

Правила нарезания резьбы с помощью плашек
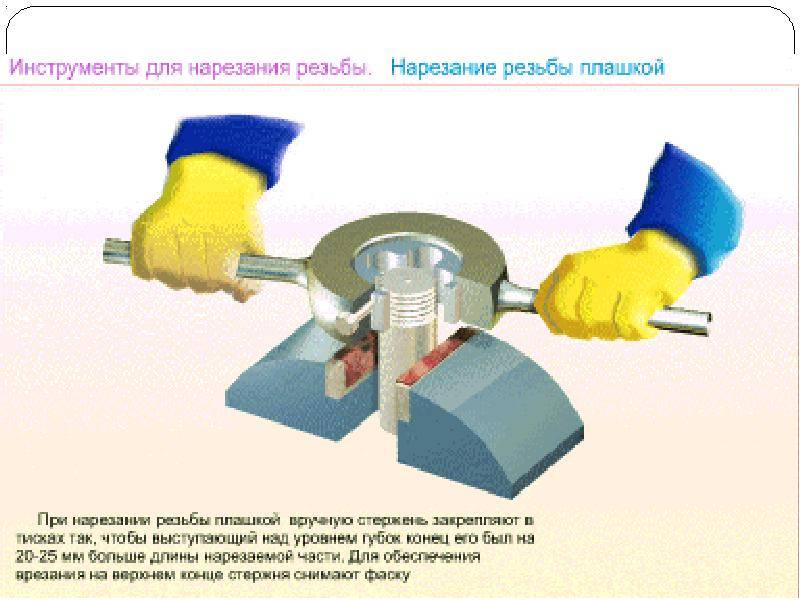
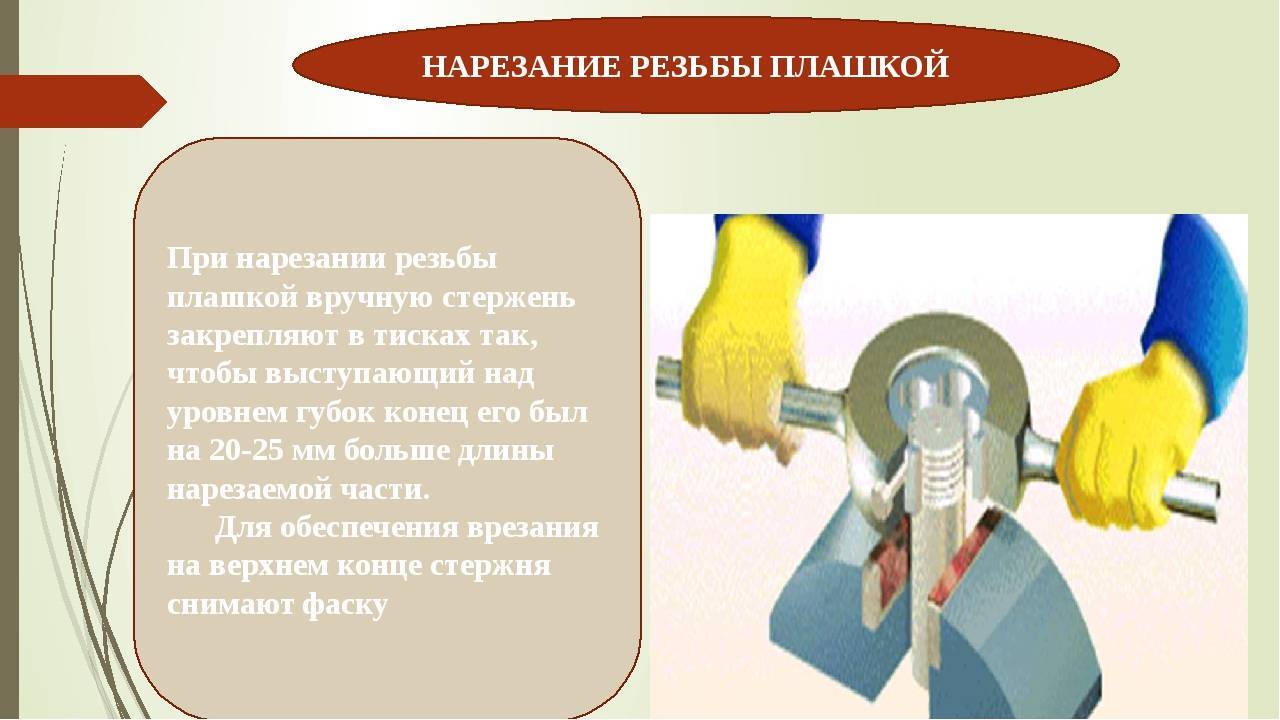
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
