

Гальваническое травление металла
Считается наиболее безопасной методикой. Гальванический способ травления подразумевает под собой использование электролитических растворов на основе медного, железного, цинкового купороса и нашатыря. При этом не используются едкие кислоты, которые при травлении выделяют вредные испарения.
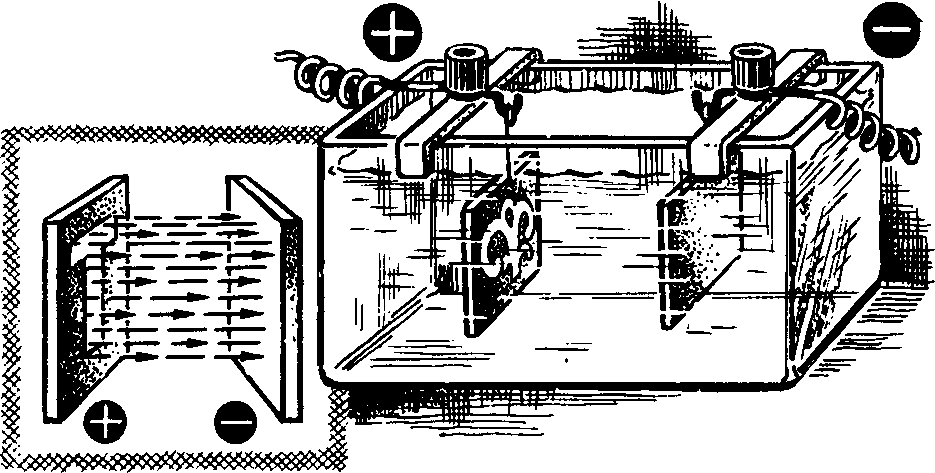
Для проведения гальванической обработки необходимо подготовить определенный инвентарь:
- Большая емкость для погружения детали (ванна).
- Подача постоянного тока в 5 вольт. Удобнее всего использовать для этого блок питания.
- Отдельный катод. Он должен быть изготовлен из того же металла, что и обрабатываемая деталь.
- Подвесы из проволоки.
- Две штанги на которых будут закреплять заготовку с катодом и подавать напряжение.
После подачи тока металл начинает передаваться от заготовки к катоду.
Способ гравировки 1
- Стеклянная емкость (по размеру обрабатываемой заготовки). Естественно, не бутыль с узким горлышком, а банка, стакан или ванночка. Источник постоянного напряжения (до 15 В). Он должен давать ток 0,5 А, как минимум. Оптимальный вариант – зарядное устройство для АКБ личного авто. Автор именно его и использовал. Хотя некоторые умельцы для этих целей берут зарядники аккумуляторов бытового инструмента (шуруповерта и так далее), и даже сотовых тлф. Парочка проводов для присоединения и зажимов (например, типа «крокодил»). Любая металлическая заготовка (та же ложка), которая будет играть роль второго электрода. Солевой раствор. Концентрация определяется на «глазок», поэтому общая рекомендация такая: на стакан воды – 2 ложки (чайных). Лак. Он понадобится для окрашивания сегмента металла, на котором планируется нанесение гравировки. В большинстве статей, посвященных эл/химическому способу, есть советы по применению состава для ногтей. Автор, чтобы «не травмировать» жену такой расточительностью, использовал так называемый цапон-лак, который хорошо известен радиолюбителям и эл/монтажникам. Стоит копейки, не дефицит, и легко снимается растворителем.
Разработка и нанесение рисунка
Эскиз
Сюжетный рисунок, растительный орнамент, логотип или просто фраза – это лишь малый перечень идей рисунка, который будет красиво запечатлен на клинке. Выберите, какой узор вы хотите видеть на клинке и начинайте создание эскиза. Можно нарисовать самостоятельно или попросить профессионалов.
После чего нужно перенести рисунок на клинок. Для этого помещаем клинок в сканер, переносим изображение в программу CorelDraw, где обрисовываем контуры клинка. Далее накладываем подходящий орнамент. Результат следует продублировать в зеркальном отображении и отправить в печать.
Лакирование клинка и перенос рисунка
Клинок надо покрыть лаком заранее. Можно воспользоваться матовым лаком для пластмассовых моделей-копий. Лак нужно разбавить нитрорасстворителем, чтобы быстрее высох, и нанести аэрографом (можно и кисточкой). Лак используется потому, что в течение суток сохраняет пластичность и не крошится под скраббером.
