АППАРАТУРА
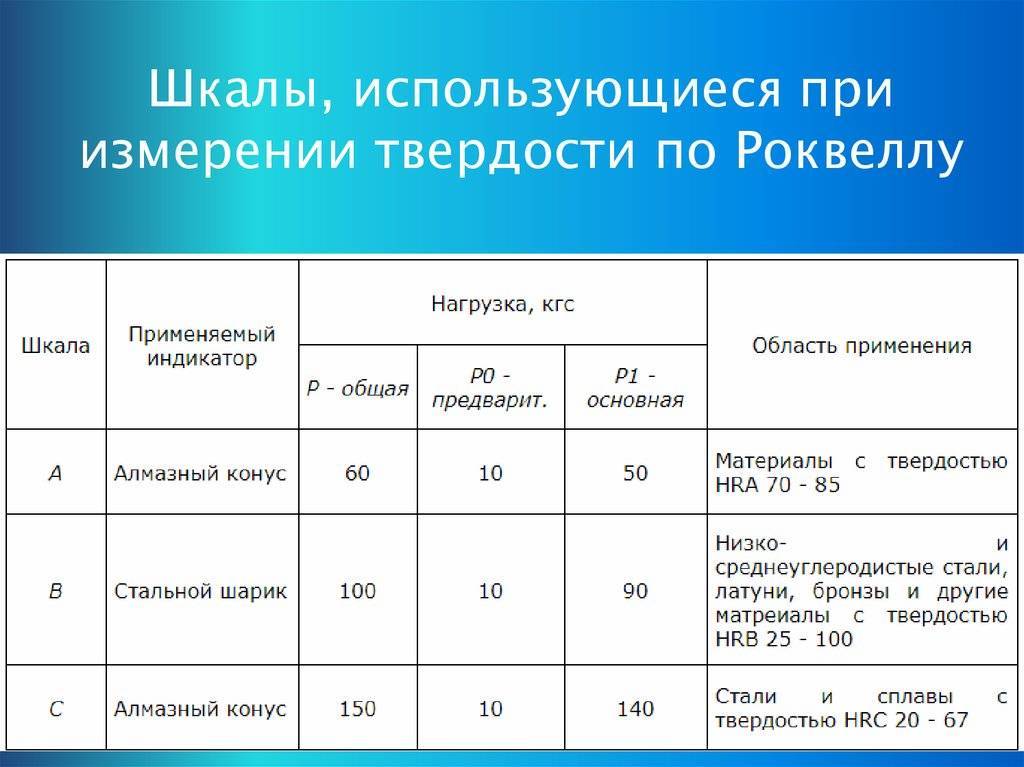
3.1. Приборы для измерения твердости
должны соответствовать требованиям ГОСТ 23677-79.
Приборы для измерения твердости должны
обеспечивать приложение усилий, приведенных в табл. 1.
Таблица 1
Шкала твердости | Обозначение | Предварительное | Основное | Общее усилие F | Диапазон |
Н (кгс) | |||||
А | HRA | 98,07 | 490,3 (50) | 588,4 (60) | 20 – 88 |
В | HRB | 98,07 (10) | 882,6 (90) | 980,7 (100) | 20 – 100 |
С | HRC | 98,07 (10) | 1373 (140) | 1471 (150) | 20 – 70 |
D | HRD | 98,07 (10) | 882,6 (90) | 980,7 (100) | 40 – 77 |
Е | HRE | 98,07 (10) | 882,6 (90) | 980,7 (100) | 70 – 100 |
F | HRF | 98,07 (10) | 490,3 (50) | 588,4 (60) | 60 – 100 |
G | HRG | 98,07 (10) | 1373 (140) | 1471 (150) | 30 – 94 |
H | HRH | 98,07 (10) | 490,3 (50) | 588,4 (60) | 80 – 100 |
К | HRK | 98,07 (10) | 1373 (140) | 1471 (150) | 40 – 100 |
Поправка. (ИУС № 8
2002 г.).




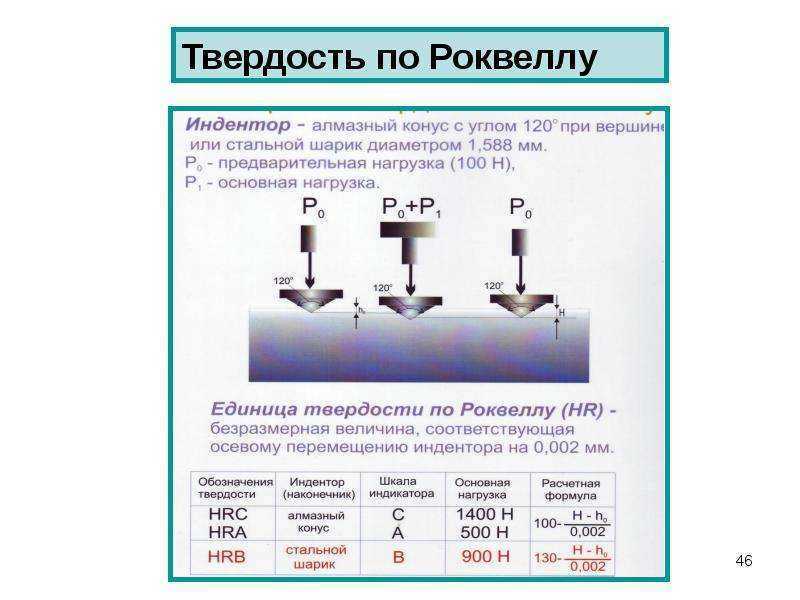
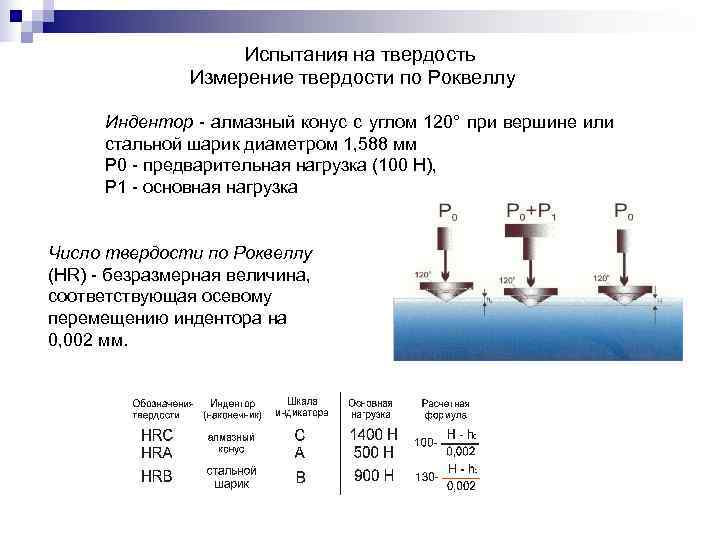


3.2. Наконечник алмазный
конусный типа НК по ГОСТ 9377-81, угол при вершине – 120°, радиус сферической части 0,2 мм.
