

Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
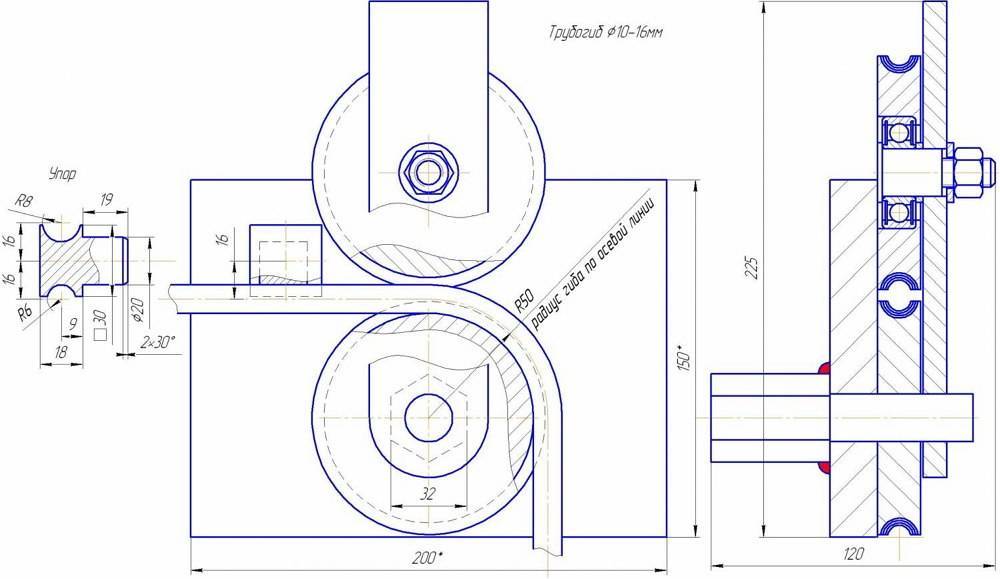
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
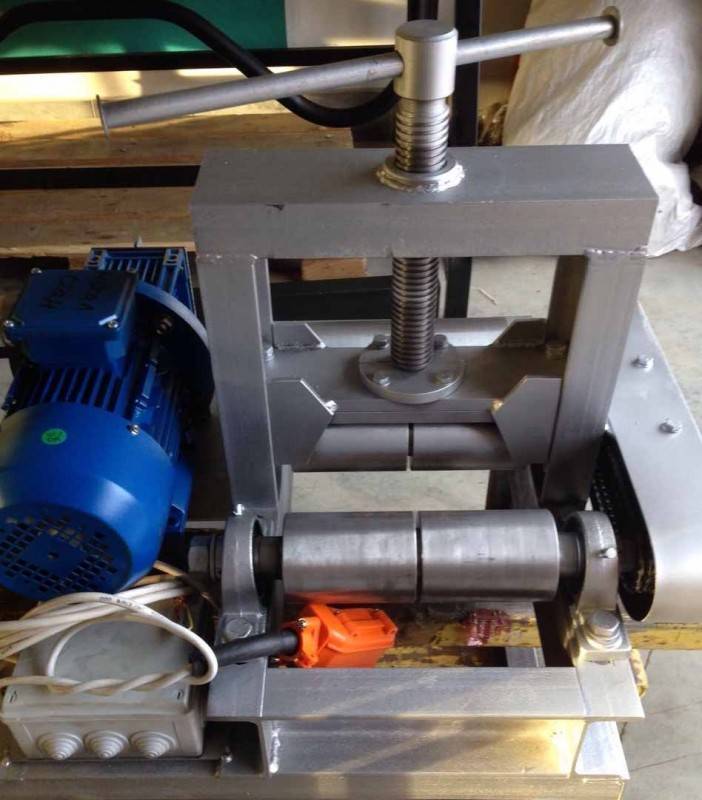
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.
Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
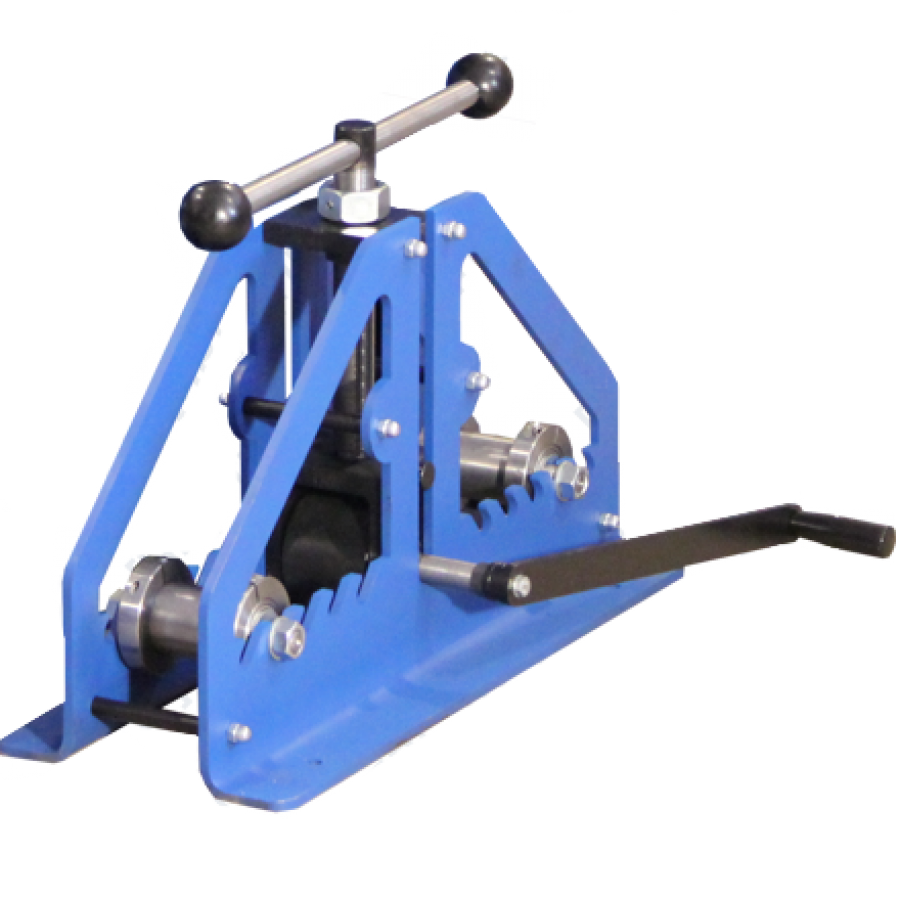
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.
Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.
Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное — не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
Расчет радиуса изгиба
Правильный расчет радиуса зависит от диаметра изделия. В примере дана методика расчета для сечения 1.6 см.
Чтобы изгиб получился ровным, необходимо получить 1/2 окружности. Если диаметр изделия равен 1.6 см, то его радиус будет 80 мм. Для расчета отправных точек правильного изгиба необходимо воспользоваться формулой C = 2πR/4, в которой:
- С – размер отрезка, на котором нужно выполнить изгиб;
- π – значение пи = 3.14;
- R — радиус.
Подставив известные значения, получаем длину участка, достаточную для выполнения изгиба 2*3,14*80 мм /4= 125 мм.
Затем нужно перенести полученное значение на изделие и выбрать его середину, которая будет равной 62.5 мм. Центр отрезка составит середину изгиба. Затем берется капроновая бечевка, которой измеряется заглубление отправки.
Для этого следует привязать к отправке бечевку и запустить ее на необходимое расстояние внутрь изделия. Бечевкой также выполняется извлечение кондуктора после завершения работ.
Далее требуется плавно загнуть изделие, начиная от середины отмеченного отрезка и извлечь оправку. Следует одновременно пользоваться и внешней, и внутренней оправкой, чтобы предотвратить образование деформации на сгибах. После завершения описанных манипуляций материал готов к монтажу.
Как сделать трубогиб своими руками инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.







Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
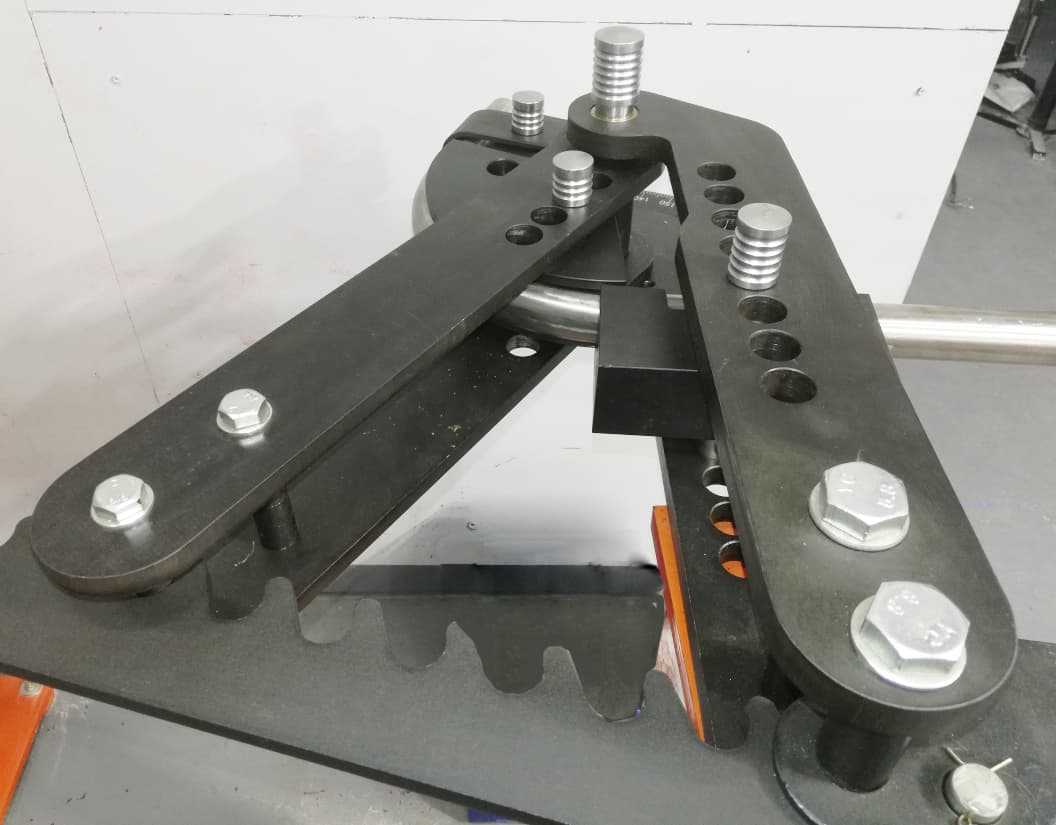
Как согнуть трубу? | BigBender
Если Вы раньше никогда не пользовались трубогибами, которые действуют методом намотки на оснастку, у Вас могут возникнуть вопросы при работе над первым проектом. Самый распространенный вопрос, с которым к нам обращаются покупатели: «Как согнуть трубу? Как правильно разметить трубу для гибки?»
Предлагаем Вашему внимание простую инструкцию по гибке труб на трубогибах BigBender. С ее помощью Вы сможете легко и с большой точностью изготавливать дуги, детали рам и каркасов безопасности, силовых бамперов, багажников и др
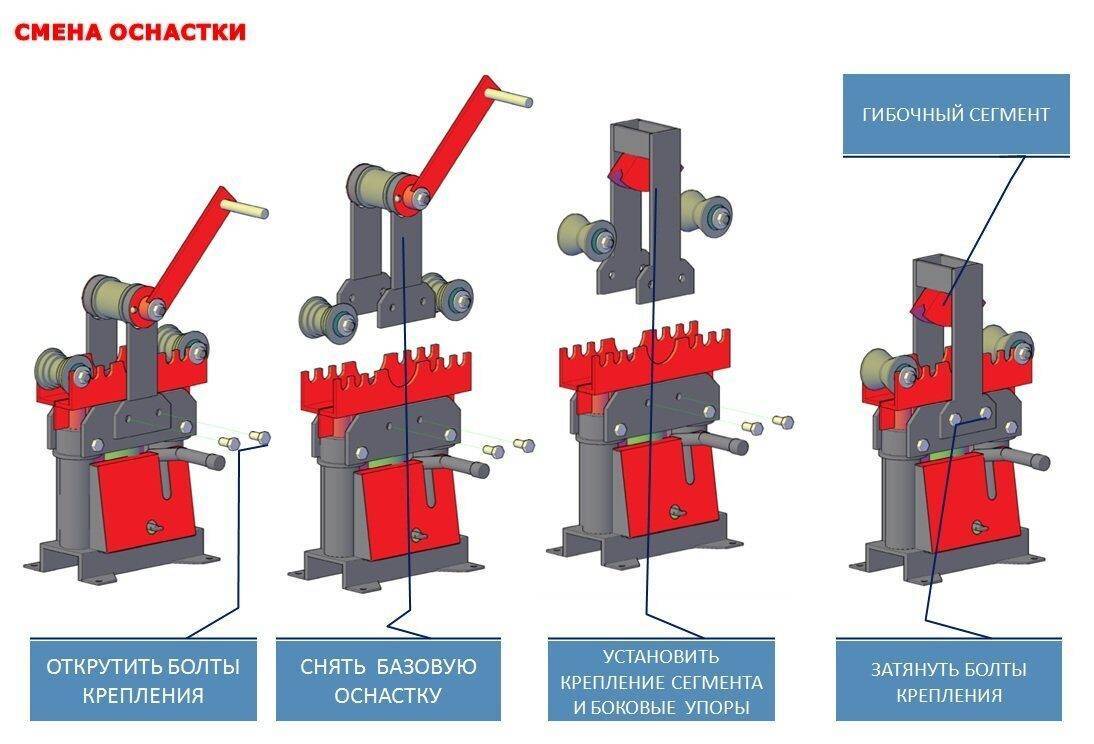
Изготовление шаблона
