

Сборка

Является последней операцией перед сварочными работами. Все используемые приспособления, устройства должны обеспечить свободный доступ сварщику к фиксирующим, стопорным агрегатам, участку сварки.
Каждый последующий шаг не должен осложняться предыдущим, а поступающие для сборки детали — досконально выверены. Сварку проводят с использованием разметки, шаблонов, упоров, других фиксирующих приспособлений.
Подготовка для сварочного процесса и сборка элементов происходит с соблюдением приведенных правил:
- величина зазора, притупление срезов должны быть единообразно по всему сварочному участку;
- площадь на расстоянии 30 мм от подготовленных кромок разделана от окалины, следов масла, грязи, торцы высушены, очищены;
- для избегания излома шва, прихватка выполняется электродами высокого качества через промежуток 5 см, при ее длине 50-100 мм.
Обеспечат нормальное формирование валика прихваченные планки.
1 Назначение и конструкция гильотинных станков
Ножницы гильотинного принципа действия – это специальное оборудование, предназначенное для резания металла. В зависимости от типа и назначения станка, толщина разрезаемого металлического листа может достигать 35 мм. Раскрой может производиться как поперечный, так и продольный, но только прямолинейный (вырезы делать нельзя).
Гильотинные ножницы по металлу применяют для разрезания как листовых материалов, так и материалов круглого, углового, прямоугольного сечения. К преимуществам этого оборудования относят высокую точность разреза, отсутствие дефектов (зазубрин, вмятин) в местах среза, сохранение целостности защитного полимерного слоя или покрытия краской на поверхности обрабатываемых изделий.

Основные элементы конструкции гильотинного станка:
- станина (из сваренных листов или монолитная);
- два ножа.
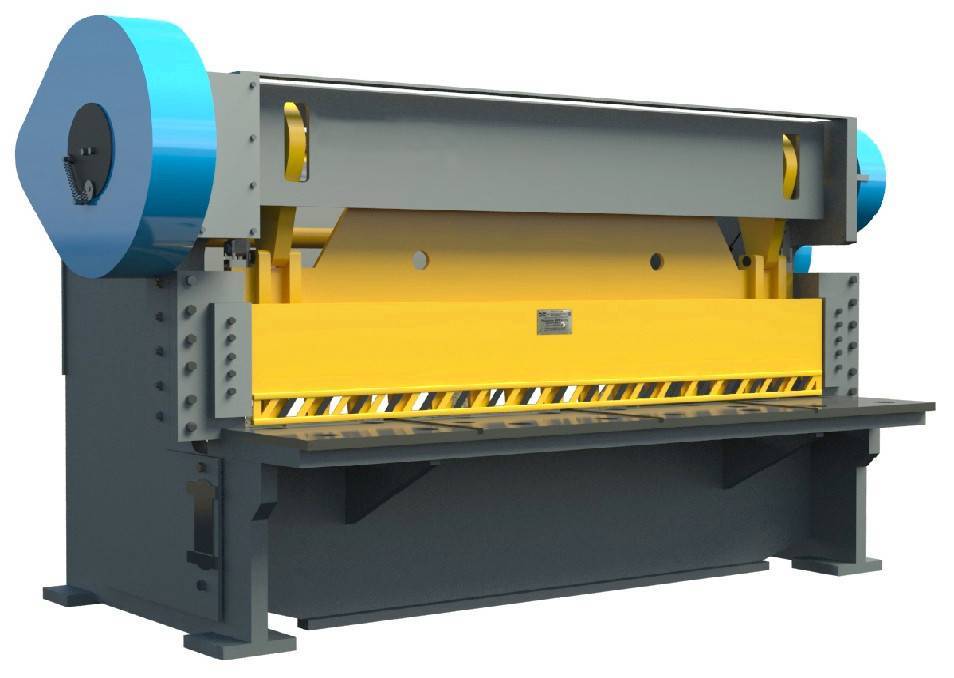
Станина состоит из двух стоек, которые связаны друг с другом балкой и траверсами, оснащена закрепленным к ней рабочим столом, служащим для удобной подачи разрезаемого материала. Нижний нож имеет фиксированное положение, а верхнее лезвие закреплено на подвижной балке. Стол оборудован удлинителями и угольником для раскроя длинных листов, а также прижимным устройством. Станок также оснащен градуированным упором, предназначенным для проведения серийной резки, и приспособлением, ограничивающим глубину подачи изделий.
Мощные ножницы снабжаются предохранительным механизмом – при возникновении перегрузки срезается специальная шпилька, и процесс резки останавливается. Встречаются станки, оборудованные возвратным поддоном, используемым для сбора отрезанного материала. В случае применения электропривода на стойках устанавливают балку, к которой закреплен двигатель-редуктор, соединенный с валом. На последнем расположены тормозной барабан и 2 кривошипа, которые с помощью кронштейнов и посредством шатуна соединяются с траверсой, где установлены ножи.