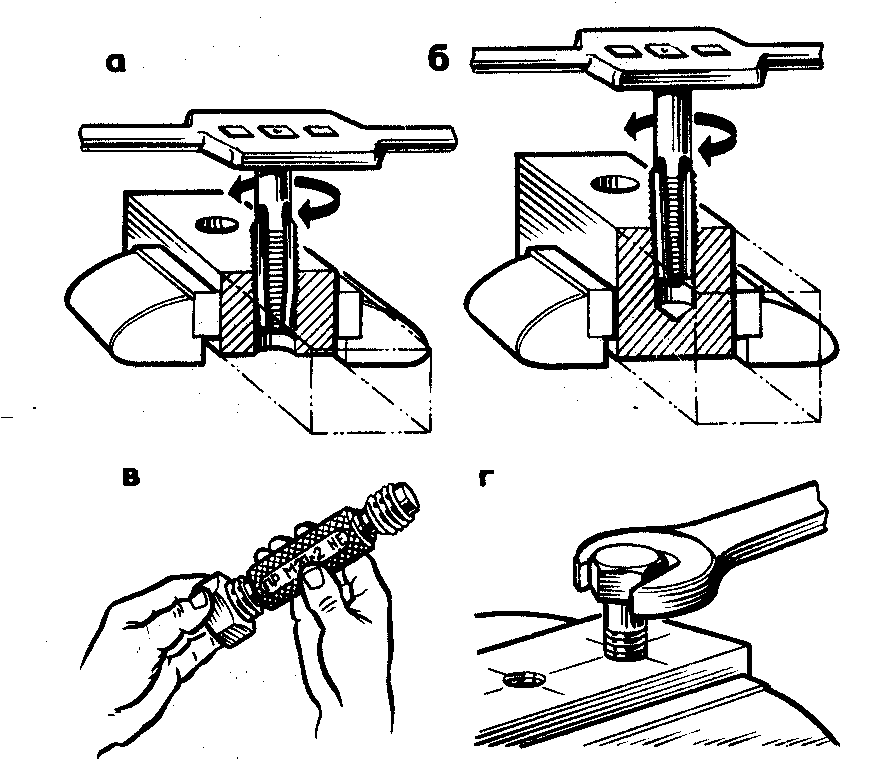
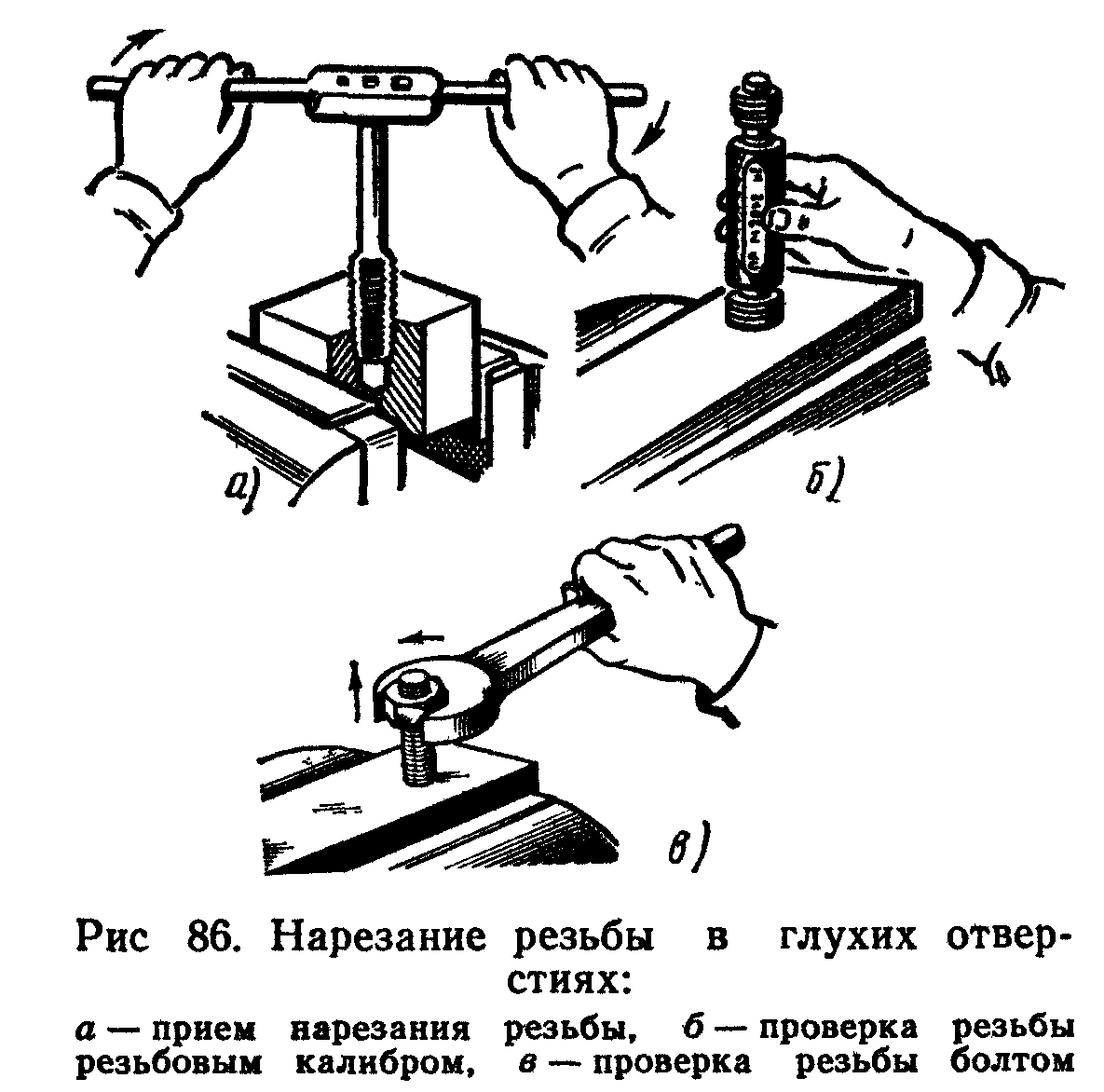
Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации.
