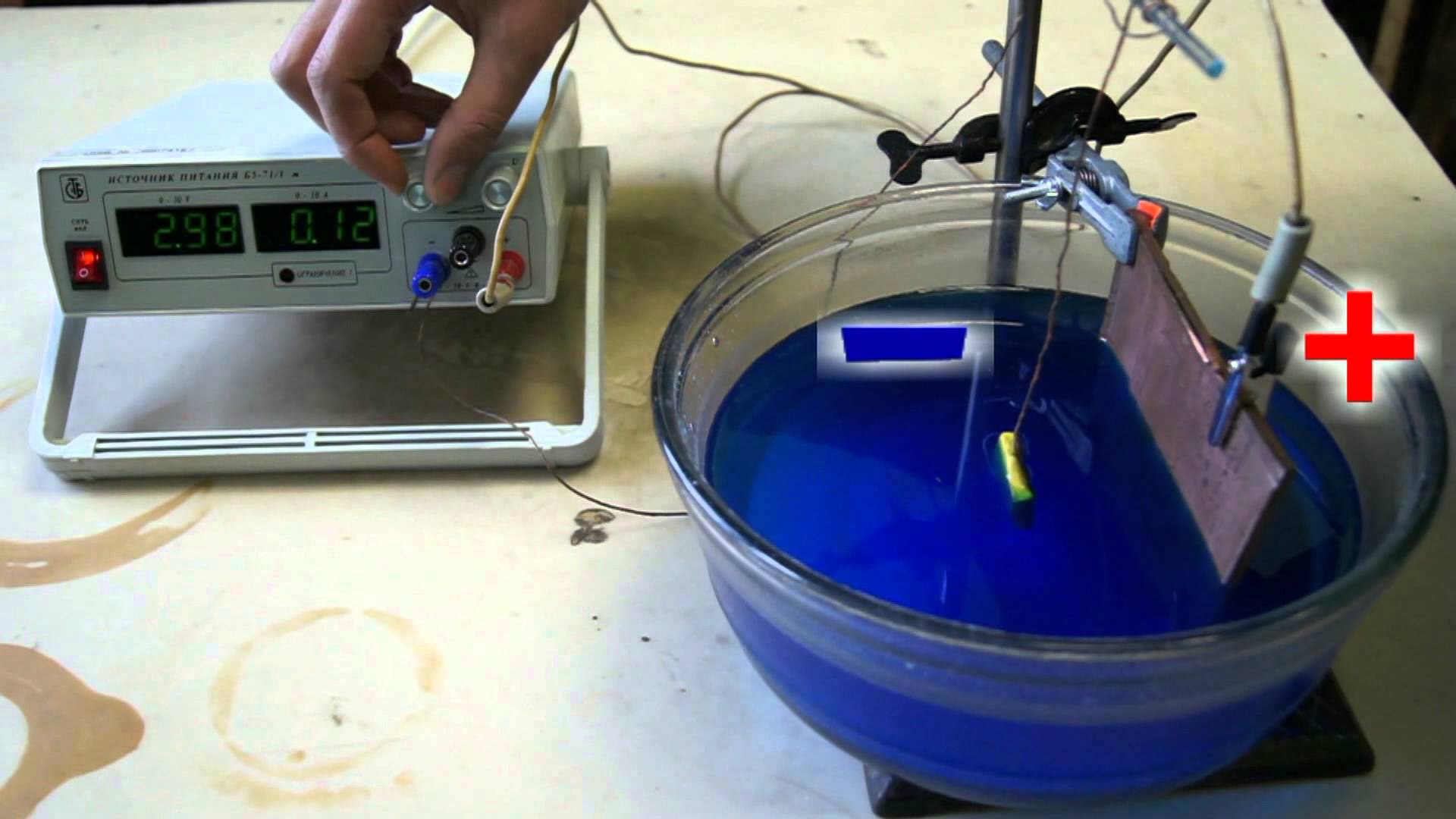
- В стеклянную банку помещаются две медные пластины, подсоединенные к медным проводникам, которые служат анодом. Для этого их соединяют вместе и подводят к положительной клемме прибора, используемого в качестве источника тока.
- Между пластинами свободно подвешивается обрабатываемая деталь. К ней подводится отрицательный полюс клеммы.
- В цепь встраивается тестер с реостатом, чтобы регулировать силу тока.
- Готовится электролитный раствор, в состав которого обычно входит медный купорос — 20 грамм, кислота (соляная или серная) — от 2 до 3 мл, растворенная в 100 мл (лучше дистиллированной) воды.