Вырезаем эскиз, чтобы было проще подогнать к клинку, «зачерняем» оборотную сторону карандашом, крепим на клинке малярной лентой. После прорисовываем тонкой ручкой орнамент. В итоге получается рисунок на лаке.
Процарапывание рисунка
Рисунок по поверхности лака процарапываем с помощью скрабберов с различной заточкой
Важно, чтобы металл скраббера не был тверже металла клинка, а то будут царапины
Особенности рисунка
Интересно: Тонировка фар своими руками
В нашем примере травится «поле» (это самый сложный вариант, т.к. рисунок процарапать труднее), хотя возможен и более доступный вариант, когда травятся исключительно контуры рисунка.
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
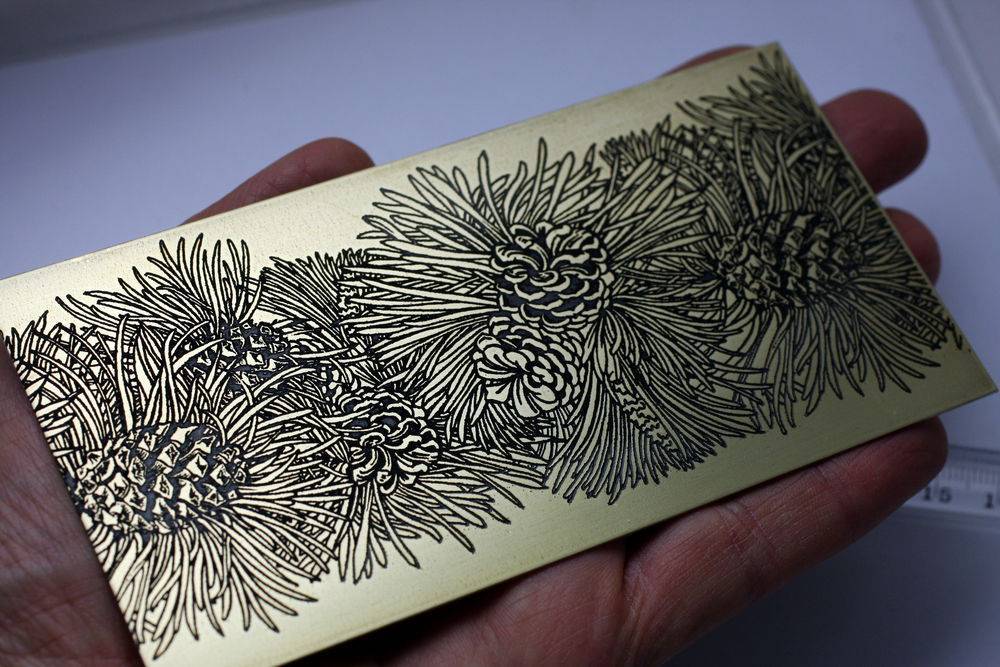
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Глянцевая бумага
Кроме глянцевой бумаги (ее можно купить в магазинах товаров для творчества, а можно просто вырезать лист из журнала), потребуется лазерный принтер, приложение для работы с изображениями и утюг. Изображение рисунка следует сделать зеркальным и распечатать в натуральную величину. Изображение прикладывают к поверхности и проглаживают несколько раз. После остывания заготовки бумагу смывают теплой водой, а тонер остается на поверхности детали. Тыльную и боковые поверхности, не подлежащие протравке, нужно защитить лаком или пластилином.

