

Когда нужна заточка цепи бензопилы?
В процессе работы с бензопилой у любого, даже самого качественного инструмента, цепь со временем теряет изначальную остроту и нуждается в затачивании. По каким признакам можно понять, что цепь электропила или бензопилы затупилась и пришло время её заточить? Ниже приведены основные признаки того, что пора выполнить заточку цепи:
- во время работы пила теряет стабильность, вырывается из рук и сильно вибрирует;
- бензопила или электропила выдает стружку только мелких размеров, а крупной стружки не производит;
- пильная часть увязает в материале, пиление невозможно производить качественно и быстро;
- углубление бензопилы в древесину не происходит само по себе, для того, чтобы выполнить продольный распил, инструмент приходится «утапливать» руками в материал, прикладывая усилия и прижимая полотно;
- во время распиливания образуется кривой срез;
- бензопила быстро и сильно нагревается;
- износ цепи происходит намного быстрее;
- повышается расход топлива.
Оригинальную цепь бензопилы можно затачивать несколько раз, она будет сохранять все рабочие свойства — остроту реза, качество среза, скорость вращения по шине.
Несколько важных советов, которые помогут дольше не точить цепь на бензопиле:
- не используйте новую цепь со старой звездочкой и наоборот;
- если в ходе эксплуатации бензопилы вы уже сточили две цепи, замените звездочку новой;
- цепь должна пройти обкатку перед полноценной эксплуатацией бензопилы с нормальной нагрузкой (обкатка производится непосредственно перед пилением, 1 минуту на малых оборотах, а затем 1 минуту на средних оборотах);
- после остывания новой цепи бензопилы следует проверить степень ее натяжения;
- всегда используйте цепную смазку для бензопилы, качественное масло;
- сохраняйте нормальное натянутое положение звеньев, ведь во время работы бензопилу часто наклоняют в разные стороны, что увеличивает вероятность соскальзывания цепи с шины;
- контролируйте положение и направленность ограничителя глубины пропила, после 3-й или 4-й заточки проверяйте параметры ограничителя.
Ручная заточки считается наиболее экономичной, бюджетной, для этого потребуется лишь напильник, который есть в каждом доме у хозяина, если его нет — стоит он недорого и продается на любом строительном рынке или в магазине строительных товаров и инструмента. Для размера цепи 1,3 мм потребуется напильник диаметром 4 мм, для размера цепи 1,6 мм — нужен напильник диаметром 5,2 мм.
Этапы ручной заточки цепи бензопилы в домашних условиях:
- закрепите цепь (шину) так, чтобы она была полностью неподвижна;
- не меняйте угол заточки в течение всего затачивания;
- выполните 2-3 движения вперед напильником с легким нажатием;
- поворачивайте напильник разными сторонами;
- заточку выполняйте по размеру самого малого зубца.
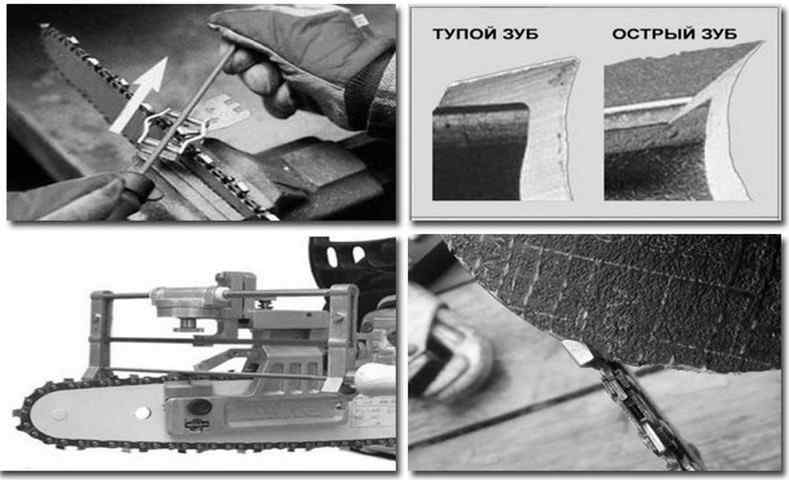
Заточка на станке может выполняться ручным станком или профессиональным станком.