Возьмите отрезок трубы того же диаметра, что и труба, которую предстоит гнуть, длиной 750мм. Если Вы работаете с трубами разного диаметра, то нужно изготовить несколько шаблонов; под каждую трубу — свой.
- На расстоянии 150 мм от края прочертите линию по всей окружности трубы (тонким резцом на токарном станке, ножовочным полотном, краской или маркером)
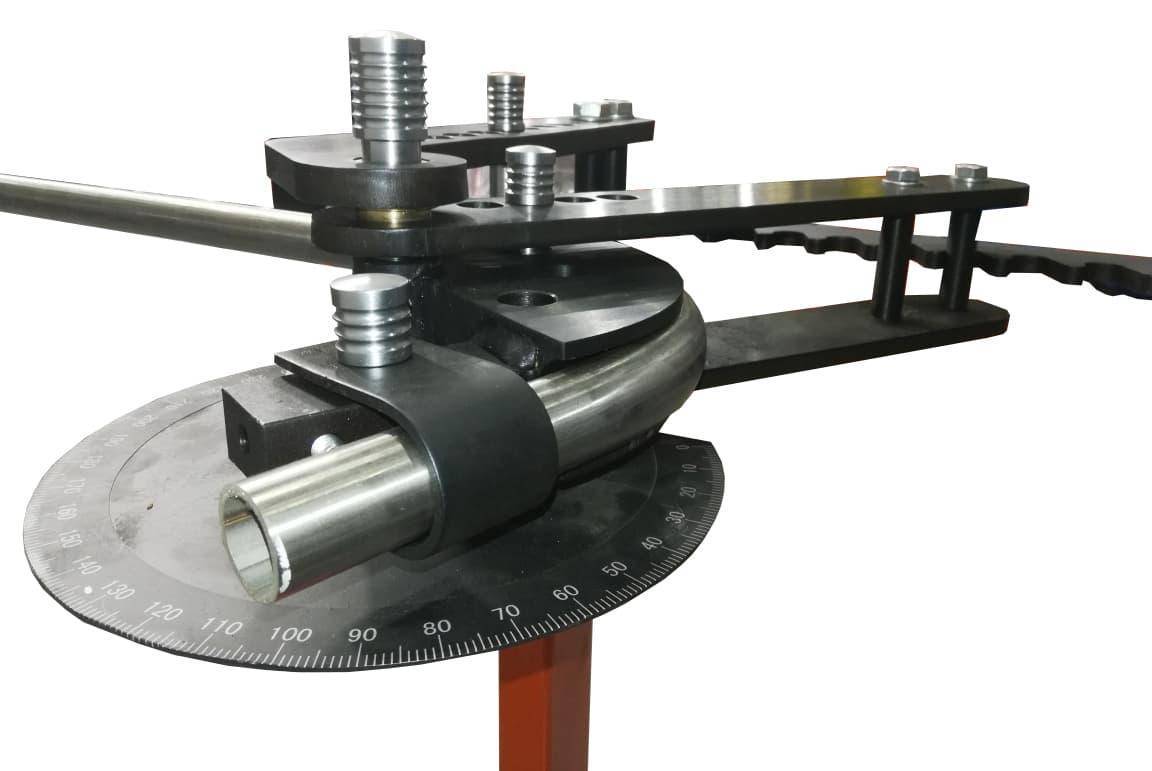
Установите заготовку для шаблона в трубогиб чтобы линия шаблона находилась точно напротив края гибочного ролика (см. рис) и согните ее точно на 90º. Проверьте результат гибки угольником. Если заготовка согнута меньше, чем на 90º, установите ее в трубогиб снова и догните. Главное — не перегнуть заготовку, т.к. в этом случае шаблон будет испорчен, и придется начинать все сначала.