Глянцевая бумага для травления
Основной недостаток — работать таким образом можно только с плоскими или цилиндрическими заготовками. Способ весьма популярен при изготовлении печатных плат.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
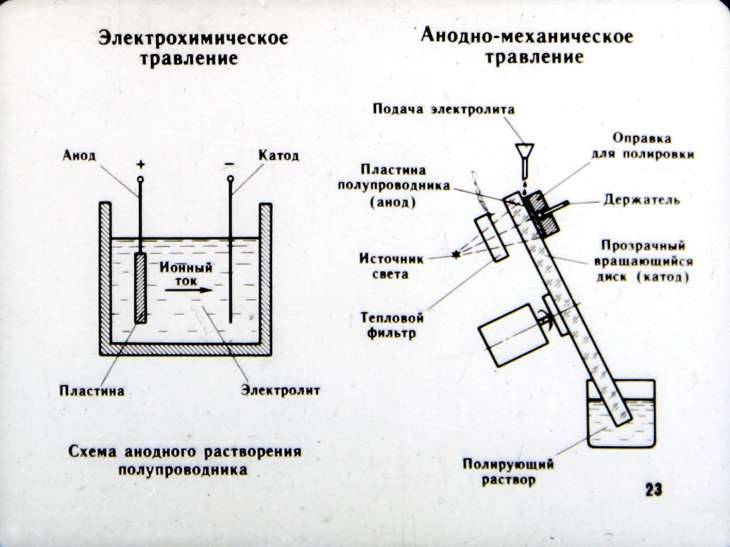
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
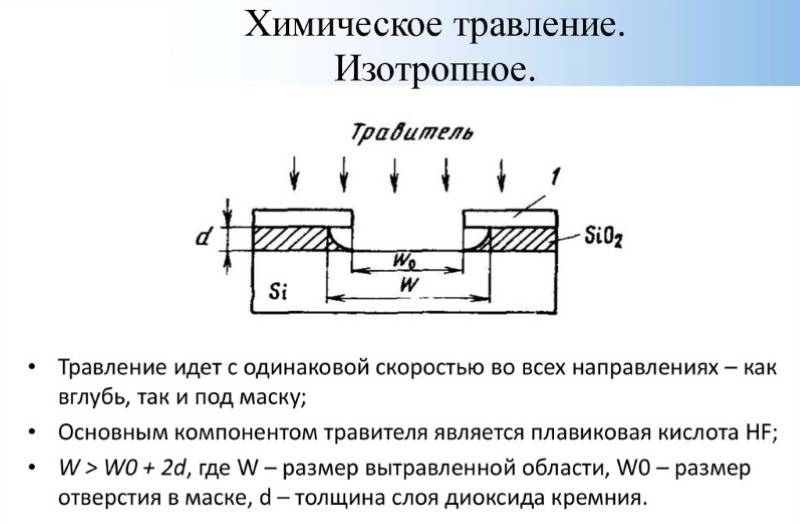
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.





Плазменное травление
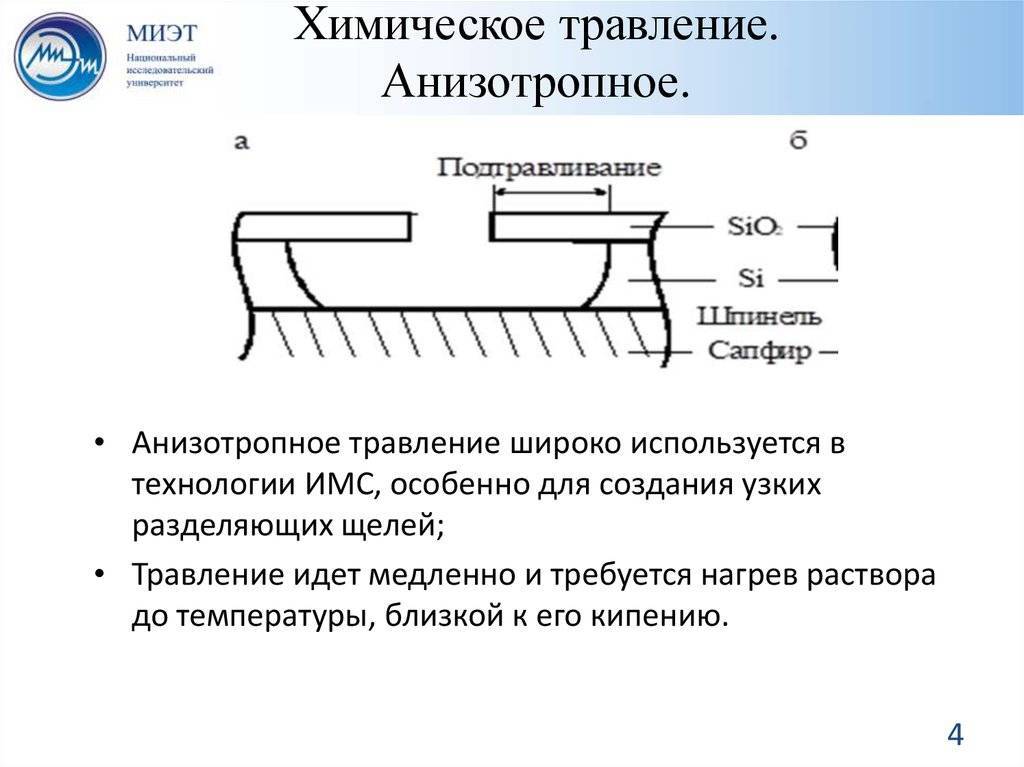
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Способы травления металла
От вида стали зависит выбор кислоты для травления. Агрессивные вещества для каждого сплава требуются свои. Правильное применение раствора влияет на быстроту и качество процесса. Существует несколько способов:
Химический
Несложный процесс, который не требует сложного оборудования – химический. Но следует учитывать выбросы вредных для человека в воздух испарений. Электролит
Применение электролита с пропускаемым через него током. Этот способ быстрый и можно получить чёткий рисунок. Также экономится раствор рабочей жидкости, и нет вредных испарений. Ионно-плазменный
Ионно-плазменный метод применяется на крупных производственных площадках. Его применяют в сухой среде для производства микроэлектроники.