Профессиональные станки работают от сети. Принцип заточки практически такой же, как и при ручном затачивании:
- цепь бензопилы фиксируют в направляющих;
- далее настраивают ширину канавки и выбирают угол;
- опускают затачивающий диск;
- цепь двигают по держателю, зажимают, обрабатывают каждый зубец.
Точильным элементом в профессиональных станках является наждачный камень. Хороший автоматический станок стоит недешево, потому профессиональное оборудование для заточки, в основном, находится в сервисах и мастерских. Покупать такое для домашнего использования не рационально.
Видео о том, как заточить цепь бензопилы на станке
Процесс заточки цепи бензопилы шлифовальной машинкой или болгаркой производится с помощью специальной насадки, такого же шлифдиска, который используется как насадка в профессиональных станках. Из всех способов точения, способ с болгаркой самый простой, однако, требующий некоторых навыков.
Для заточки вам потребуется болгарка и диск по металлу толщиной 2,5 мм. Точить цепь нужно на минимальных оборотах, поочередно обрабатывая каждый зубец на цепи. При использовании болгарки надевайте защитную пластиковую маску или очки, а также перчатки.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной







Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
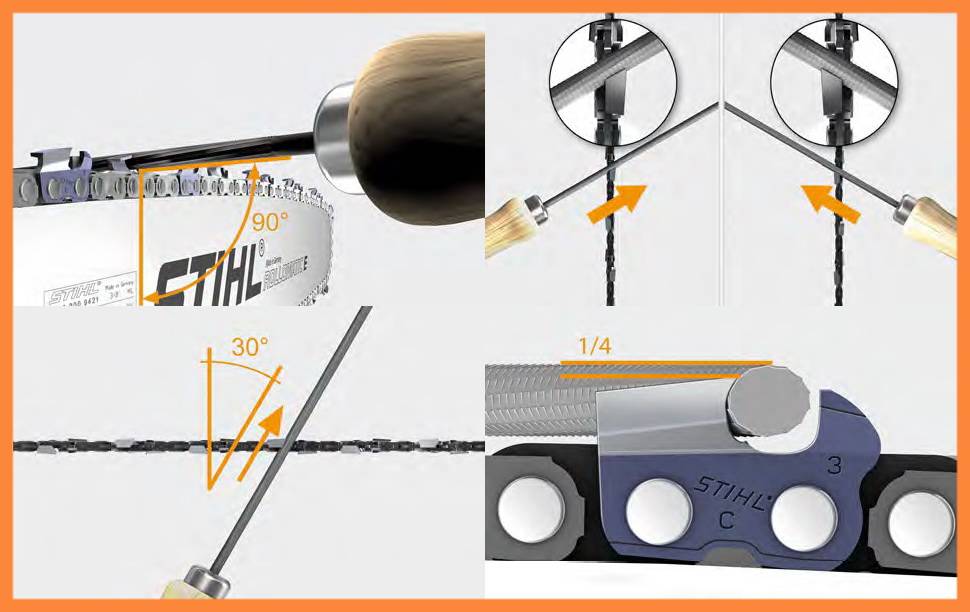
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°. Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
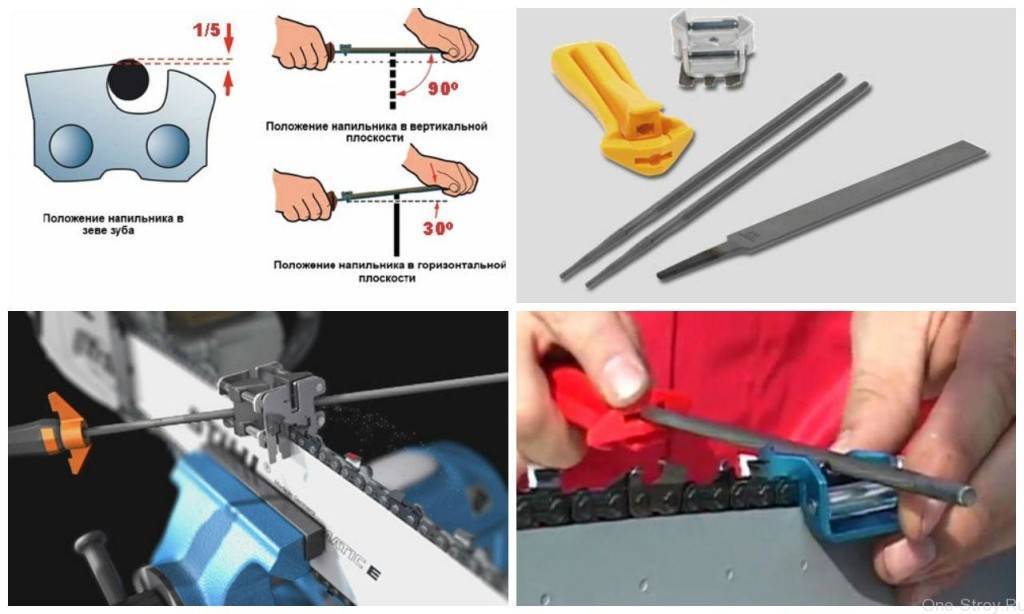
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами. Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики: Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи; Возможностью регулирования угла заточки, в пределах, указанных ранее; Наличие сменных шлифовальных дисков; Постоянным значением ширины реза. Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь
Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала. Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Технические параметры цепей бензопил