3.3. Наконечник шариковый
стальной. Номинальные диаметры шариков должны быть 1,588 (шкалы В, F, G) и 3,175 мм
(шкалы Е, Н, К) по ГОСТ 3722-81. Шероховатость поверхности шарика Ra – не более
0,040 мкм по ГОСТ 2789-73.
Предельные отклонения диаметров шарика не
должны превышать:
±0,003 мм – для шарика диаметром
1,588 мм;
±0,004 мм – для шарика диаметром
3,175 мм.
3.4. Столик или подставка должны
иметь твёрдость на опорных поверхностях не менее 50 HRC.
Поправка. (ИУС № 8 2002 г.)
Преимущества твердомера МЕТОЛАБ 202
- Полностью автоматизированный процесс измерений.
- Возможность задания нижней/верхней границ измерений, звуковая сигнализация при выходе значений за установленные границы.
- Статистическая обработка результатов – вывод минимального/среднего/максимального значений.
- Перевод результатов измерений по шкалам Виккерса, Бринелля.
- Поправка на кривизну цилиндрических и шарообразных деталей.
- Интуитивное управление, русскоязычное меню.
- Большие удобные кнопки для ввода параметров измерения; яркий ЖК экран для считывания показаний
- Широкий диапазон измеряемых значений.
- Передача данных на ПК в виде электронных таблиц формата Excel для удобства обработки результатов.
- Встроенный мини-принтер для распечатки результатов измерений.
История
Измерение твёрдости по относительной глубине проникновения индентора было предложено в 1908 году венским профессором Людвигом (Ludwig) в книге «Die Kegelprobe» (дословно «испытание конусом»).
Метод определения относительной глубины проникновения индентора, предложенный Хью и Стэнли Роквеллами, исключал ошибки, связанные с механическими несовершенствами измерительной системы, такими, как люфты и поверхностные дефекты и загрязнения испытуемых материалов и деталей.
Твердомер Роквелла, прибор для определения относительной глубины проникновения, был изобретён уроженцами штата Коннектикут Хью М. Роквеллом (1890—1957) и Стэнли П. Роквеллом (1886—1940). Потребность в этом устройстве была вызвана необходимостью оперативного определения результатов термообработки обойм стальных шарикоподшипников. Метод Бринелля, изобретённый в 1900 году в Швеции, был медленным, не применимым для закалённых сталей, и оставлял слишком большой отпечаток, чтобы считать этот метод методом неразрушающего контроля.
Патентную заявку на новое устройство они подали 15 июля 1914 года; после её рассмотрения был выдан патент № 1294171 от 11 февраля 1919 года.
Во время изобретения Хью и Стэнли Роквеллы (они не были прямыми родственниками) работали в компании New Departure Manufacturing (Бристоль, Коннектикут). New Departure, бывшая крупным производителем шарикоподшипников, в 1916 году стала частью United Motors, а затем — корпорации General Motors.
После ухода из компании в Коннектикуте, Стэнли Роквелл переехал в Сиракьюс (штат Нью-Йорк) и 11 сентября 1919 года подал заявку на усовершенствование первоначального изобретения, которая была утверждена 18 ноября 1924 года. Новый прибор был также запатентован под № 1516207. В 1921 году Роквелл переехал в Западный Хартфорд, в Коннектикуте, где сделал дополнительные усовершенствования.
В 1920 году Стэнли Роквелл начал сотрудничество с производителем инструментов Чарльзом Вильсоном (Charles H. Wilson) из компании Wilson-Mauelen с целью коммерциализации изобретения и разработки стандартизированных испытательных машин.
Около 1923 года Стэнли Роквелл основал фирму по термообработке Stanley P. Rockwell Company, которая существует до сих пор в Хартфорде, в Коннектикуте. Через несколько лет она, переименованная в Wilson Mechanical Instrument Company, сменила владельца. В 1993 году компанию приобрела корпорация Instron.
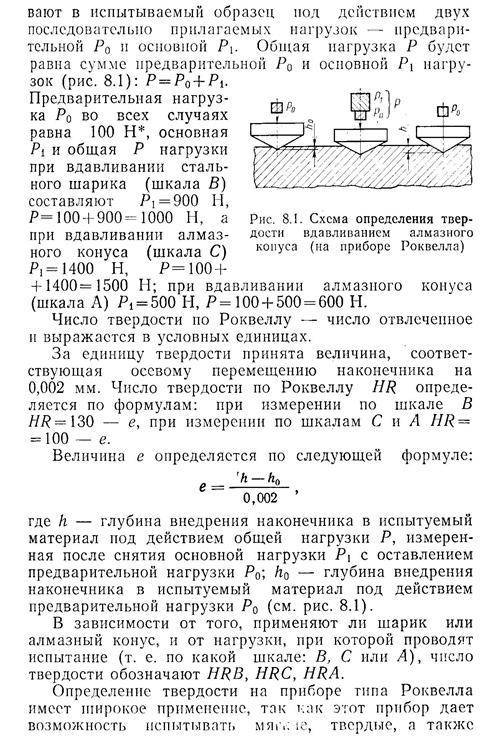
В чем заключается сущность метода Роквелла?