Для травления в домашних условиях, прекрасно подходят первых два метода. Они не требуют сложных манипуляций и компоненты вполне доступны в продаже.
Протравы, используемые для стали
Очень часто для травления стали применяют раствор азотной кислоты. Также используется соляная, виннокаменная (с небольшими добавками азотной). Твердые марки стали протравливаются смесью азотной и уксусной кислот. Глифоген – это специальная жидкость на основе воды, азотной кислоты и алкоголя. Поверхность обрабатывают таким составом несколько минут. Затем промывают (раствор винного спирта в очищенной воде), быстро сушат. Это – предварительное протравливание. Только после таких манипуляций заготовки помещаются в травильный раствор. Чугун хорошо протравливается в растворе серной кислоты.
Травление стали
Процедура состоит из нескольких этапов:
- обезжиривание и очистка;
- нанесение защитного слоя, если это необходимо в художественных или иных целях;
- наведение раствора;
- опускание элемента в ванну;
- подача электрического заряда.
Протравы
Обычно азотную смешивают с одной из следующих:
- с винно-каменной;
- с соляной;
- с уксусной.
Для лучшего эффекта можно предварительно выдержать элемент в гликогене в течение нескольких минут, затем высушить его и приступить к основному протравливанию.
Для цветмета подойдет травление металла кислотой в домашних условиях
Представим в виде таблицы рекомендации по составам:
| Материал металлической заготовки | Вещества, которые добавляются к протраве |
| Cuprum, сплав из нее | К серной, хлороводороодной, ортофосфорной, азотистой присоединяют хром или азот |
| Алюминий, Molydenum | Щелочные смеси на основе гидроксида натрия и пероксида водорода |
| Titanium | Предварительно – щелочь, затем сильные смеси, например, фтороводородные |
| Nickel, Wolframium | Раствор на воде с пероксидом водорода и метановой кислотой |
Нанесение рисунка
Если вы рассматриваете способ в качестве художественной задумки при желании декорировать нож или иной элемент с помощью травления металла в домашних условиях солью, то необходимо защитить, изолировать определенные участки. Можно даже добиться полутонов, тогда одни защитные пленки нужно оставить на весь период, а другие – снимать по мере вытравливания основного фона. Рассмотрим, какими подручными способами можно обезопасить зону узора.
Лак для ногтей
Из достоинств – простота нанесения и доступность, его легко найти в косметичке супруги или купить за копеечную сумму. Но есть минусы:
- слишком тонкие линии сделать трудно из-за высокой вязкости;
- сложно аккуратно стереть нечаянно нарисованные элементы;
- требуется художественный навык.
Грунтовка или битумный лак
Так как сделать травление рисунка на металле своими руками без трафарета непросто, то самый легкий метод – полностью загрунтовать поверхность, а потом острой частью прочертить узор, убрав излишки. Не слишком надавливайте, рискуете поцарапать сталь.
Что дает воронение стали?
Некоторые неискушенные мастера часто не знают, что такое воронение металла. Подобным способом обработки пользуются довольно редко, полагая, что – это довольно сложная процедура. На самом деле любой изготовитель может добиться положительных результатов своими руками при минимальных затратах материалов и труда.
При химическом или термическом воронении на поверхности стали образуется окисная пленка толщиной от 1…3 до 10…15 мк. Толщина образовавшегося слоя во многом зависит от применяемой технологии. При выполнении данной операции достигаются основные цели:
- у стального изделия возрастает коррозионная стойкость;
- детали, прошедшие обработку, способны сохранять стойкость к агрессивному воздействию окружающей среды.
Если имеется действие щелочей, кислот и специальной термической обработки, то поверхность покрывается окисью,
2Fe + O₂ = 2FeO.
Окисление, когда железо проявляет двухатомные свойства, образует черные пленки. В зависимости от их толщины меняется и окрас изделия. Если имеется достаточно толстая пленка (до 12…15 мк), то поверхность имеет черный цвет. Чтобы повредить подобное покрытие, нужно приложить довольно значительное усилие.
