

Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
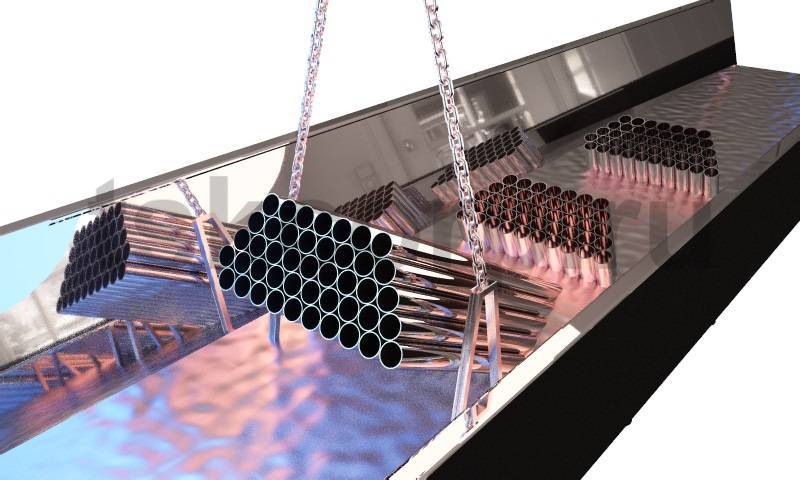
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.

Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
1 Горячее цинкование – общие сведения и немного истории
В далеком для нас 1742 году французский химик Малуэн провел опыты по погружению изделий из стали в емкость с цинком, находящимся в расплавленном состоянии. Итогом таких процедур стало появление защитного слоя на поверхности обработанных деталей.
В середине 1830-х годов соотечественник Малуэна Сорель получил патент на использование расплавленного цинка с целью придания стальным конструкциям антикоррозионных свойств. А буквально через 10 лет в немецком городе Золингене начало работать первое предприятие, на котором выполнялось горячее цинкование изделий.
Всемирное признание описываемый способ горячего цинкования металла получил в середине прошлого столетия. Сейчас в сфере защиты металлов от коррозии нет более популярной и востребованной методики.

К несомненным преимуществам применения метода горячего цинкования относят:
- высокий показатель производительности процесса;
- превосходную стойкость против ржавления обработанных конструкций;
- большую величину электропроводности цинкового слоя, а также его отличную теплопроводность;
- простота оборудования для горячего цинкования и легкость реализации технологического процесса;
- способность получаемого защитного слоя предохранять поверхность изделий от внешних воздействий даже в тех ситуациях, когда покрытие перестает быть сплошным в результате механических повреждений.
Отдельно стоит сказать и о том, что горячее цинкование эффективно противодействует процессу охрупчивания (водородного) оцинкованных поверхностей и непосредственно основного металла.

Недостатками данной методики антикоррозионной защиты признаются такие факторы:
- сравнительно большие траты цинка на выполнение операции;
- определенная неравномерность цинкового слоя;
- возможность обрабатывать только те детали, чьи геометрические параметры не превышают размеров ванны, в которой производится цинкование;
- нельзя получить покрытия ультрамалой толщины (менее 2–3 микрон);
- трудности, возникающие при обработке конструкций, прошедших цинкование по горячей схеме (в частности, они очень плохо поддаются сварке).
Требования к поверхности основного металла
Обработке цинком подлежит только металлопрокат, на поверхности которого отсутствуют сварочные шлаки, заусенцы, поры, окалина, а также другие включения.
Если обработке подвергаются литые изделий и конструкции, на их поверхности не должно быть усадочных раковин и прочих углублений. Наличие кромок и острых углов (если это не имеет технического обоснования) не допускается. Такие детали должны иметь округления радиусом минимум 0.3 мм.
Структура сварных швов должна быть плотной и сплошной по всей длине проката, на поверхности сварных соединений которого не допускается присутствие шлаковых включений, свищей, наплавленных сопряжений, трещин и пор.
Согласно нормам действующего ГОСТ, покрытие горячим цинкованием допускается при условии, что поверхность проката очищена обезжириванием, а также протравлена или была подвержена стройно-абразивной обработке, а впоследствии офлюсована. Коэффициент очистки поверхности металлопроката от коррозии и окалины должен составлять 1. Это обусловлено требованиями, которые устанавливает ГОСТ 9.402.