Ножи для гильотинных ножниц изготавливают из инструментальной высоколегированной стали, их режущие поверхности закаляют методом наклепа или высокочастотным током. Предназначены они для резки металла, находящегося в холодном или горячем состоянии. В настоящее время производятся ножи более 100 различных типоразмеров:
- длинами 110–2000 мм;
- толщиной 12–120 мм;
- шириной 50–200 мм.
Разновидности гильотин
Самый распространенный метод — рубка листового металла гильотиной. Такой подход позволяет получать отличные результаты при небольших затратах. В его основе лежит использование специального оборудования, которое имеет очень острый нож, позволяющий ровно нарезать листы металла установленной толщины. Гильотина для резки металлов бывает нескольких видов, которые отличаются способом воздействия на обрабатываемую заготовку
Каждый тип одинаково эффективно справляется с выполнением своих прямых обязанностей, так что при выборе в первую очередь следует обращать внимание на удобство работы с оборудованием
Ручная гильотина для рубки металла представляет собой небольшое устройство, которое предназначено для выполнения локальной резки. Оно имеет небольшие габариты и способно нарезать металлические листы толщиной до 0,3 миллиметров. Резак приводится в действие при помощи ручного усилия человека. Такая работа требует больших затрат энергии, поэтому производительность труда будет на невысоком уровне.

Механическая гильотина для рубки металла с ножным приводом имеет внушительные габариты и предназначено для работы с крупными заготовками. Устройство оснащено собственной станиной, на которую кладут обрабатываемый лист. В действие механизм приводится при помощи ножных мышц человека. За счет того, что ноги сильнее, чем руки, максимально допустимая толщина металлического листа увеличивается до 0,7 миллиметров. Производительность труда также будет выше на несколько процентов.

Гидравлическая гильотина для рубки металла работает в автономном режиме и не требует вмешательства человека. Оборудование оснащается многофункциональным блоком управления, который позволяет задать большое количество параметров
Очень важно, что можно самостоятельно выбирать угол среза в установленных пределах. Блок управления позволяет запоминать настройки и при следующей эксплуатации не устанавливать их заново, а просто выбрать из созданного списка необходимые параметры
Максимально допустимая для резки толщина металла зависит от мощности устройства.

Требования к инструментам применяемым при рубке металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Рис. 4. Тиски стуловые:









1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
голоса
Рейтинг статьи
Параметры качества технологии рубки металла на ножницах
Качественный срез
При большой доле реза и небольшой доле лома получается ровный и гладкий срез детали.
Если для обработки металла применяется качественный станок, то количество лома, который образуется, будет стремиться к минимуму. У профессионального оборудования данный показатель не более 10%.
Соотношение реза к разлому обуславливается следующими параметрами станка:
- степень остроты и износа ножей;
- зазор между кромками гильотин (этот параметр устанавливается с учётом размера листа по толщине);
- величина угла наклона верхнего ножа.
Состояние гильотинных ножей в целом определяется как остротой заточки их лезвий, так твердостью используемого для их изготовления материала. Это следует учитывать, так как, допустим в случае рубки заготовки из нержавеющей стали потребуются ножи с большей твердостью, чем это нужно для обычного листового железа.
Ширина зазора между кромками ножей должна иметь оптимальное значение. Это расстояние не может быть ни слишком большим, ни слишком маленьким. Все ножи подвергаются обязательной настройке. Только если режущие кромки максимально выровнены в ряд обеспечивается получение среза листа высокого качества.
Угол наклона верхнего ножа задается, и, при потребности, изменяется оператором гильотинной установки. Величина угла будет разной при различных значениях толщины металлопроката. Чем больше размер листа металла по толщине, тем под более «крутым» углом выставляется нож. При верно установленном угле наклона ножа срез всегда получится качественным.
В процессе рубки металлической заготовки на ножницах, как и при использовании прочих способов резки металла, неизбежно появление некоторого количества грата. Невозможно полностью исключить его появление, но вполне реально свести высоту грата до минимального уровня. При качественной работе на ножницах она составляет примерно только 7-12% от значения толщины обрабатываемого листа. Если грат выходит больше, то будет мешать дальнейшей обработке изделия. К тому же, он может быть опасен для рабочих, взаимодействующих с такими изделиями, так как увеличивает риск получения серьезных, долго не заживающих, повреждений кожи, в особенности, когда человек выполняет работу без перчаток.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Виды гильотинных ножниц
Существует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
- пневматические;
- электромеханические;
- гидравлические.
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см 2 ) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.

Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа
Возможности самодельной гильотины
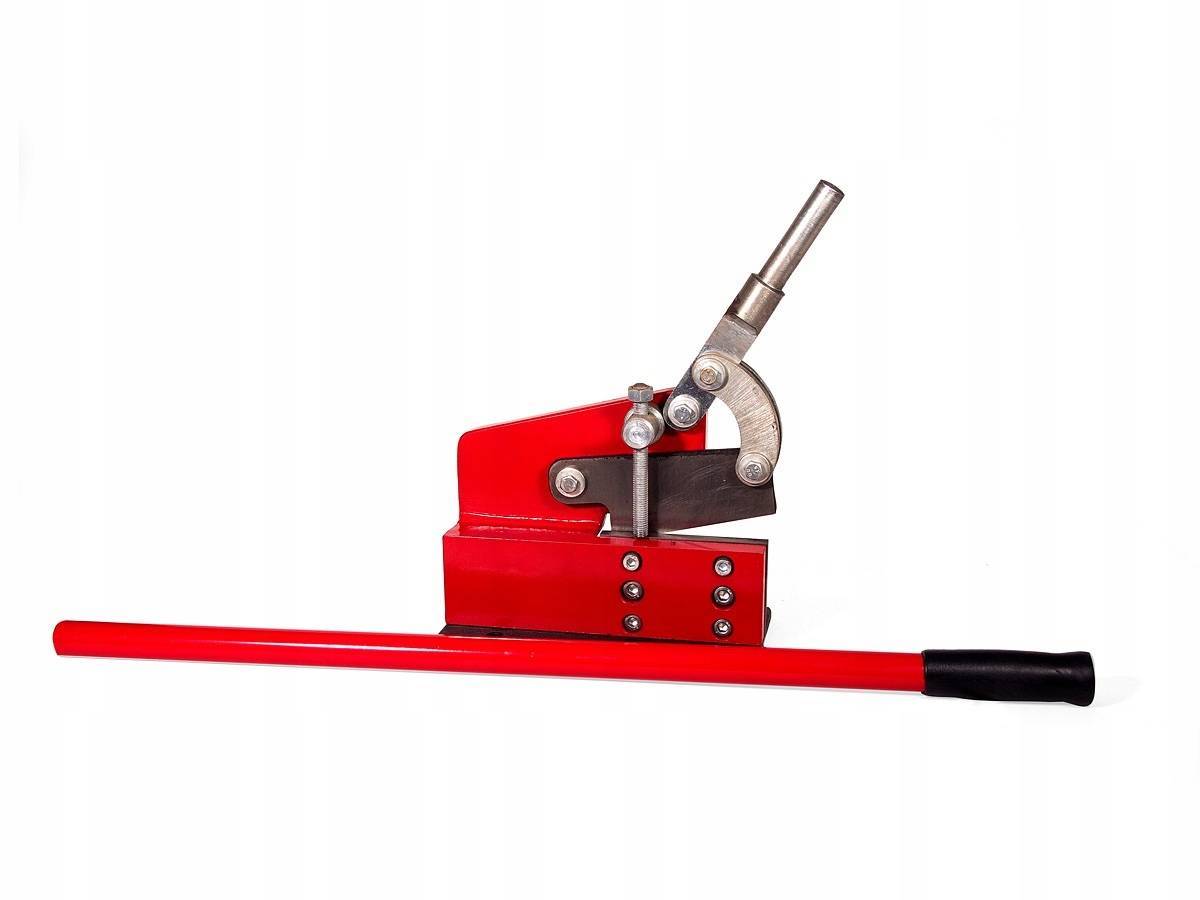
Самодельная гильотина может работать как заводской станок. Это доказано конструкциями самодельных мастеров, которые способны резать металл не хуже промышленных станков. Наиболее распространены два вида гильотин — с прямым движением верхнего ножа и с угловым поворотом. Первый вид станков более точно соответствует названию — гильотина, и позволяет резать металл очень точно. Зато особенности второго типа дают возможность резать не только лист, но и арматуру, уголок довольно больших размеров.
Ограничения по размеру установлены на установки для резки металла своими руками чисто естественными причинами. В отличие от промышленных, которые имеют гидравлический, электрический или пневматический привод, самодельные оснащаются только механическими рычагом или педалью, а толщина раскраиваемого металла зависит от физической силы оператора.
Электромеханический привод можно смонтировать и в условиях кустарной мастерской, но гидравлику и пневматику установить очень сложно. Это доступно только мастерам высшей квалификации.
Гильотина своими руками может резать:
- листовую черную и оцинкованную сталь толщиной до 1,5 мм;
- алюминий;
- нержавейку до 0,6 мм;
- пластик;
- картон.
Конструирование самодельного станка должно учитывать особенности уже работающих конструкций. Описание одного из вариантов гильотины приведено ниже.









Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.
 В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
https://youtube.com/watch?v=Go-MKNQRcAw
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.
Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других
Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.
1 Зачем нужна гильотина для рубки металла и арматуры?
Под гильотиной понимают специальный станок, на котором осуществляется нарезка и рубка различных металлов, кабельной бумаги, стеклоткани.
Он подходит как для больших промышленных предприятий, так и для мелких производств, отличается долговечностью, достаточно простой и по-настоящему надежной работой.
Такой станок не требует долгой подготовки металла для рубки, обеспечивает высокую скорость и качество проведения процесса.

Лезвие агрегата затачивается таким образом, чтобы после обработки на краях материала не было окалин, кромка получалась очень ровной без заусенец, заминов, зазубрин. Оптимальна гильотинная рубка для работы с несложными по контуру металлическими деталями небольшой площади и сравнительно малой толщины. При этом и большие по толщине стальные горячедеформированные и холоднокатаные листы установка соответствующей мощности раскраивает без особых проблем, гарантируя качественный вертикальный срез без скосов.

Используется такое оборудование на предприятиях, занятых изготовлением водосточных систем, профилированных листов, разнообразных профильных изделий, элементов кровли и фасада, вентиляционных систем. Широко применяется гильотина и для выполнения разнообразных работ в сфере судостроения, строительства, машиностроения. В целом использовать ее можно для выполнения раскроя любого металла и изделий из него тогда, когда не требуется вырезать отверстия и формы сложного типа.
Услуги профессионалов по раскрою металла
Ручное оборудование не всегда подходит, если речь идет об объемной и быстрой резке одинаковых деталей и раскрое толстых листов. С такой работой не справится даже опытный мастер.
Компания NAYADA предлагает оперативную и качественную рубку металла электромеханической гильотиной. Специалисты работают на мощных установках, которые режут листы толщиной до 20 мм и шириной до 3 м. Оборудование обеспечивает ровные линии раскроя без повреждений (даже если речь идет об оцинкованных и окрашенных листах). Автоматический контроль практически исключает погрешности в разметке.
Выбрав услуги NAYADA, вы минимизируете свои расходы и получите рубку высокого качества и в полном соответствии с заданными параметрами. Помимо раскройки металла на гильотинах специалисты компании производят лазерную и плазменную резку, сварку, гибку листов, токарную обработку изделий.
Оформить заказ вы можете на сайте организации. Если вам необходима консультация технолога, позвоните по указанному телефону, закажите обратный звонок или во всплывающем окне.
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
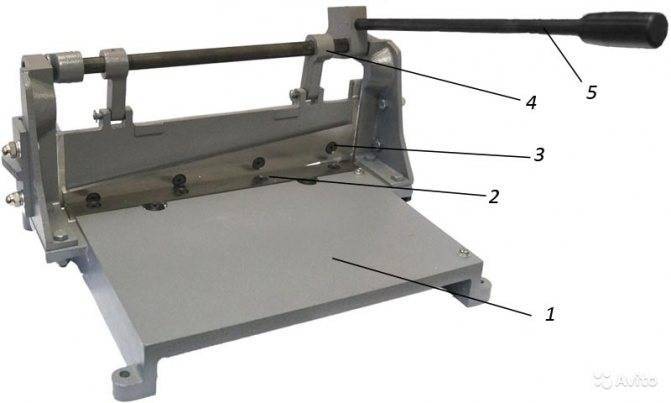
Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
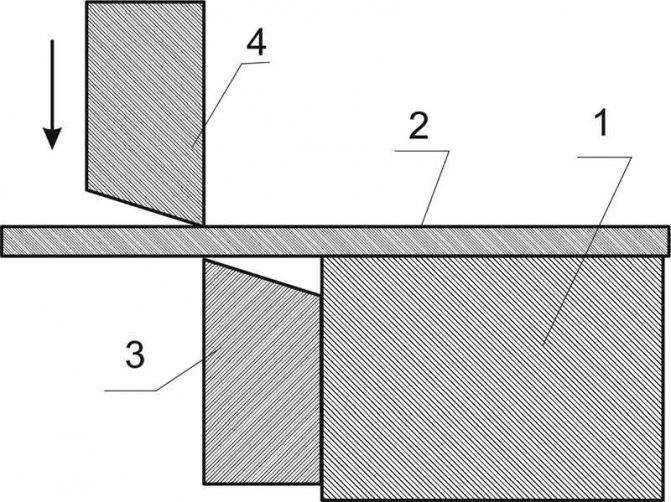
Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
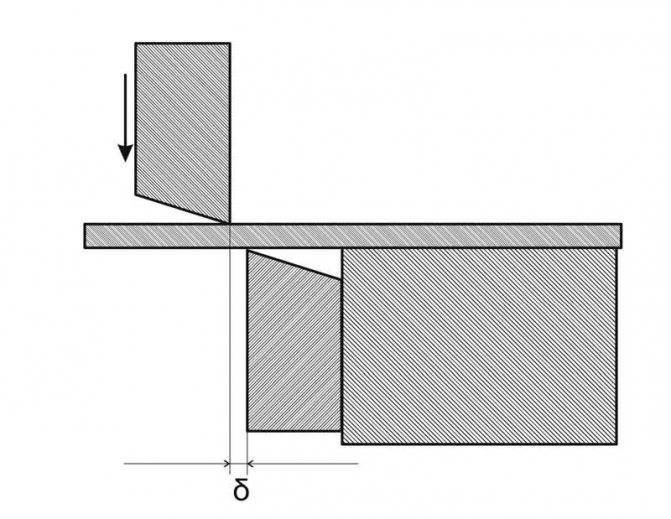
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).