Следует учесть, что шаг цепи непосредственным образом влияет на производительность пильного инструмента. Поэтому для выполнения большого объёма работ рекомендуется выбирать цепь, имеющую максимально большие зубья. Используя подобный инструмент, работу можно будет выполнить с меньшими силами и быстро.
Технические характеристики, на которые важно обращать внимание при выборе цепей для бензопил:
- интервал шага;
- количество звеньев;
- их толщина;
- планируемый вид и объём работ.
Самым маленьким считается шаг 1/4. Если бензопила оснащена цепью с таким шагом, то она годится для выполнения простейших бытовых задач. Она прекрасно справится с очисткой плодовых деревьев, но в то же время ей не под силу будет пилить дрова.
Продукция многих европейских и китайских производителей чаще всего имеет цепь с шагом 0,325 и 3/8. Цепь с подобным интервалом способна справиться с широким спектром работ, включая и удаление достаточно толстых деревьев, достигающих в диаметре более двух метров.
Шаги 0,404 и 3/4. Цепями с таким интервалом, как правило, оснащаются инструменты для промышленного применения. Выбирать цепь с шагом в пределах этого диапазона целесообразно в том случае, если пильный инструмент необходим для частой распиловки леса, а также заготовки толстых поленьев или выполнения работ по спиливанию деревьев.









По мере увеличения количества звеньев упрощается процесс пиления древесины. Таким образом, параметр, как число звеньев также нужно учитывать
Однако более важной характеристикой является их толщина, которая может иметь следующие значения: 1,1 мм; 1,3 мм; 1,5 мм; 1,6 мм
Если инструмент предназначен для бытового использования, то рекомендуется выбирать цепь, зубья которой имеют толщину 1,3 мм. Если покупатель ищет инструмент для лесозаготовки, то рекомендуется выбирать цепь с величиной зубьев 1,5 мм.
В тех случаях, когда бензопила по всем параметрам соответствует задачам, которые необходимо решать, однако, при этом наблюдается падение производительности, то можно сделать вывод, что причиной этого является затупление цепи. Если плохая работа связана с другими проблемами, то единственным правильным решением будет купить новую цепь.