Выбор материала
Толщина покрытия цинком зависит от свойств сплавов железа. Процент наличия кремния в стали и его распределение влияет на толщину цинкового покрытия, цвет и равномерность защитной пленки. По степени окисления сталь подразделяется на: кипящую, спокойную и полуспокойную. Самая тонкая цинковая пленка с гладкой и блестящей поверхностью образуется на изделиях и конструкциях из кипящей стали. На спокойных сталях цинк оседает в виде матового покрытия толщиной 100-180 мкм. На полуспокойных сталях цинковое покрытие может быть неравномерным.
Для цинкования используются составы, содержащие 90-96% цинка в виде хлопьев, пластин или порошка, летучие вещества и связующие агенты (органические смолы). Расплавы цинка могут легироваться алюминием, магнием, титаном.
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.
Положение цинка в электрохимическом ряду металлов
Этапы производственного процесса
При горячем цинковании металла соединение цинка с металлической поверхностью происходит на молекулярном уровне. В результате помещения обрабатываемого элемента в ванну для цинкования образуются максимально крепкие связи молекул, обеспечивающие надежность покрытия при длительной эксплуатации изделия в условиях различной сложности.






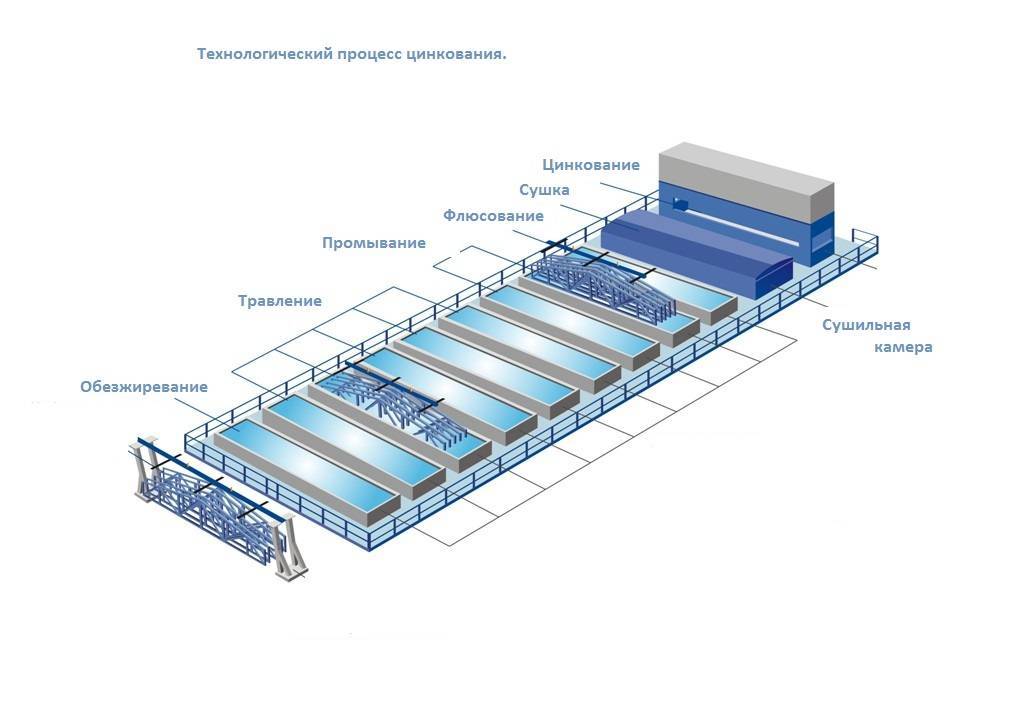
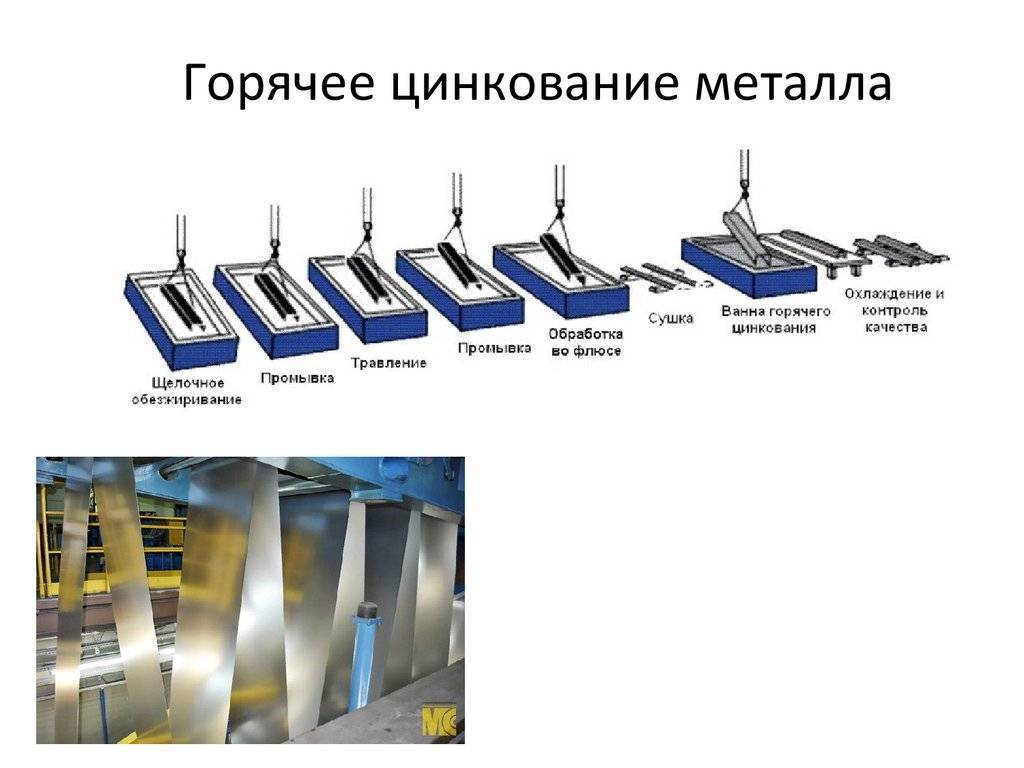
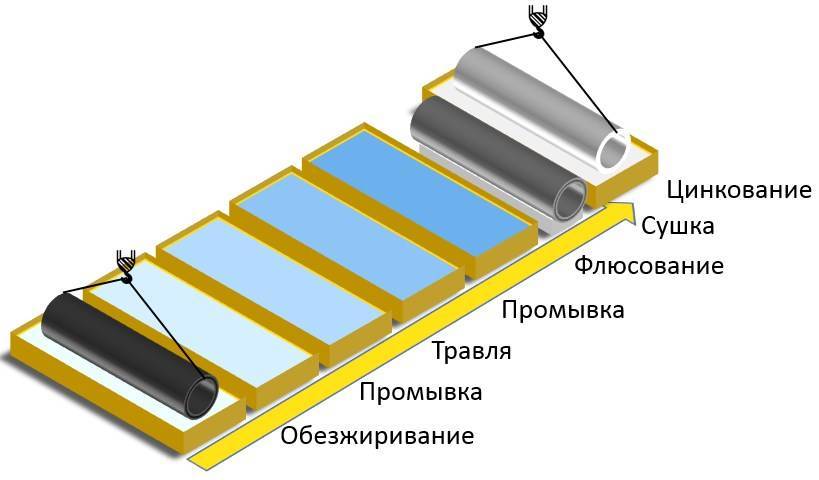
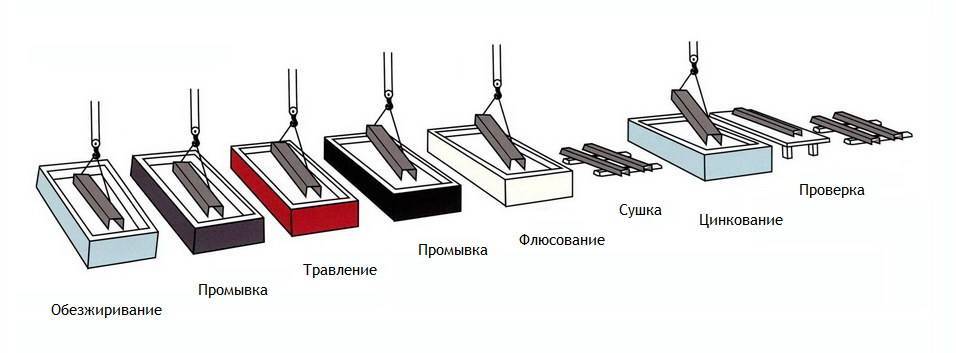
Технология обработки подразумевает несколько этапов, включающих:
- Подготовку поверхности. Выполняются процессы обезжиривания, промывки, травления и флюсования.