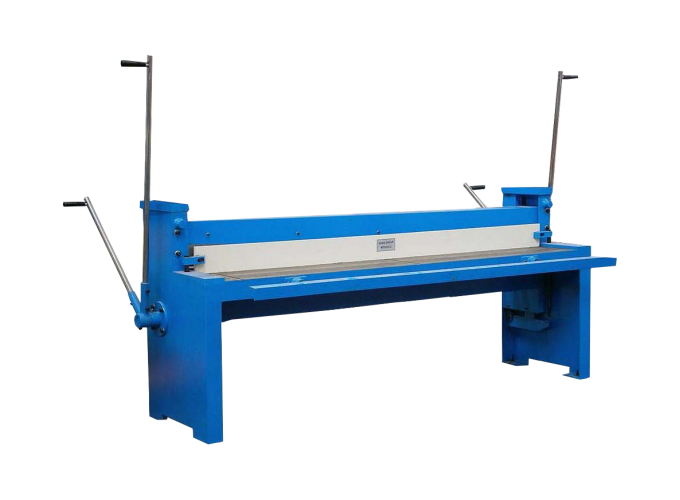


Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
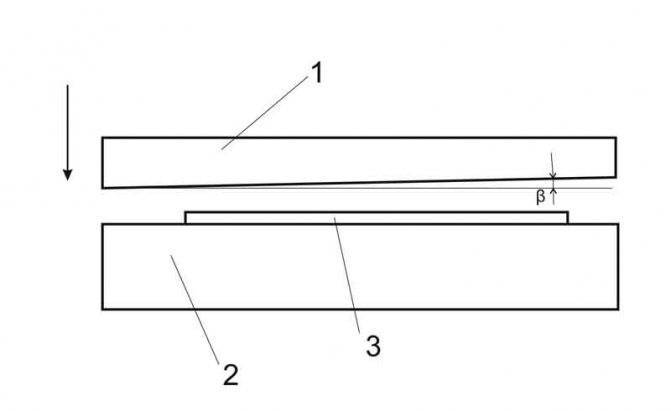
Установка активного лезвия под углом наклона β: 1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Профессиональные услуги по рубке металла в NAYADA
Скорость и качество гильотинной рубки прямо зависит от оборудования. На ручном станке даже опытный мастер не справится с большим объемом работ. Для быстрой штамповки крупных и средних партий деталей, а также для металла толщиной от 4 мм нужна мощная автоматическая техника.
Компания NAYADA располагает передовой технической базой для рубки листового металла. Мы используем электромеханические станки, рассчитанные на листы шириной до 3 м и толщиной до 20 мм. Острые ножи обеспечивают ровные линии реза, минимизируют отходы, исключают повреждение покрытий при работе с оцинкованным и окрашенным прокатом.
Гарантируем высокое качество рубки. Готовые детали строго соответствуют проектной документации. За работой станков следит автоматика — погрешности не выходят за рамки допустимых пределов.
Помимо рубки выполняем операции по доработке заготовок, от зачистки кромок до снятия фасок. Также принимаем заказы на раскрой металла методом плазменной и лазерной резки, на токарную обработку, сварку и гибку.
2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.

При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.

Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.





