

Условия кислородной резки
Основные условия кислородной резки:
- температура плавления выше температуры воспламенения материала в кислороде (металл должен гореть в твердом состоянии, тогда срез получится ровным, его поверхность — гладкой, продукты горения легко удалятся струей кислорода);
- температура плавления шлаков ниже температуры горения металла (жидкотекучие шлаки легко удаляются со среза);
- выделяемого тепла должно хватать для поддержания горения;
- уровень теплопроводности металла не должен быть высоким (поступающее тепло от места рассекания материала отводится, что препятствует процессу резки);
- окислы, возникающие при резке, не должны быть чересчур вязкими (например, наличие хрома и кремния в составе металла приводит к образованию плохо выдуваемого шлака и затруднению технологического процесса).
Перечисленным условиям кислородной резки отвечают нелегированные и низколегированные стали. Алюминий, медь и серый чугун этим критериям не соответствуют.
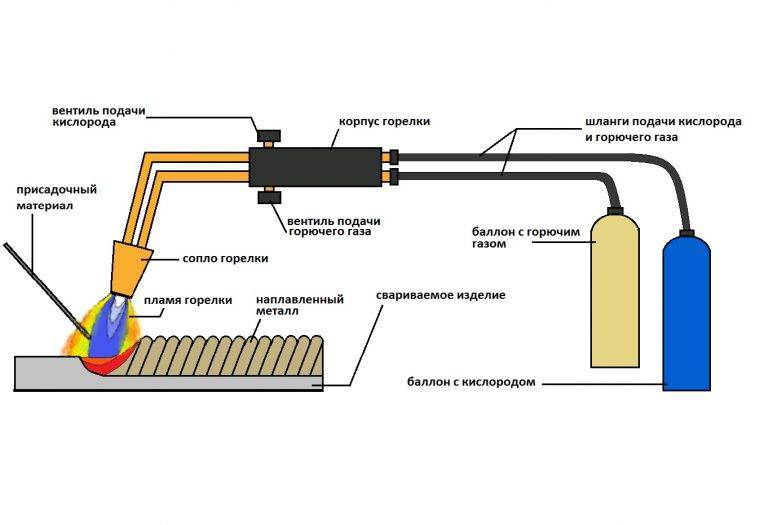
Основные виды газопламенной обработки. Сущность газовой сварки
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счет тепла пламени горелки, получающегося при сгорании какого-либо горючего газа в смеси с кислородом.
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени — с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния.
Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды газопламенной обработки приведены в табл. 48
|
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
- кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак;
- кислородные редукторы для понижения давления кислорода;
- ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии;
- ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона;
- специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления;
- сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины;
- кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.;
- резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак;
принадлежности для сварки и резки:
- очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой;
- сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке;
- флюсы или сварочные порошки.
Самые востребованные способы
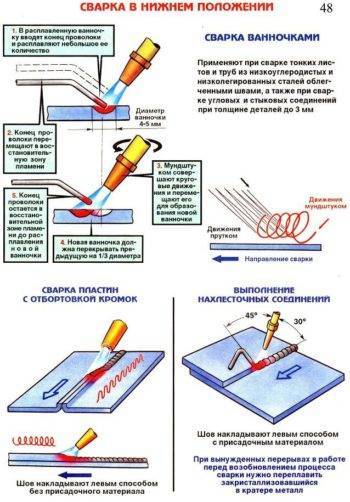
Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.