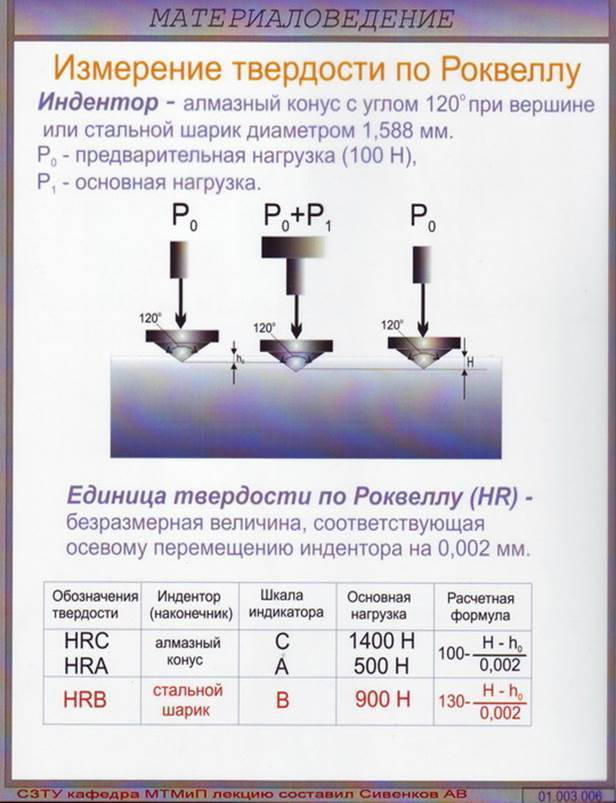
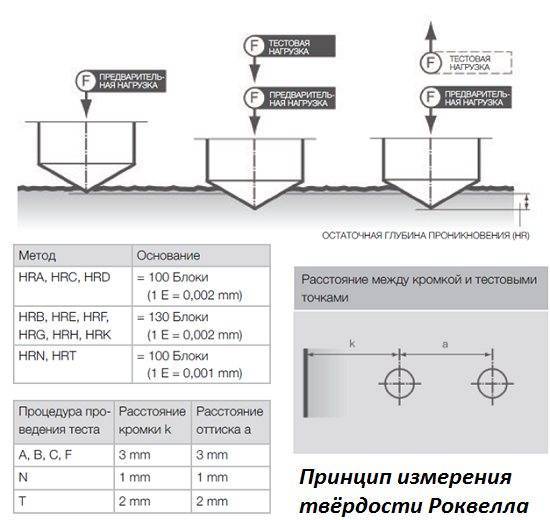
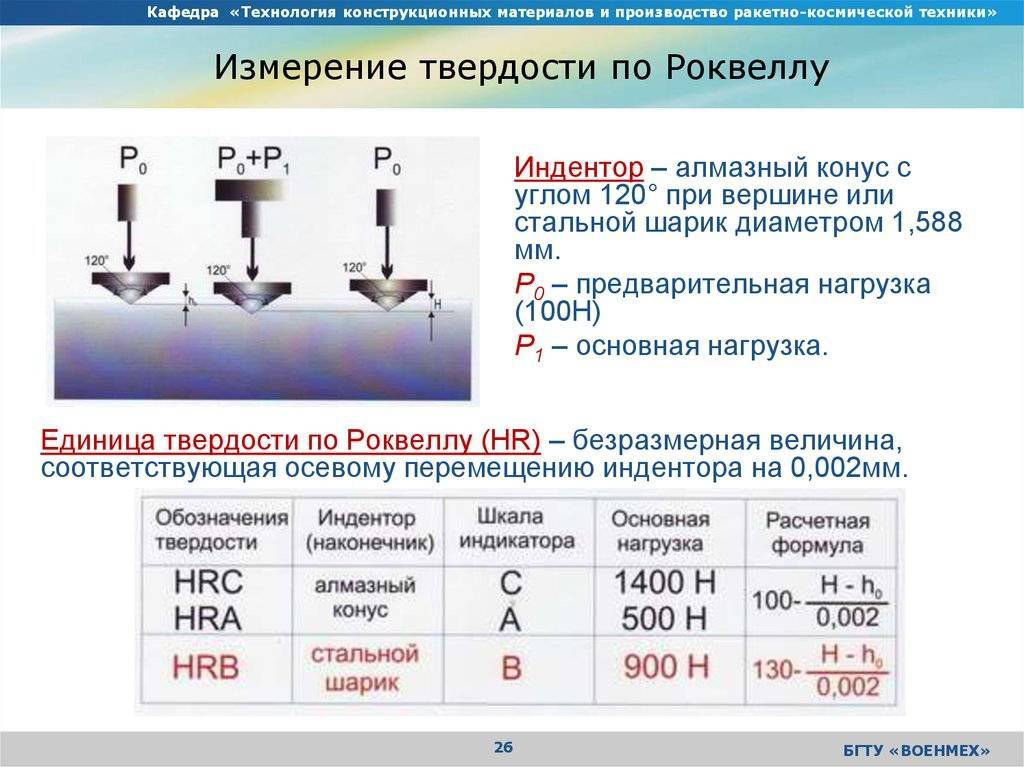
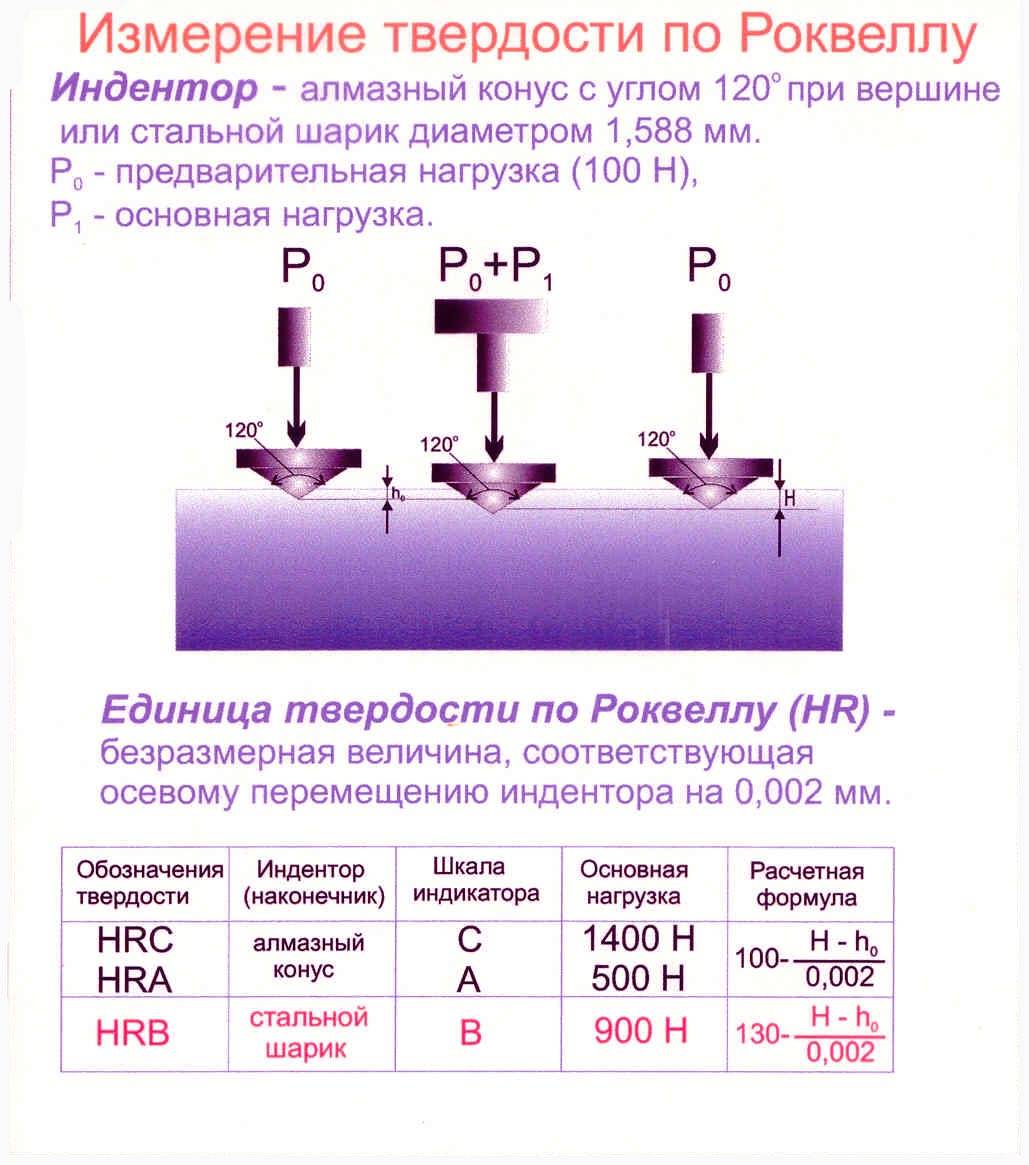
Сущность метода определения твердости по Роквеллу заключается во внедрении индентора в испытуемый образец, c измерением глубины отпечатка во время испытания.