- Сушку металла. Производится одновременное удаление с поверхности металла лишней влаги и разогрев материала до температуры около 100°C.
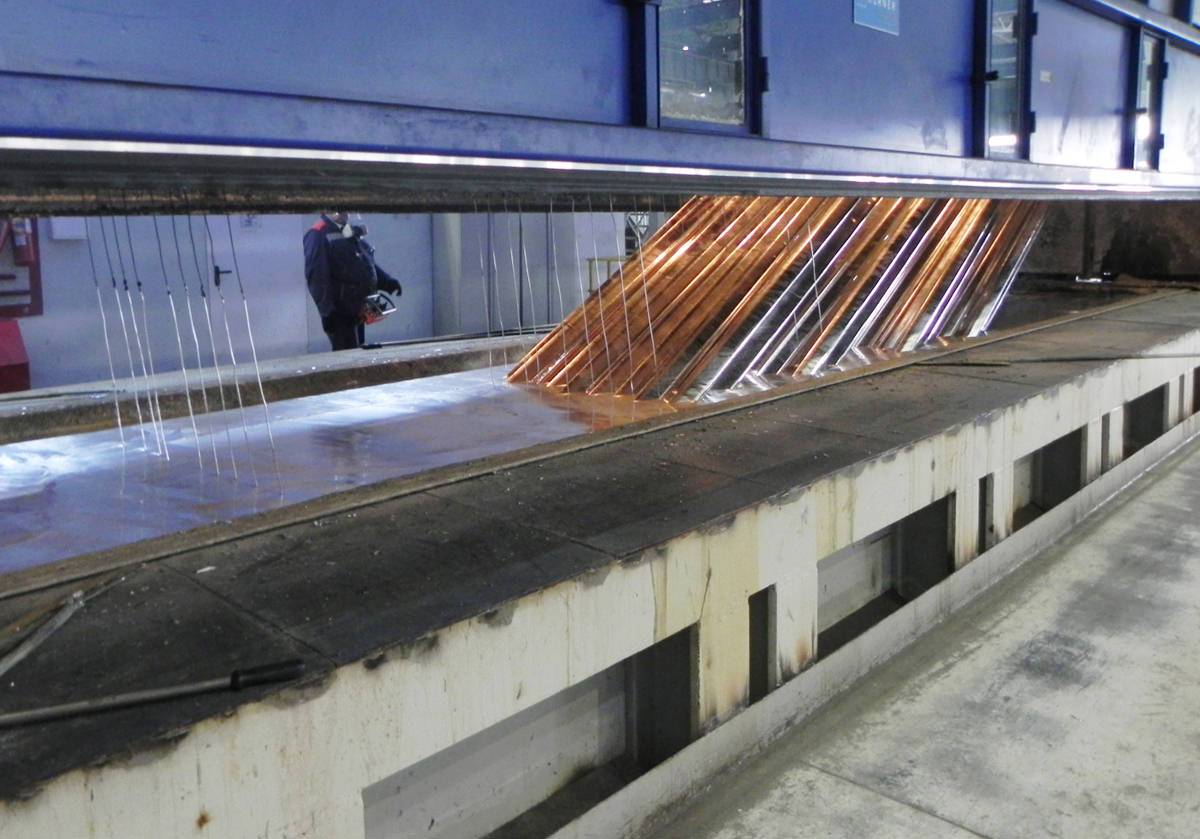
- Нанесение цинка. Происходит в ванне с расплавом. Время обработки зависит от конкретной производственной задачи, и занимает от 3 до 10 минут.