В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках
Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего
Сварка окислительным пламенем и раскислением
Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Сварка пропаном
Соединение заготовок происходит в сварочной ванне при использовании смеси двух газов. Для выполнения качественного шва рекомендуется соблюдать соотношение трех частей пропана и четырех частей кислорода.
Проволока для присадки располагается под углом 35-45° по отношению к оси шва, пламя под 45-60°. Конец проволоки находится на расстоянии 2-4 мм, ядро пламени на 3-6 мм от ванны. Сваривание заготовок происходит в промежутке между ядром пламени и зоной восстановления. Воздействие высоких температур на обрабатываемую поверхность защищает сварочную ванну от контакта с воздухом.
Существует две техники проведения сварки пропаном.
- Нагревание до высоких температур кромок деталей с последующим оплавлением и соединением.
- Наплавка и напыление с образованием шва. Для насыщения ванны в данном случае применяется проволока из мягкого металла.
Первый способ требует большого расхода пропана для оплавления кромок металла. Поэтому предпочтение отдается второму методу. Сварка посредством наплавки обеспечивает эстетичность и высокую прочность шва.
Достоинства пропаново-кислородной технологии.
- Возможность применять сварку для фигурной резки заготовок, изготовления декоративных изделий.
- Независимость от источников энергии позволяет проводить работы на сельских объектах, площадках, лишенных энергообеспечения.
- Грамотное выполнение процедуры с соблюдением температурных режимов гарантирует получение качественного шва и отсутствие прожогов.
- Мобильное оборудование удобно для перемещения по объектам и транспортировки на дальние расстояния.
К минусам пропанового сваривания относятся низкая производительность работ, большой расход материалов и действие высоких температур на большие участки обрабатываемых зон.

Виды пламени

Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.









Газовая
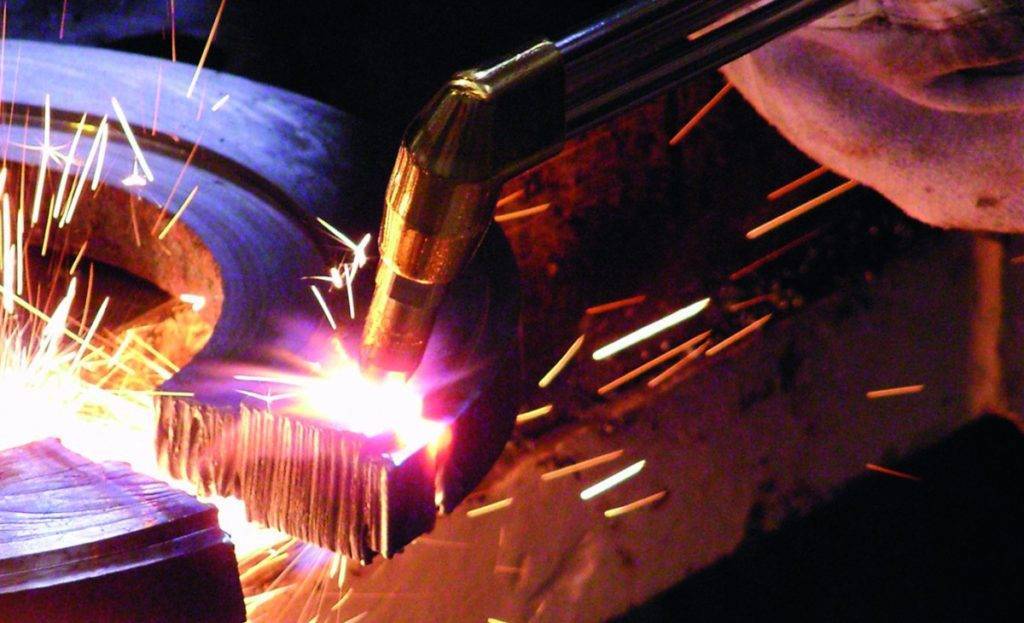
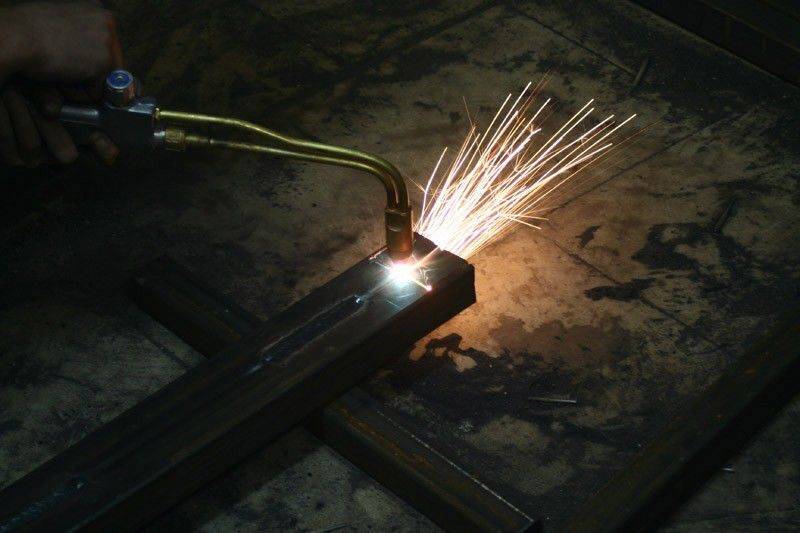
Это первый термический способ резки и пайки, освоенный человечеством. Он не потерял своей актуальности и сегодня. Металл разогревается в струе горящего газа, молекулы расплава увлекаются газовой струей из разреза.
Сущность технологии
Как резать сваркой металл? Перед началом резания следует подготовить поверхность заготовки. С нее удаляют механические загрязнения, такие, как пыль, стружка, следы коррозии. В газовой горелке смешиваются горючий газ и кислородный окислитель. Они поступают через редукторы из баллонов. Пропорции регулируются с помощью клапанов.
Полученная смесь выходит через форсунку в виде узкой струи под высоким давлением. Она поджигается, резчик начинает прогревать заготовку факелом. После прогрева металл начинает плавиться, и образуется сквозное отверстие. Через него выдуваются мельчайшие капли расплава. Резчик ведет горелкой вдоль линии реза, разделяя лист на две части.
Разновидности