Плашки используются для создания наружной резьбы на деталях цилиндрической формы
Важно правильно выбирать диаметр, знать правила работы с оснасткой. Внутренняя часть круглых деталей обрабатывается с помощью мечиков
Оснастка подходят как для работы вручную, так и для промышленного оборудования.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Рекомендации по работе
Перед тем, как нарезать резьбу – следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
- работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
- перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до “голого” металла;
- с помощью напильника или болгарки на торце трубы делается наружная фаска;
- при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Трубу следует надежно зажать с помощью тисков или другого приспособления.
С уже подготовленной и зачищенной трубы необходимо снять наружную фаску.
Вставить в держатель лерку с заранее определенным диаметром.
Тщательно смазать трубу и резьбонарезной инструмент смазкой.
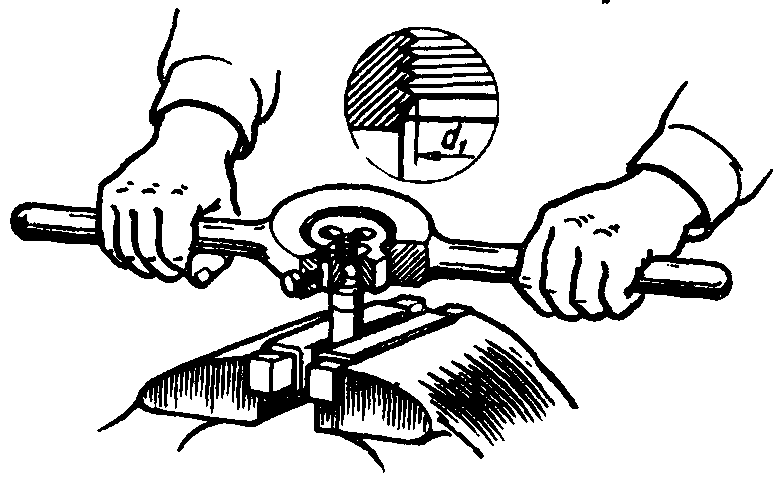
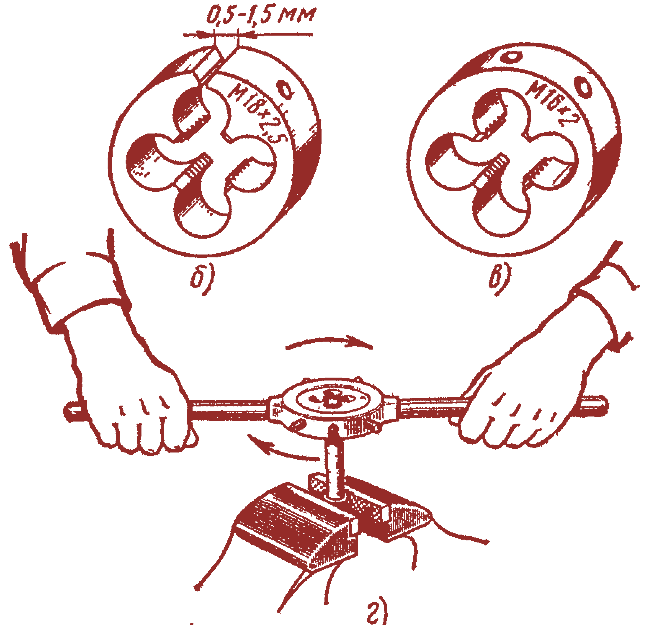
Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра.
Держатель инструмента необходимо вращать по направлению часовой стрелки
Это обеспечит создание правой нарезки на изделии.
После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться.
Крутить инструмент нужно очень плавно, и не совершая резких рывков.
Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой.
После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз.
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Виды плашек
Данный инструмент классифицируется по форме корпуса и конструкции. В зависимости от формы корпуса существуют следующие виды плашек:
- трубчатые;
- квадратные;
- шестигранные;
- круглые.
Устройство плашки более всего характеризует конструкция корпуса, которая может быть:
- цельной;
- раздвижной;
- разрезной.
