

Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Как пилить ножовкой по металлу ⚙️ Вводный курс
Общая теория пиления ножовкой по металлу выглядит примерно так:
Фото 1. Теория пиления ножовкой. Вводный курс
Поэтому, теорию мы изучать не будем, а перейдём сразу к практике:
На этом видео весь рассказ о том, как пилить, собственно, и представлен, но сейчас будет постскриптум, представлен ряд дополнений и поправок (плюс к краткому пересказу содержания видео).
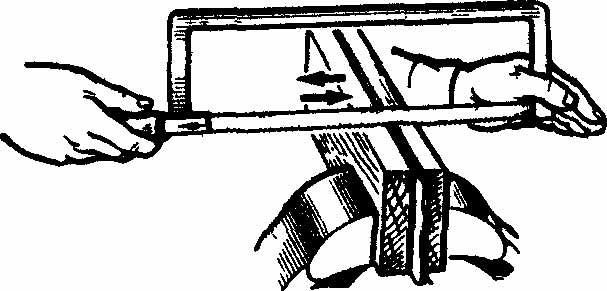
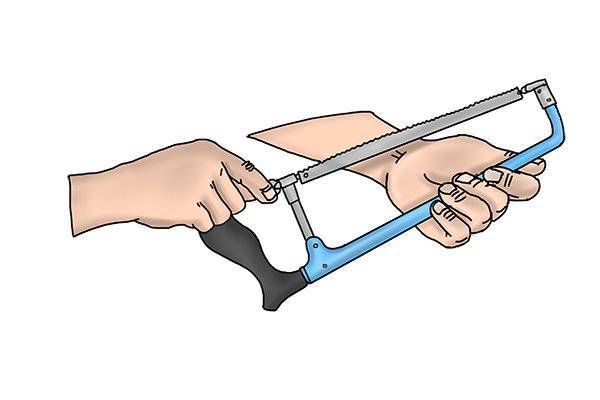
Итак, начнём с того, что пилить ножовкой по металлу нужно горизонтально, ухватившись за инструмент двумя руками. Для чего хорошо бы использовать ножовку с хорошо выраженной рукояткой для хвата второй рукой.
Пилить горизонтально неудобно, потому что для этого нужно, чтобы заготовка была закреплена на уровне груди, а пилить стоя. Однако верстаки, как правило, являются столами, за которыми нужно сидеть, а если и пилить, то стоя и сверху вниз. Поэтому ножовки чаще делают одноручными и пилят ими под углом 45°.
Чтобы регулировать давление на пилу (чем твёрже металл, том сильнее нужно нагружать полотно, давить на него, чтобы зубья вгрызались в плоть; и наоборот — если зубья врезаются слишком сильно, например, в алюминий, то нужно уменьшить давление) можно: а) менять угол наклона при пилении, б) положить руку сверху для увеличения веса, в) развернуть полотно зубьями назад.
Пила часто застревает в пропиле при достижении конца полотна. Это из-за того, что полотно имеет волнистую разводку зубьев (чтобы пропил был шире полотна и оно в пропиле не застревало), но со временем в центре полотна амплитуда этой волны уменьшается, а на концах — почти нет.
Фото 2. Зубья больше стачиваются в центре полотна
Этот перекос возник на почве пиления этим полотном ранее не всей его длиной. Исправить (увеличить разведение в центре или уменьшить на концах) сейчас это уже невозможно по причине того, что зубья закалены. Так что мораль: с самого начала эксплуатации нового полотна нужно всегда пилить всей его длинной.
Следующая проблема: если пилить тонкий лист металла, толщина которого меньше, чем расстояние между зубьями, пила застревает:
Фото 3. Слишком тонкая деталь застревает между зубьев
Если металл твёрдый (железо) — хрен сдвинешь, а если мягкий (алюминий) — выдирается огромный кусок металла, образуются рваные края, край гнётся.
Фото 4. Тонкую деталь пилим под сильным наклоном
Пилить под углом, чтобы сформировать пропил такой длины, чтобы на нём лежало одновременно как минимум два зуба (длина пропила ≥ двум расстояниям между зубьями).
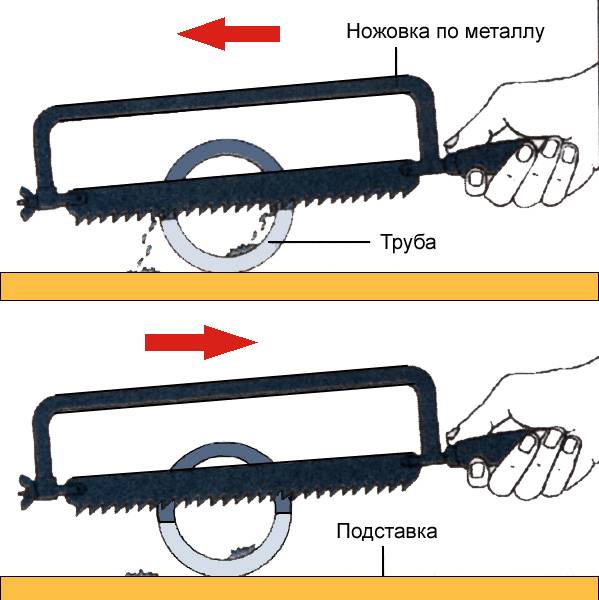
Следующая тема: пилим тонкостенную алюминиевую трубу:
Фото 5. Направление кручения трубы
Полотно устанавливаем зубьями назад, трубу подкручиваем в направлении зубьев (иначе полотно будет застревать на ближнем крае пропила, а при применении силы — рваться).
Ну, и ещё до кучи… полотно ножовки по металлу можно восстанавливать, затачивать зубья, например, вот таким образом:
Фото 6. Заточка зубьев
Изначально этот алмазный диск был больше диаметром и эта бормашинка с этим диском, будучи прижатой таким образом к полотну располагалась строго параллельно линии зубьев полотна, а диск, соответственно, перпендикулярно. И это было правильно — у новой ножовки передние грани-поверхности зубьев ортогональны полотну. Теперь же формируется небольшой отрицательный угол… — чуть менее лучше, но тоже норм.
Ещё к сведению: полотно это можно просверлить обычным сверлом по металлу (из стали HSS). Потому что на производстве всё полотно закаливают не очень сильно, на упругость, а вот зубья закаливают отдельно индукционным нагревом с быстрым охлаждением на твёрдость, поэтому зубьями этими можно в обратку спокойно распилить сверло.