Заключительная часть
Подобная гравировка, выполненная своими руками, придаст необычности кухонным ножам. Из обычного ширпотреба они превратятся в эксклюзивные изделия, которые удивят ваших друзей и знакомых. А учитывая то, что на выполнение подобной работы не будет затрачено ни копейки, удовлетворение от рисунков, нанесённых методом электролиза, владельцу обеспечено.
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
Предыдущая ИСТОРИИМини-пылесос из винчестера: вторая жизнь старого жёсткого диска
Следующая ИСТОРИИДаёшь экономию: телевизор в гараж или на дачу из старого монитора
Шаг 1: Что вам понадобится


Для электрохимического травления вам понадобятся следующие предметы и принадлежности:
- Кусок латуни, бронзы, алюминия, стали или нержавеющей стали или любого другого металла
- Программа векторной графики или другая программа для создания рисунка для винилового резака с ЧПУ
- Виниловый резак с ЧПУ
- Самоклеящийся виниловый лист для винилового резака любого цвета
- Ванна достаточно большая, чтобы вместить ваш кусок металла
- Поваренная соль
- Вода
- Зарядное устройство или заряженный автомобильный аккумулятор (или другой аналогичный источник питания постоянного тока от 5 до 10 ампер или более)
- Провода для подключения блока питания к куску металла
- Жертвенный кусок металла (желательно из нержавеющей стали, но любой металл подойдет)
- Электроизоляционная лента
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.

Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.



Как травить сталь кислотами?
Поскольку медь и цинк в последнее время довольно сильно выросли в цене, многие художники, специализирующиеся на вытравливании узоров на металле, перешли на сталь. Хотя сталь и не настолько изысканный металл, как медь, она лучше цинка и является к тому же более устойчивой, особенно при использовании в качестве печатной платы. Кислотой можно травить несколько видов стали, включая малоуглеродистую и нержавеющую. При травлении стали придерживайтесь данной инструкции.
Подготовка стали к травлению
Выберите тип стали, на которой вы хотите вытравить узор. Вы можете вытравливать на нержавеющей, мало- или высокоуглеродистой стали. Тип стали будет определять наиболее подходящую кислоту для травления.
Снимите все заусенцы на краях стальной детали. Счистите любые заусенцы по краям стальной детали, на которой вы планируете вытравливать узор. Если вы вытравливаете узор на стальной пластине, то заусенцы на обратной стороне можно оставить.
Очистите сталь. Используйте хлорсодержащее чистящее средство на абразивной губке, щетку с металлической щетиной, тонкую металлическую мочалку, мокрую наждачную бумагу марки 600 или корундовую бумагу; трите поверхность круговые движения. Вам нужно, чтобы поверхность была достаточно шероховатой для того, чтобы материал резиста держался не ней, но не поцарапанной, иначе у вас будут вытравлены лишние линии, которые не являются частью узора.
Промойте сталь водой. Вода должна омыть всю поверхность стали.
Очистите сталь во второй раз изопропиловым спиртом.
Особенности способа
Подготовка рисунка (надписи)
Все, что требуется, несложно найти в интернете и скопировать. Для тех, кто владеет компьютерной графикой – вообще не проблема. Главное, чтобы под рукой был принтер для распечатки.
- Придется делать зеркальное преобразование изображения. Для такой технологии принтер можно использовать только лазерный. Другой тип устройства не подходит. Бумага понадобится не обычная, а тонкая глянцевая. Как вариант – пленка самоклеющаяся. В этом случае заправлять нужно так, чтобы оттиск пришелся на подложку. Можно ее закрепить и на стандартной (офисной) бумаге кусочками этой пленки. Режим «яркость» принтера – на максимум.
После распечатки изображение аккуратно вырезается.