Гибка изделия
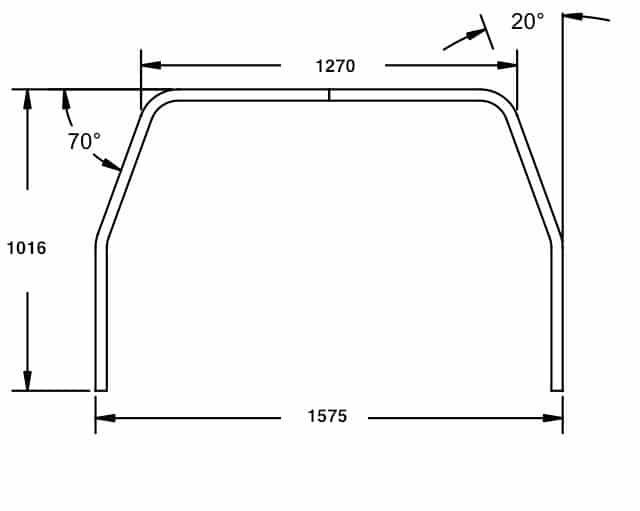
Общая длина заготовки для дуги при гибке: L = w + 2 * h
w — ширина изделия в самом широком месте
h — высота изделия в самом высоком месте
В случае с деталью из примера: L = 1575 + 2 * 1016 = 3607
Лучше взять заготовку чуть большей длины и отрезать лишнее, чем после гибки обнаружить, что не хватает нескольких сантиметров.

Отрежьте заготовку нужной длины и отметьте на ней центр. Отступите от центра расстояние, равное половине ширины верхней части дуги. Приложите к заготовке шаблон так, чтобы внешний его край совпадал со сделанной на заготовке отметкой. Поставьте на заготовке вторую отметку точно напротив линии на шаблоне. Это будет точка начала гиба. Установите трубу в трубогиб так, чтобы точка начала гиба совпадала с краем гибочного ролика и согните трубу на нужный угол
ВАЖНО: при гибке труба пружинит, поэтому, ее нужно перегибать на несколько больший угол, чем требуется. Величина поправки зависит от многих факторов: материал трубы, толщина стенки, радиус трубы итд
и вычисляется экспериментально. Перед началом чистовой гибки необходимо сделать несколько тестовых гибов на обрезках и выяснить, какой должна быть поправка для используемого Вами материала.
Аналогичным образом найдите стартовую точку для второго гиба и сделайте второй гиб. Помните про поправку на перегиб. Следите за тем, чтобы при гибке уже сделанный гиб находился в одной плоскости с трубогибом. Для этого можно использовать строительный уровень или электронный угломер.
Сотрите старую отметку центра заготовки. Измерьте расстояние между гибами и поставьте новую метку точно по центру между гибами. При гибке неизбежно вносятся погрешности, поэтому реальный центр изделия будет находиться немного не там, где Вы его запланировали. Эти погрешности нужно учесть для продолжения работы.
Приложите к детали шаблон так, чтобы внешний его край находился на расстоянии, равной половине ширины изделия. Нанесите на заготовку стартовую точку гиба напротив линии на шаблоне. Установите трубу в трубогиб и согните ее на нужный угол. С помощью уровня следите за тем, чтобы все гибы были в одной плоскости.
Аналогичным образом найдите стартовую точку для следующего гиба и согните трубу.
После того, как все гибы будут сделаны, отрежьте излишки трубы. Дуга готова!
Описанный способ наилучшим образом подходит для гибки труб с помощью трубогибов BigBender Mk2 и Mk3, когда в Вашем распоряжении нет специальных программ для расчета гибки. Если Вам предстоит гнуть более сложные изделия, рекомендуем Вам использовать ПО BendTech или рисовать чертежи изделия в системе SolidWorks.