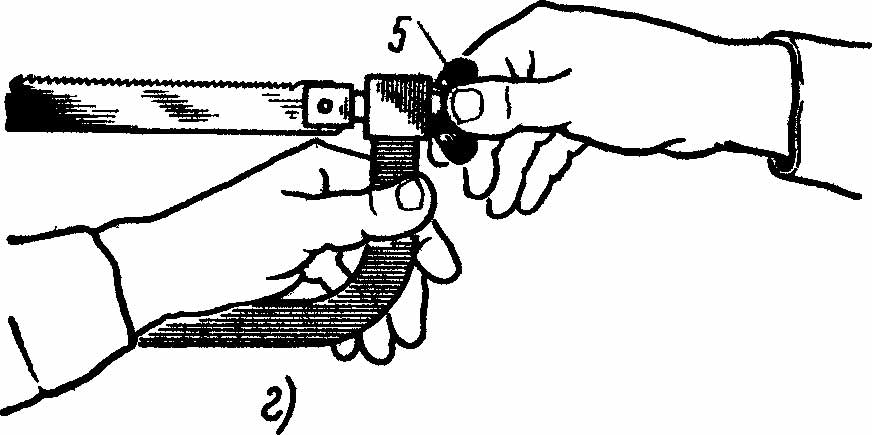
Положение рук (хватка) работающего
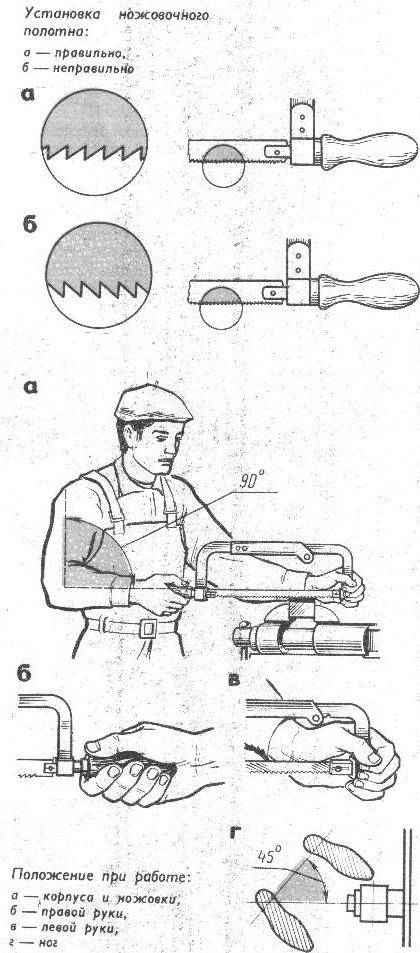
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки

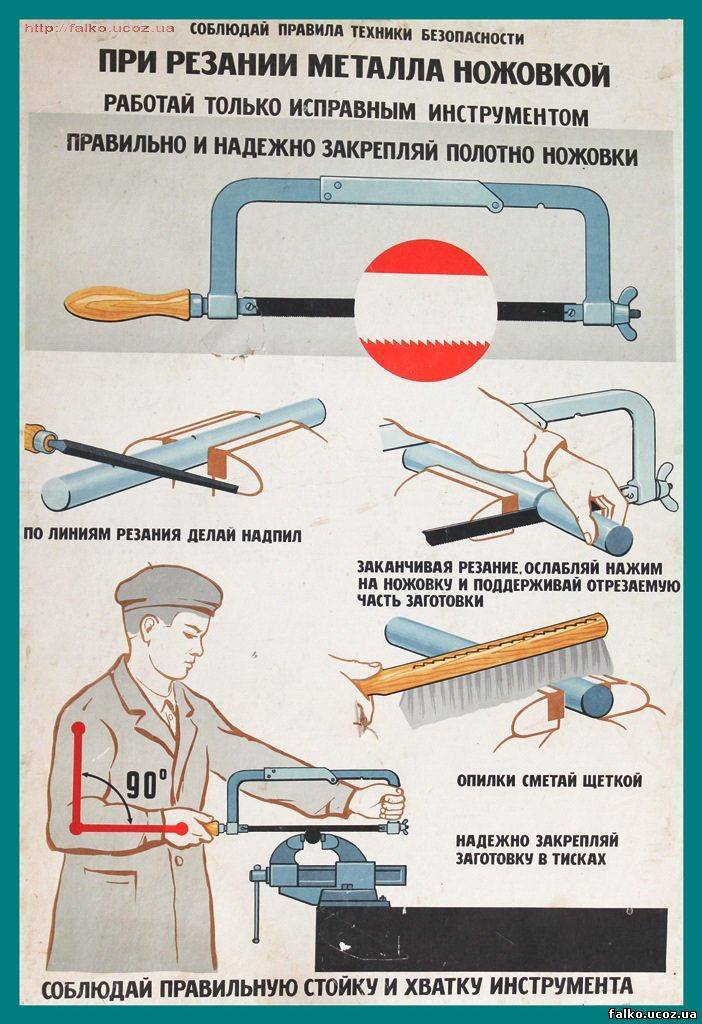
б) левой рукой держать рамку ножовки, как показано на рис. – в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.

Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла

1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
4. Резать заготовки вместе с брусками.