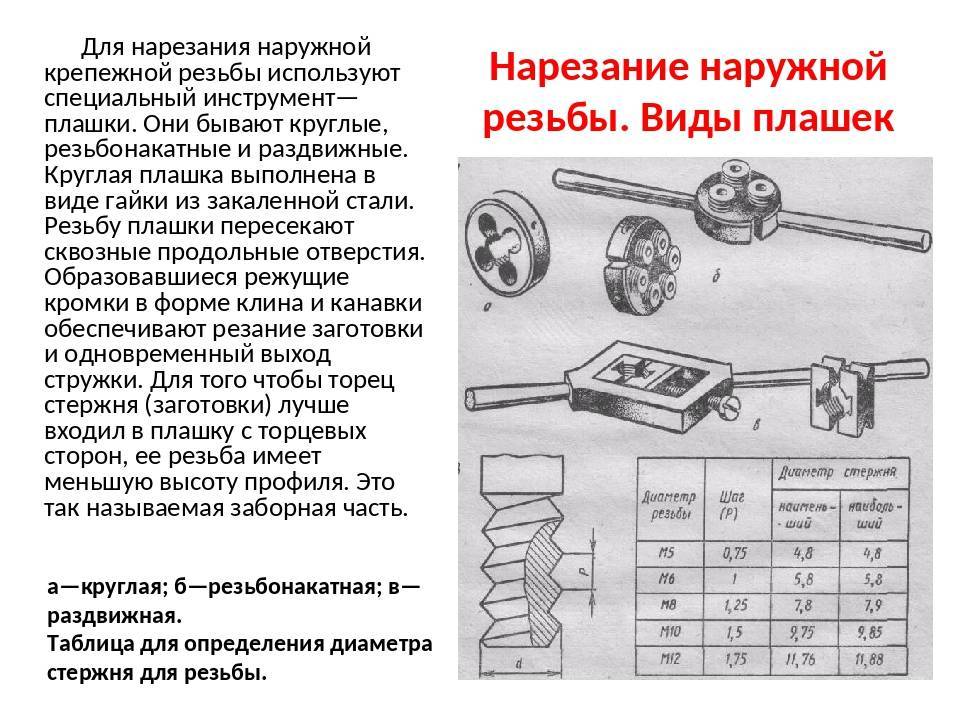
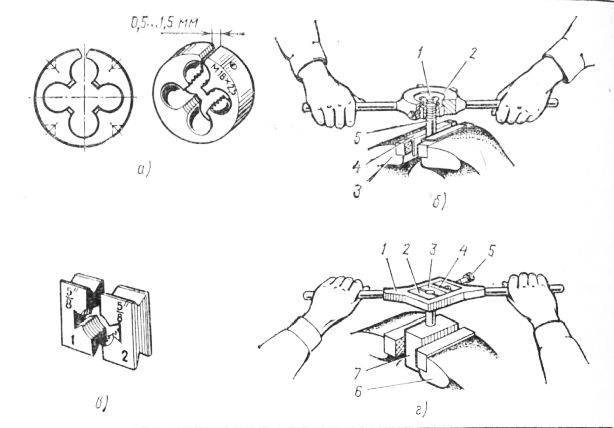
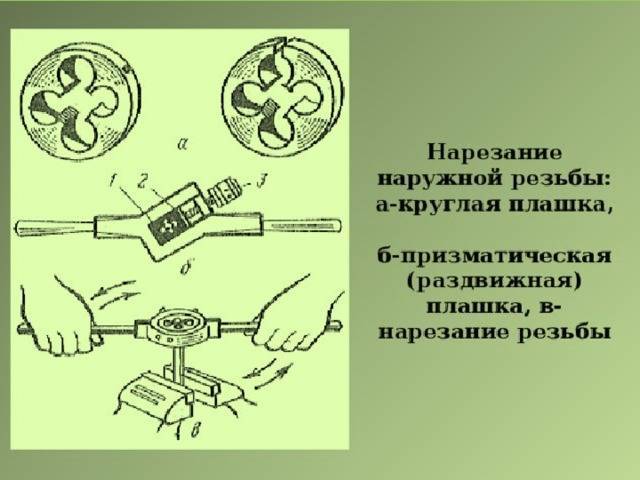
Кратко остановимся на наиболее популярных конструкциях. Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наружный диаметр круглой плашки зависит от диаметра резьбы и стружечных отверстий. Чем больше диаметр стружечных отверстий, тем легче осуществляется удаление стружки. Но, соответственно, необходим и больший расход материала, и более высокие размеры комплектующих – воротков, патронов и т. д.
Для получения резьбы высокого класса точности (метрической, конической, трубной) применяются цельные плашки, обладающими наибольшими показателями жесткости. Недостатком является уменьшенная износостойкость в сравнении с инструментом в других типах корпусов.
Раздвижные плашки. Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
![§ 61. нарезание наружной резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/7/6/f/76f1d705718db71b5babfcae49c4c3ee.jpeg)




- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.

Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.

Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
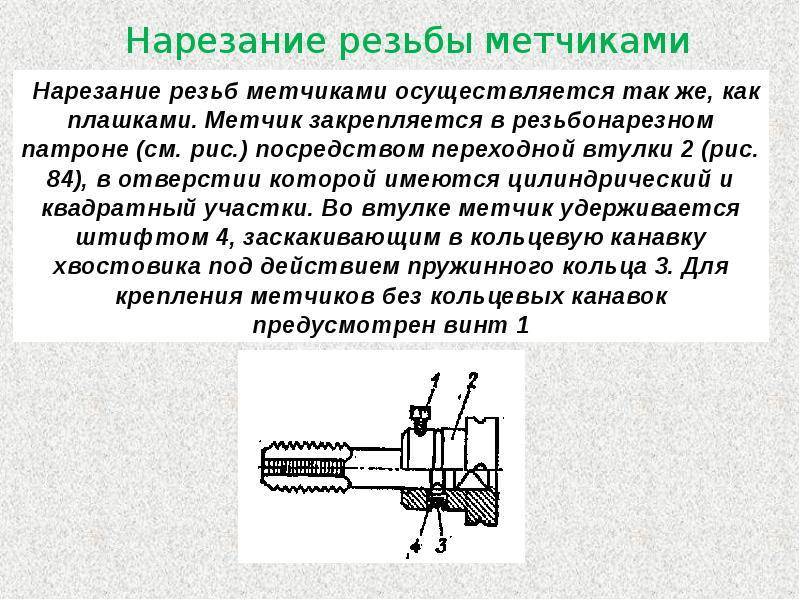
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
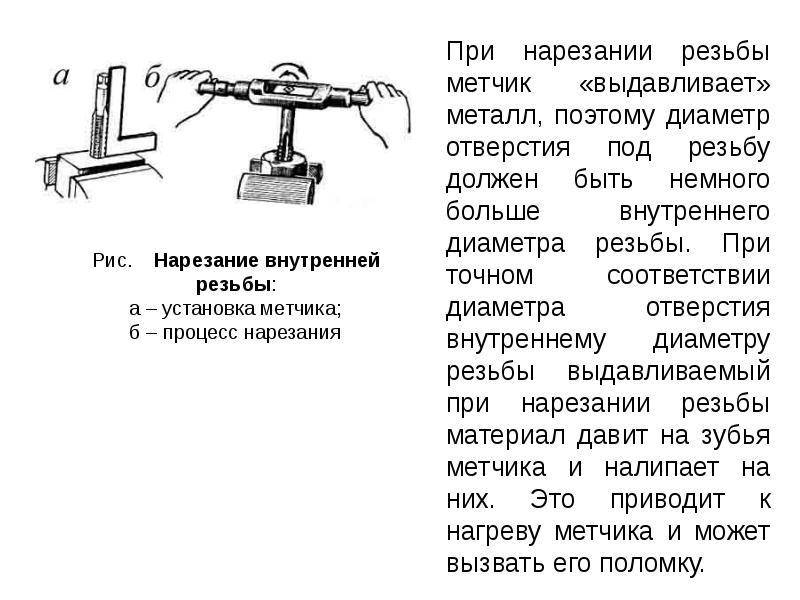
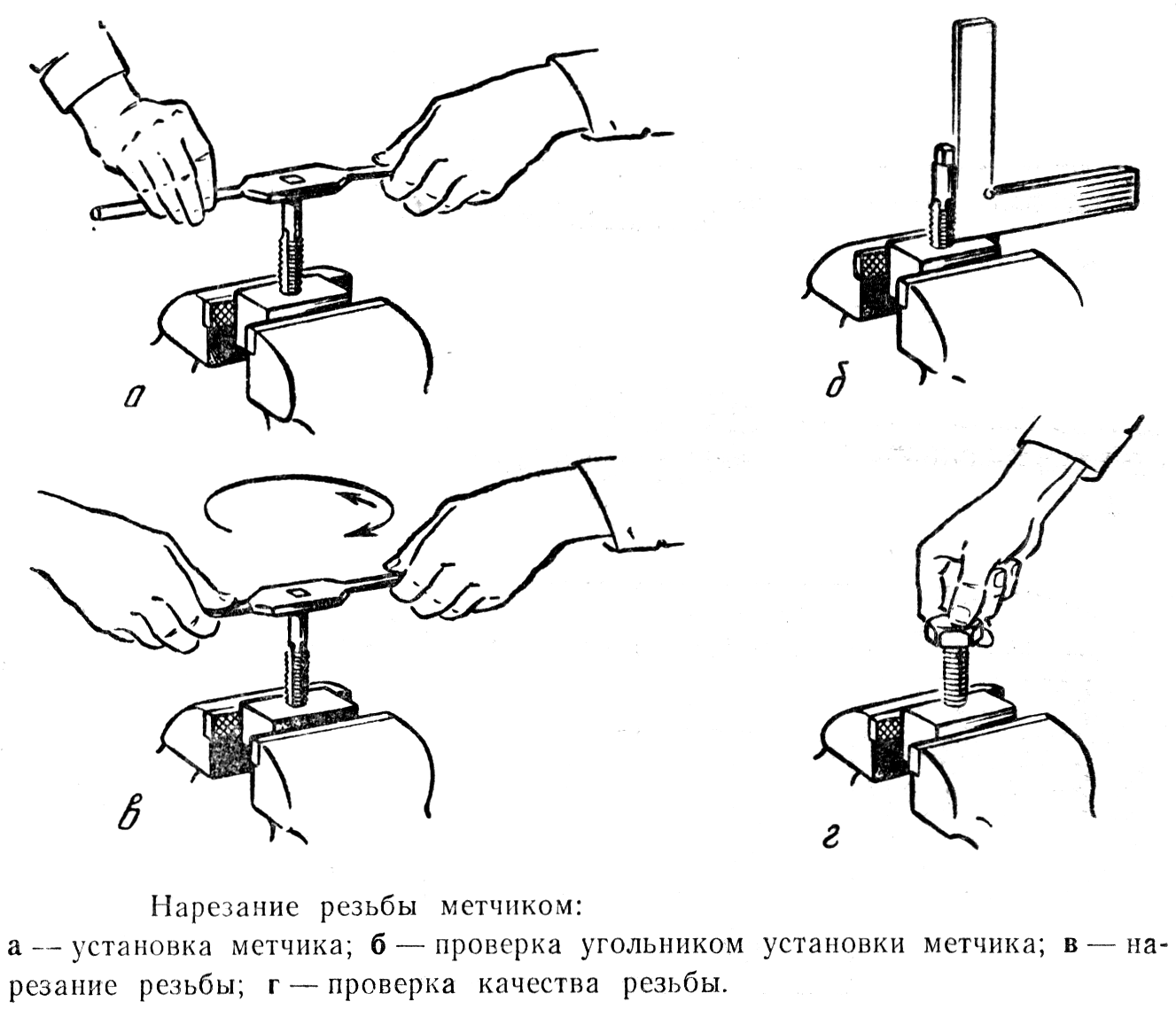
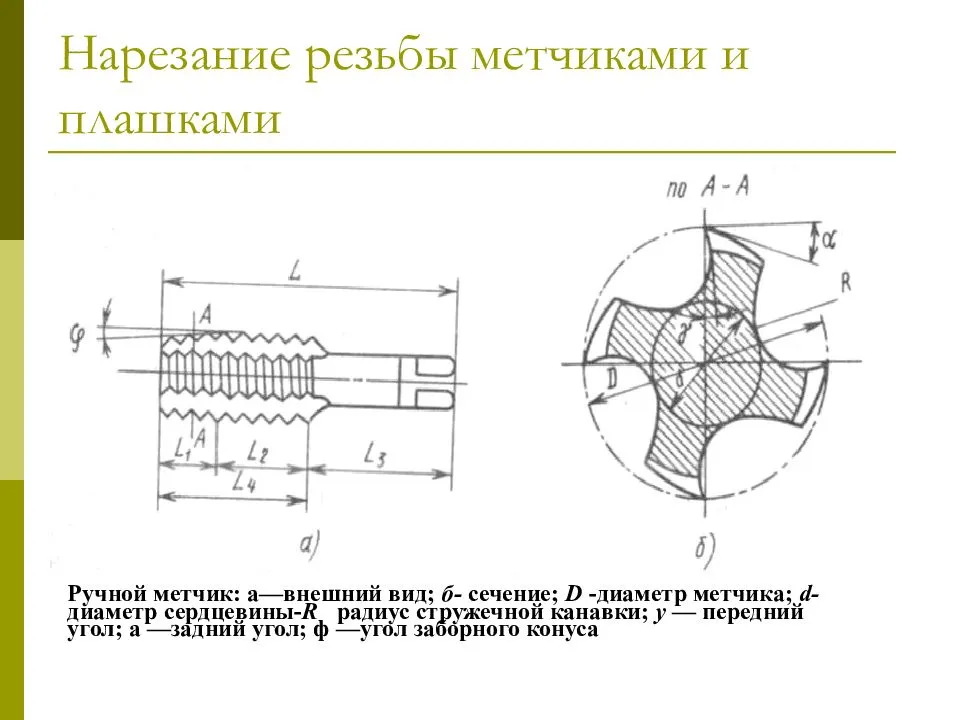
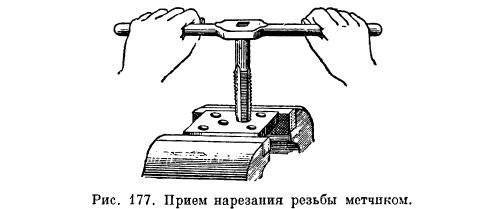
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.