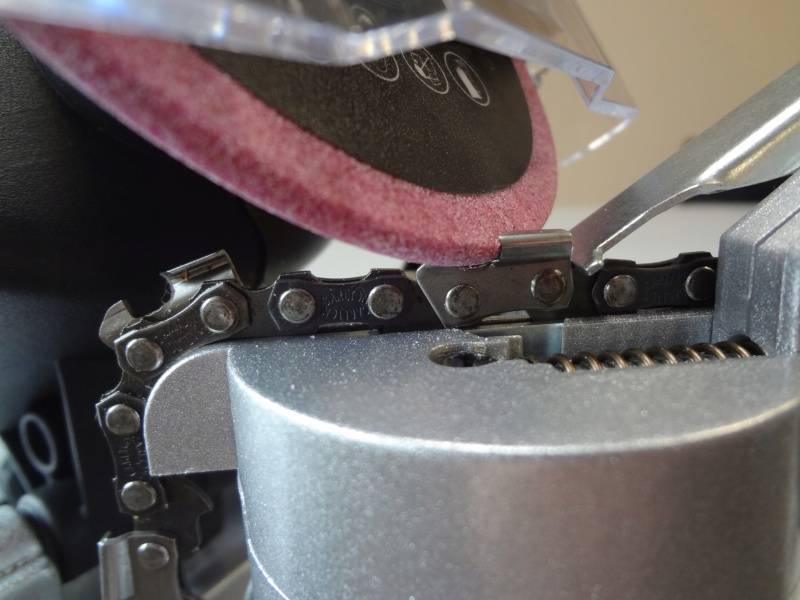
Устройство станка для заточки пильных цепей
Заточный станок предназначен для поочередной заточки зубьев цепей электро- и бензопил с использованием вращающегося абразивного круга. При этом линейные и угловые размеры режущих поверхностей у всех зубьев должны быть абсолютно одинаковы. Если заточка неравномерная, то при пилении возникает дополнительная нагрузка на цепь, появляется вибрация, а шину бензопилы может уводить в сторону. Поэтому рабочие механизмы и элементы конструкции станка должны с высокой точностью и стабильностью выдерживать заданные параметры заточки цепи.
Немного теоретической информации
Главные геометрические характеристики режущего зуба цепи:
- угол наклона режущей кромки (A);
- угол заточки (B);
- профиль передней поверхности (C).
На станках для пильных цепей угол заточки устанавливается путем поворота устройства фиксации цепи на заданный угол (для большинства это 30º). На фабричных станках для этого используется градуированная шкала. Самодельные же обычно выставляются по транспортиру, шаблону или просто по новой цепи. Угол режущей кромки задается наклоном абразивного диска. Для этого у всех станков точильная головка устанавливается на поворотном шарнире. У заводских изделий этот угол выставляется в градусах по шкале. На самодельных станках используют достаточно простой способ: подгоняют наклон заточного диска по зубу с нормальной геометрией, а затем фиксируют головку винтовым зажимом.
Профиль передней поверхности зуба повторяет контур торца абразивного круга, который у специализированных дисков изначально слегка закруглен. На самодельных станках используют различные заточные диски вплоть до кругов от болгарки, режущие кромки которых в процессе тоже принимают округлую форму (пусть и не совсем нормативную).
Важным моментом при создании самодельного станка для заточки цепей является выбор диаметра заточного круга. Он должен соответствовать скорости вращения электродвигателя, т. к. от этого зависит линейная скорость абразива. При ее значительном превышении можно за несколько секунд раскалить и отпустить сталь зубца, а при слишком низких значениях будет заметно замедляться скорость заточки.
Для заточки цепей достаточно мощности двигателя в пределах 80÷100 Вт. Множество фабричных изделий авторитетных производителей (например, Oregon и Sadko) имеют двигатели по 85 Вт при 5000÷6000 об/мин. Чаще всего диаметр заточного диска у таких станков равен 100 или 104 мм, что соответствует линейной скорости 26–30 м/сек.
Конструкция и основные компоненты
Самодельные станки для заточки пильных цепей обычно копируют конструкцию и технические решения фабричных изделий. Это можно назвать применением стандартных решений, т. к. большинство заводских станков похожи друг на друга и состоят из одних и тех же функциональных узлов:
- опорная станина;
- поворотный стол;
- направляющая цепи;
- наклоняемая точильная головка;
- шарнирное соединение станины и головки.
В самодельных станках станину изготавливают из толстой полосы или металлического профиля, часто используя для этого отрезки уголка или швеллера, найденные в металлоломе. В качестве поворотных столов выступают разнообразные приспособления с осью и винтовым фиксатором. Как правило, у них нет никакой шкалы, а угол заточки выставляется один раз по новой цепи.
Конструкция направляющих у всех примерно одинакова: две металлические пластины толщиной 2÷3 мм в форме шины бензопилы, стянутые между собой тремя-четырьмя винтами. Между собой они разделены шайбами, толщина которых чуть больше поперечного размера направляющего зуба. Откидной упор и устройство зажима цепи обычно подобны тем, что используют на фабричных станках. Шарнир точильной головки и устройство ее поворота самые разнообразные, т. к. их делают из подручных средств, чаще всего из деталей от старой авто- и сельхозтехники.