- где:
- Рпр– предварительная нагрузка;
- Росн– основная нагрузка;
- h0 – глубина вдавливания индентора при предварительной нагрузки Рпр;
- h – глубина вдавливания индентора при основной нагрузки Росн;
Это интересно: Измерение твердости металлов — методы Бринелля, Роквелла, Виккерса
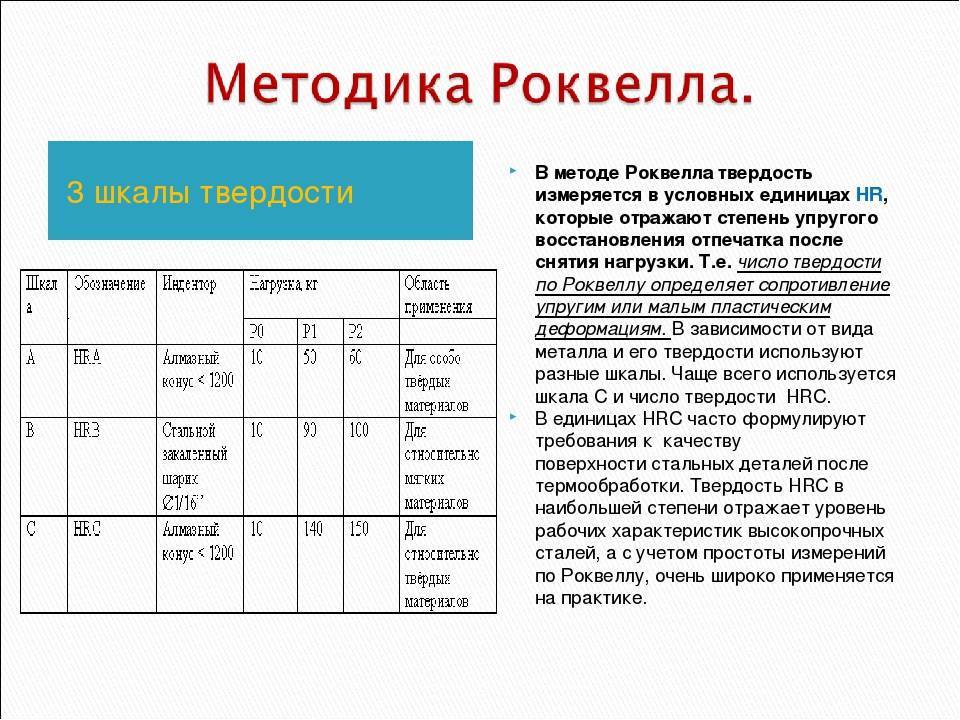
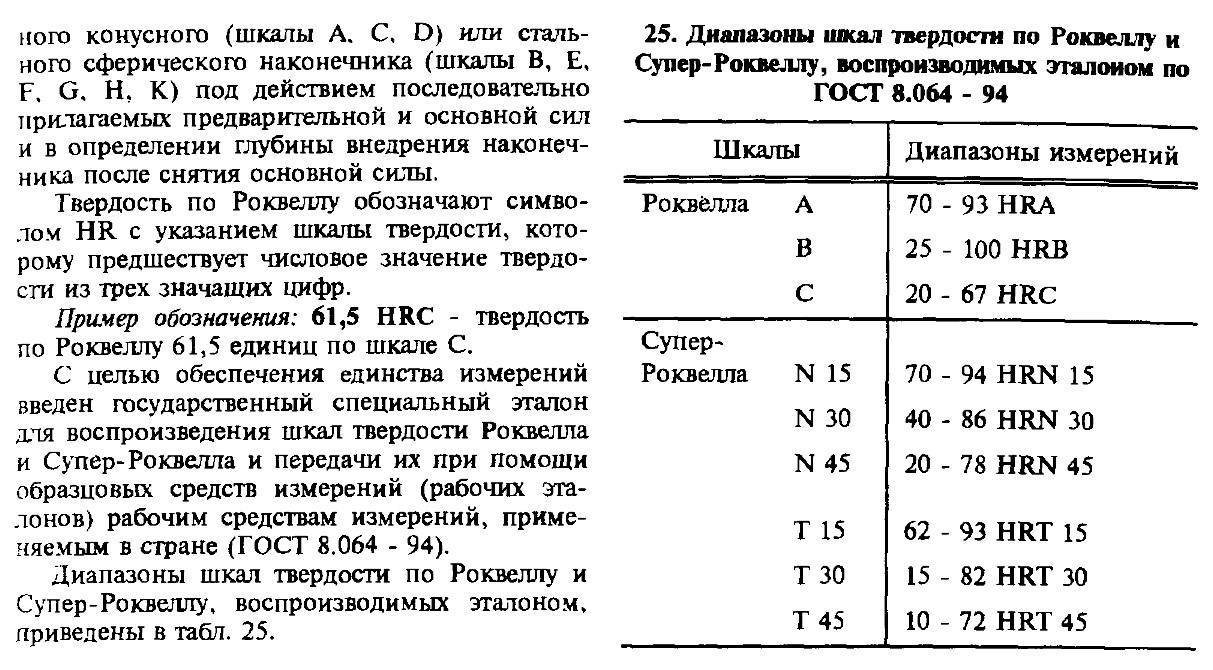
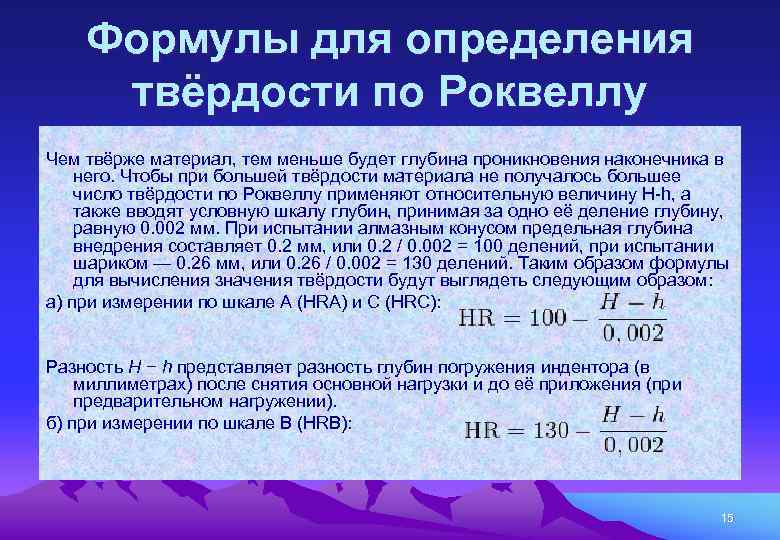
Строение шкалы Роквелла
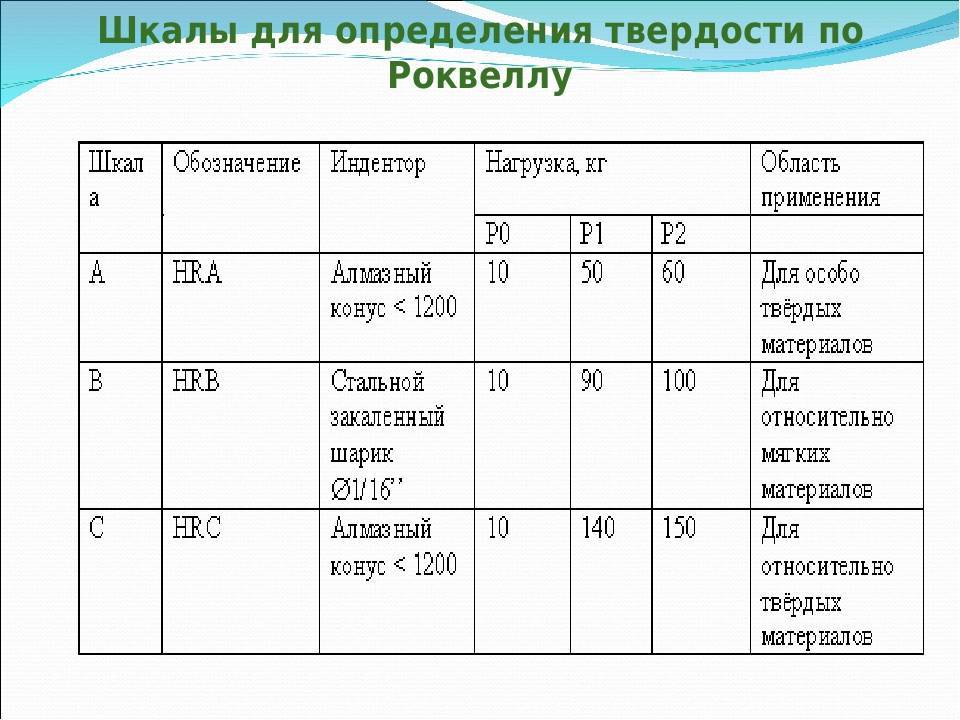
Для испытания твердости металлов методом Роквелла выведено всего 11 шкал. Их отличие состоит в соотношении наконечника и нагрузки. Наконечник может быть не только алмазным конусом, но и шариком из сплава карбида и вольфрама или закаленной стали в форме сферы. Наконечник, закрепленный в установке, называют идентером.
Шкалы принято обозначать буквами латинского алфавита: A, B, C, D, E, F, G, H, K, N, T.
Проводятся испытания прочности основными шкалами — A, B, C:
- Шкала А: испытания алмазным конусом с нагрузкой 60 кгс. Обозначение – HRA. Такие испытания проводятся для тонких твердых материалов (0,3-0,5 мм);
- Шкала B: испытания стальным шариком с нагрузкой 100 кгс. Обозначение – HRB. Испытания проводятся на отоженной мягкой стали и цветных сплавах;
- Шкала C: испытания конусом с нагрузкой 150 кгс. Обозначение – HRC. Испытания проводятся для металлов средней твердости, закаленной и отпущенной стали или слоев толщиной не более 0,5 мм.
Твердость по методу Роквелла принято обозначать HR с третьей буквой шкалы (например, HRA, HRC).
Обзор методов измерения твердости металлов и сплавов
Исторически с развитием технологий обработки металлов появлялись и совершенствовались способы контроля качества металлических изделий. Известно множество способов определения твердости металлов и сплавов:
- Вдавливание индентора под действием статической нагрузки (нагрузка прикладывается плавно) — по методу Бринелля, Роквелла, Супер-Роквелла, Виккерса, М.С.Дрозда, Герца, Лудвика, монотрон Шора;
- Динамическое вдавливание индентора (нагрузка прикладывается ударом) — по методу Мартеля, Польди, вертикальный копер Николаева, пружинный прибор Шоппера и Баумана, маятниковый копер Вальцеля, маятник Герберта, маятниковый склерометр Кузнецова;
- Измерение микротвердости статическим вдавливанием — по методу Липса, Егорова, Хрущева, Скворцова, Алехина, Терновского, Шоршорова, Берковича, Кнупа, Петерса, Эмерсона, микротвердомер Цейсса-Ганеманна;
- Метод упругого отскока бойка — склероскоп Шора;