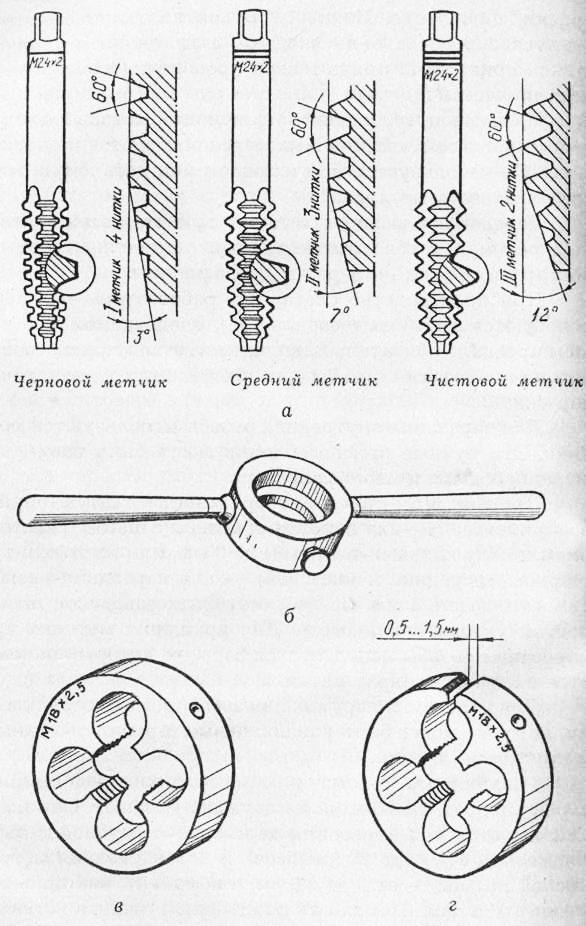

Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
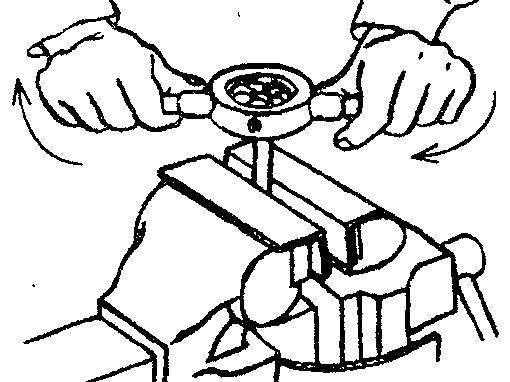
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Покупка ручного клуппа
Сначала стоит отметить один важный момент – приспособления такого типа продаются в двух форматах: в виде отдельных цилиндров определенного диаметра, либо же набором.