Установка угла наклона точильного диска обычно делается не по шкале (которой, как правило, нет), а по фактическому углу режущего зуба цепи. Для этого абразивный круг подводят к кромке зуба, аккуратно подбирая наклон так, чтобы край круга плотно прилег к кромке диска. После этого фиксируют головку стопорным винтом и устанавливают ограничитель глубины заточки, который представляет собой обычный винт с упорной пластиной.
Двигатели, ручки, задние кожухи дисков и возвратные пружины точильных головок у самодельных станков самые разнообразные, т. к. подбираются из подручных деталей и затем приспосабливаются к конструкции станка. Некоторые мастера вообще не используют ручки, наклоняя головку прямо за корпус двигателя.
Правильная заточка цепи бензопилы
Как понять, что оснастка затупилась
В процессе интенсивного пиления режущие сегменты цепи затупляются. И это происходит не только при взаимодействии с древесиной. Например, если случайно шина соскальзывает с бревна и задевает землю, сильное абразивное воздействие наносит вред режущим кромкам. Свидетельством того, что необходима заточка цепей, является ухудшение производительности работ: шина перестает углубляться в древесину, вместо крупной стружки летят мелкие опилки. Пользователю приходится прилагать больше усилий для заглубления пилы в древесину. Вернуть остроту режущим сегментам можно самостоятельно, заточив их ручным способом. В этом нет ничего сложного, если знать особенности геометрии пильного полотна и нюансы заточки.
Важно знать! Не рекомендуется пилить затупленной цепью. Это не только снизит производительность работ и потребует от вас больших усилий, но и повысит расход топлива, нагрузку на двигатель и ускорит износ рабочих узлов инструмента
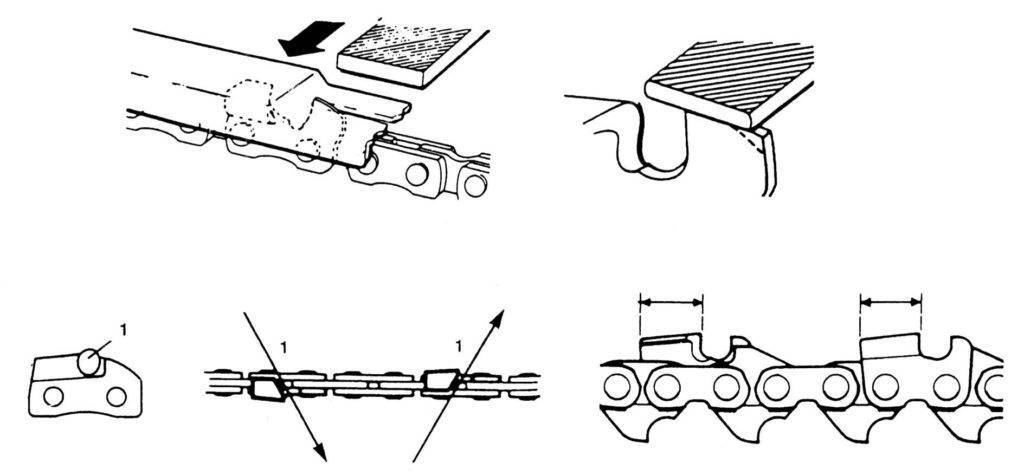
Первой частью звена является режущий зуб. У него две кромки – верхняя и нижняя (торцевое лезвие). При вхождении в древесину он снимает ее слой так же, как это делает лезвие рубанка. Вторая часть – это ограничитель глубины пропила. Он регулирует толщину древесной стружки. Верхняя кромка режущего зуба скошена под определенным углом относительно линии движения пильного полотна. Такие особенности строения диктуют свои правила обработки каждого сегмента. К ним нужен свой подход.