Изготовление цепной карманной пилы:
Сначала избавим цепь от всего лишнего и торчащего. Кроме пилящих зубьев, разумеется. При помощи наждачного станка, стачиваем или отпиливаем все выступы, зубья для звёздочки и шины, и ограничители, которые расположены сразу за пильными зубьями. Получиться вот такая цепь: Далее необходимо придать нужную форму пильным зубьям. Так как работать цепной пилой мы будем в обе стороны, а не так как она работала на бензопиле – в одну сторону, то и зубья, соответственно, надо заточить с обоих концов. На наждачном станке, при помощи тонкого режущего диска придаём зубьям треугольную форму. Вооружившись круглым надфилем, или тонким напильником, затачиваем зубья на цепи. Теперь нам понадобятся два мощных железных кольца, а также пару звеньев от небольшой цепи. Немного расширяем звенья, чтобы в них свободно поместилось надетое позже железное кольцо. Соединяем металлическое кольцо и конец цепи расширенным звеном. Должно получиться вот так: Далее займёмся рукоятками. Тут я сначала немного не угадал с материалом для рукояток; отрезал 16-ти миллиметровые металлопластиковые трубки в ширину своей пятерни. Почему не угадал? Потому, что не учёл, что зимой, на морозе, пластик будет выскальзывать из шерстяных варежек, а в перчатках работать холодно. Так что лучше использовать вместо рукояток срезанные там же, на месте, шершавые ветви подходящей толщины. Хотя тут дело каждого своё – лично я (как видно на видео) прекрасно обошёлся только металлическими кольцами, прикреплёнными к концам пильной цепи, когда отправил постоянно выскальзывающие трубки в костёр… итак, после того, как мы соединили все части пильной цепи, надо спаять замкнутые концы металлических колец и звеньев, на всякий случай. Для пущей надёжности, так сказать. Металлические кольца паяльником прогревать слишком долго, потому, я спаял их мощной зажигалкой – просто подчистил спаиваемую поверхность металла наждачной бумагой, смазал флюсом, прогрел зажигалкой и нанёс олово. Осталось только смазать пильную цепочку машинным маслом. Я использовал для этого оружейное масло но, за неимением такового, можно использовать любое. Хоть растительное! Вот и всё. Осталось провести испытание. Как видно на видео ниже, цепь прекрасно справляется с сухим деревом, даже несмотря на то, что я не пользовался рукоятями. Если же понадобится спилить что по серьёзнее – срезать пару веток для рукоятей никогда не поздно. С такой пилой можно легко напилить дрова впрок, чтобы потом не экономя поддерживать огонь для обогрева и готовки. Самый главный и, пожалуй, самый большой плюс этого изделия в том, что оно очень компактное и лёгкое. Свернуть цепочку в кольца, положить в пакетик, и убрать в карман рюкзака или сумки – минутное дело. Не забывайте смазывать цепь маслом, и править напильником её зубья, после каждого похода, и она прослужит Вам долгое время, как впрочем, и любая другая вещь при хорошем уходе и добром, бережливом отношении. Инструменты