- Готовый раствор заливается в подготовленную стеклянную банку. Он должен покрыть помещенные в банку электроды полностью.
- Электроды подключаются к источнику тока. С помощью реостата устанавливается ток (10-15 мА должны приходиться на 1см2 площади детали).
- Через 20-30 минут ток отключается, и деталь, покрытая медью, достается из емкости.
Покрытие медью без помещения в электролитный раствор
Такой способ используется не только для стальных изделий, но и алюминиевых предметов и изделий из цинка. Процесс осуществляется так:
- Берется многожильный медный провод, с одного конца которого снимается изоляционное покрытие, а проводкам из меди придается вид своеобразной кисточки. Для удобного использования «кисть» закрепляют на ручке — держателе (можно взять деревянную палку).
- Другой конец провода без кисти подсоединяется к положительной клемме используемого источника напряжения.
- Готовится электролитный раствор на основе концентрированного медного купороса с добавлением небольшого количества кислоты. Он наливается в широкую емкость, необходимую для удобного окунания кисти.
- Подготовленная металлическая деталь, очищенная от оксидной пленки и обезжиренная, помещается в пустую ванночку и подсоединяется к отрицательной клемме.
- Кисть смачивается приготовленным раствором и водится вдоль поверхности пластины, не прикасаясь к ней.
- После достижения необходимого медного слоя, процесс заканчивается, а деталь промывается и сушится.
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
- Алюминиевую пластинку зачищают и обезжиривают.
- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
Эффективность гальванизации
Четко и верно выполненная процедура гальванизации влечет за собой шлейф положительных эффектов:
- Суставы становятся более подвижными;
- Активизируются процессы кровообращения;
- Хроническая отечность сводится к минимуму;
- Улучшается формирование и обмен белка в организме;
- Залечиваются травмированные ткани;
- В ткани клеток поступает гораздо больше кислорода;
- Выведение токсинов из тела человека;
- Действует как обезболивающие;
- Имеет лимфодренажное и регенерирующее действие;
- Водно-солевой обмен выводится на должный уровень;
- Вылечивается недержание кала и мочи;
- Хорошо устраняется атрофия мышечной ткани.
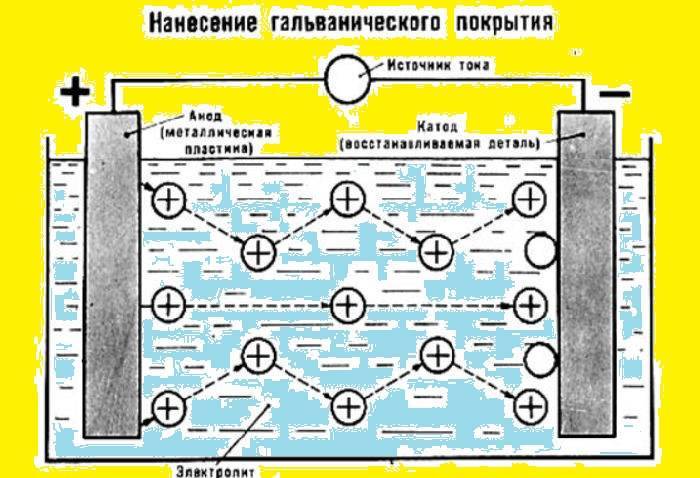
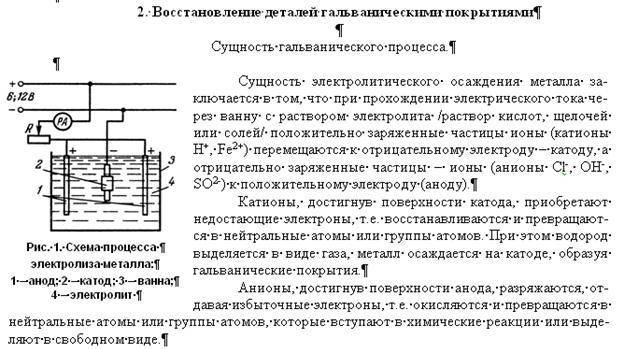
Суть гальванического процесса
Гальванизация представляет собой особый электрохимический процесс, который приводит к образованию тонкого металлического покрытия на исходной заготовке. Обработка состоит из нескольких основных циклов:
- Подготовка электролита с подходящим составом (меняется в зависимости от типа материала и желаемого результата).
- Опускание в готовый раствор 2 анодов, которые соединяются с плюсовым контактом источника постоянного тока.