Травление изделия из металла
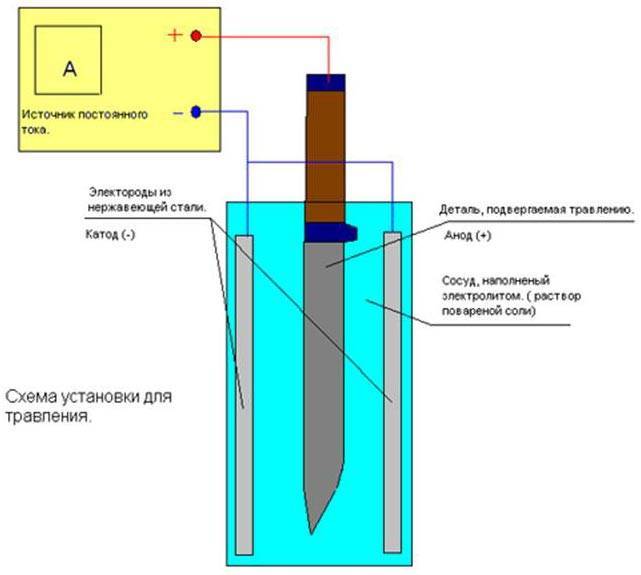
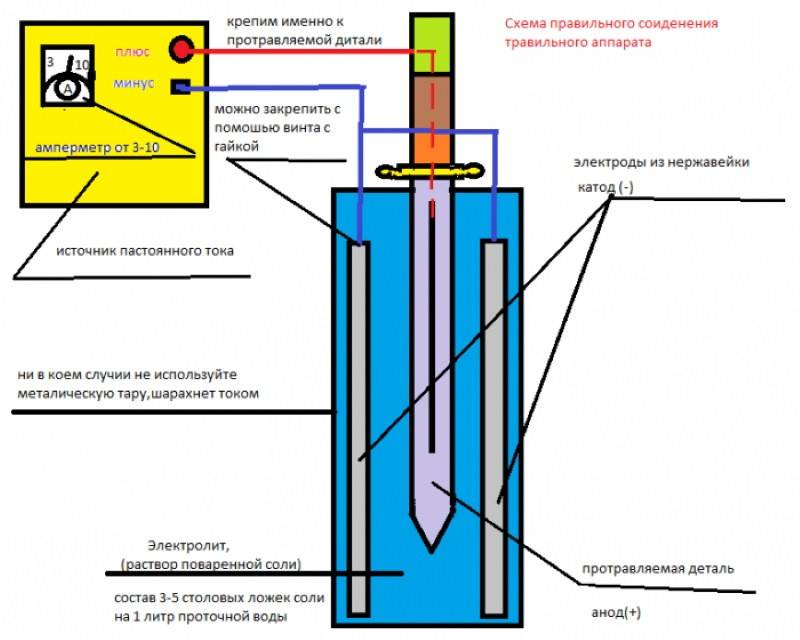
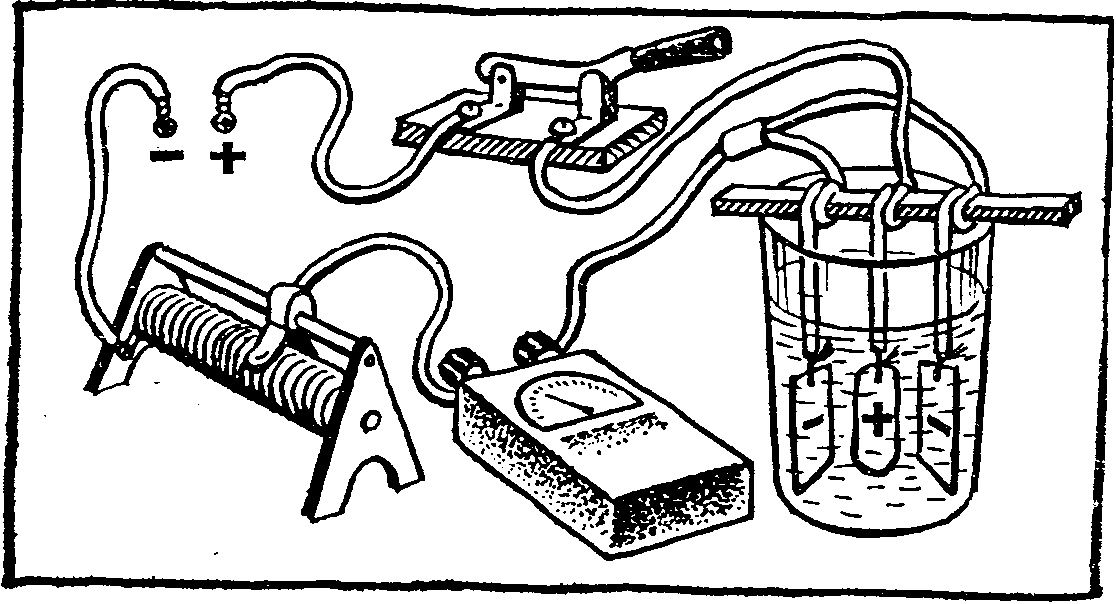
Для активации процесса в раствор электролита необходимо поместить любой стальной предмет и подключить к нему отрицательный провод от источника тока. Положительный провод в этом случае присоединяется к обрабатываемому изделию. Схематично процесс травления выглядит так:
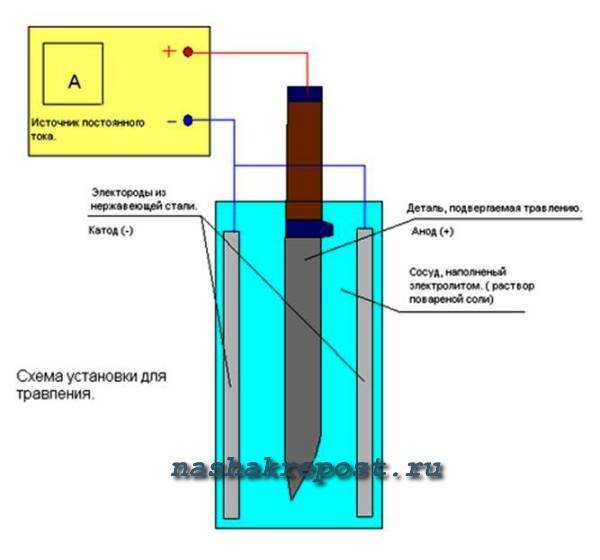
При отсутствии качественного преобразователя (выпрямителя) можно воспользоваться зарядным устройством для телефона, срезав с него контакт для соответствующего гнезда.