- водородная;
- ацетиленовая;
- бензиновая.
В качестве окислителя используется кислород.
По степени механизации различают следующие виды:
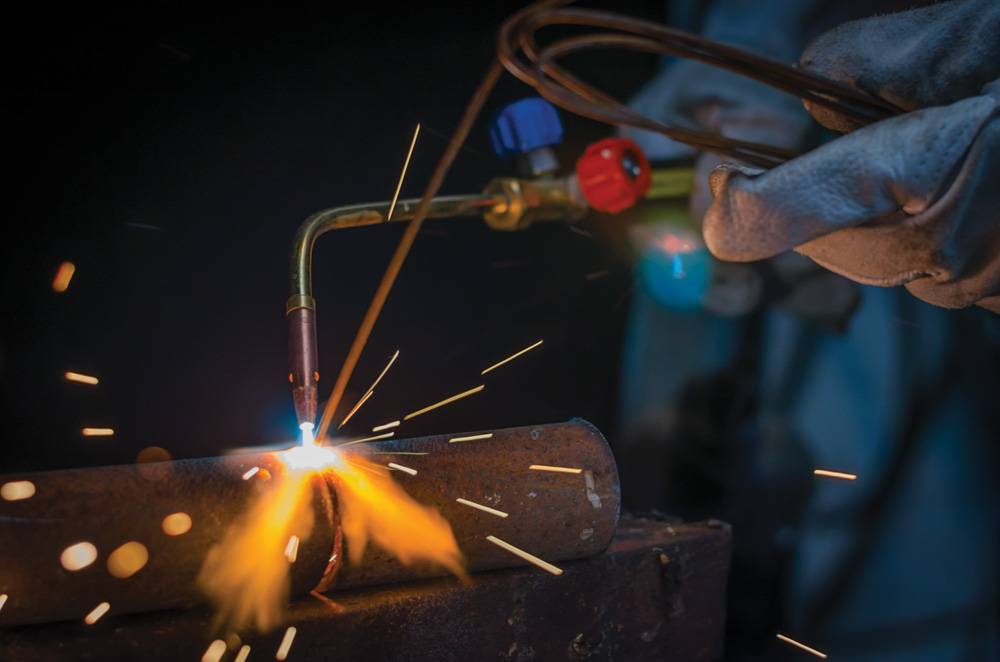
- ручная, резчик перемещает горелку вручную;
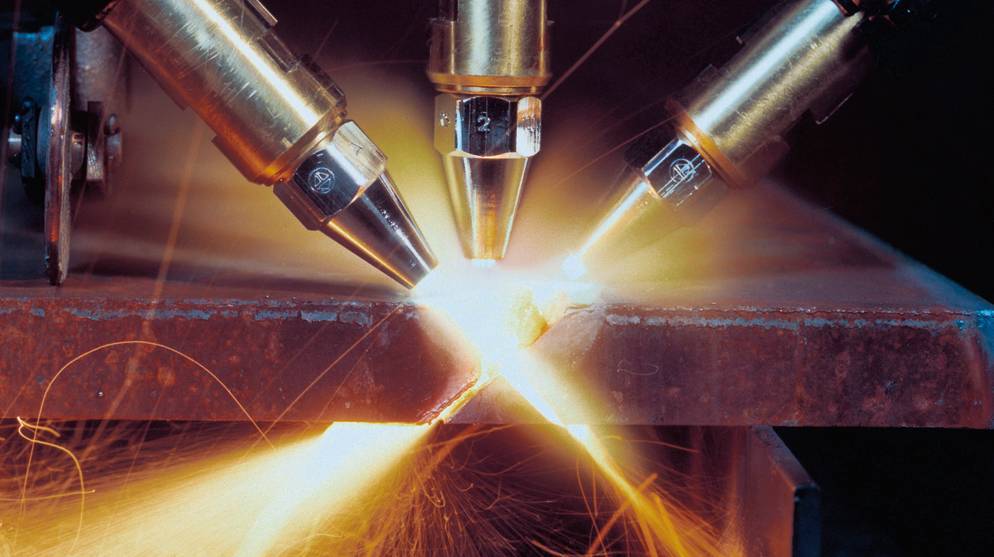
- машинная, горелка перемещается манипулятором или портальным приводом над листом металла;
- автоматическая, машинной резкой управляет компьютер, в который вводят программу раскроя.
Для раскроя заготовок большой толщины газовая резка зачастую является единственным способом.
Предъявляемые требования
Для получения ровного и точного разреза следует соблюдать следующие технологические требования:
- температура плавления разрезаемого металла должна быть выше, чем у его оксидов, образующихся на поверхности при контакте с кислородом;
- энергетический баланс должен иметь достаточный запас для обеспечения непрерывного резания, при этом следует учитывать коэффициент теплопроводности и теплоемкость разрезаемого материала;
- содержание углерода и легирующих присадок также оказывает сильное влияние на применимость технологии газовой резки;
- необходимо следовать правилам техники безопасности.
Резчик должен использовать средства индивидуальной защиты, обеспечить вытяжную и приточную вентиляцию при работе в замкнутых объемах.
Преимущества технологии
Газовая резка листового металла обладает следующими преимуществами:
- раскрой листовых заготовок до 20 см толщиной;
- работа в любых пространственных положениях, что особенно ценно при демонтаже конструкций;
- низкая себестоимость операции:
- простота оборудования;
- мобильность, независимость от электропитания.
К минусам метода относят большой коэффициент отходов. Резчик должен обладать высокой квалификацией, особенно при работе с толстыми листами и в вертикальном положении.
Влияние легирующих элементов на разрезаемость стали при кислородной резке
Обычно наличие легирующих элементов затрудняет процесс кислородной резки. Эти компоненты влияют на работу по-разному:
- кремний (Si), если его содержание ниже 4 %, затрудняет процесс;
- марганец (Mn), если его содержание выше 4 %, затрудняет процесс;
- хром (Cr), если его содержание выше 5 %, затрудняет процесс, вызывает самозакалку кромок, уменьшает антикоррозийную стойкость материала;
- никель (Ni), если его содержание выше 7 %, затрудняет процесс, вызывает образование трещин на кромках;
- титан (Ti) хорошо влияет на разрезаемость;
- вольфрам (W), если его содержание выше 10 %, затрудняет процесс, повышает хрупкость и твердость стали.
Плазменная
Прогрессивная методика резки и сварки металла основана на использовании ионизированного газа, обладающего высоким энергетическим потенциалом. Если при электродуговой сварке достигаются температуры до 4-6 тысяч градусов, то плазменный резак развивает до 30 тысяч.
Способы