- Погружение в гальванизирующую смесь заготовки, размещение ее между анодами и подсоединение к контакту с минусовым значением. В результате обрабатываемая деталь станет катодом.
- Замыкание электрической цепи.

Гальванизация приводит к образованию тонкого металлического покрытия.
Гальванические циклы, которые происходят в такой цепи, подразумевают передвижение заряженных частиц наносимого металла, присутствующих в электролитическом растворе, к отрицательно заряженному катоду с последующим оседанием на поверхности. Это приводит к появлению металлической пленки.
Предварительный осмотр детали

Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Часто до начала самого процесса нанесения металла требуется провести предварительную механическую её обработку. Это необходимо, так как наносимый металл полностью сохраняет структуру поверхности, которая была до обработки. Поэтому если нужно проводить полную реставрацию поверхности, заранее оговариваются дефекты, уточняем что можно поправить, а что останется после обработки.
Тщательность механической обработки поверхности зависит от глубины дефектов (царапин, ударов, шлифовки, коррозионных каверн и т.д.). Механическая обработка (от грубой к тонкой обработке):
- пескоструйная обработка;
- шлифовка;
- крацовка;
- полировка.
После механической обработки приступают непосредственно к самому нанесению металла на поверхность, то есть непосредственно к электрохимии. Технологическая карта гальванического процесса пишется в зависимости от исходного материала и финишного покрытия.
Большое значение имеет последовательность действий и время между ваннами. Всю линейку гальваники необходимо пройти без длительных перерывов.
Технология