Процесс травления под действием электрического тока происходит достаточно бурно.

Это необходимо учитывать при выборе стеклянной емкости. Уровень электролита в ней должен предотвращать его возможное выплескивание в процессе травления.
Контроль углубления рисунка при электрохимической обработке можно осуществлять визуально, периодически доставая обрабатываемое изделие из раствора. При соблюдении всех необходимых параметров процесс может продолжаться до нескольких минут, в зависимости от желаемой глубины травления узора на металлической детали.
Получив желаемый результат, отключите электрический ток. После этого с извлеченного образца тщательно удалите лаковую пленку. Для этого удобно воспользоваться средством для снятия лака и плотной тканью. Промойте готовый рисунок теплой водой с мылом.
Электрохимическое травление металла
Нам нужно защитить места, которые не должны протравливаться. Для этого необходимо нанести специальную мастику на эти участки поверхности. Её делают из трёх долей воска и двух — канифоли, их плавят в жестяной банке, помешивая. После того как всё превратится в однородную массу, ей дают остыть и разделяют на фрагменты. Каждый из них помещают в марлю, чтобы потом, при нажатии, сквозь неё могло просачиваться столько мастики, сколько необходимо. После этого заготовка, которую будем травить, нагревается. Теперь берём созданную смесь, которую поместили в марлю, и натираем поверхность равномерным слоем.
После остывания мастика становится твёрдой. Сверху её покрывают светлой водорастворимой краской. Это может быть акварель или гуашевые белила. После чего покрытие должно высохнуть. Затем можно наносить рисунок, на краске он будет хорошо держаться. Его можно изобразить при помощи карандаша или же перевести через копирку. Затем этот контур нужно процарапать иголочкой до самого металла.
Теперь начинается травление металла электролизом, подсоединяем одну штангу к аноду – плюсу, другую к катоду – минусу. К первой подключаем деталь, на которой будет наноситься изображение, ко второй любую пластину из стали. После этого начинается процесс вытравливания металла там, где было процарапано изображение.
Если необходимо создать рисунок многоуровневый, делается всё так же, как описано выше. Только контуры каждый раз проверяют, и когда самые мелкие из них протравились на положенную глубину, деталь вынимают и закрашивают их разогретой мастикой при помощи кисточки. Когда она застынет, всё опять повторяют до следующего уровня рисунка. В процессе этого постепенно создаётся изображение.
Таким способом производят травление металла в домашних условиях, после чего поверхность промывают скипидаром, а затем шлифуют, придавая изделию завершённый вид.
Художественное травление

Для данного вида творчества вам не понадобится приобретать какие-то специфические, редкие и дорогостоящие вещества. Весь процесс может провести даже школьник, а полученный результат удовлетворит самого избалованного эстета. Вы можете получить любую картину на металле – здесь все только зависит от вашей фантазии и желания.
Для осуществления задуманного понадобится приготовить раствор, который известен каждому, кто когда-либо сталкивался с травлением плат.
Необходимо найти следующие ингредиенты:
- эмаль типа НЦ-11 (или лак для ногтей);
- Ацетон или растворитель типа Уайт Спирит;
- Смола для просмаливания кровель;
- Медный купорос;
- Пищевая соль.
