

Что собой представляет трубная резьба
Резьбой называют винтовую канавку с постоянным шагом и сечением, которая наносится на поверхность деталей машин слабо конической или цилиндрической формы, таких, как болты, винты, а также на поверхности деталей, соединяемых с ними – к примеру, гаек.
В домашнем быту сталкиваться приходится в основном с цилиндрической трубной резьбой. Наряду с резьбой метрической, в нашей стране очень успешно применяется дюймовая резьба трубная.
Основные характеристики метрической резьбы – шаг (расстояние от одной впадины до другой или между гребнями резьбы, измеренное вдоль детальной оси, которое выражается в миллиметрах) и диаметр.
Главными параметрами дюймовой трубной резьбы является диаметр, выраженный в дюймах или частях дюйма, а также число нарезанных по длине дюйма витков. Здесь надо напомнить, что один дюйм составляет 25,4 мм. Примером для рассмотрения может послужить цилиндрическая трубная дюймовая резьба гост – наиболее часто приходится работать именно с ней.
Тут придется встретиться с несколько непривычной единицей измерения – это «трубный дюйм», который равен 33, 249 мм. Получился он следующим образом: к размеру в дюймах, который характеризует внутренний диаметр трубы, прибавили толщину обеих стенок.
Итогом стал следующий результат:
- труба дюймовая с наружным диаметром – 33,249 мм;
- труба полудюймовая – 21,25 мм.
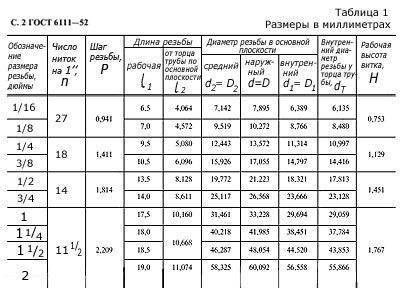
Таблица гост трубных резьб
Резьба дюймовая трубная гост от метрической отличается, кроме уже описанных особенностей, следующими нюансами:
- она обладает более острыми гребнями-впадинами;
- слегка закругленными вершинами ниток резьбы.
Резьбы, применяемые в быту
В быту наиболее часто применяются трубы со следующими типами резьб:
- С резьбой 14 ниток на один дюйм (шаг трубной резьбы 1,814 мм)
- диаметром 1/2″
- диаметром 3/4″
- С резьбой 11 ниток на один дюйм (шаг резьбы 2,309 мм)
- диаметром 1″
- диаметром 1 1/4″
- диаметром 1 1/2″
- диаметром 2″.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
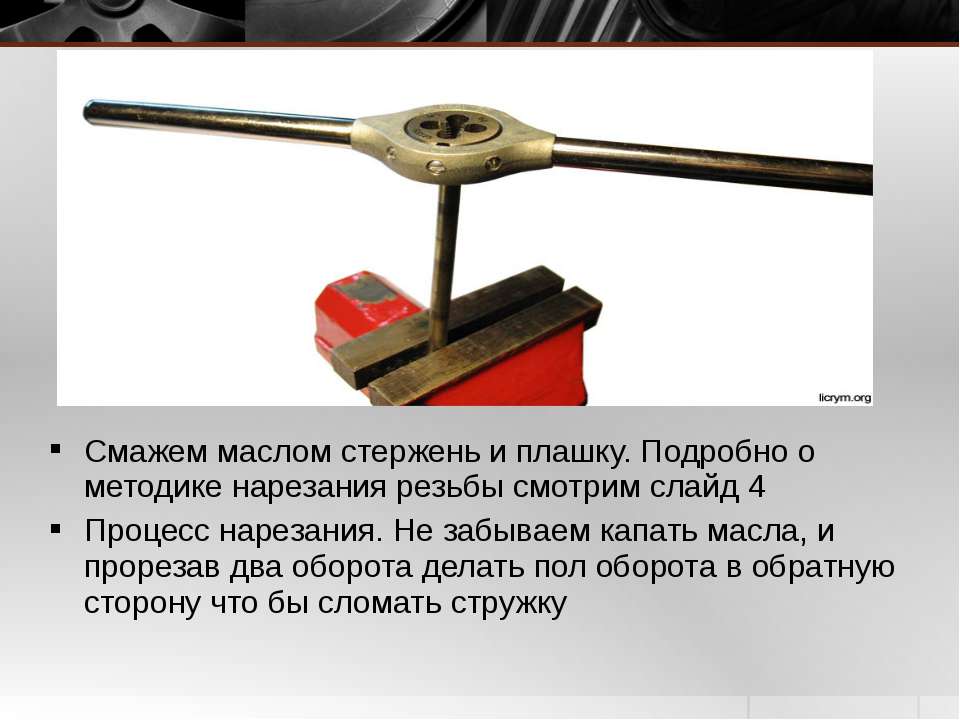
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
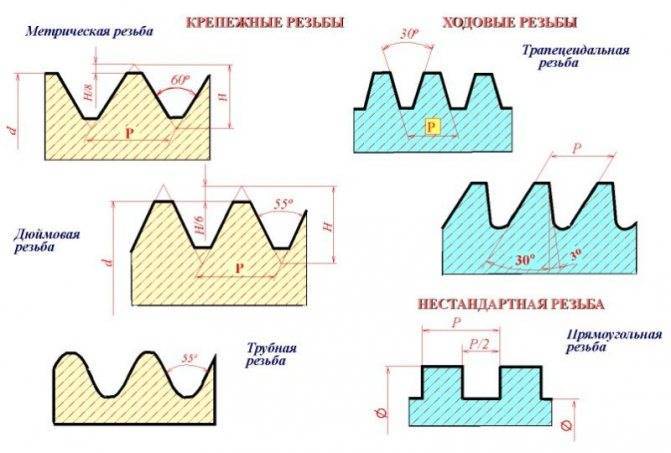
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.







- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
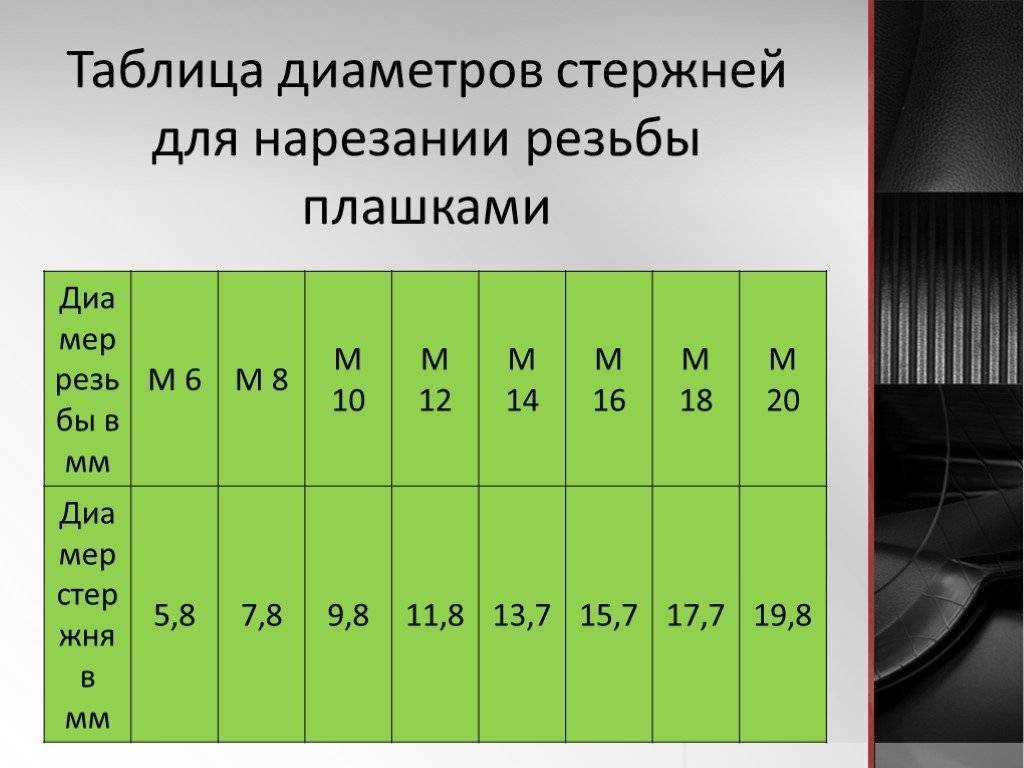
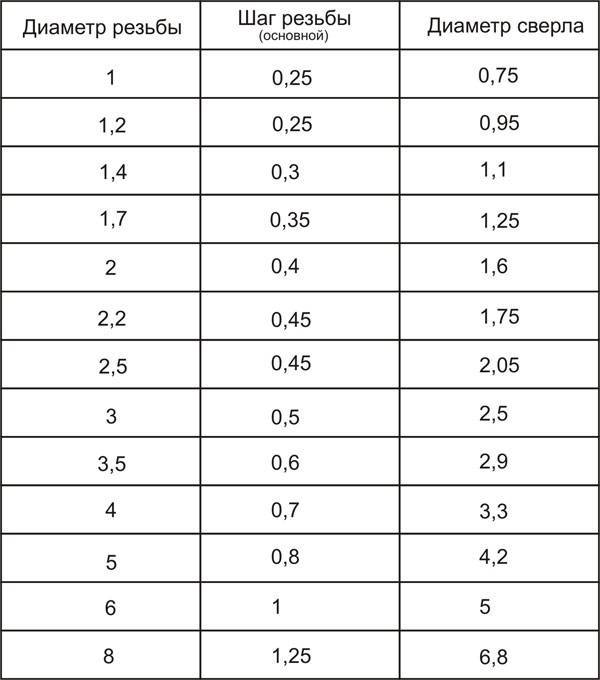
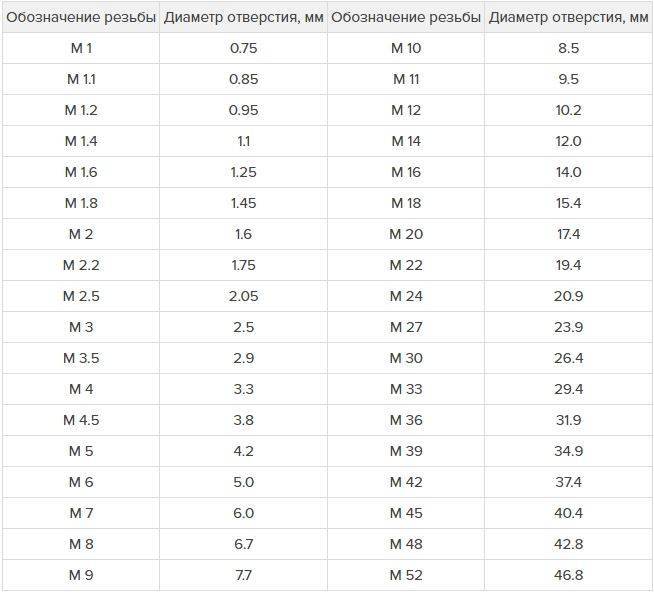
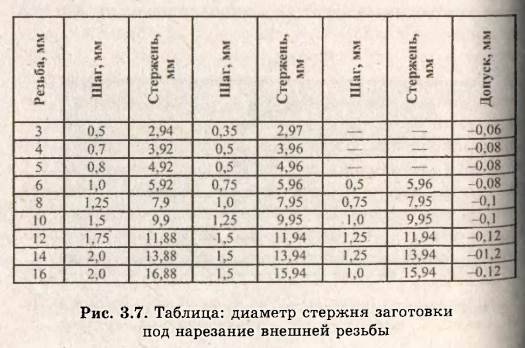