На заключительном этапе работы оцинкованный металл подвергается сушке и проходит строгий контроль, подтверждающий качество обработки и соответствие результата нормативам государственных стандартов. Основополагающими критериями эффективности способа являются качественные характеристики цинка, температура расплава и уровень предварительной подготовки поверхности. Технология предполагает четкое соблюдение режима охлаждения, скорости погружения и подъема изделия, значительно влияющих на кристаллизацию расплава и толщину образовавшегося цинкового слоя.
Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Замеры толщины покрытия выполняются на шлифе в трех и более зонах, которые равномерно распределены на поверхности изделия (длина участка составляет около 1 см). В качестве результата засчитывают среднеарифметическое значение от проведенных замеров.
Допустимая погрешность металлографического метода составляет ±10%.
Гравиметрический метод
Определение средней толщины покрытия выполняется по неразрушающим методам или при помощи гравиметрического метода на основании данных о весе образца до и после получения или же до и после удаления покрытия. Это обусловлено требованиями, которые регламентирует ГОСТ 9.302.
Чтобы снять покрытие, используют раствор, состоящий из 2 г трехокиси сурьмы или 3.2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
Допустимая погрешность составляет ±10%.
Контроль химического состава для горячего цинкования регламентируется требованиями следующих ГОСТ: 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Согласно требованиям этих стандартов, массовый объем цинка в рабочей массе ванны должен составлять не менее 98%.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними
Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
Сравнение методов цинкования металлоизделий
Существует несколько методов нанесения цинковых покрытий:
- Электрохимический (гальванический) метод.
- Метод горячего цинкования.
- Метод холодного цинкования.
Каждый из указанных методов находит свое применение в промышленности и обладает собственными техническими особенностями и характеристиками покрытия.
Гальваническое цинкование
К преимуществам гальванического метода цинкования следует отнести привлекательный внешний вид оцинкованной детали (покрытие может иметь различный цвет и оттенок – молочно-белый, желтоватый и т. д.). Гальванический способ позволяет нанести равномерный по толщине слой цинка толщиной 5-30 мк.
Недостаток гальванического метода в его относительной сложности – необходимости приготовления специальных электролитов, строгому контролю процесса, а также в необходимости приобретения дорогостоящего оборудования. В результате гальваническое покрытие имеет большую стоимость по сравнению с горячим цинкованием, при этом антикоррозионные свойства покрытия ниже.
Холодное цинкование
Слой цинка может быть нанесен на металлическое изделие методом напыления или окрашивания в холодном виде специальным составом с высоким содержанием (до 95%) цинка. Данная технология имеет собственные особенности, преимущества и недостатки. О технологии холодного цинкования мы расскажем в одной из наших следующих статей.
Горячее цинкование
Оцинкованное горячим способом металлоизделие может прослужить более 60-ти лет даже при постоянном воздействии влажной среды.
Защитные свойства цинкового слоя, полученного методом горячего цинкования значительно выше, чем при использовании гальванического метода. Оцинкованные металлические емкости и трубы, находящиеся под воздействием влажной среды, прослужат в несколько раз дольше.
К преимуществам данного метода следует также отнести способность слоя цинка к самовосстановлению после механического повреждения поверхности, а также возможность устранения дефектов поверхности деталей – раковин, пор, микротрещин.
Недостатком горячего цинкования является неравноменость толщины слоя покрытия, а также не привлекательный внешний вид. Общим недостатком для цинковых покрытий является их низкая стойкость к механическому воздействию.







Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Требования к поверхности основного металла
Обработке цинком подлежит только металлопрокат, на поверхности которого отсутствуют сварочные шлаки, заусенцы, поры, окалина, а также другие включения.
Если обработке подвергаются литые изделий и конструкции, на их поверхности не должно быть усадочных раковин и прочих углублений. Наличие кромок и острых углов (если это не имеет технического обоснования) не допускается. Такие детали должны иметь округления радиусом минимум 0.3 мм.
Структура сварных швов должна быть плотной и сплошной по всей длине проката, на поверхности сварных соединений которого не допускается присутствие шлаковых включений, свищей, наплавленных сопряжений, трещин и пор.
Согласно нормам действующего ГОСТ, покрытие горячим цинкованием допускается при условии, что поверхность проката очищена обезжириванием, а также протравлена или была подвержена стройно-абразивной обработке, а впоследствии офлюсована. Коэффициент очистки поверхности металлопроката от коррозии и окалины должен составлять 1. Это обусловлено требованиями, которые устанавливает ГОСТ 9.402.