Изделие перед травлением нужно очистить до светлого металла от загрязнений. Если есть покрытия: воронение, оксидирование – их нужно удалить. Например, водный раствор уксусной кислоты отлично удаляет воронение. Затем зачистите поверхность мелкозернистой наждачной бумагой (размер абразивного зерна минимальный).
Определитесь, где будет находиться будущий рисунок или эмблема. Это место нужно защитить малярным скотчем или изолентой. Далее на поверхности, которые не нужно травить, наносится лак или указанная эмаль. Следите, чтобы не было «проплешин» и непрокрасов. После того, как краска полностью высохнет и перестанет липнуть, необходимо снять изоленту – тем самым вы получите область с ровными краями, где, собственно и будет размещен рисунок.
Рисунок наносится жидким раствором черной смолы в уайт-спирите, по густоте напоминающем обычную краску. Он должен быть не слишком жидким и не слишком вязким, чтобы его удобно было наносить на поверхность металла. Плюс такой «краски» заключается в том, что если вышли какие-то огрехи (рука дрогнула), их можно удалить смоченной в уайт-спирите ватной палочкой или небольшим тампоном. Тонкие детали можно довести небольшой иголочкой.
Теперь все готово к операции «Травление».
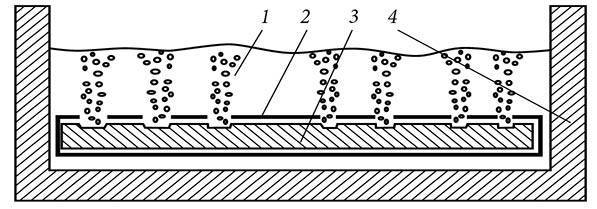
В литровую банку воды вам необходимо высыпать стограммовый пакет медного купороса. Поваренную соль нужно сыпать до тех пор, пока она не прекратит растворяться, т.е. до насыщения.










Поместите деталь в раствор. Бояться не нужно, он абсолютно не ядовитый и никаких особовредных для человека веществ в процессе травления не выделяется.
Как только начнется реакция, на металле появится темно-розовые продукты травления. Эти продукты нужно периодически смывать под слабым напором проточной воды, потому что их количество тормозит реакцию: чем их больше, тем она медленнее протекает. Применение дополнительных средств, таких как зубная щетка и прочее, не допустимо, так как очень легко можно испортить весь рисунок. Время травления выбирается исходя из желаемого результата: чем дольше выдержка, тем больше глубина протравленного металла.
После удаления эмали и остатков продуктов травления получится результат, представленный на фото выше. После зачистки мелких неровностей, работа практически готова.
Следует отметить, что таким образом можно обрабатывать медные и алюминиевые сплавы, сталь, однако с коррозионностойкими нержавеющими сталями (хромо-никелевые стали) этот номер не пройдет. Удачи вам в ваших начинаниях и в ваших экспериментах!
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Методы нанесения рисунка
Рисунок из различных материалов, служит защитным слоем, протравливаться будет металл не покрытый им. Присутствует схожесть с негативом фотоплёнки, при проявлении фотографии. В качестве защиты вариантов предостаточно: изолента, наклейка, лак для ногтей, винил, маркер по металлу и многие другие полимеры.

Лак для ногтей
Распространённый материал среди любителей. Но и профессионалы им не брезгуют. Хорошая сопротивляемость агрессивным средам, делают его лидером в использовании. Нанеся его на изделие и дав подсохнуть, есть доступность подкорректировать рисунок острыми режущими предметами. Достигая чёткого рисунка и плавности линий.
Грунтовка или битумный лак
Изделие полностью покрывается, затем переносятся поверх слоя контуры рисунка, маркером или кистью. Заострив тонкую проволоку, необходимо процарапать до металла эскиз. Грунтовку используют ГФ 021 или ХВ 062. При процедуре процарапывания эскиза есть риск откалывания засохшего грунта или битумного лака. Является минусом этого метода.
Глянцевая бумага
Набирающий обороты среди мастеров, неплохой метод, имеющий немало положительных сторон. На глянцевой бумаге лазерным принтером распечатывают необходимый эскиз в реальную величину. Приложив к поверхности клинка стороной с рисунком, необходимо утюгом прогладить бумагу.
После остывания изделия, его помещают в воду. Доведя бумагу до размякшего состояния, она отслаивается, а тонер с принтера остаётся на изделии. Следует лишь вокруг рисунка обработать поверхность лаком для ногтей. Метод позволяет переносить мельчайшие подробности изображения.
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.