- Измерение твердости царапанием — по Моосу, напильник Барба, прибор Мартенса, Хенкинса, микрохарактеризатор Бирбаума, склерометр О’Нейля, Григорович, Беркович).
Многие приемы сейчас используются редко или вовсе ушли в прошлое. На данный момент основные и самые распространенные методы контроля твердости металлов условно делят на две группы: прямые и косвенные.
Прямые методы измерения твердости основаны на способности материала сопротивляться внедрению другого, более твердого тела — индентора. Инденторы изготавливаются в форме конуса или пирамиды из алмаза, в форме шарика — из закаленной стали или карбида вольфрама.
Прямые методы реализуют cтационарные твердомеры по шкалам Бринелля (HB), Роквелла (HRA, HRB, HRC), Супер-Роквелла (HRN и HRT), Виккерса (HV).
Сущность испытаний заключается в том, что после внедрения индентора, при приложении заданной статической нагрузки, происходит пластическая деформация исследуемого материала. На поверхности образца остается отпечаток. Вычисление значения твердости строится на зависимости приложенного усилия и определенных геометрических параметров отпечатка. Для каждого прямого метода предусмотрена своя зависимость (см. таблицу ниже). Например, при замерах по Роквеллу фиксируется глубина отпечатка: чем она меньше, тем выше твердость объекта.
Плюсы: стационарные твердомеры применяются для контроля любых металлов и сплавов; выдают результат с минимальной погрешностью; не требуют дополнительной калибровки.
Минусы: работают на одном месте, как правило в специально оборудованной лаборатории; необходимо заранее готовить образцы, либо изделие должно иметь конкретные габариты; необходима квалификация оператора; невысокая скорость выполнения исследований.
Косвенные методы измерения твердости подразделяются на ультразвуковой и динамический — они не напрямую измеряют твердость, а только оценивают значение твердости металла в зависимости от других физических свойств.
Косвенные методы реализуют портативные твердомеры — ультразвуковые и динамические . Результаты можно получить по основным шкалам: Бринелля (HB), Роквелла С (HRC), Виккерса (HV).
Ультразвуковой метод (ультразвуковой контактный импеданс) основан на фиксации степени затухания резонансной частоты колебаний металлического стержня с алмазным наконечником (индентором) при внедрении его в поверхность металлического изделия.
При глубоком внедрении индентора в мягкий металл будет большая площадь контакта алмаза с материалом, значит будет выше степень затухания частоты колебаний.