Подготовка пильной оснастки
Напомним, что заточка цепи бензопилы своими руками осуществляется без снятия ее с инструмента. Достаточно удобно расположить пилу, закрепив пильную гарнитуру струбциной на твердой поверхности. Это избавит вас от необходимости удерживать инструмент, а также поможет более уверенно осуществлять заточку. Не забудьте: вам понадобятся защитные перчатки, чтобы уберечь руки от порезов о пильную гарнитуру. Для выполнения работ нужен набор, состоящий из шаблона, круглого и плоского напильника. Работая по шаблону, удастся точно позиционировать напильник относительно зуба и повторять действие на каждом из режущих звеньев. Итак, расскажем о заточке по порядку.
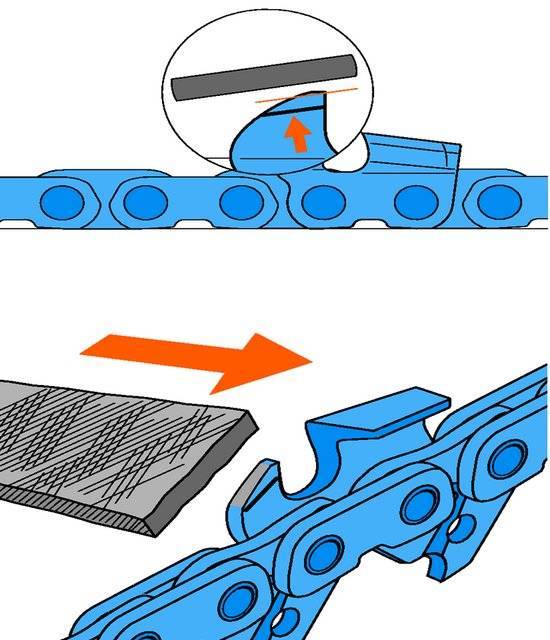
Обработка режущего зуба
Для обработки режущих кромок нужен круглый напильник. Он подбирается по диаметру исходя из параметров шага цепи. Чтобы должным образом позиционировать заточный инструмент, нужно соблюдать следующие предписания:
- в вертикальной плоскости его рабочая часть должна находиться под углом в 90° относительно оснастки;
- в горизонтальной плоскости – под углом в 30° или 10° в зависимости от особенностей и характеристик цепи.
В точности соблюсти эти требования и повторить одинаковое положение на каждом звене поможет специальный шаблон, который устанавливается на шину и дает возможность быстро и аккуратно произвести заточку. К каждой модели пилы предлагаются шаблоны особой формы, поэтому лучше подбирать фирменные изделия, рекомендуемые производителем. Примеры таких приспособлений представлены на рисунках ниже.

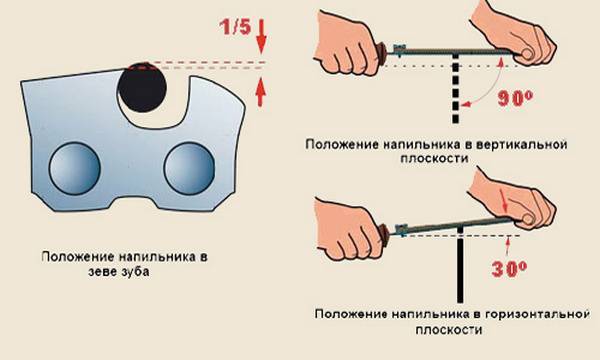

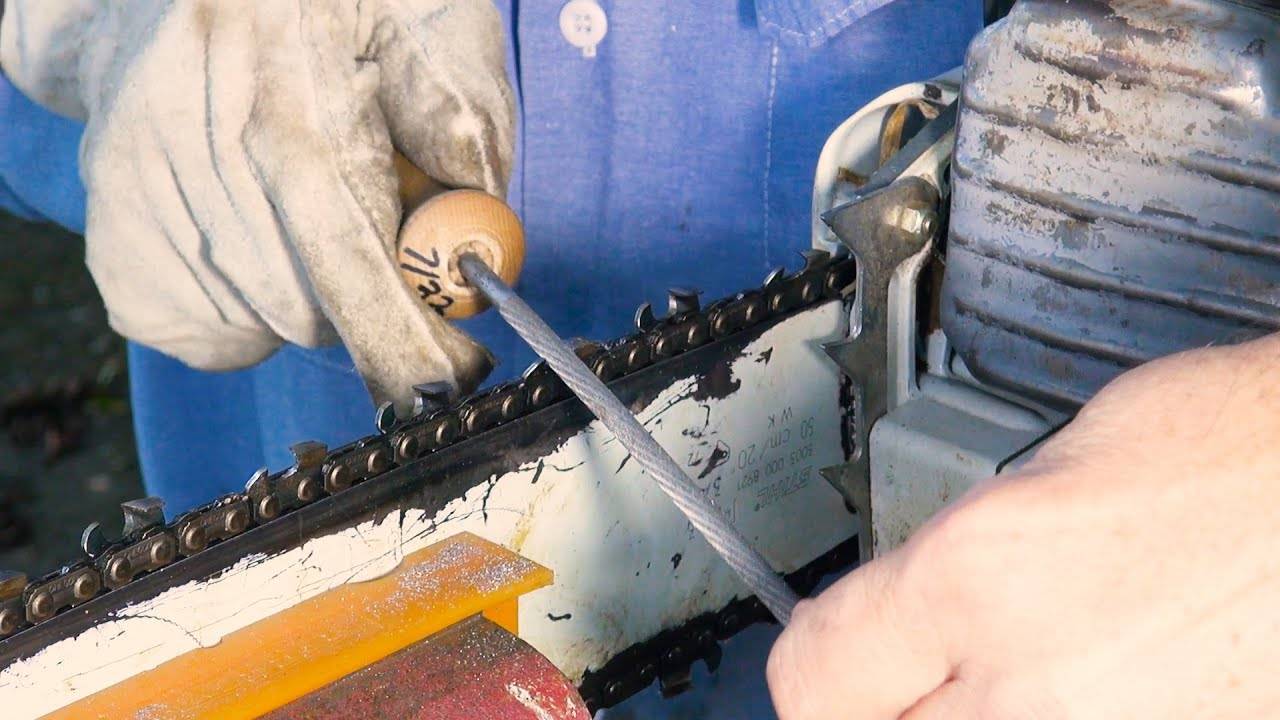


Поместив напильник с круглой рабочей частью внутри звена цепи и придав ему нужное положение с помощью шаблона, начинайте совершать им движения параллельно кромке. Соблюдайте горизонтальное положение инструмента и не прилагайте чрезмерных усилий. Также следите, чтобы верхняя часть напильника не выступала за верхнюю точку зуба более чем на 1/5 от своего диаметра.