Электрической пилы – это неподменный инструмент на дачном участке либо в личном доме. Она просто совладевает с распилом толстых веток, досок и различного материала из дерева. Даже самый надежный инструмент имеет свою степень износа, временами требуется исправлять маленькие либо большие поломки. Ремонт электрической пилы своими
руками вероятен исключительно в неких случаях и при наличии определенных способностей и инвентаря. Часто инструмент приходится отдавать в сервис. Но есть некие поломки, которые просто исправляются без помощи других.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
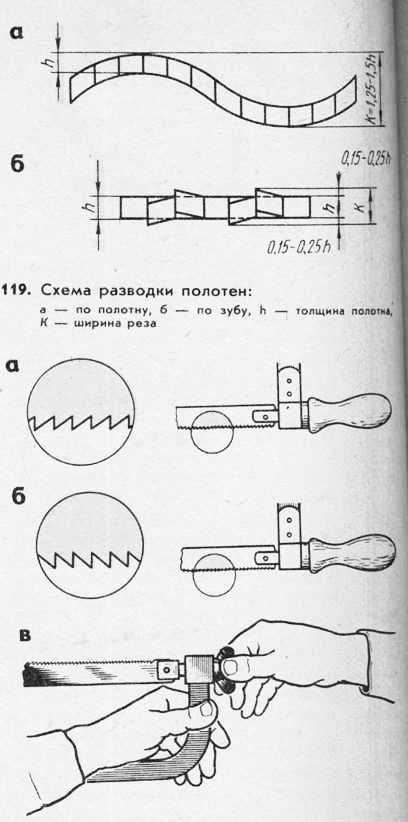
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
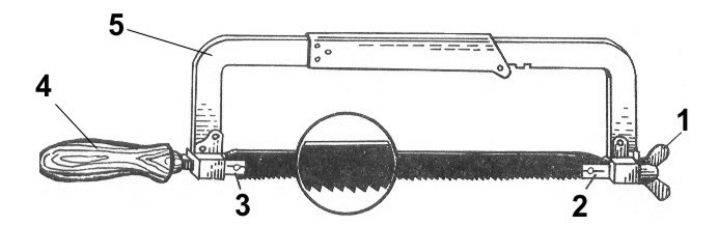
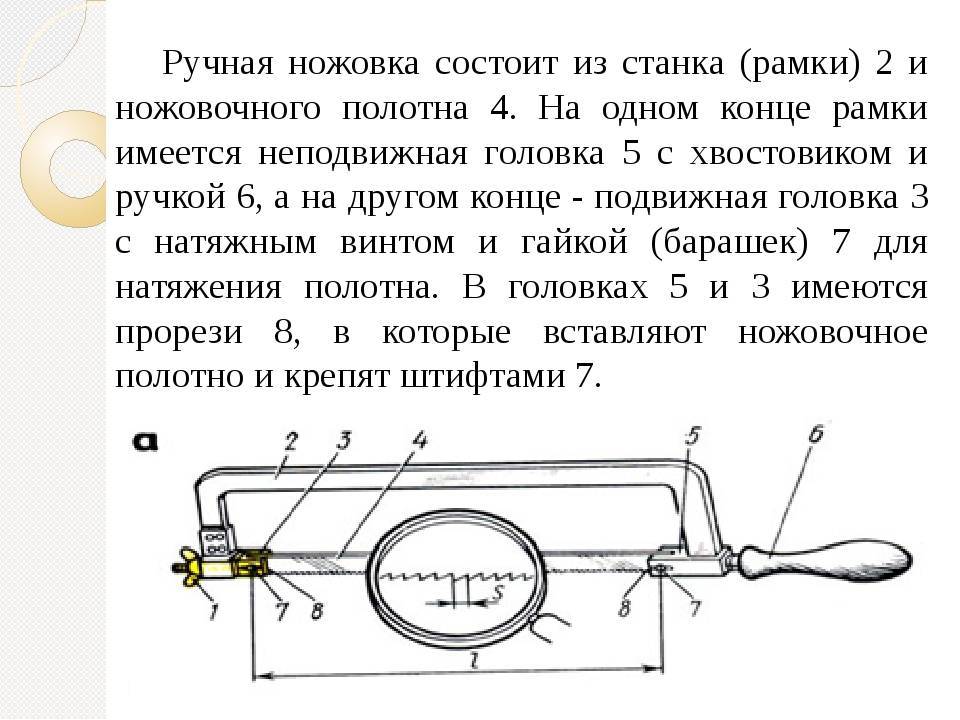
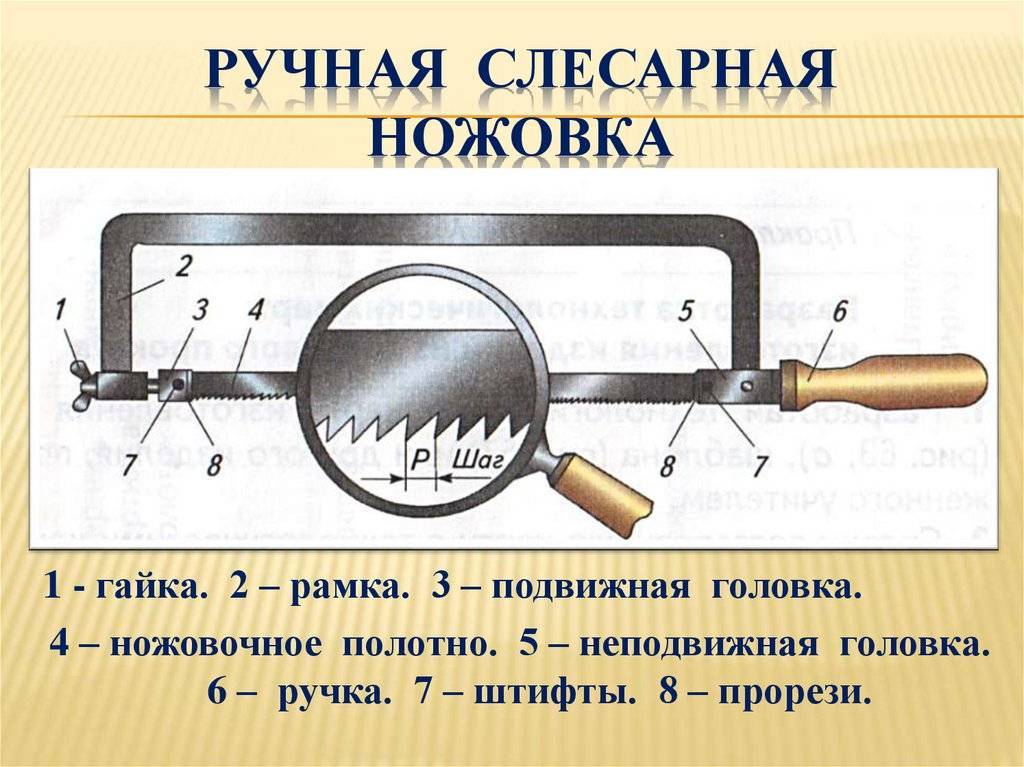
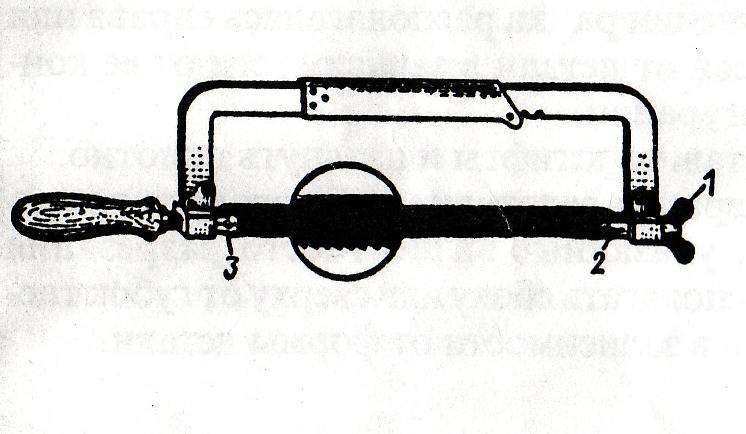
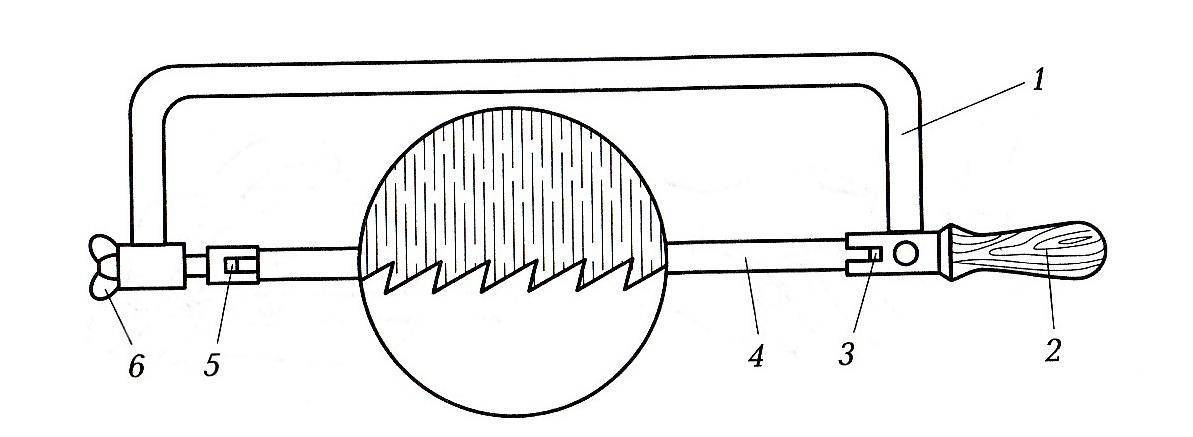
Конструкция ножовки по металлу
Самым распространенным и наиболее простым приспособлением для работы с металлом, конечно, является специальная ножовка по металлу, что внешне отличается от ножовки по дереву. Ножовка по металлу довольно часто применяется при строительно-ремонтных работах, когда нужно точно и аккуратно распилить не очень большие деревянные и металлические заготовки.
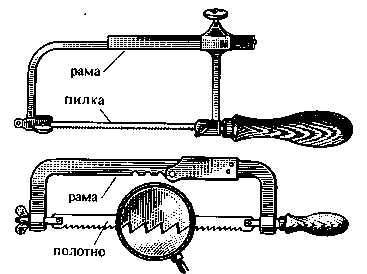
Конструкция ножовок по металлу является довольно простой: ножовочное узкое полотно растянуто между двумя концами металлической П-образной скобы. Рабочей частью подобной пилы выступает тончайшее полотно с зубьями, а работать с таким инструментом необходимо только двумя руками. Система крепления полотна бывает двух видов: зажим резьбовой — в таком случае натягивается полотно и далее фиксируется гайкой с барашком, механизм рычажный — когда полотно устанавливается и снимается при помощи специального рычажка.
Ножовки, в которых применяется второй способ установки и натяжки полотна, конечно, дороже первого варианта из-за своей универсальности, а также быстроты установки и снятия полотна. Главным преимуществом ножовок по металлу является то, что в отличие от электроинструмента, с помощью ножовки по металлу можно работать в полевых условиях, из-за того что не нужна электросеть. Среди прочих преимуществ ножовок по металлу — простота в роботе, обслуживании и небольшой вес.