Применим к изделиям практически любых габаритов по массе и размерам; оставляет незаметный отпечаток; подходит для измерения твердости поверхностно упрочненных слоев; удобен для образцов со сложной конфигурацией (шестерни, подшипники, метизы). Применение на изделиях с крупнозернистой структурой ограничено (чугуны, бронза).
Динамический метод (Либа) основан на определении отношения скорости бойка при отскоке от поверхности измеряемого образца к скорости бойка при соударении с поверхностью образца. В качестве бойка используется твердосплавный шарик (карбид вольфрама WC-Co) диаметрами 1,39 / 1,5 / 2,5 мм.
Методы измерения твердости
Все методы определения твердости металлов используют механическое воздействие на испытуемый образец – вдавливание индентора. Но при этом не происходит разрушение образца.
Метод определения твердости по Бринеллю был первым, стандартизованным в материаловедении. Принцип испытания образцов описан выше. На него действует ГОСТ 9012. Но можно вычислить значение по формуле, если точно измерить отпечаток на образце:
HB=2P/(πD*√(D 2 -d 2 ),
- гдеР – прикладываемая нагрузка, кгс;
- D – окружность шарика, мм;
- d – окружность отпечатка, мм.Шарик подбирается относительно толщины образца. Нагрузку высчитывают предварительно из принятых норм для соответствующих материалов:сплавы из железа — 30D 2 ;медь и ее сплавы — 10D 2 ;баббиты, свинцовые бронзы — 2,5D 2 .
Условное изображение принципа испытания
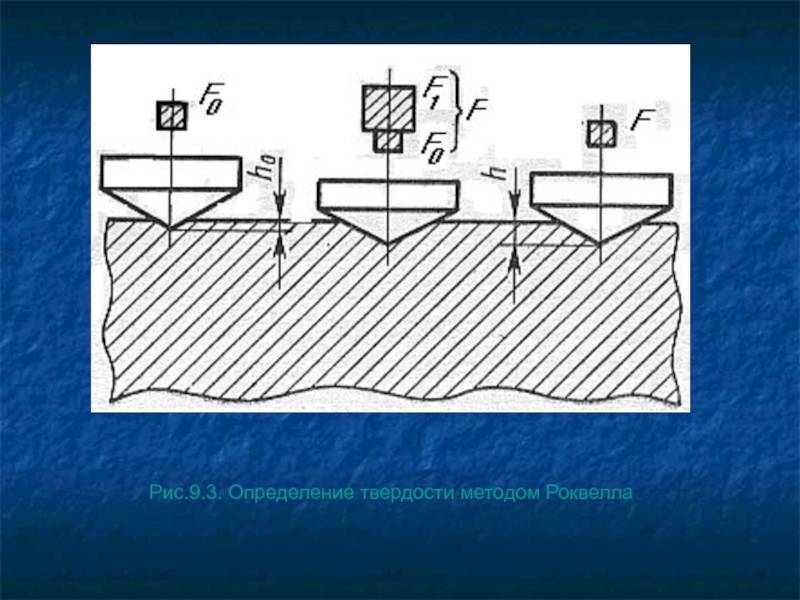
Схематически метод исследования по Роквеллу изображается следующим образом согласно ГОСТ 9013.
Метод измерения твердости по Роквеллу
Итоговая приложенная нагрузка равна сумме первоначальной и необходимой для испытания. Индикатор прибора показывает разницу глубины проникновения между первоначальной нагрузкой и испытуемой h –h
Метод Виккерса регламентирован ГОСТом 2999. Схематически он изображается следующим образом.





Математическая формула для расчета:HV=0.189*P/d 2 МПаHV=1,854*P/d 2 кгс/мм 2 Прикладываемая нагрузка варьируется от 9,8 Н (1 кгс) до 980 Н (100 кгс). Значения определяются по таблицам относительно измеренного отпечатка d.
Метод считается эмпирическим и имеет большой разброс показаний. Но прибор имеет простую конструкцию и его можно использовать при измерении крупногабаритных и криволинейных деталей.
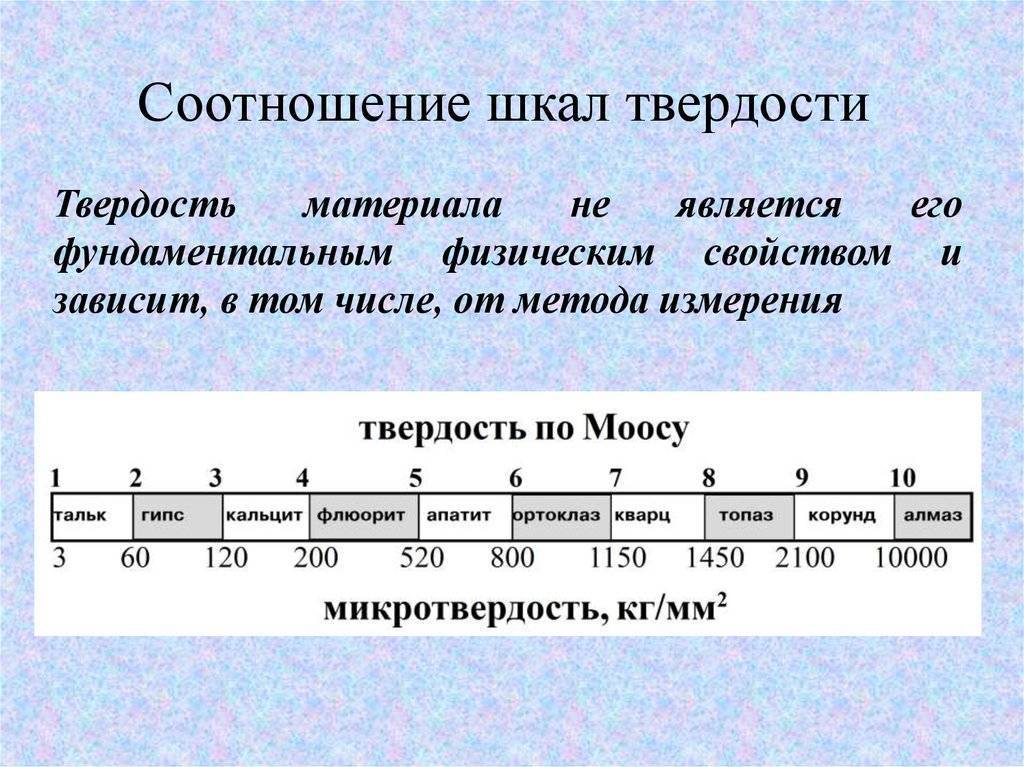
Измерить твердость по Моосу металлов и сплавов можно царапанием. Моос в свое время предложил делать царапины более твердым минералом по поверхности предмета. Он разложил известные минералы по твердости на 10 позиций. Первую занимает тальк, а последнюю алмаз.