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
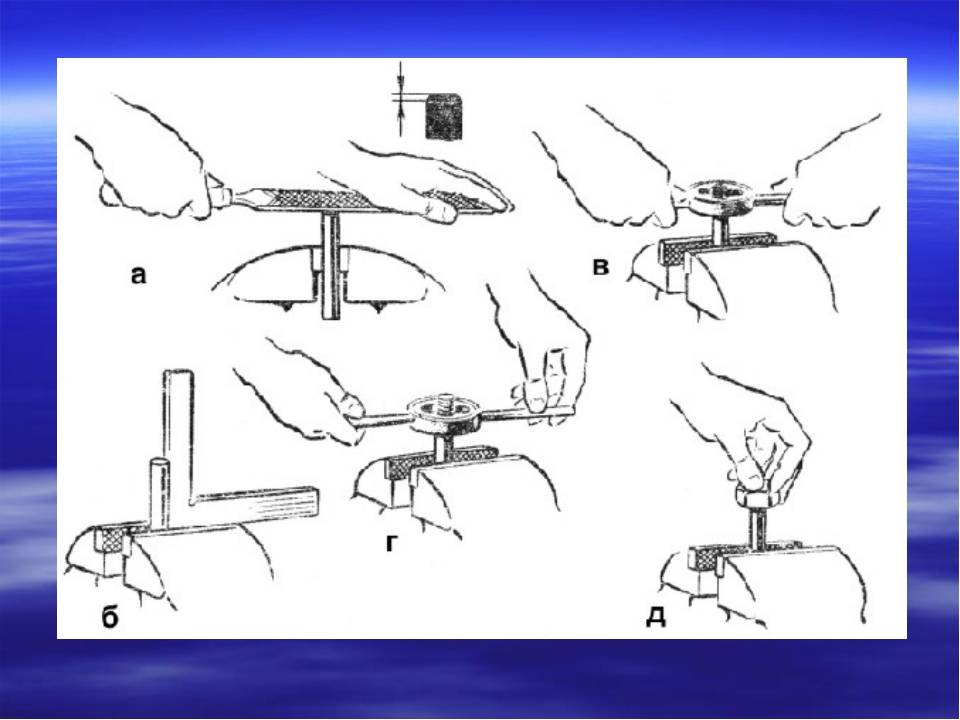
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
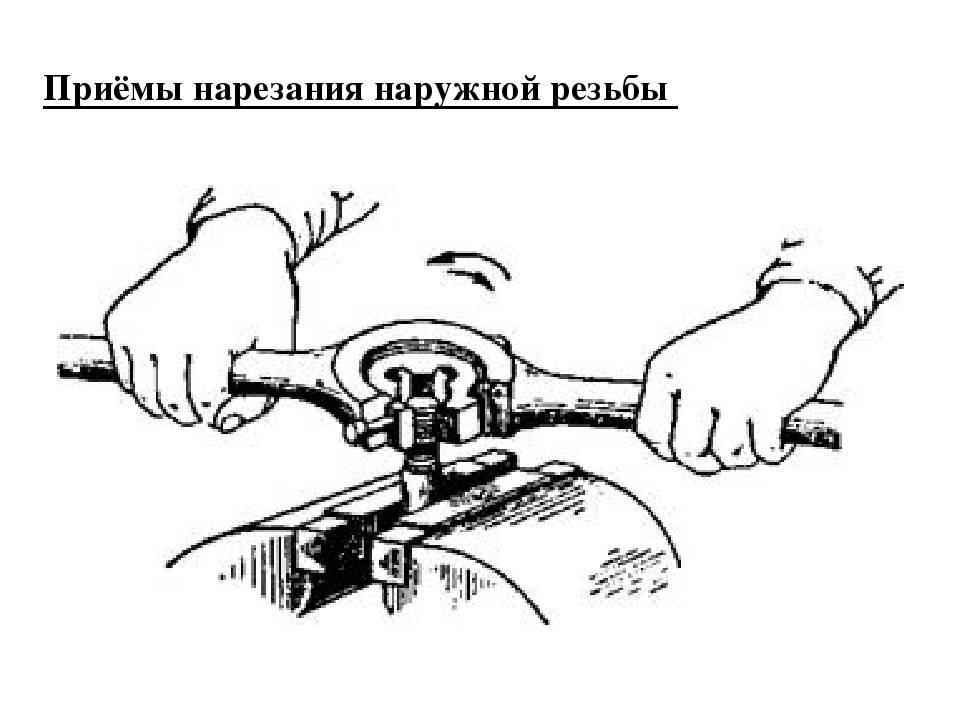
Закрепив заготовку в тисках, проверяется правильность ее расположения.
Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
Первый виток выполняется с небольшим усилием
Важно выполнять повороты в правильном направлении.
Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

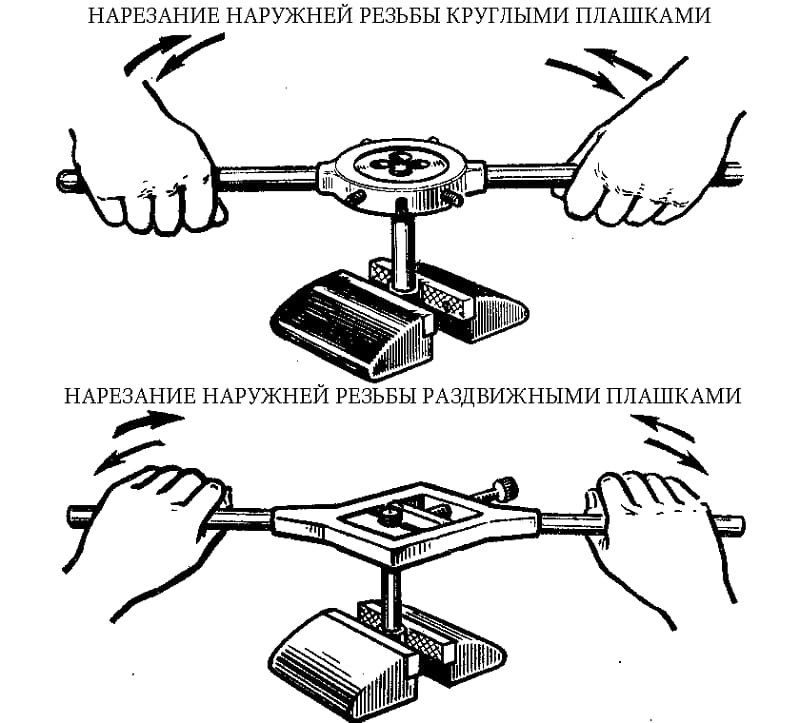
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
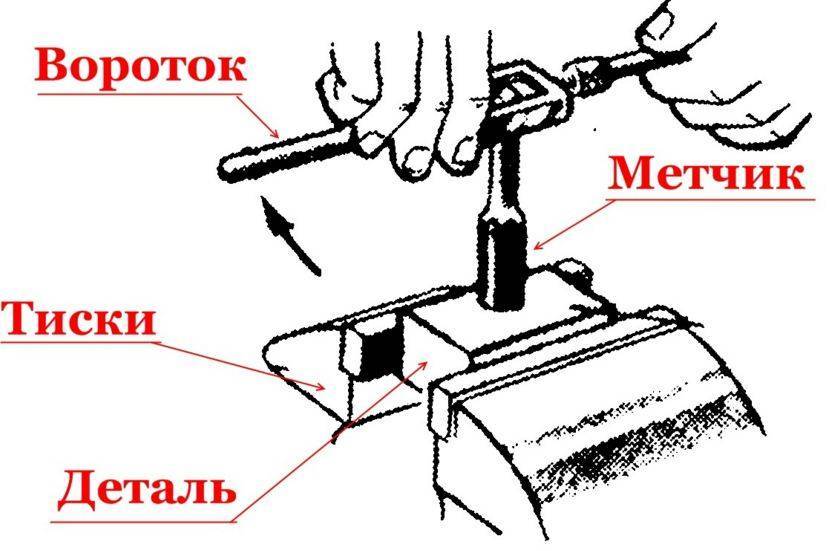
Работа с метчиком
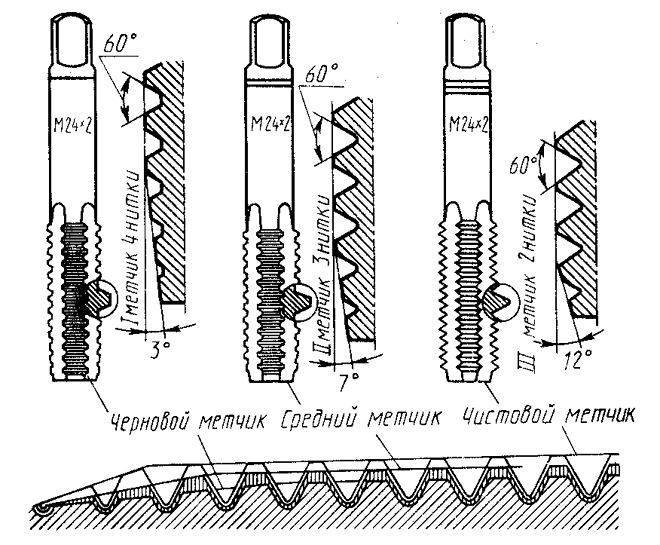
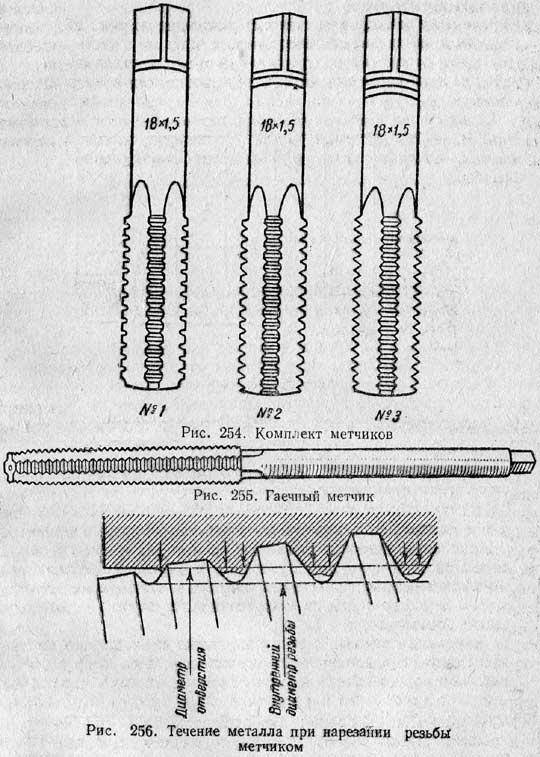
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.






Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Как нарезать резьбу. Нарезание внутренней и наружной резьбы
Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок
Рисунок – Элементы резьбы на болте
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.

Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.




Технология использования метчиков и плашек
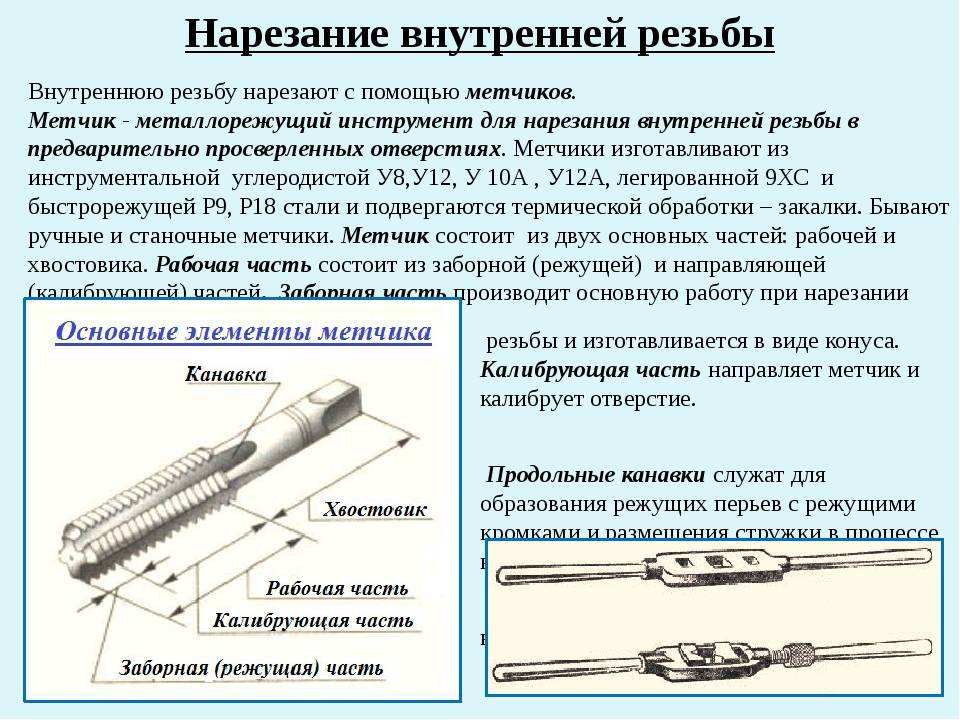