Цилиндр с резцами
Первый вариант хорош тогда, когда нужно обработать трубы какого-то одного, определенного диаметра. А вот набор клуппов для трубных работ оптимально выбирать в том случае, когда предстоит работа со всей магистралью, то есть с канализационными или водопроводными трубами разного размера.
Набор резцов разного диаметра
Выбор производителя
Ну, конечно, первое и самое основное правило заключается в том, что нельзя покупать инструмент неизвестного происхождения. В противном случае очень большой риск приобрести очень некачественное изделие.
Ну а если говорить о конкретных марках, то отлично зарекомендовали себя инструменты таких брендов:
- Rothenberger;
Пример брендового инструмента
- Ridgid;
- Rems и т.д.
Теперь поговорим о том, что должно содержаться в стандартном наборе таких инструментов, а потом ознакомимся с тем, как пользоваться трубным клуппом.
Читать также: Схемы сварочных инверторов mma
Конфигурация изделия
Итак, по-хорошему в полноценном наборе должно быть вот что:
- Цилиндры с резцами диаметра 1 2 2 (самый распространенный размер) и другими, конечно.
- Ручка с трещоткой. Трещотка – это, по сути, функция ручки, благодаря которой инструмент можно эффективно применять даже для тех труб, которые находятся на минимальном расстоянии от плоскости стены. Тут смысл в том, что после каждого проворачивания цилиндра, ручка автоматически опускается вниз без обратного «проворота» головки.
Ручка с трещоткой
То есть ключевой момент при выборе набора – это наличие трещотки. Если ее не будет, то на создание резьбы вы потратите гораздо больше времени и сил.
Разбираемся в плашках
Как выбрать плашку для своего резьбонарезного инструмента
Плашка – инструмент для нарезания резьбы на трубах, прутках и других цилиндрических заготовках. Применяется для выполнения наружной (внешней) резьбы способом накатки.
Использование плашек в инструменте
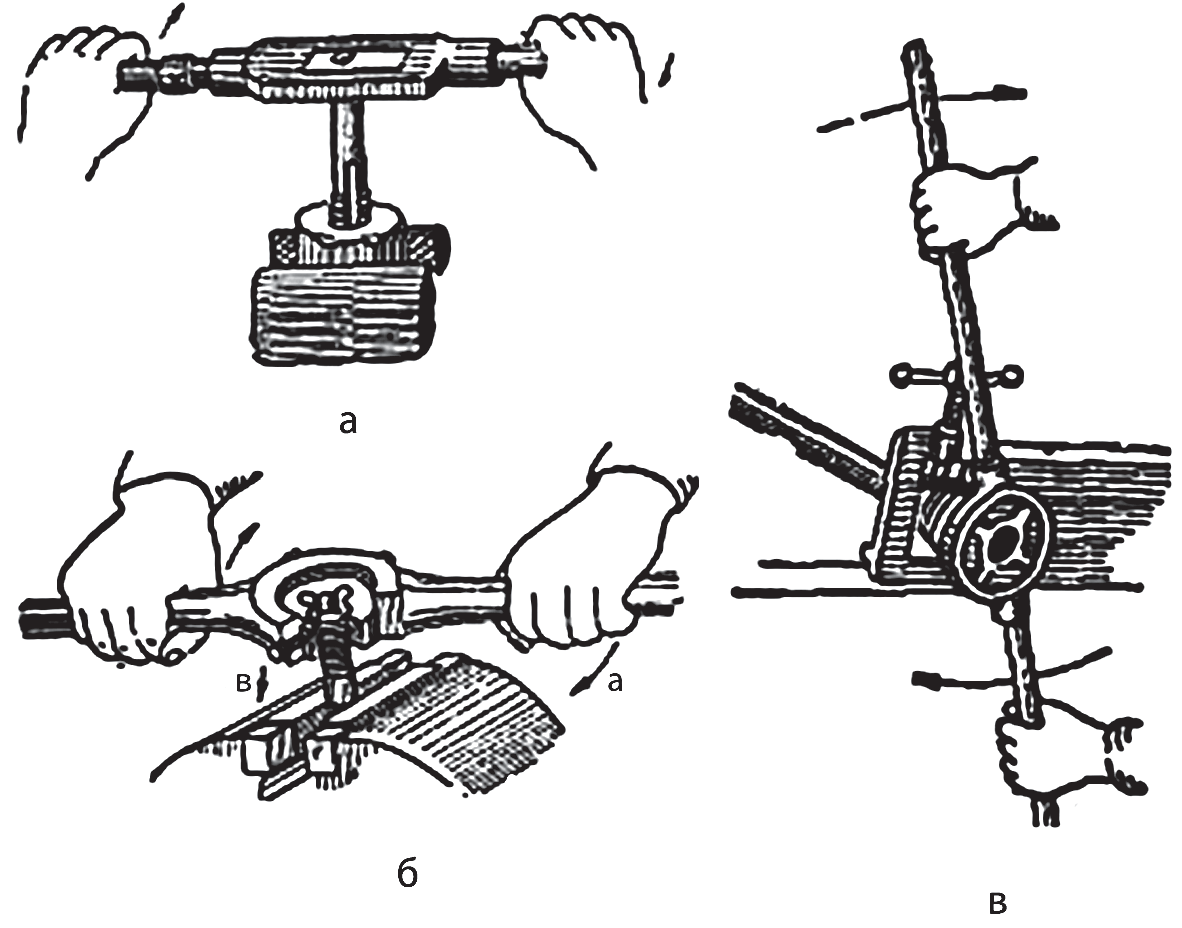
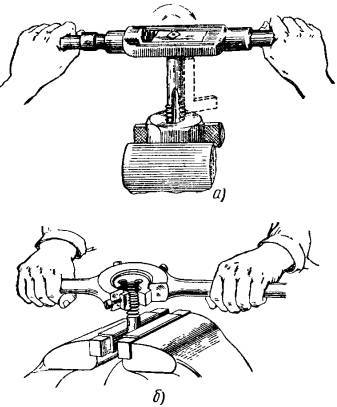
Нарезка резьбы плашками производится с помощью плашкодержателя, ручного или электрического клуппа, резьбонарезного станка.