После измерения по одной методике перевод в другую систему весьма условен. Четкие значения существуют только в соотношении твердости по Бринеллю и Роквеллу, так как машиностроительные предприятия их широко применяют. Зависимость можно проследить при изменении диаметра шарика.
| d, мм | HB | HRA | HRC | HRB |
| 2,3 | 712 | 85,1 | 66,4 | — |
| 2,5 | 601 | 81,1 | 59,3 | — |
| 3,0 | 415 | 72,6 | 43,8 | — |
| 3,5 | 302 | 66,7 | 32,5 | — |
| 4,0 | 229 | 61,8 | 22 | 98,2 |
| 5,0 | 143 | — | — | 77,4 |
| 5,2 | 131 | — | — | 72,4 |
Как видно из таблицы, увеличение диаметра шарика значительно снижает показания прибора. Поэтому на машиностроительных предприятиях предпочитают пользоваться измерительными приборами с однотипным размером индентора.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
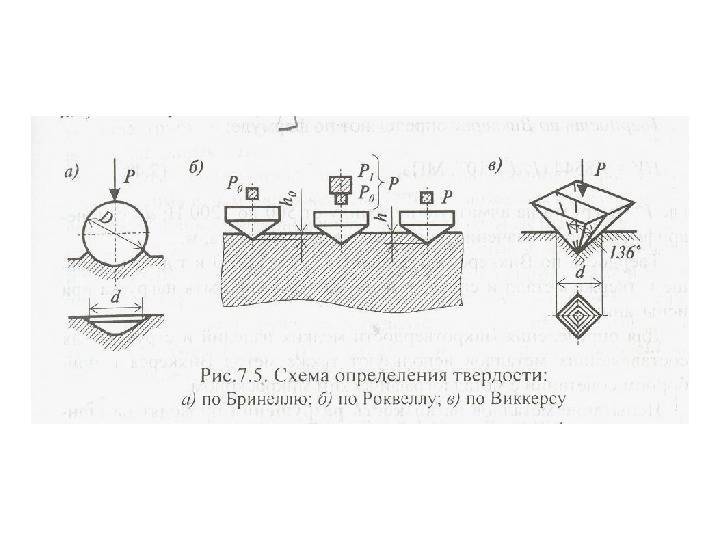
Твердостью металла называют его свойство оказывать сопротивление пластической деформации при контактном воздействии стандартного тела-наконечника на поверхностные слои материала.
Испытание на твердость – основной метод оценки качества термообработки изделия.
Определение твердости по методу Бринелля. Метод основан на том, что в плоскую поверхность под нагрузкой внедряют стальной шарик. Число твердости НВ
определяется отношением нагрузки к сферической поверхности отпечатка.
Метод Роквелла (HR) основан на статическом вдавливании в испытываемую поверхность наконечника под определенной нагрузкой. В качестве наконечников для материалов с твердостью до 450 HR используют стальной шарик. В этом случае твердость обозначают как HRB
. При использовании алмазного конуса твердость обозначают какHRA илиHRC (в зависимости от нагрузки).
Твердость по методу Виккерса (HV) определяют путем статического вдавливания в испытуемую поверхность алмазной четырехгранной пирамиды. При испытании измеряют отпечаток с точностью до 0,001 мм при помощи микроскопа, который является составной частью прибора Виккерса.
Метод Шора. Сущность данного метода состоит в определении твердости материала образца по высоте отскакивания бойка, падающего на поверхность испытуемого тела с определенной высоты. Твердость оценивается в условных единицах, пропорциональных высоте отскакивания бойка.
Оборудование для проведения измерения
На момент разработки рассматриваемой методики измерения твердости специального оборудования не было
После того, как в машиностроительной и других областях промышленности установили важность этой физико-механической характеристики, было разработано специальное оборудование, которое основано также на вдавливании шарика или конуса в тестируемый объект. Современное оборудование позволяет с высокой точностью контролировать величину прилагаемой силы и времени выдержки
Твердомером измеряется твердость, как правило, небольших объектов, являющимися образцами получаемой заготовки. Это связано с весьма компактными размерами большинства моделей рассматриваемых устройств.
Твердомер Роквелла
К особенностям применяемого оборудования можно отнести нижеприведенные моменты:
- Испытуемый образец, как правило, располагается на столике.
- Алмазный наконечник опускается с помощью грузового рычага.
- Важным моментом является то, что наконечник опускается плавно. Это достигается при применении рукоятки с масленым амортизатором.
- Время выдержки применимой нагрузки зависит от размеров испытуемого образца. Как правило, показатель составляет 3-6 секунд. Сила воздействия определяется также величиной заготовки.
- Важные параметры вводятся при помощи специального пульта программирования. За счет того, что контроль прилагаемой силы и время выдержки проводит оборудование, точность получаемых результатов довольно высока.
Рассматриваемое оборудование производится достаточно большим количеством различных компаний. При этом стоимость предложения может колебаться в достаточно большом диапазоне.
Наконечник шариковый (оправка) к твердомерам Роквелл (Супер-Роквелл)
СОСТОЯНИЕ В РЕЕСТРАХ СРЕДСТВ ИЗМЕРЕНИЙ
| Страна, ответственная организация | Номер в госреестре |
| Российская Федерация, Росстандарт | не подлежит внесению в реестр |
| Российская Федерация, АО «РЖД» | не подлежит внесению в реестр |
| Республика Беларусь, Госстандарт | не подлежит внесению в реестр |
| Республика Казахстан, КазИнМетр | не подлежит внесению в реестр |
| Иные регистры, удостоверения, заключения, разрешения и пр. | |
| отсутствуют |
Наконечники шариковые к приборам для измерения твёрдости металлов и сплавов по шкалам Роквелла В, F, G (шарик 1,588 мм), E, H, K (шарик 3,175 мм) по ГОСТ 9013-59 (ИСО 6508-86), по шкале Супер-Роквелл Т по ГОСТ 23677-79. Наконечники шариковые предназначены для приборов измерения твёрдости различных производителей, в т.ч. (но не исключительно):
| Страна | Производитель приборов для измерения твёрдости |
| Россия | Москва, «Метолаб» |
| Иваново, «Точприбор», «ЗИП», «Импульс», «Тестсистемы» | |
| Нефтекамск, «Метротест» | |
| Санкт-Петербург, «Точприбор Северо-Запад» | |
| Китай | «TIME Group Inc» |
| США | «Wilson Hardness Group» |
| ФРГ | «Zwick / Roell» |
| Италия | «LTF S.p.A. / Galileo» |
Наконечники алмазные и шариковые (инденторы) производства «Восток-7» имеют минимальную цену на рынке РФ при гарантированном качестве. Рекомендуемый порядок установки (замены) индентора в приборах для измерения твёрдости (твердомерах стационарного и переносного типов):
Подготовить индентор и посадочное место шпинделя: протереть бензином и смазать контактные поверхности бескислотным вазелином;
Ослабить винт фиксации индентора к шпинделю;
Извлечь прежний индентор и установить требуемый для испытания, затянуть винт
Важно: установить хвостовик индентора вглубь посадочного места до упора и обжать его, в противном случае при испытании может произойти смещение индентора и его повреждение;
Разместить на предметном (измерительном / опорном) столике прибора эталонную меру твёрдости, соответствующую шкале и диапазону измерения;
Обжать индентор:
- для сферических инденторов (наконечников с шариком) — единожды приложить основную нагрузку для укола индентором в рабочую поверхность меры твёрдости;
- для конусных инденторов (наконечники алмазные) — троекратно приложить основную нагрузку для укола индентором в различных местах рабочей поверхности меры твёрдости.