Полотен для ножовок в продаже довольно большое количество. И, конечно, стоимость полотен тоже отличается. Цена ножовки по металлу зависит от типа полотна и количества зубьев на дюйм (биметаллические или с калеными зубьями). Биметаллические полотна редко ломаются, более гибкие и дороже стоят каленых полотен.
Это интересно: Нутромер индикаторный НИ 50 100 — поверка, измерение, настройка
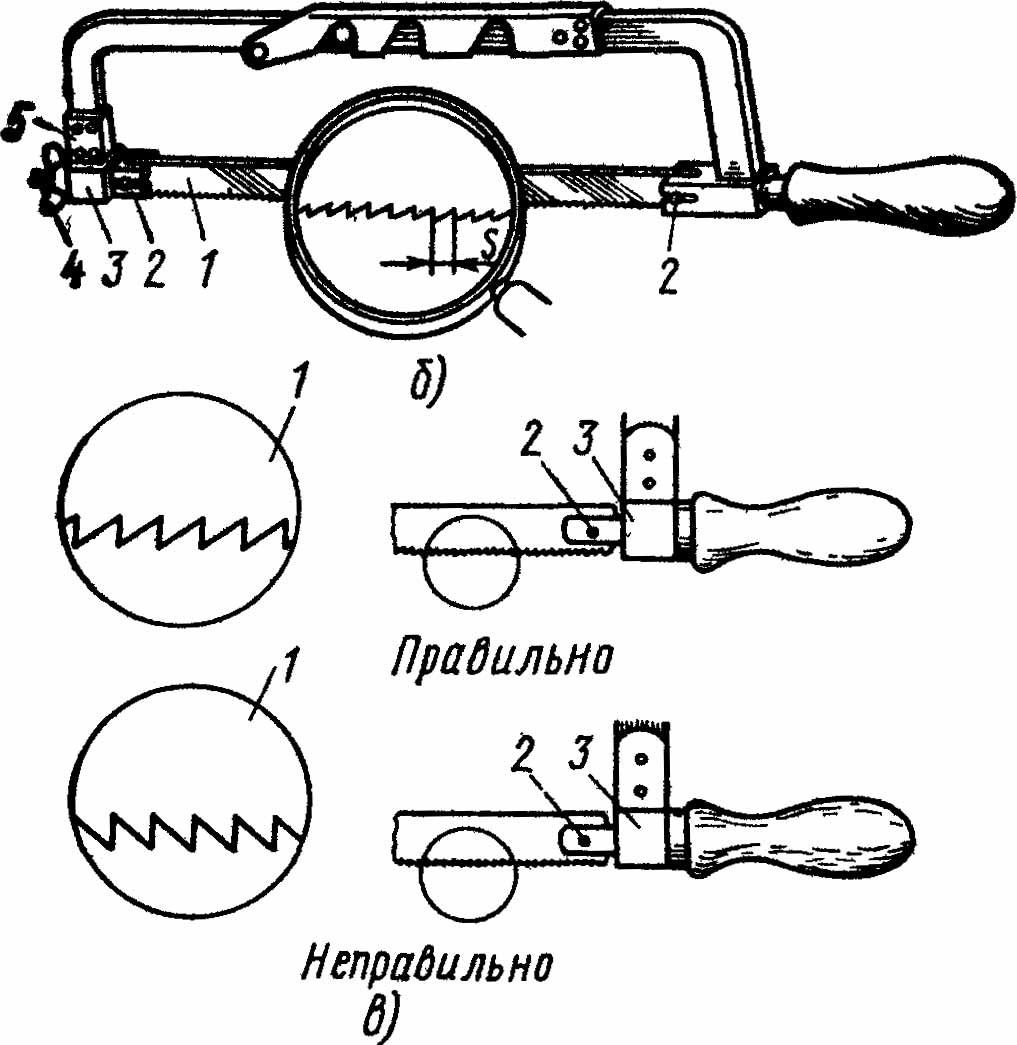
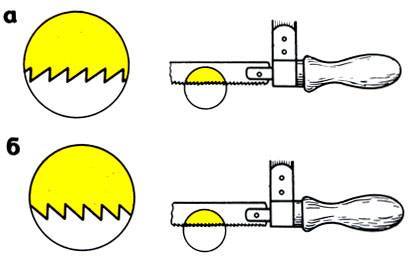
Резка металла с поворотом ножовочного полотна
а — без поворота полотна,
б — с повернутым на 90° полотном,
в — работа в замкнутом контуре
Ножовкой с полотном, повернутым на угол 90°, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка (рис. а), т. е. при глубоких прорезах.
1. Сборка ножовочного станка с поворотом полотна на 90°:
а) отпустить барашек и вынуть полотно из станка;
б) вставить полотно в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально (рис. б, в)
в) вставить штифты и натянуть полотно барашком.
Резание металла:
а) место прореза располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали;
б) соблюдать все правила резания, указанные выше.
***
Дисковая Пила Продольного Пиления Угол Заточки Зуба
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
В российских пилах в роли материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок (6, 15 и пр. цифра значит процентное содержание кобальта). У 6 твердость 88,5 HRA, у 15. 86 HRA. Зарубежные отечественные изготовители используют свои сплавы. Твердые сплавы состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, но зато размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и крепкость сплава.



Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. Материалом для пайки, скорее всего, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают последующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс). как в продольном, так и поперечном направлении. Пилы с большим углом наклоназадней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление
, а прямой, следующий за ним. чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.

В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки определяются назначением пилы. т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла. обычно 15°.
Величины углов заточки
определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как выбрать хорошую ножовку по дереву
И в быту, и на производстве предназначение ножовки по дереву – работа с деревом. Это может быть и брус, и доска, и деревянная вагонка, а может быть и работа по уходу за садом, где тоже нужна острая пила. Впрочем, могут быть и иные работы, к примеру заготовка дров или изготовление художественных рамок для картин, здесь тоже нужны пилы, но разные по характеристикам и назначению.
Назначение. Этот критерий обычно указывается в описании товара. Однако для опытного мастера в зависимости от типа полотна, формы зубьев, типа заточки и конструкции ручки определить назначение довольно просто:
- Общего назначения для несложных работ;
- Пила для грубых работ;
- Пила для точного реза;
- Пила для поперечного реза дерева;
- Ножовка для продольного роспуска;
- Садовая пила;
- Туристическая или специальная пила.