Общие требования
1.1. На стадии предварительных переговоров до заключения дополнительного соглашения (или договора) на выполнение работ по цинкованию металлоконструкций Заказчик обязан передать Подрядчику в целях определения последним наличия (отсутствия) технической возможности цинкования следующие документы:
- Чертеж или пакет чертежей в разряде КМД, адаптированные только на русском языке с габаритными размерами и техническими условиями на предмет выполнения антикоррозионного покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89;
- Чертежи иностранного производства (на английском, немецком, китайском и других языках на согласование не принимаются);
- Сертификат или сертификаты на металл из которого выполнено изделие или металлоконструкция включающая в себя разный сортамент металлоизделий (уголок, швеллер, двутавр, труба, пластина или круг).
1.2. Передаваемые металлоконструкции должны иметь маркировку в виде клейма (марки изделия), соответствующего марке, указанной в товаросопроводительном документе. Металлоконструкции должны передаваться пакетами (по маркам и профилю), снабженными бирками. На бирке должно быть указано наименование Заказчика, марка изделия (наименование), количество штук в пакете, общий вес пакета.
1.3. На цинкование принимаются металлоконструкции, изготовленные из низкоуглеродистых сталей (СТ 3 СП, 09 Г2 С, СТ 20 и др.).
1.4. Габаритные размеры элементов стальных конструкций, подлежащих цинковому покрытию, должны быть не более: по длине — 12,5м, по ширине — 1,5м и по высоте — 3,0м.
2. Требования к конструкции изделий, подлежащих цинкованию (в соответствии с ГОСТ 9.307 – 89)
2.1. В металлоконструкциях не должно быть “карманов”, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
2.2. Сварку элементов стальных конструкций следует производить встык, либо двусторонними швами, либо односторонним швом с подваркой.
2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
2.4. Все детали металлоконструкций должны иметь технологические отверстия (как для выполнения требований пункта 2.1., так и для подвешивания самих изделий). Технологические отверстия должны иметь диаметр от 15 до 30 мм и быть расположены на расстоянии от 10 до 30 мм от торца детали.
2.5. Расположение и целесообразность выполнения технологических отверстий в предоставляемой Заказчиком конструкторской документации должны быть согласованы с Подрядчиком и утверждены специалистами ЦГЦ ООО «ЭЦМ» до заключения сторонами дополнительного соглашения (или договора).
ОСОБОЕ ВНИМАНИЕ ОБРАТИТЬ!
2.6. Герметичные емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями, покрытию методом горячего цинкования не подлежат.
2.7. Во избежание взрыва не допускается наносить покрытие на изделия, имеющие закрытые полости.
2.8. Полые изделия и изделия сложной формы подвергают пробному цинкованию.
2.9. Не допускается цинковать изделия со сварными соединениями в “нахлестку”.
3. Требования к поверхности основного металла (в соответствии с ГОСТ 9.307 – 89)
3.1. На поверхности основного металла не допускаются:
- закатанная окалина;
- заусеницы;
- поры;
- включения (грязь, остатки абразивного материала от механической обработки);
- сварочные шлаки;
- остатки формовочной массы;
- графит;
- смазка (силикон);
- металлическая стружка;
- маркировочная краска;
3.2. Не допускаются поры, свищи, трещины наплавные сопряжения сварных швов (зачистка швов обязательна).
3.3. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.










При соблюдении вышеуказанных требований Подрядчик гарантирует нанесение покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.
Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
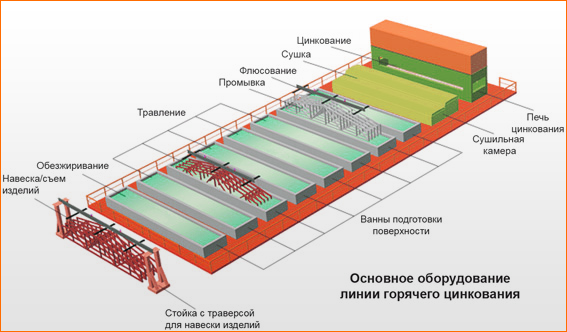
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.
Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.
Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.