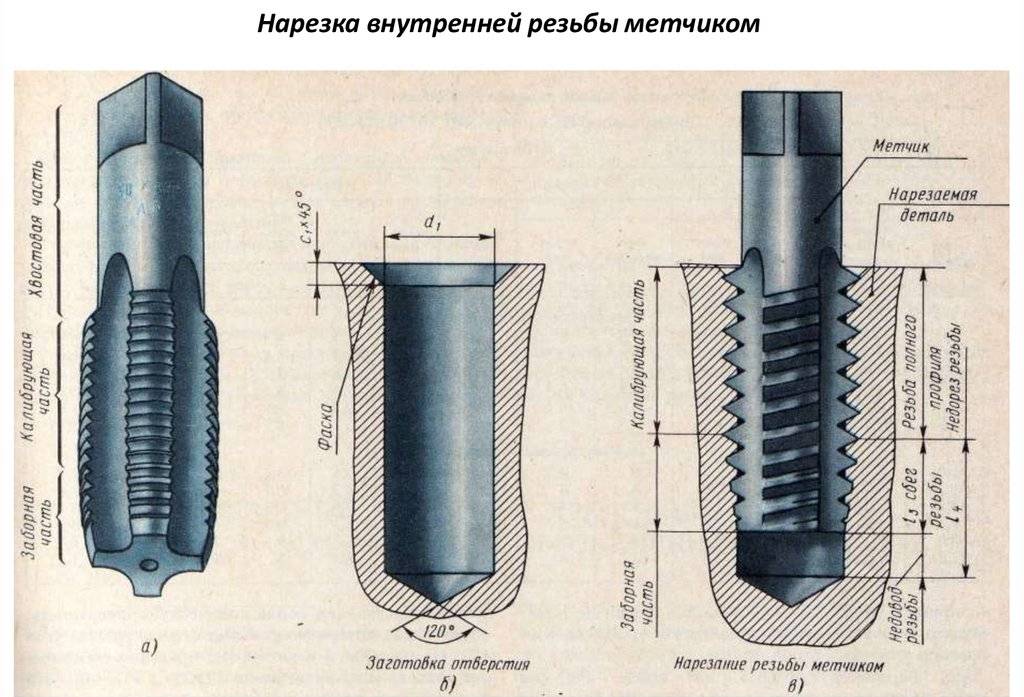
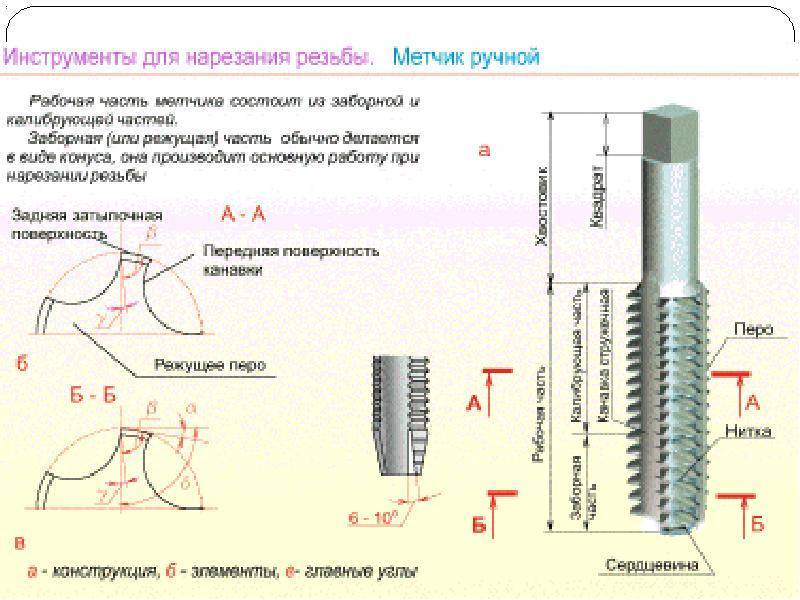
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
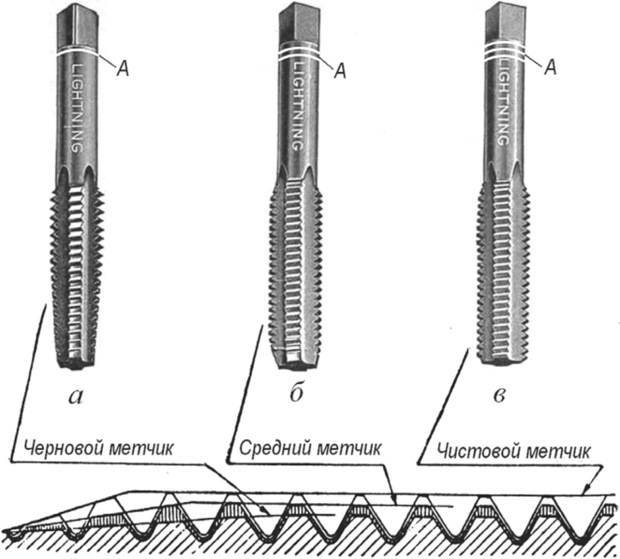
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Чем я нарезаю резьбу | Сантехскрипт
Нарезаю резьбу на трубе леркой, либо клуппом.
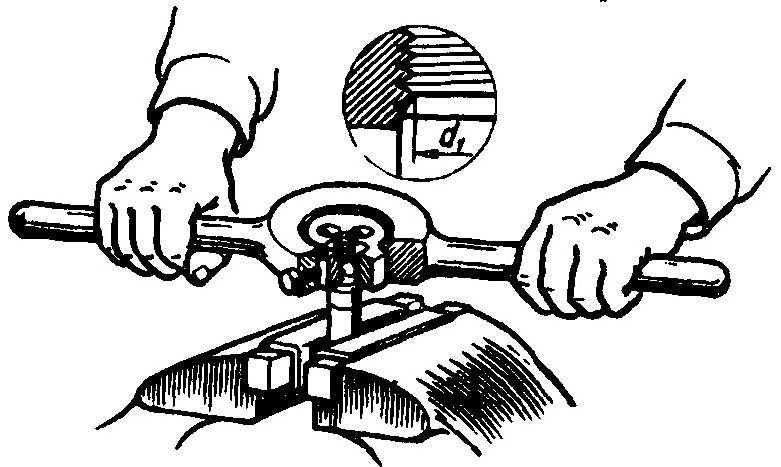
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.