Силовая часть источников для гальваноосаждения состоит из высококачественных высоковольтных IGBT транзисторов, что уменьшает вес и повышает КПД инверторов до 90%. Такой высокий показатель коэффициента полезного действия существенно уменьшает энергопотребление и токовую нагрузку на сеть питания.
Все источники для гальваники
СТРАТ могут быть использованы в различных технологических процессах металлоосаждения и гарантируют высокую точность и стабильность выходных характеристик. В аппаратах предусмотрена защита от короткого замыкания, перегрева и перегрузки. Все внутренние элементы хорошо закреплены и защищены прочным металлическим корпусом. На фронтальной панели расположены: экран цифровой индикации выходного параметра, ручка для регулировки и кабельные розетки.
Общие сведения
Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
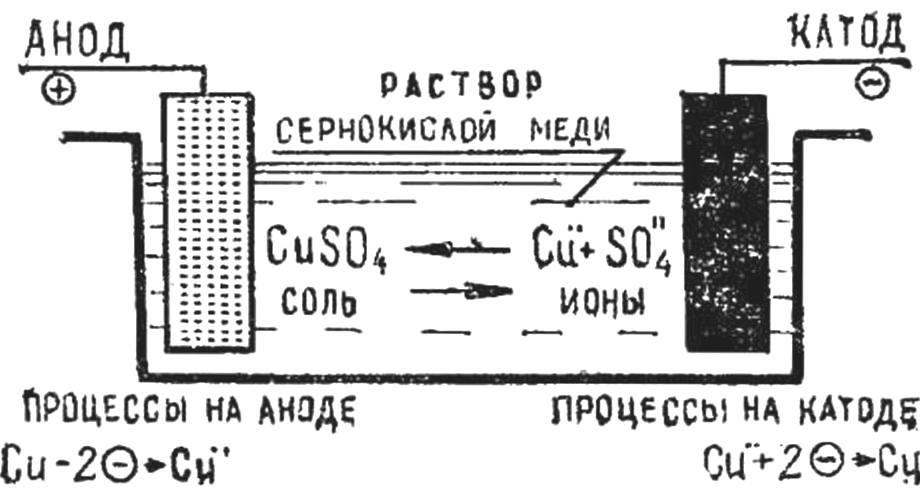
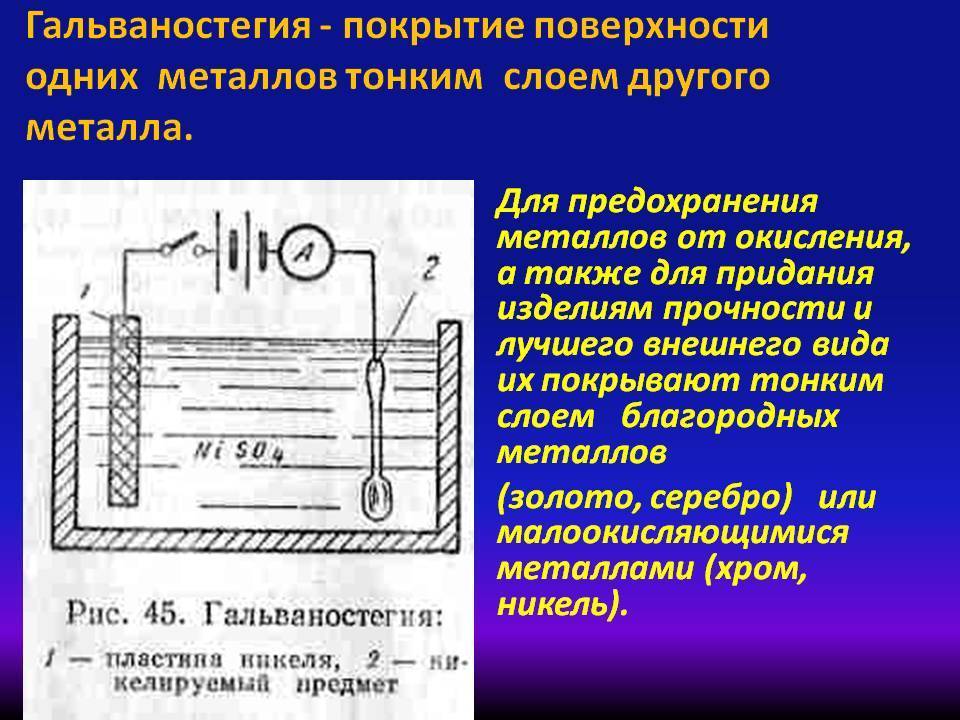
Гальванические реакции происходят с помощью постоянного электрического тока. В специальную емкость-диэлектрик наливают раствор — электролит, в который погружают два анода. Аноды должны быть изготовлены из металла, который будет осаждаться на покрываемом изделии.
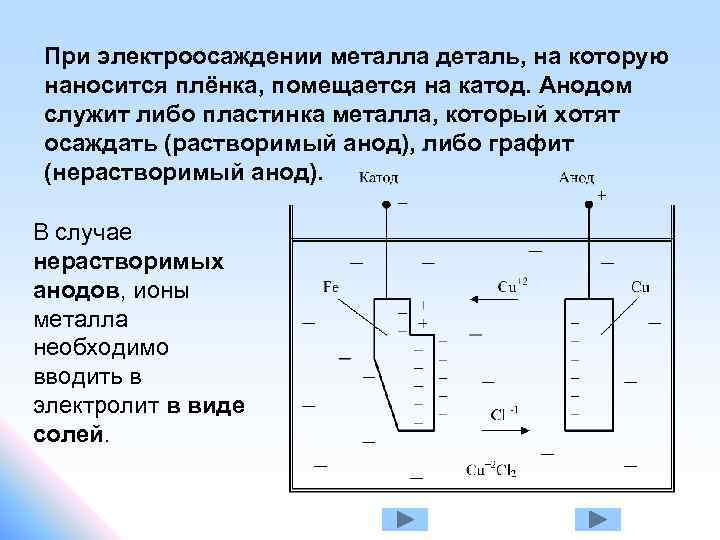

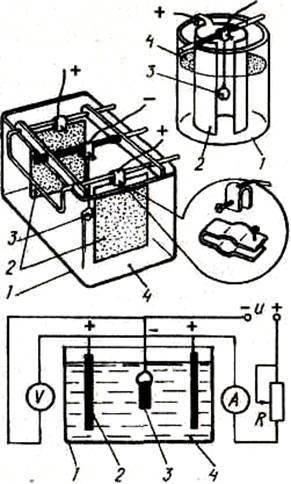
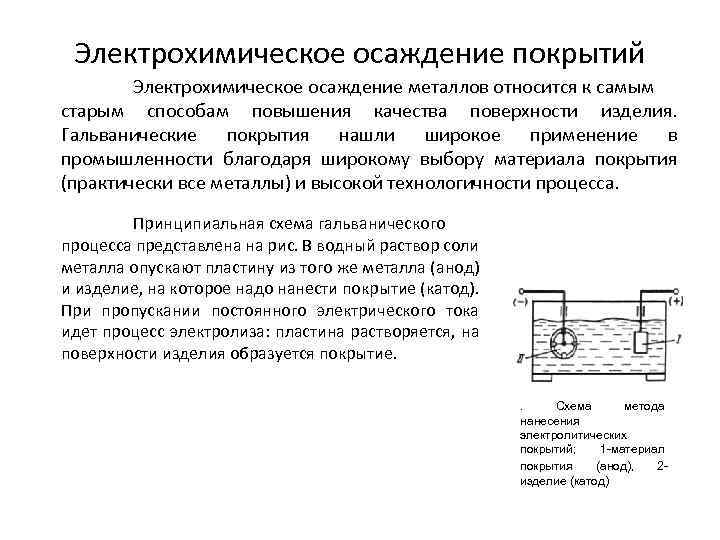
Обрабатываемая деталь присоединяется к минусовому выводу и помещается между анодами. Она выполняет роль катода. Аноды, в свою очередь, присоединяются к плюсовому контакту источника питания. Они становятся частью цепи, проводя ток в электролит и отдавая ему свои металлические элементы. Электролит передает необходимые частицы обрабатываемой детали, они постепенно обволакивают её тонким слоем. Аноды по площади должны превышать в несколько раз размер заготовки.
