

Как пользоваться индикаторным нутромером: инструкция по применению
Порядок действий здесь тот же, что и в прошлом случае: сначала необходимо выполнить настройку прибора, и только после этого можно будет переходить к его непосредственному применению. Расскажем, как решить каждую из этих задач.
Поверка
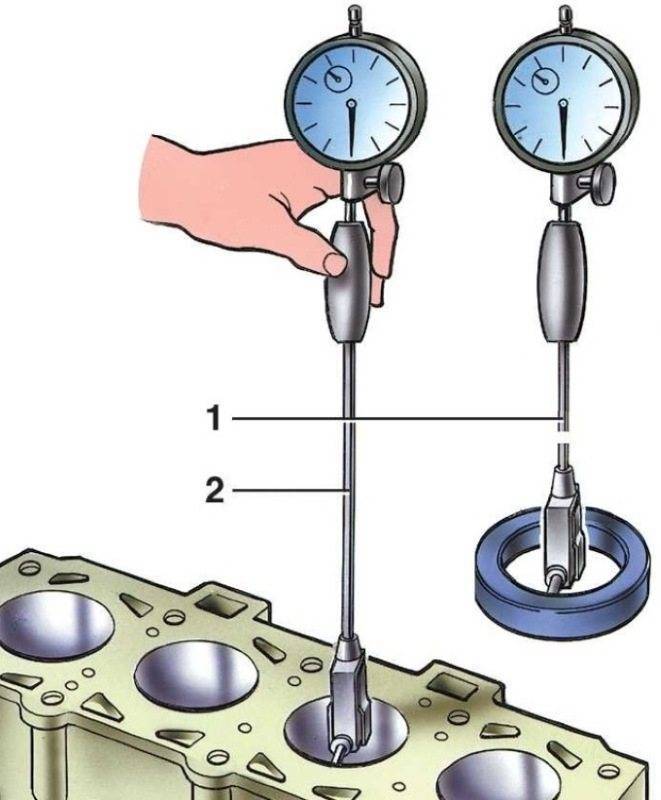
Для выяснения степени точности проведения измерений и обнуления подойдет калибровочное кольцо или (если его нет) концевая мера, но только со струбциной.
Для обнуления необходимо сделать следующее:
- подобрать подходящий сменный стержень и установить его на металлическую штангу выбранной модели;
- задать устройству соответствующий размер и обеспечить достаточный прижим стопорного винта;
- зафиксировать втулку стебля (а с ней и весь инструмент) в тисках;
- вращать головку до тех пор, пока стрелка не встанет ровно на нулевую отметку.
Калибровка нутромера проводится в уже описанных условиях, актуальных и при эксплуатации: при влажности воздуха до 80% и температуре окружения до 25 градусов Цельсия. Обнулять прибор все так же следует перед каждым использованием. Интервал между поверками, опять же, 1 год, хотя можно осуществлять их и чаще – в случае возникновения каких-то подозрений в том, что текущая погрешность превышает допуски. Главное – придерживаться при этом требований МИ 2192-92.
Соблюдение всех этих нюансов позволит стабильно поддерживать должные характеристики инструментов, а именно:
- диаметр отверстий – от 6 мм;
- цена деления – 0,01-0,001 мм;
- шаг – 1-10 мм (в зависимости от конкретной модели);
- погрешность – 0,15-0,025 мм.
Как правильно провести замер нутромером индикаторного типа
Для этого необходимо выполнить такую последовательность действий:
Расположить инструмент внутри отверстия должным образом, то есть так, чтобы стержень шел под углом в 90 градусов к оси заготовки
При этом внимательно смотрите, куда отклоняется стрелка и корректируете положение стебля с помощью легких покачиваний; обратите внимание, движение вправо говорит, что реальное сечение полости меньше, чем у образца, влево – о том, что оно больше.
Снять фактические значения с обеих шкал – и с меньшей, отражающей миллиметры, и с большей, с сотыми долями мм.
Провести расчеты, приплюсовав диаметр образца.. Посмотрим, как снять показания нутромера на практике, с реальными цифрами
Посмотрим, как снять показания нутромера на практике, с реальными цифрами.
Допустим, что при проведении измерений вы зафиксировали отклонение стрелки влево на 12 делений. В таком случае умножаете полученную цифру на 0,01, то есть на цену. Произведение равно 0,12 мм. Исходный, эталонный диаметр уже известен – 10 мм – значит, остается лишь приплюсовать полученное значение.
10 + 0,12 = 10,12 мм – вот реальное сечение.
Не так уж и сложно, верно? Есть лишь один нюанс – в случае очень глубоких отверстий могут дополнительно применяться удлинители – специальные стержни, входящие в комплектацию прибора.