Длина и размеры. Классификация по размеру пильного полотна принято считать одной из наиболее информативных для выбора ножовки. При работе этим инструментом за один проход длина полотна должна минимум дважды перекрыть размер распиливаемой детали. А раз так, то длина в 30 см подойдет для несложных работ по дому и в саду. Стандартные полотна в 450-500 мм больше подходят под универсальные модели, поскольку они в состоянии работать с большинством пиломатериалов, начиная от вагонки и заканчивая стропильным брусом.
Для распила материала толщиной больше 300 мм лучше иметь не ножовку а двуручную пилу. Большинство плотницких работ обходится пилами длиной 450-500мм. Для высокоточных столярных работ уже потребуется целый арсенал, начиная от мелкой пилы с обушком и заканчивая тонкой лучковой пилой.
Размер и форма зубьев. Распил древесины ножовкой осуществляется во время движения пилы – зубья проходя по поверхности дерева, вгрызаются в него и выбирают раз за разом пропил. Эффективность этой работы зависит от нескольких факторов:
- Формы зуба;
- Количества зубьев;
- Их остроту и качество заточки;
- Ширину шага развода.
Для работы с грубым материалом, когда точность не столь важна, необходимы крупные зубья это позволит увеличить скорость распила. Для работы в строительстве обычно применяются ножовки с треугольным зубом – они дают ровный и аккуратный рез. Для продольной распиловки угол наклона зуба смещается вперед, а для точного распила ножовки имеют совсем небольшие зубья без развода.
Количество зубьев определяется по специальному коэффициенту «TPI». Это характеристика числа зубьев на 1 дюйм режущей поверхности.
Совет: В домашнюю мастерскую лучше подобрать пилы с большими, средними и маленькими зубьями. Это позволит охватить практически весь комплекс работ по хозяйству.
Большинство моделей на рынке сегодня имеет зубья классического вида – в форме равнобедренных треугольников. Они обеспечивают легкий и ровный рез. Так называемый «американский» зуб сложной формы в основном встречается на профессиональных версиях инструмента. Дело в том, что для его заточки необходимо иметь определенные навыки и обычным напильником здесь не обойдёшься.
Отличия зубьев по внешнему виду типу заточки и степени развода
Технологии обработки металла сегодня позволили создать пилы с закаленными резцами. Раньше закалке подвергалось все полотно, сегодня большинство производителей предлагают полотна с закалкой только режущей кромки. С одной стороны, это удешевило производство, с другой пильное полотно стало тоньше что облегчило работу с деревом.
В отличие от обычного металла с зубьями, выполненными методом штамповки пилы с закаленными зубьями, проходят процесс нарезки и заточки зубьев. Большинство фирменных пил сегодня затачивается именно таким образом, с высокой точностью и гарантией остроты режущего края. А вот обычные штампованные полотна придется не только править напильником, но и делать разводку через 1-2 недели работы.
Конструкция ручки. Для рабочего инструмента ручка всегда была особенной частью. Не зря мастера старались подогнать рукоятку ручки «под свою руку». Компьютерная техника позволила сделать удобную эргономичную форму рукояти. Для этого элемента сегодня используется высококачественный пластик с обрезиненной частью – ручка удобно ложится в руку, во время работы позволяет без потери управляемости принять любое положение хвата ладоней и пальцев.
Для пил изготавливается два основных типа рукояток:
- Перекидная универсальная для замены режущих полотен;
- Классическая – имеющая только одно полотно для работы.
Виды пильных полотен
При работе с ножовкой по металлу особое внимание следует уделять выбору пильного полотна. Полотна могут различаться по следующим параметрам:
- Размер полотна
- Высота зубьев
- Форма зубьев
- Количество пильных кромок
- Материал изготовление
О длине полотен было написано выше. Наибольшее распространение получили ножовки по металлу с полотном 300 (мм). Толщина ножовочного полотна может колебаться от 0,67 до 1,25 (мм). С ростом толщины полотна возрастают прочностные характеристики пильной части, но при этом будет расти и цена изделия.
Ширина полотна обычно составляет от 12,5 до 20-25 (мм). Как и в случае с толщиной, на прочность полотна оказывает влияние и ширина пильной части. Для широких полотен характерно использование зубьев увеличенной высоты, 1,5 (мм). Узкие и тонкие полотна обычно используют зубчатку высотой 1 (мм).
Полотна с наклонной зубчаткой обычно пилят в направлении на себя. Но если пилу развернуть, то можно будет пилить и от себя.
Пильные полотна по металлу с двухсторонней зубчаткой более долговечны, но и стоят они практически в два раза дороже, чем односторонние аналоги.
Хорошие пильные полотна изготавливаются на основе быстрорежущей инструментальной стали. Таким полотном допустимо резать сталь и сплавы практически любой прочности. При этом зубчатка не будет быстро тупиться и слизываться.



Разумеется, стоимость хороших пильных полотен всегда высока. Чтобы снизить цену зубчатки, производителям приходится идти на различные хитрости. Наиболее удачные в плане качества и цены являются биметаллические полотна. Такие изделия изготавливаются из разнородной стали. В полотнах этого типа зубчатка, то есть край режущей кромки, изготавливается на основе быстрорежущей инструментальной стали. Остальная часть полотна – дешевая углеродистая сталь, единственным преимуществом которой является наличие хороших пружинящих свойств.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Как правильно резать ножовкой
Освоить технику резки ножовкой по металлу несложно
Важно придерживаться следующих рекомендаций
Разрез полотно обеспечивает только при движении вперёд. Поэтому на данных промежутках оказываются физические усилия. При возврате в исходное положение давление на пилу ослабляется, слегка приподнимается рукоять. Такие манипуляция продлевают срок службы полотну.
Для работы следует выбирать инструмент с удобной ручкой. Предпочтение отдаётся П- и Г-образным формам. Рукоятка в виде трубчатой палочки при пилении скользит, не позволяет прочно фиксировать ножовку двумя руками.