Важно! Совершайте движения напильником только от себя. Следите за тем, чтобы число движений было одинаковым на каждом из зубьев
Тогда после заточки все они будут иметь одну высоту. Для удобства сначала заточите сегменты одного направления, а после смените положение пильной гарнитуры и обработайте зубья другого направления.
Обработка ограничителя пропила
Процесс выполняется с помощью все того же шаблона, только другим инструментом. Вам понадобится напильник с плоской рабочей частью. В шаблоне для заточки имеется небольшое окошечко для ограничителя пропила. Установите шаблон на пильную оснастку так, чтобы ограничитель выходил из этой прорези. Затем возьмите напильник и выполните несколько движений в направлении от себя – нужно сточить выступающий из окошечка кончик сегмента.
Видеоинструкция
Чтобы понять, как выглядит заточка цепи бензопилы своими руками, посмотрите процесс в этом видео. Следуя всем правилам, вы вернете оснастке режущие свойства и сможете продолжить работу.
В заключение
Если технология заточки предписывает заточку снятой цепи, при обратной установке не рекомендуется прилагать к резьбовому крепежу чрезмерных усилий. Для затяжки винтов крепления шины лучше всего использовать откалиброванный по лимбу электрический шуруповерт.
Приведенные выше рекомендации в полном объеме действительны для пильных гарнитур инструментов с электрическим приводом. Цепи одинакового шага и типоразмера по всем параметрам взаимозаменяемы.
Перед установкой нового комплекта необходимо убедится в состоянии венца привода. Деталь с существенным износом при установке новой шины и цепи подлежит обязательной замене.
Замена стандартной гарнитуры более производительной, оправдано только при значительном запасе мощности и вращательного момента. В противном случае, при эксплуатации двигателя с постоянной перегрузкой, с полной выработкой его ресурса, могут возникнуть проблемы.