К ручному инструменту относятся плашкодержатели и ручные механические клуппы, где процесс нарезания резьбы происходит путем поворота длинной рукояти инструмента с определенным усилием.
Электрический клупп относится к профессиональному инструменту, где нарезание резьбы осуществляется с помощью мотора на достаточно быстрых скоростях.
Резьбонарезные станки предназначены для нарезки резьбы в промышленных масштабах, на больших диаметрах труб, при помощи автоматизированных элементов при высоких нагрузках и скоростях.
В зависимости от типа используемого оборудования, резьбонарезные плашки изготавливаются из различных сплавов стали, подходящих для ручного либо автоматизированного способа.
Так как плашка является режущим инструментом, подвергающимся высоким нагрузкам, качественный инструмент должен обладать следующими свойствами:
- твердость
- износостойкость
- прочность
Инструментальная сталь для резьбонарезного инструмента
Выполняются плашки из инструментальной стали, которые обладают необходимым набором качеств. Согласно ГОСТ 5950-2000, плашки относятся к группе режущих инструментов, не подвергаемых большим ударным и деформационным нагрузкам. Это отражается на включаемых в состав примесях и присадках.


В сплав добавляется более высокая доля углерода в зависимости от требуемых свойств:
- содержание углерода – 0,4-0,7 % — сплав высокой вязкости при пониженной твердости
- содержание углерода – 0,7-1,5 % — износостойкий и твердый сплав
То есть содержание углерода в используемых сталях для изготовления плашек должно содержать более 0,65 % углерода, достигая твердости сплава больше, чем твердость обрабатываемых заготовок.
При маркировке углеродистой инструментальной стали, применяемой для изготовления инструмента для нарезных работ добавляется буква У, например марки У10, У11.
Сейчас на рынке резьбонарезного инструмента представлено много зарубежных изготовителей. И маркировки сталей Alloy и HSS встречаются повсеместно.
Легированная сталь
Alloy – легированная инструментальная сталь. Ее твердость составляет 60-65 HRc и является высокой. Для производства плашек используются такие основные легирующие элементы, как кремний, ванадий, хром, медь, никель, азот в процентном отношении.
Легированные стали содержат общий процент добавок около 3-4%. Они не обладают высокой теплостойкостью, однако не подвержены сильному короблению. При нагревании подвергаются деформированию, предназначены для режущих элементов с небольшой скоростью нарезки.
Для режущего инструмента наиболее часто используются стали марок 9ХС, ХСВГ, 9Х5С и др.
Быстрорежущая сталь
HSS (High Speed Steel) – быстрорежущие стали. Стали класса HSS являются высоколегированными, закаленными сплавами. Для набора повышенной твердости легируются основными элементами углерод, вольфрам, молибден, кобальт, что позволяет выполнять работы при сильном нагревании и больших скоростях. Добавка в составе сплава кобальта повышает красностойкость сталей, которая обеспечивает их нормальное функционирование с максимальными нагрузками. Быстрорежущие стали обладают высокой твердостью, износостойкостью и устойчивы к деформациям при температурных колебаниях до 500-650 градусов.
Популярные быстрорежущие стали для рассматриваемого инструмента Р6М5, Р6М5К5, Р18 и др., М2, М35, М42.
Какую плашку выбрать
Таким образом, состав стали для ручного инструмента и резьбонарезных станков имеет различия. Используя ручной клупп, скорость нарезки невелика, инструмент и заготовка не подвергаются нагреванию. При использовании резьбонарезного станка, тем более высокой мощности, происходит сильное разогревание режущих элементов и увеличение нагрузки.
Плашки, изготовленные из легированной стали, подойдут при использовании ручного инструмента (Alloy).
При выполнении работ на резьбонарезном станке необходимо применять плашки из марок быстрорежущей стали (HSS).