6. Закрутить винт фиксации индентора до упора. 7. Произвести не менее 5 измерений на эталонной мере твёрдости с вычислением среднего значения. Сравнить полученное твердомером среднее значение твёрдости со значением твёрдости, выгравированном на боковой поверхности эталонной меры твёрдости. Если полученное твердомером среднее значение твёрдости и значение эталонной меры твёрдости находятся в пределах допустимой погрешности (погрешность твердомера по паспорту изготовителя + погрешность меры твёрдости по паспорту изготовителя), то продолжить измерения твёрдости других контролируемых изделий. Если значение твёрдости, измеренное твердомером, и значение эталонной меры твёрдости выходят за пределы допустимой погрешности — необходимо произвести калибровку твердомера согласно инструкции изготовителя.
Применение камня
Используется показатель твердости алмаза и в промышленности. Не все камни, которые обнаруживают в трубках на месторождениях, пригодны для ювелирной обработки. Большинство материала имеет слишком много дефектов. Такие минералы отправляются на потребности промышленности, где алмаз используется в качестве абразива. Аппаратура, которая имеет покрытие алмазной крошкой, работает дольше и качественнее. Алмаз используется в таких приборах и инструментах, как:
- оборудование в медицине (скальпели, хирургические инструменты);
- сверла, фрезы, шлифовальные круги, стеклорезы, ножницы и пилы по металлу, буровые установки;
- в телекоммуникациях и электронике алмаз используют для прохождения сигналов разных частот по одному кабелю;
- защитный элемент в химической и физической промышленности;
- космическая отрасль, где используются даже лонсдейлиты, которые прочнее алмаза.
Алмаз — вещество, которое имеет уникальные свойства. В том числе и твердость минерала дает возможность использовать его в разных сферах. Применение камня актуально, и его стоимость продолжает расти. А искусственные вещества, которые крепче алмаза, пока недоступны для широкого использования.
Твердомер по Роквеллу: что это такое и как работает?
Стационарный твердомер представляет собой цельнолитую жесткую П-образную конструкцию (положенную на бок) и состоящую из 2 блоков:
- Измерительный блок (верх) состоит из индикатора часового типа, который контактирует с рычагом подвеса нагрузки. Для исключения возникновения ударной нагрузки при включении режима вдавливания рычаг подвеса имеет гидравлический демпфер.
- Блок установочного перемещения (низ) состоит из винтовой пары с большим шагом для ручного перемещения стола. Винтовая пара служит для создания предварительной нагрузки и больших перемещений стола. Это позволяет измерять твердость на деталях с габаритами, намного превышающими размеры образца толщиной 20 мм. Твердость поверхности стола не ниже HRC 50.
Твердомеры могут иметь двигатель перемещения, электронную систему измерения с дисплеем и другие усовершенствования, не влияющие на методику измерения.
Требования к образцу:
- образец (деталь) должен лежать устойчиво, не пружинить, не качаться;
- шероховатость поверхности образца не ниже Ra 2,5 по ГОСТ 2789-73.
На партию деталей изготавливают образец, который проходит термическую обработку вместе с деталями.
Порядок работы:
- образец устанавливают на стол;
- с помощью ходового винта образец подводят к интендору и нагружают предварительно (индикатор выставляется в 0);
- рычагом (кнопкой) включается режим вдавливания интендора в образец;
- при остановке стрелки индикатора (через 2…8 секунд после нагружения) снимают основную нагрузку, считывают значение твердости.
Современные твердомеры Роквелла, оборудованные цифровыми измерительными системами, имеют устройства автоматического подвода, предварительного нагружения, контроля величины усилия и времени рабочей нагрузки. Все усовершенствования должны обеспечивать соответствие требованиям ГОСТ 23677-79.
Понятие
Данным термином в материаловедении называют механическое свойство, которое определяет устойчивость к разрушению под воздействием других, более плотных веществ. Иначе можно сказать так: это сопротивляемость деформациям от давления. При этом учитываются и пластичные, и упругие изменения.
От характеристики зависит множество процессов и условий:
- Износостойкость – это есть то, насколько долго может быть использован элемент. В том числе срок износа, поскольку для каждой детали, например автомобильной, наступает время, когда по естественным причинам ее нужно менять. Но чем тверже элемент, тем дольше он будет служить в определенных условиях.
- Возможность различных видов металлообработки – одни технологии применяются только к мягким сплавам, а другие могут быть использованы и для прочных.
- Сопротивление давлению и другим усилиям характерно для вала или подшипника, на которые действуют силы центробежная и трения.
- Способность использовать материал в качестве инструмента для более податливой поверхности. Инструментальная сталь является настолько крепкой, что применяется для изготовления фрез для фрезерных станков, сверл и прочих изделий.
Это далеко не полный перечень того, на что влияет твердость металла после того, как мы дали ему определение. Не каждое используемое вещество берется с одинаковыми характеристиками. Что делается прежде всего для увеличения данного параметра? Сперва берем сырье, очищаем от примесей, а затем подвергаем химической и температурной обработке. А именно: в состав добавляем различные легирующие компоненты, повышающие это качество, например:
- Хром. Увеличивается прочность и устойчивость к коррозии, незначительно уменьшается пластичность и подверженность магнитным силам. Если более 13% хрома, то сплав называют нержавеющим.
- Вольфрам. Очень сильно повышается содержание твердых соединений – карбидов. Дополнительное свойство – снижение хрупкости после отпуска.
- Ванадий. Тоже возрастает сопротивление деформациям.
- Марганец. Чтобы увидеть эффект, вещества должно быть не менее 1%. Резко взлетает стойкость к ударным нагрузкам.
От чего зависит твердость металлов по этому классу:
- От наличия легирующих добавок, перечисленных выше.
- От естественных свойств сырья.
- От термообработки. С этой целью помогает закалка – материал нагревают сверх определенной критической точки, кристаллическая решетка меняется, и после охлаждения закаленная сталь становится очень надежной.
- От цементации – способом диффузии образец насыщается углеродом. Такому методу подвергаются только низкоуглеродистые или легированные части.
- От старения – оно может быть естественным или искусственным. В первом случае со временем протекают процессы, которые не затрагивают микроструктуру, но важны на общем уровне. Во втором применяется термообработка с целью химического и термального увеличения срока эксплуатации – состаривание.
- От наклепывания на поверхность. Это пластическое изменение структуры вещества, приводящее к повышению прочности.
- От обработки лазером. Лазерная установка наплавляет прочный слой.
Кроме того, некоторые этапы металлообработки (прокатка, ковка и закалка) с изменением формы заготовки также приводят к улучшению качества.