Для закрепления материала посмотрите, как правильно мерить нутромером индикаторным, видео ответит на те вопросы, которые могли у вас возникнуть.
Нутромер микрометрический — как пользоваться с фото и подробным описанием
Пользоваться микрометрическим нутромером не сложно, но есть некоторые трудности, с которыми сталкиваются новички, что в итоге приводит к получению неправильных значений. Рассмотрим, технологию работы штрихмасом для измерения широких или больших отверстий.
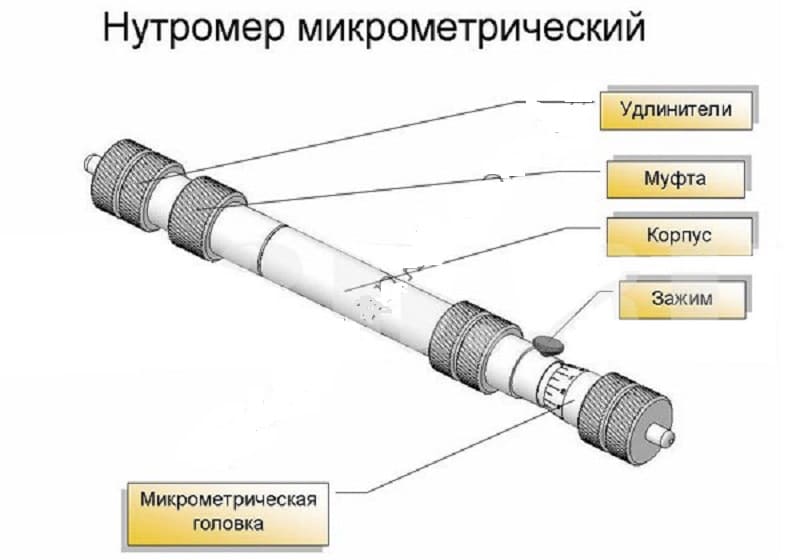
Для начала нужно правильно подготовить инструмент к работе. Имеется в виду не его настройка, выполненная в предыдущем пункте, а использование соответствующих удлинителей, размер которых зависит напрямую от диаметра измеряемой детали. Для этого следует воспользоваться штангенциркулем, которым измеряется внутренний диаметр детали.
Измеренное штангенциркулем приблизительное значение поможет подобрать необходимый удлинитель для прибора. Теперь разберемся, как подобрать необходимый удлинитель. На головке прибора указывается его общая длина, например, 75-88 мм или 50-63 мм (зависит от модели прибора). Первое значение говорит о длине без наконечника, а второе — с наконечником
Важно не путать с ГОСТом, так как на головке также указывается номер ГОСТа, например, в виде ГОСТ 10-75, как показано на фото ниже.
Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента.
Когда известна общая длина инструмента, а также ориентировочный размер отверстия, которое предстоит измерить нутромером для получения точных значений, не составит подобрать подходящий удлинитель. Удлинители также имеют маркировку, поэтому, если длина измеряемого отверстия составляет 104 мм, тогда к инструменту прикручиваем удлинитель размером 40 мм (для прибора размером 50 мм)
Если подходящего удлинителя в наборе нет, тогда собираем его из нескольких составляющих, например, 25 мм и 15 мм.
Самая сложная часть работ выполнена, и теперь остается произвести измерения. Располагаем прибор внутри отверстия и, вращая барабан, добиваемся соприкосновения наконечников с внутренними стенками детали.
Прибор должен располагаться в центре детали. Наконечники не должны слишком плотно прижиматься к стенкам, а с незначительным (очень легким) усилием. После этого следует зафиксировать стопорный винт.
Извлекаем прибор из детали, и проверяем качество фиксации съемного наконечника. Если его крепление ослабло, нужно подтянуть, и произвести повторные измерения.
После извлечения прибора приступаем к снятию показаний. Если пользовались микрометром, то трудностей с определений показаний нутромера не возникнет.
Если же впервые слышите о микрометре, тогда показания снимаются следующим образом — сначала считаем общую длину прибора вместе с наконечником. Если используем инструмент длиной 75 мм и головку 25 мм, тогда сразу получаем 100 мм. Далее смотрим на шкалу, и считаем количество рисок. На какую шкалу нужно смотреть? Здесь многие очень часто путаются, но все очень просто
Обратите внимание на расположение ноля. Если он расположен сверху, значит, отсчитываем верхние риски, деление которых равно 1 мм.