Сохранить
Сохранить
Сохранить
www.bigbender.ru
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
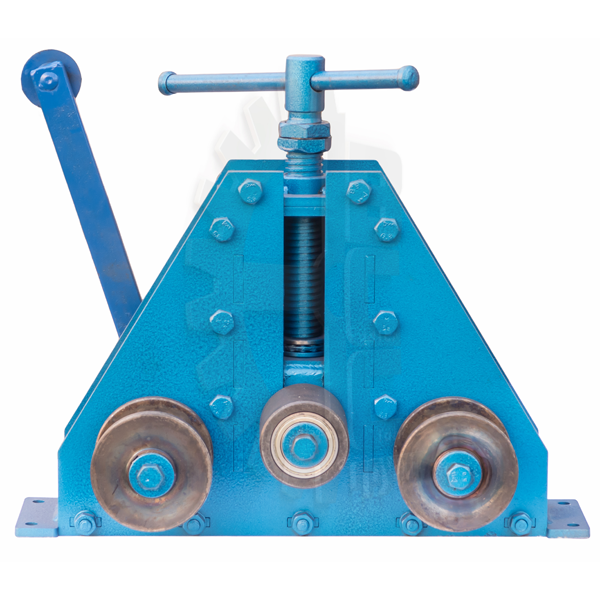
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
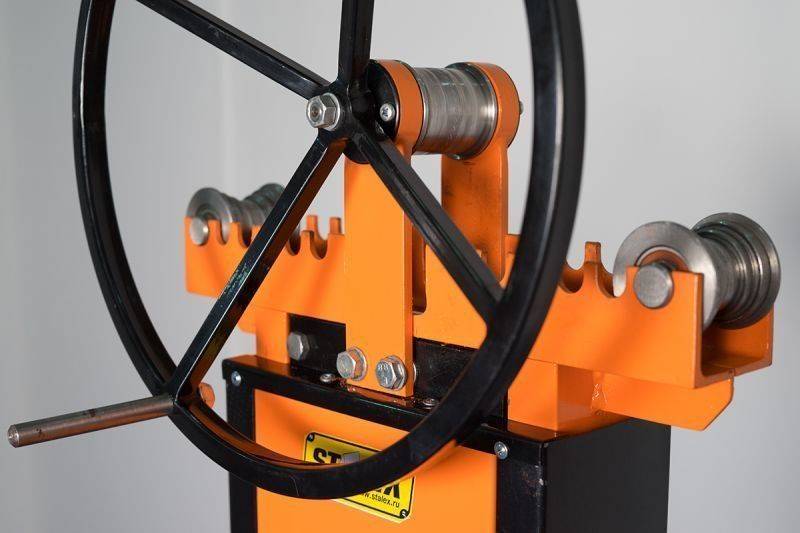