- Плазменно-дуговая. Электродуга разжигается между заготовкой и неплавким электродом. Электроды для резки металла делают из вольфрама. Она используется для ионизации газовой струи, подаваемой через форсунку под высоким давлением. Высокоэнергетический факел, действуя совместно с электрической дугой, разрезает самые тугоплавкие стальные и цветные сплавы.
- Струйная. Дуга горит меду неплавким электродом и кольцевым катодом, которым служит наконечник сопла. Она ионизирует газовую струю, которая и режет заготовку. Эта технология преимущественно используется для резки диэлектрических и низкопроводящих материалов.
Обе технологии реализованы как в виде ручных резаков, так и промышленных компьютеризированных установок по раскрою листов.
Аппараты
При выборе плазменного резака следует обратить внимание на следующие параметры:
- Рабочий ток. Током 60-90А можно успешно разрезать заготовку толщиной до 3 см. Устройства с рабочим током до 170А смогут справиться с листом до 6-8 см
- Скорость резания. Определяет производительность устройства. Зависит от толщины и материала.
- Время непрерывной работы. Определяет % времени, отводимый на работу и на охлаждение.

Зависимость скорости резания от материала и толщины заготовки.
Каждый параметр увеличивает стоимость агрегата. Выбирать его нужно, исходя из планируемого объема и номенклатуры работ. Так, если требуется разрезать 1-2 метра в день при толщине 2-5 мм, можно ограничить аппаратом начального уровня. Если же планируется резка толстолистовых заготовок в течение смены, потребуется мощный профессиональный резак.







Суть метода
Для создания потока плазмы используется специальное устройство — плазмотрон. Камера сгорания, в которую подается газ, имеет сужающееся сопло. При его прохождении скорость истечения и давление в струе резко возрастает. По оси сопла находится неплавкий электрод. Между ним и наконечником сопла разжигается первичная электродуга.
Высокого давления и воздействия дуги становится достаточно для ионизации атомов газа. Они теряют электроны и превращаются в положительные ионы. Теперь рабочий электрический разряд идет уже между металлической заготовкой и электродом. Эта дуга имеет высокую мощность, она достигает температуры в 30 тыс. градусов.
Скорость потока ионизированного газа достигает 3000 м/с.
Плазмотроны пригодны также и для сварки.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов – H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.

![Газовая (кислородная) резка металла [технология и оборудование]](https://labequip.ru/wp-content/uploads/1/f/4/1f485d21723d943a40cec29dce412770.jpeg)





Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Виды металлов для кислородной резки
Металлы в разной степени подходят для кислородной резки. Как уже было отмечено, лучше всего таким способом рассекаются низкоуглеродистые стали, в которых содержание углерода не превышает 0,3 %. Если уровень этого вещества более 0,7 %, то процесс идет тяжело. Высокоуглеродистые заготовки можно распилить только с помощью кислородно-флюсовой резки. Флюсы — специальные порошкообразные добавки, подаваемые вместе с газом. Их задача состоит в превращении шлаков из тугоплавких в жидкотекучие.
Высоколегированные стали также режутся с флюсами. Алюминий и сплавы алюминия кислородную резку не приемлют. Для них лучше использовать плазменно-дуговой метод.