По примеру на фото видим 4 риски, то есть 4 мм
Последняя риска точно совпадает с барабаном, и снизу после нее нет больше рисок, поэтому на нижнюю шкалу не смотрим. Теперь считаем сотые доли мм по нониусной шкале. Смотрим на отметку нониуса, которая совпадает с продольной шкалой. Цена деления нониуса равна 0,01 мм, поэтому по примеру видим, что значение составляет 0,01 мм. Складываем полученные данные, и получаем: 100 + 4 + 0,01 = 104, 01 мм. Это точный диаметр отверстия измеренной детали.
Это интересно! Чтобы убедиться в правильности проведенных измерений, рекомендуется повторить процесс, но уже измеряя расстояние (диаметр) внутренней поверхности заготовки в другой плоскости.
Справедливости ради нужно отметить, что нижняя шкала на нутромере имеет деление 0,5 мм. Как видно из описания, пользоваться микрометрическим нутромером совсем не трудно, и с этой задачей справится каждый, если предварительно прочитает инструкцию. На видео ниже показано, как пользоваться микрометрическим нутромером, особенности его настройки и считывания показаний.
https://www.youtube.com/watch?v=hyqEwtqDxNY
Не забывайте учитывать погрешность прибора. Ее величина обязательно указывается в паспортных данных к каждой модели.
Принцип работы и характеристики индикаторных нутромеров
Технические характеристики инструмента индикаторного типа определяются несколькими параметрами:
- предел погрешностей;
- диапазон значений на шкале;
- методы контроля приборов;
- способы поверки.
Прибор способен измерять отверстия размером от 6 мм с погрешностью 0,015-0,025 мм. Предел погрешностей увеличивается, если во время работы увеличивается измерительное усилие прибора.
Принцип действия индикаторного нутромера заключается в определении степени отклонения измеряемого отверстия от выставленного размера. Прибор чувствителен к перепадам температуры, поэтому ручка должна состоять из металла с низкой теплопроводностью. При использовании инструмента с низкой ценой деления от нагрева руки значения изменяются.
Какие бывают нутромеры
Их классификация довольно условна, но все же, по способу проведения замеров их разделяют на:
Микрометрические – позволяют определить реальную длину, абсолютным методом.
Индикаторные – получают все значения относительным путем, то есть сравнивая их с уже настроенным шаблоном.
По форме головки они могут быть:
- сферические – все поверхности расположены на одной окружности;
- цанговые – со своеобразным цилиндром в завершающей части;
- кромочные – с пересекающимися осями, образующими острие в форме стрелы.
По виду передачи:
- рычажные;
- клиновые;
- конусные.
По числу точек соприкосновения:
- двухконтактные – наиболее распространены;
- трехконтактные (пассиметры) – с одним подвижным наконечником.
По рабочему диапазону:
- узкого – 18-50 мм;
- широкого – 3-1000 мм.
Также существует разделение, есть ли нониус или же его нет, электронная ли головка или же механическая, и поменее важным параметрам.