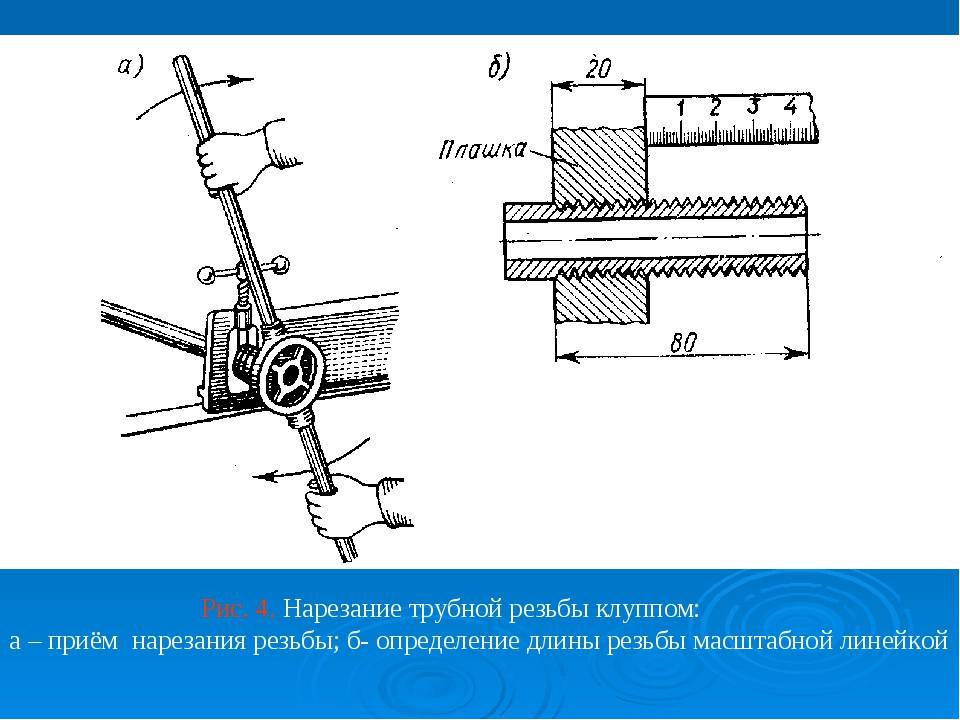
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.

Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
1
santehskript.ru
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.





2
0,4
1,6
3
0,5
2,5
3,5
0,6
2,9
4
0,7
3,3
5
0,8
4,2
6
1
5,0
0,75
5,25
0,5
5,5
8
1,25
6,8
1
7,0
0,75
7,25
0,5
7,5
10
1,5
8,5
1,25
8,8
1
9,0
0,75
9,25
0,5
9,5
12
1,75
10,2
1,5
10,5
1,25
10,8
1
11
0,75
11,25
0,5
11,5
14
2
12,0
1,5
12,5
1,25
12,8
1
13,0
0,75
13,25
0,5
13,5
16
2
14,0