Рисунок 2 — Кислородная резка
Латунь, медь, бронза режутся только с флюсами. Известный компонент флюсовой смеси — железный порошок (ПЖ) с частицами 0,07–0,16 мм. Для рассекания нержавейки к нему добавляют алюминиевый порошок (А1IB). Также активно применяются ферросилиция и алюминиевомагниевый состав.
Дополнительные условия кислородной резки при использовании флюсов:
- повышение на 20 % мощности подогревающего пламени;
- согласование скорости резки с количеством флюса;
- увеличенное расстояние между мундштуком и металлом.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
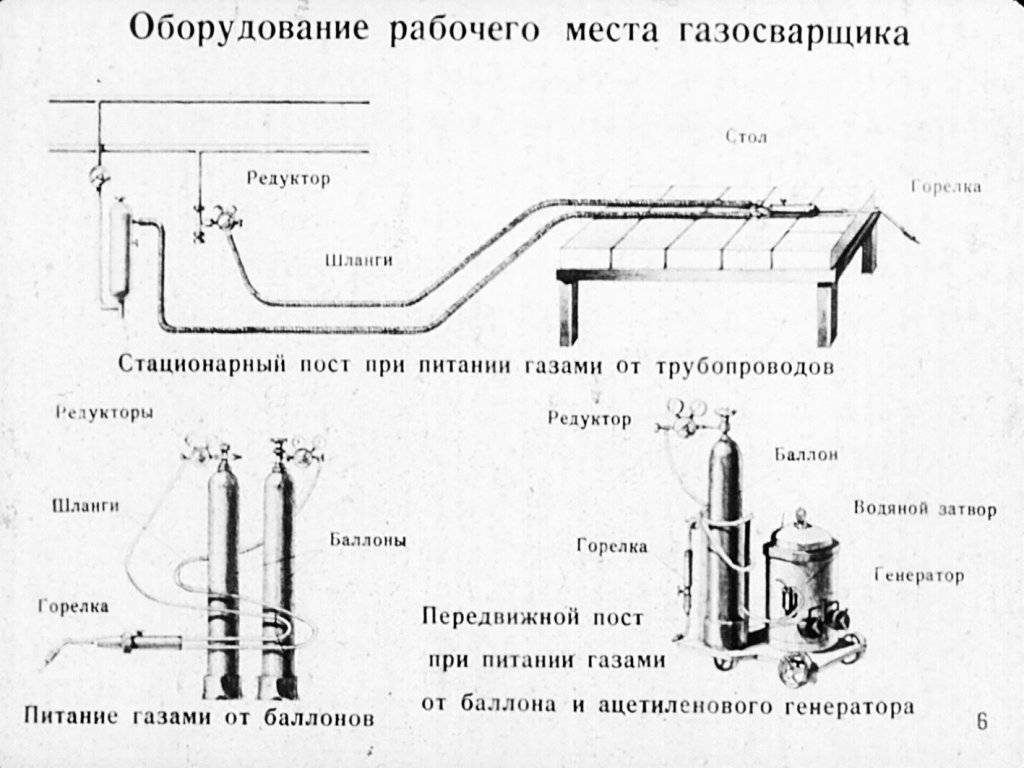
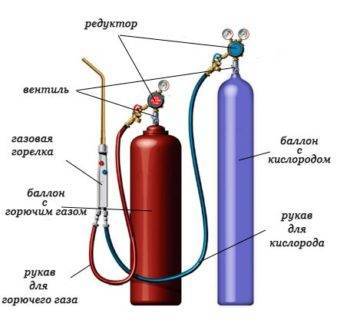
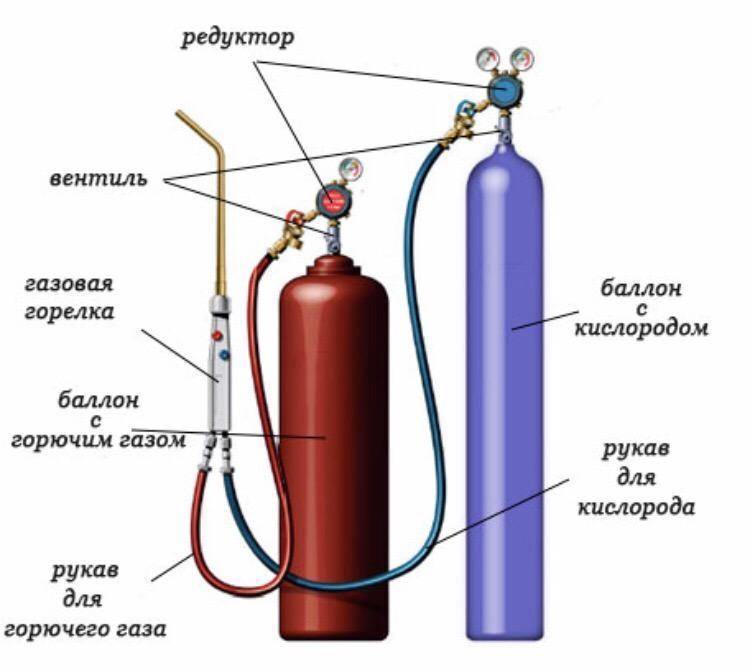
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.









2 Конструкция газовых резаков для раскроя металлов и их классификация
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.
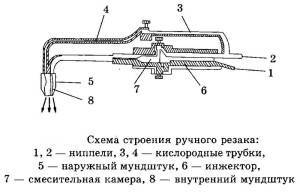
Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.
По принципу смешения кислорода и газа делят на следующие типы:
- инжекторные;
- безынжекторные.
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.