Другими словами, гальванизация представляет собой перенос молекул металла раствора на изделие в момент протекания через них электротока.
Любой гальванический процесс можно разбить на общие этапы:
- Сборка гальванической установки.
- Подготовка электролитного раствора.
- Обработка и подготовка образца.
- Запуск гальванического процесса.
Технология гальванопластики
Технология создания точной копии предмета или художественного изделия методом гальванопластики состоит из нескольких этапов:
- Изготовление слепка рельефного предмета из воска или другого пластичного материала. При этом необходимо учитывать тот фактор, что поверхность копируемого изделия должна обладать свойством проводить электрический ток. Если же модель изготовлена из непроводящих материалов, то на нее различными способами наносят любое электропроводное покрытие. Зачастую выполняется втирание измельченной гранитной пыли в восковой подслой или применяется метод химического восстановления металлов на поверхности оригинала.
- Помещение слепка в электролит — готовую модель помещают в специальную емкость с раствором электролита.
- Проведение процедуры электролиза, в процессе которой во время пропускания тока через расплавленный металлический раствор на поверхности слепка наращивается достаточно толстый слой металла, который равномерно заполняет все неровности слепка.
- Отделение слепка от слоя металла после окончания процесса электролиза. Копию отделяют от оригинала по заранее нанесенному барьерному слою или путем химического растворения ( расплавления) оригинала.
Это интересно: Фехраль — виды, свойства, марки, общие сведения
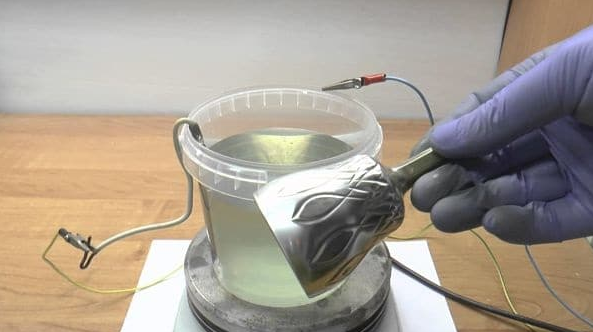
Процесс гальванического покрытия металла
Для безошибочного проведения работ по гальванике необходимо учитывать советы экспертов. Также следует действовать согласно поэтапному руководству.
Подготовительные работы
Гальваническая металлизация производится после нескольких подготовительных мероприятий. Для начала следует очистить поверхность от ржавчины, налета, пыли и грязи, а затем отшлифовать ее с помощью наждачной бумаги. После этого необходимо обезжирить материал для удаления жировых пятен и подтеков масла.
Завершив подготовку, можно переходить к основной части работ.
Проведение гальванизации
Схема данного процесса выглядит следующим образом:
- В ванну опускается электролитический раствор.
- На анод подается напряжение через плюсовые полюсы.
- Смесь электролита разогревается до требуемого уровня.
- На детали закрепляется отрицательный контакт. Затем ее медленно опускают в резервуар.
Проведение гальванизации происходит по схеме.
Дополнительные процедуры
Чтобы сделать деталь красивой и улучшить потребительские качества, нужно воспользоваться смесителем, который будет взаимодействовать с наружной поверхностью. Это сделает образец более продаваемым.
Оценка итогового результата
Завершив обработку, следует проверить конечный результат. Если действия выполнялись специалистами, беспокоиться по поводу качества не нужно. С помощью точного оборудования можно проверить толщину нанесенного слоя, равномерность покрытия и ряд других критериев.