Какие бывают нутромеры
Их классификация довольно условна, но все же, по способу проведения замеров их разделяют на:
Микрометрические – позволяют определить реальную длину, абсолютным методом.
Индикаторные – получают все значения относительным путем, то есть сравнивая их с уже настроенным шаблоном.
По форме головки они могут быть:
- сферические – все поверхности расположены на одной окружности;
- цанговые – со своеобразным цилиндром в завершающей части;
- кромочные – с пересекающимися осями, образующими острие в форме стрелы.
По виду передачи:
- рычажные;
- клиновые;
- конусные.
По числу точек соприкосновения:
- двухконтактные – наиболее распространены;
- трехконтактные (пассиметры) – с одним подвижным наконечником.
По рабочему диапазону:
- узкого – 18-50 мм;
- широкого – 3-1000 мм.
Также существует разделение, есть ли нониус или же его нет, электронная ли головка или же механическая, и поменее важным параметрам.

Виды нутромеров
В технической документации и ГОСТах не прописана единая классификация инструмента. Есть несколько признаков, в соответствии с которыми принято делить индикаторный штихмас:
В зависимости от конструкции, существует несколько видов индикаторного штихмаса:
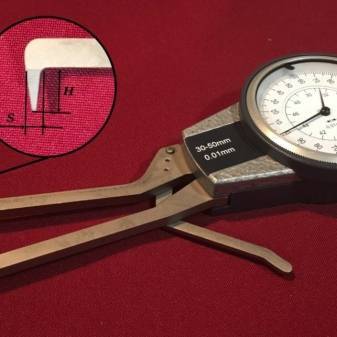
Нутромер рычажный позволяет провести замеры относительным методом, то есть по степени отклонения от шаблона в большую или меньшую сторону. Это достигается благодаря тому, что стержень подвижный.
Чаще других можно встретить контактные поверхности кромочного, плоского типа. Диапазон измерений, промаркированных на шкале, соответствует названию модели (НИ 6-10, НИ 18-50, НИ 50-100). Нутромер индикаторный является относительным средством определения параметра, так как для определения параметра нужен образец, с которым сравнивают паз.
Назначение
В современных условиях использование нутромера только приветствуется, а зачастую и необходимо – потому что позволяет задать и реализовать универсальную методику проведения измерений. Это актуально для машиностроения, механизированных цехов, ремонта промышленного оборудования, автомобильных станций – для любой сферы, в которой требуется узнать точные показатели внутренних размеров.
При проведении работ наконечники обычно размещают под углом в 180 градусов друг к другу, центрируя линию, по которой будут считываться результаты. Данное решение также упрощает передачу движения от наконечников.

Сборка и разборка инструмента
Чтобы подготовить нутромер к работе, нужно выполнить определенные действия в таком порядке:
- Присоединить измеритель к штанге приспособления.
- Вкрутить удлинительный стержень для окончательной сборки.
Этот порядок действий при подготовке аппарата к работе является основным, и ему необходимо четко следовать. Разборка производится строго в обратном порядке, чтобы исключить момент нарушения калибровки. Сначала необходимо открутить стержень, чтобы измеритель стал независимым от дальнейших действий, потом снять сам индикатор.
Если не планируется дальнейшее использование устройства, перед его передачей на хранение нужно выполнить следующее:
- В первую очередь устройство надо вытереть насухо. Это нужно сделать максимально аккуратно с использованием мягкой безворсовой ветоши.
- После этого все элементы измерителя, кроме шкалы циферблата, нужно протереть авиационным бензином или другим подходящим для этого случая веществом.
- Упаковка осуществляется в специальный футляр, который надежно закрывается и исключает возможность движения деталей внутри.
Такой уход поможет избежать появления коррозии на металлических элементах, исключит возможность образования повреждений, а также полностью сохранит работоспособность и настройку инструмента.

Если появились сомнения относительно целостности или правильности работы устройства, нужно выполнить следующую процедуру:
- осмотреть инструмент на предмет наличия маркировок и всех комплектующих;
- проверить все элементы на правильность соединения;
- все расстояния должны полностью соответствовать нормативам;
- показатели погрешности изделия должны быть в пределах допустимого значения;
- на устройстве не должно быть никаких вмятин, сколов, царапин и других повреждений, появляющихся в ходе неправильной эксплуатации или хранения.
Такой осмотр поможет исключить неправильную работу и получение погрешностей при измерениях. Неправильные измерения могут привести к фатальным последствиям при производстве деталей для точных механизмов.
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении) . При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей(плоских, цилиндрических, сферических) . Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки) ;
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговоренГОСТ 6507-78 «Микрометры с ценой деления0,01 мм . Технические условия» в виде предельной погрешностиδ= ±4 мкм . Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациямиИСО 3611-1978 , так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.










Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений(25 мм) указана вТаблице 1 .
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G ,мкм | Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм .
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в1/4 или1/3 шага микровинта(0,5 мм) . Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно640 нм ширина одной интерференционной полосы составляет320 нм(0,32 мкм) .
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до300 мм . Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –0,01 мм . Отклонение от плоскостности базирующей опоры –2 мкм . Допуск длины измерительных вставок±(2 + L/75) , гдеL – длина вставки. Погрешность измерения с самой маленькой вставкой –5 мкм .
Поверка нутромеров
Как и все использующиеся на производствах индикаторные инструменты, нутромеры должны проходить периодические поверки. Их проводят в аттестованных Росстандартом лабораториях. После поверок на изделия наносят маркировки, несущие информацию о пригодности/непригодности инструментов для проведения измерений с заявленной точностью.
Нутромеры должны проходить поверки в соответствии с утвержденным на предприятии планом проведения метрологических испытаний, но не реже, чем раз в три года. По результатам поверок составляют протоколы и акты. Непригодные инструменты исключают из использования.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.
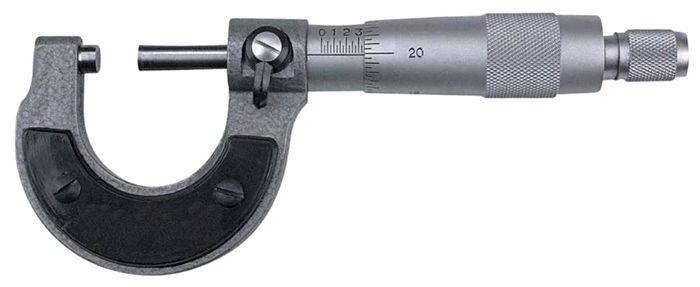
Аналоговый микрометр для наружных измерений
Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные

Рычажный микрометр SHAN МР-50. Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые

Цифровой механический микрометр LCD Electronic Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры

Цифровой лазерный микрометр Mitutoyo Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр

Микрометр гладкий BMI Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер
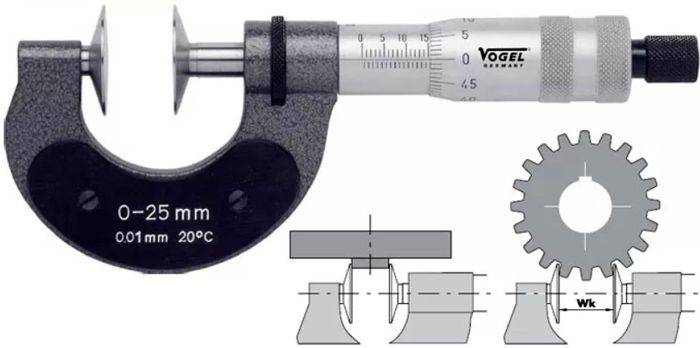
Зубомерный микрометр Vogel М3 Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.










Трубный микрометр

Трубный микрометр МТ-50 Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой

Микрометр листовой МЛ -10 Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.
Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.

Микрометр с удлиненными губками Mitutoy серия 118
Микрометр универсальный

Высокоточный универсальный микрометр К-6 Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр

Микрометр проволочный МП – 10 Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.
Призматический микрометр

Призматический микрометр МСИ Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный

Микрометр для измерения внутренних канавок Иногда можно встретить еще одно название – глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр

Микрометр с насадками для измерения резьб Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.
Двушкальный микрометр

Предельный микрометр двушкальный Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката
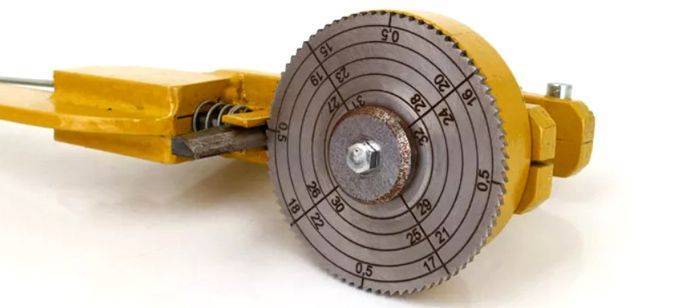
Микрометр для горячего проката. С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.