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.






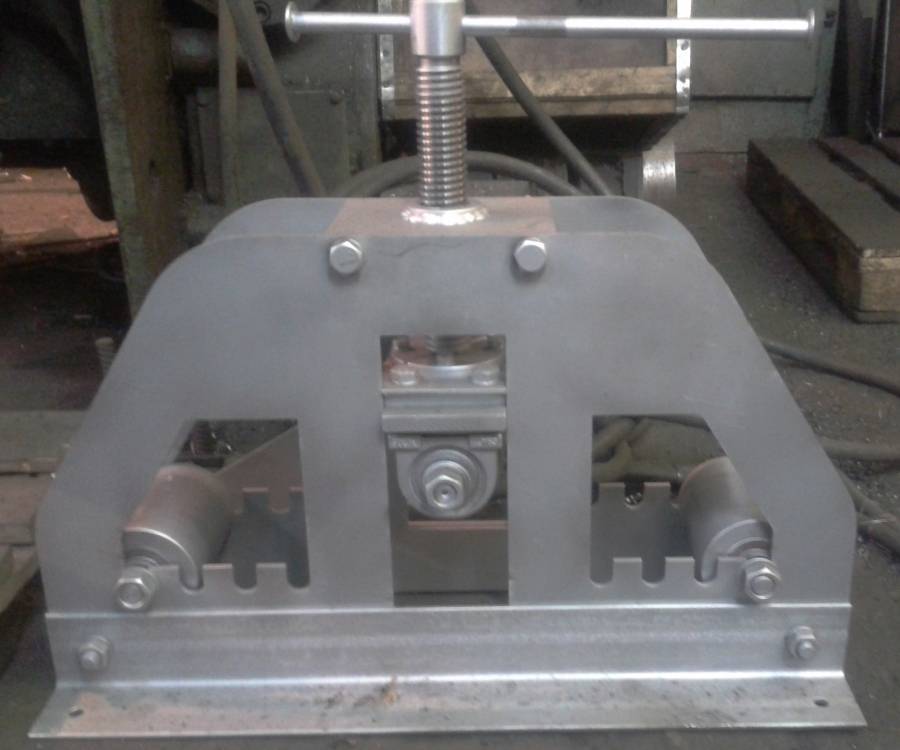
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
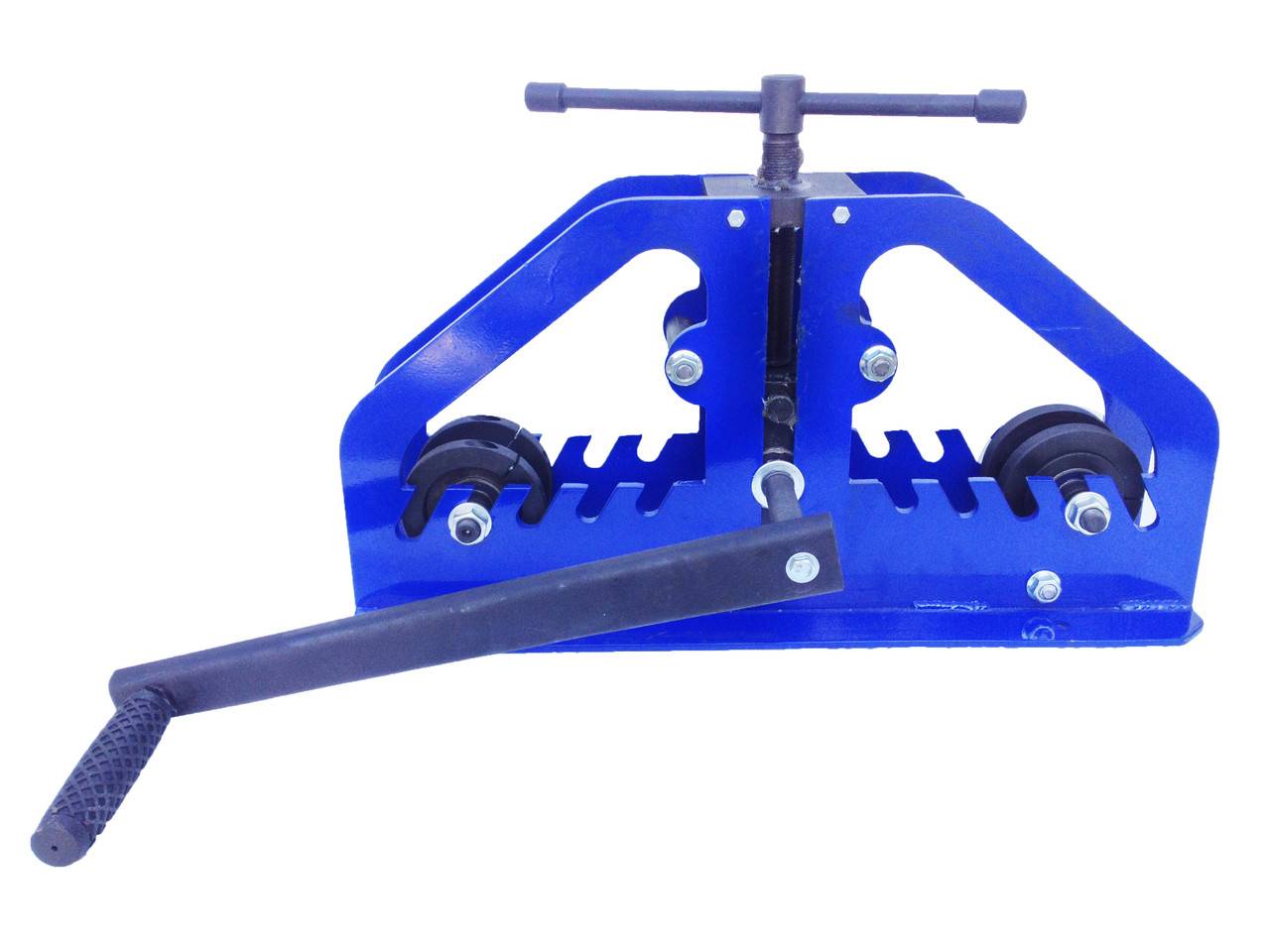
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.






Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
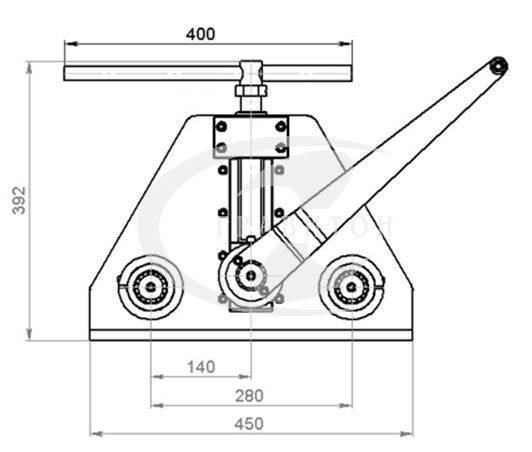
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Особенности трубогиба
- Трубогиб использует сенсорный экран для добавления модуля числового управления , операции диалогового типа, простой настройки программы;
- Конструкция устойчива, не деформируется;
- Для каждого файла можно установить 16 углов изгиба, в памяти можно сохранить 16 наборов файлов;
- Функция медленного позиционирования, стабильный угол изгиба, точность повторения достигает ± 0,1 °;
- Сообщение об ошибке отображается на экране, помогите оператору немедленно устранить;
- Обеспечить собственные исследования и разработки координат преобразования стоимости обработки трубы, программное обеспечение можно приобрести и установить на настольный компьютер для редактирования расчета.
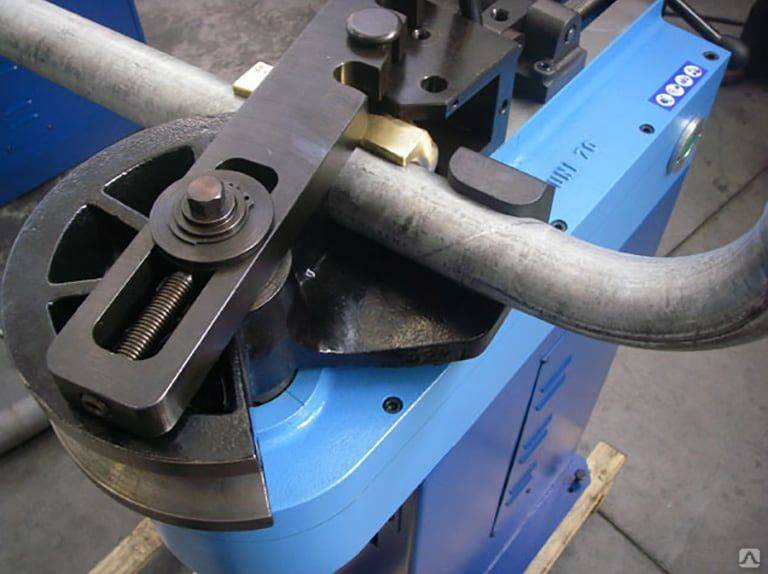
Изгиб труб методом обкатки
Если ручной трубогиб для стальных труб работает по методу обкатки, то труба помещается между роликами. Один из них неподвижный, другой – обкаточный. Труба неподвижно крепится на гибочный шаблон. По дуге вокруг него, совершая обратно-поступательные движения, перемещается ролик и прижимает с некоторым усилием трубу, формируя постепенно необходимый радиус изгиба. Такие трубогибы не предполагают применения дорнов, поэтому минимальный радиус изгиба составляет 3-4 трубных диаметра.
В гибочном шаблоне размер ручья должен совпадать с наружным диаметром трубы. На качество изгиба влияет расстояние между трубой и обкатывающим роликом. При малом расстоянии для создания изгибающего момента необходимо приложение больших усилий, что приводит к сильной овализации трубы. Очень большой зазор влияет на поперечное сечение, которое стает неодинаковым на изогнутом отрезке трубы.
Рекомендуемые значения зазора в зависимости от диаметра составляют: при диаметре трубы от 5 до 10 см – от 6,35 до 12,7 мм; при диаметре меньше 5 см – 6,35 мм.

Чтобы согнуть трубу методом обкатки, понадобится шаблон нужного размера