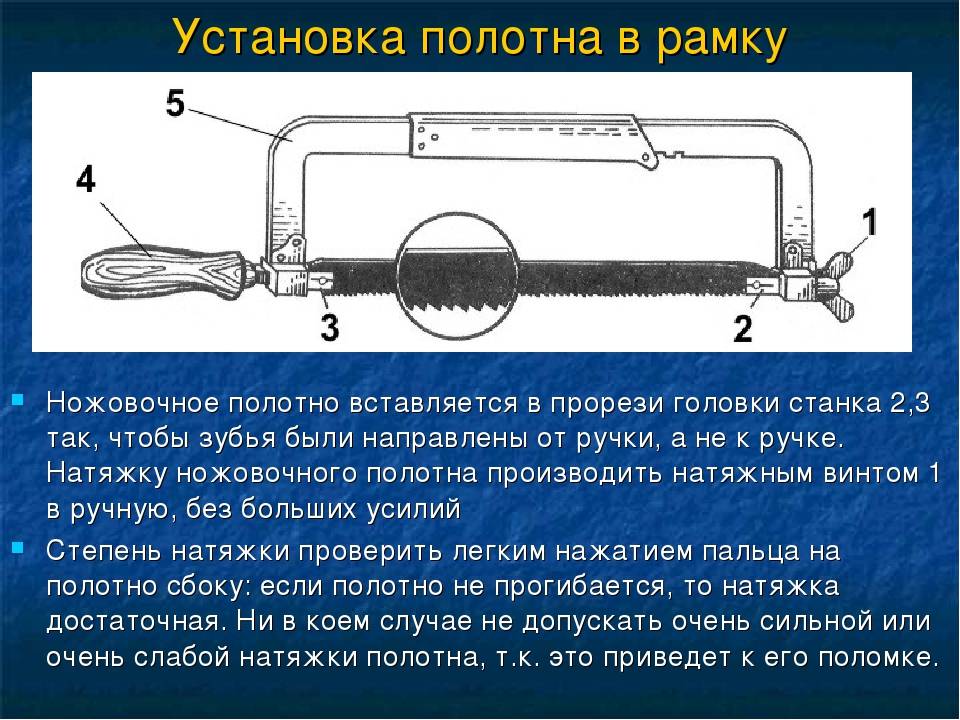
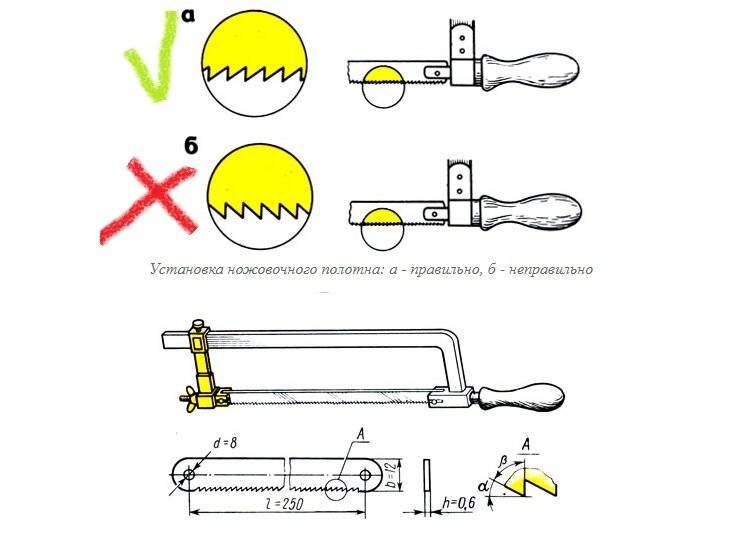
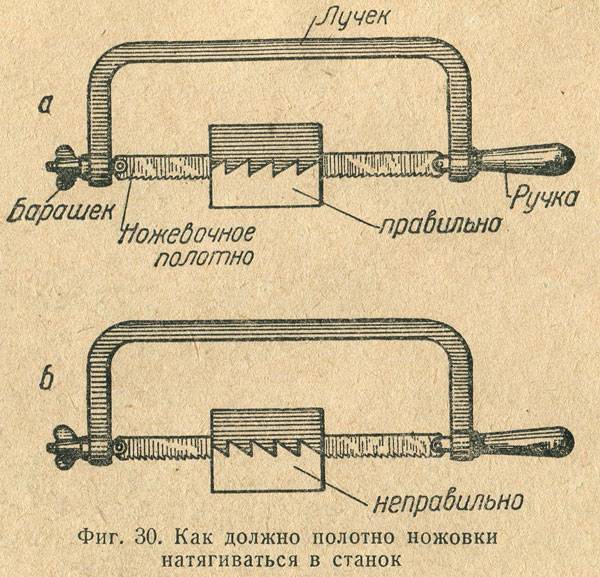
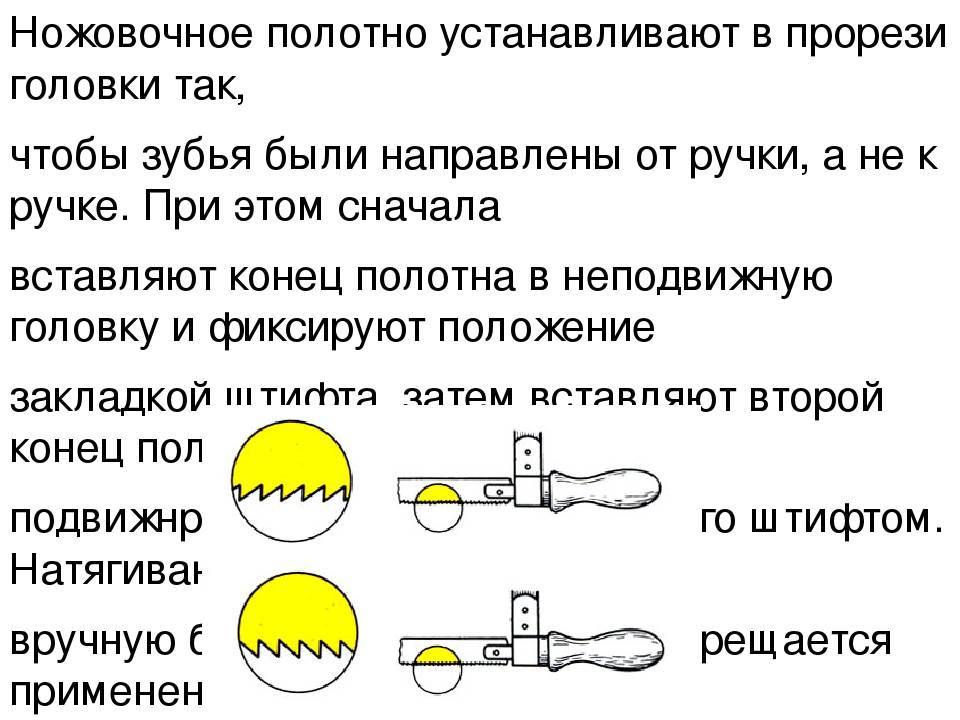
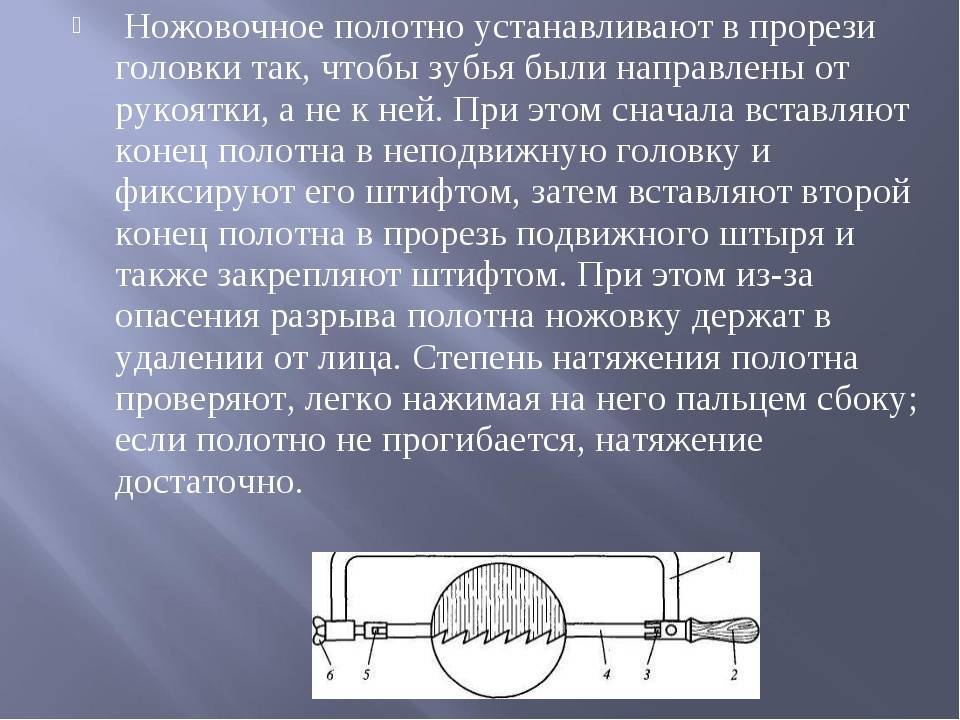
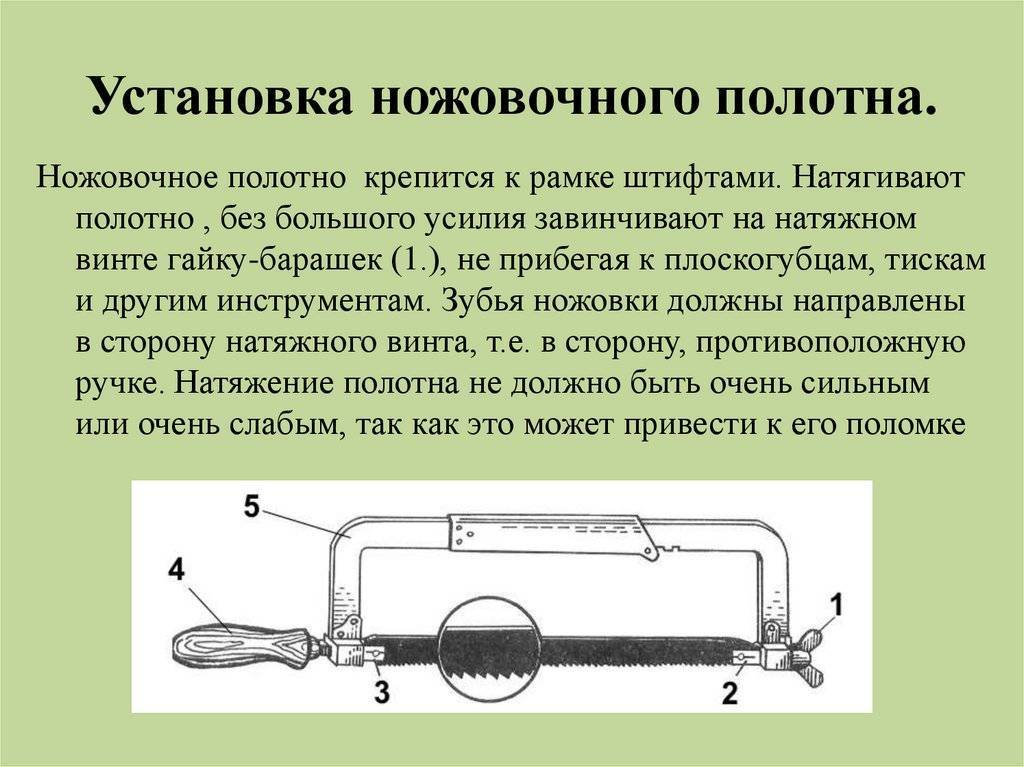
Установка полотна осуществляется с учётом расположения зубцов
Они должны направляться в сторону резчика (мастера).
Если используется раздвижная модель, начинать установку режущего элемента нужно с регулировки длины инструмента с учётом размера полотна.
При установке полотна необходимо уделить внимание натяжке. Перетягивание режущего элемента чревато его поломкой при малейшем перекосе
При недостаточной натяжке резать будет невозможно, полотно то и дело будет соскальзывать с поверхности обрабатываемого материала.
Чтобы избежать сильного нагрева, рекомендуется в область разреза нанести несколько капель масла.
При пилении металлической трубы или уголка нет нужды доводить распил до конца. Иногда раскраиваемую деталь попросту ломают путём сгибания провисающей части. Но пройти ножовкой нужно как минимум половину толщины заготовки.
Для получения ровного среза деталь лучше фиксировать в тисках
Это особенно важно при работе с трубами и уголками.
При работе с твёрдым металлом нужно прилагать большие усилия при движении инструмента от себя. Это позволит зубцам быстрее погрузиться в плоть
Степень усилий должна регулироваться в зависимости от плотности используемой заготовки.
Если нужно распилить тонкий листовой металл, его зажимают между двумя брусками, фиксируют в тисках. Высвобождают деталь только после завершения раскроя.
Теоретически раскроить ножовкой можно довольно толстый металл, но для этого потребуется приложить немало усилий, потратить много времени. Поэтому массивные заготовки режут альтернативными способами. А для труб лучше использовать труборез, так как обычное полотно по металлу при проходе по цилиндру соскальзывает, что чревато получением неровного среза. Ручному инструменту посильна работа с толстым листовым металлом, трубами, арматурой, профильным прокатом.