1,5
14,5
1
15,0
0,75
15,25
0,5
15,5
18
2,5
15,5
2
16,0
1,5
16,5
1
17,0
0,75
17,25
0,5
17,5
20
2,5
17,5
22
2,5
19,5
24
3
21
27
3
24
30
3,5
26,5
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
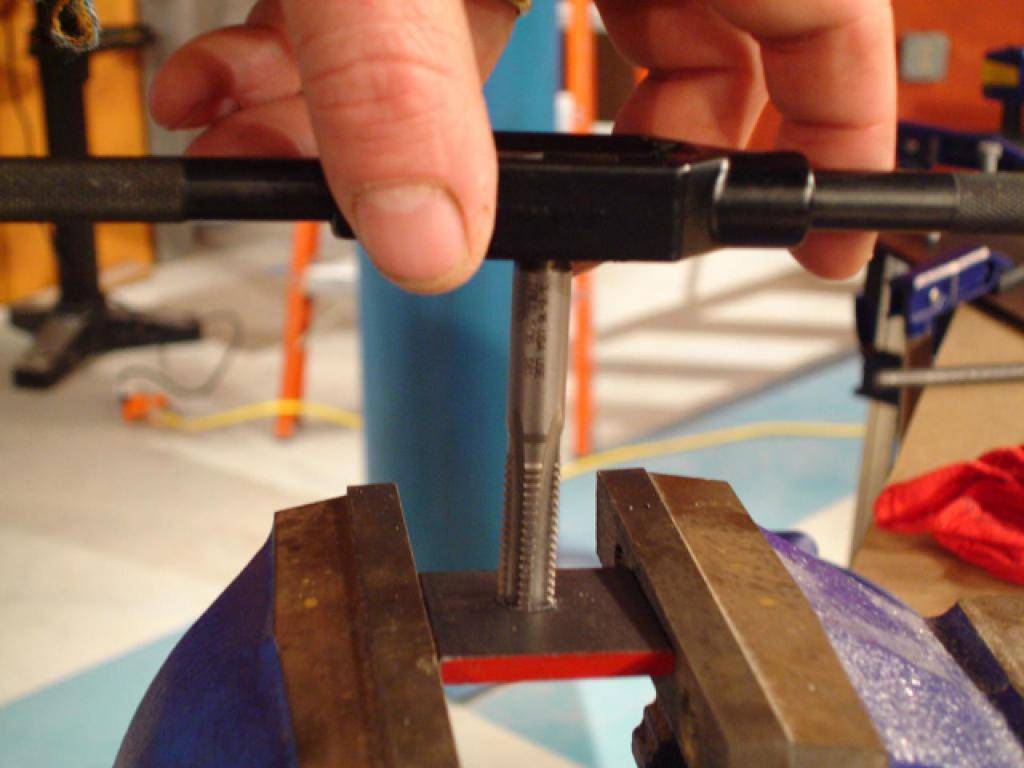
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
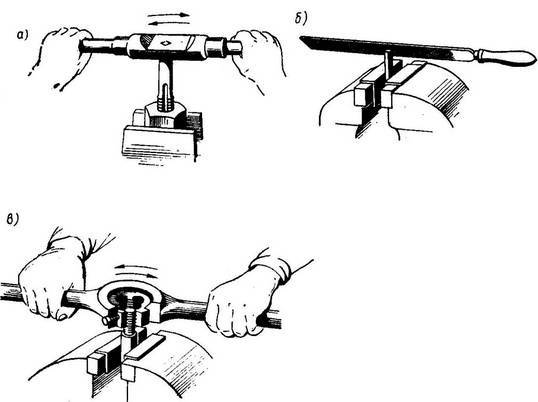
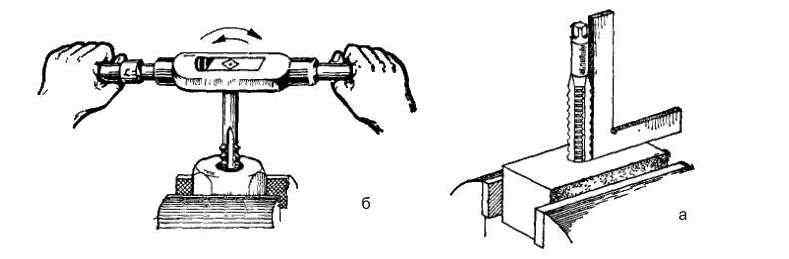
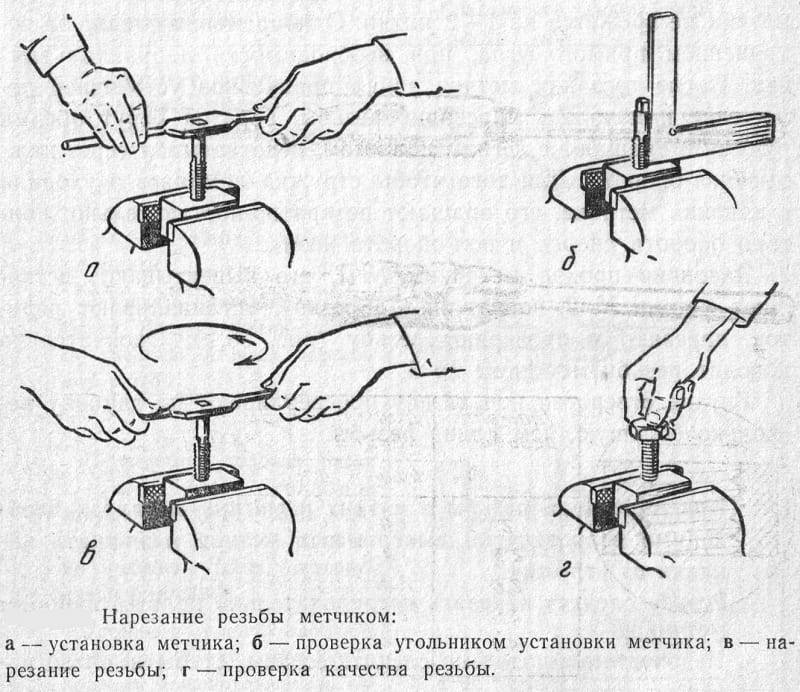
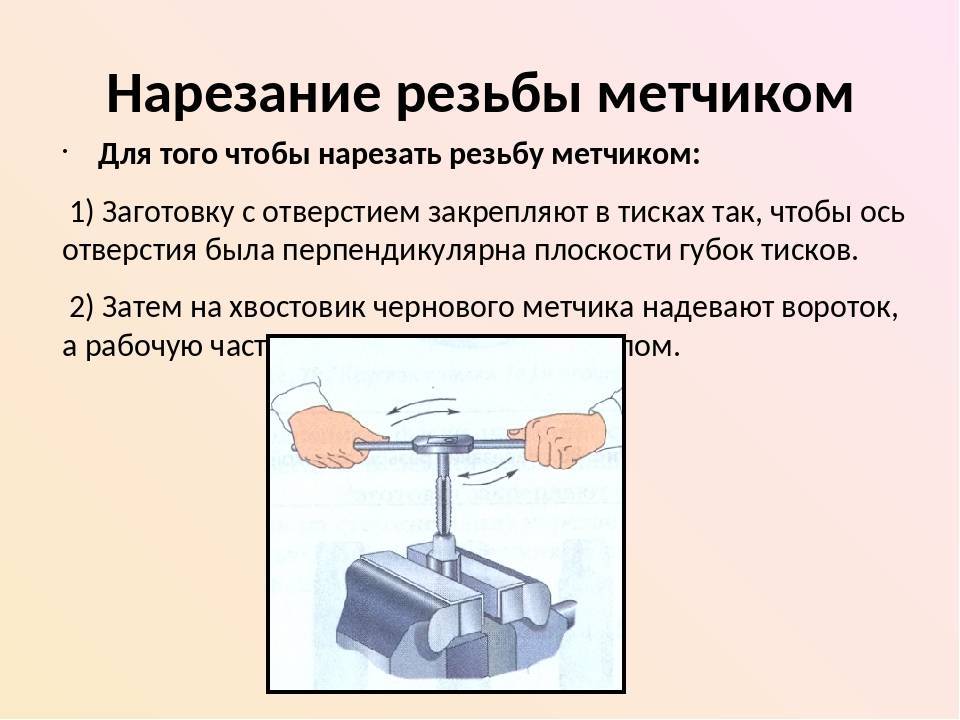
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.





