

Особенности геометрии
Для того чтобы правильно точить своими руками, даже если используется станок, следует знать геометрию зуба. К его составным элементам относится:
- Лопатка.
- Основное звено.
- Ограничитель глубины.
При этом лопатка зуба состоит из следующих элементов:
- Торцевое лезвие.
- Верхнее лезвие.
Точить правильно своими руками нужно с учетом того, что торцевое и верхнее лезвие должны быть расположены правильно относительно друг друга для обеспечения наилучших показателей резания. Спинка зуба формирует определенный угол верхнего лезвия. Подобный угол формируется для врезания лезвий в материал. Точить своими руками следует также с учетом того, что назад лопатка имеет сужение – эта конструктивная особенность формирует угол торцевого лезвия. Он создается для обеспечения бокового обрезания стружки.
Зуб цепи бензопилы
Поверхность скольжения и торцевая часть лезвия формирует передний угол. В данном случае угол имеет фиксированное значение, оно варьирует от 60 до 85 градусов.Если точить зубья своими руками стоит учитывать, что именно верхнее лезвие является главным, а угол, образованный им – наиболее важный угол.Подводя итоги при рассмотрении вопроса особенностей геометрии отметим, что угол заточки может изменяться в зависимости от условий применения. К основному правилу, которое следует соблюдать, если точить зуб своими руками, можно отнести следующее: чем выше показатель угла, тем больше производительность бензопилы, но уменьшение показателя обеспечивает большую плавность хода лезвий, снижение вибрации и увеличение срока службы. Точить стоит с учетом того, что показатель должен находиться в пределах от 25 до 35 градусов. Исключением можно назвать вариант исполнения лезвия, которое предназначено для продольного распила – 10 градусов выдерживают многие производители режущего элемента бензопилы.
Способы, методы и устройства для заточки
Применяя пилу нерегулярно, вопрос заточки целесообразно решать с помощью сервисных служб. Специализированные салоны по продаже инструмента везде оказывают такие услуги. Цена вопроса, обычно, невелика, но иногда возникают жалобы на результаты выполненных работ. Желая получить качественную заточку цепи, стоит взять этот вопрос в свои руки. Остановимся поподробнее на том, как это сделать.
Существует несколько разновидностей методов заточки цепи:
- ручной с помощью планки и напильника;
- ручной посредством болгарки;
- ручной заточным станком;
- автоматический заточным устройством для цепей бензопил.
Для того чтобы определиться с методом затачивания, нужно оценить интенсивность использования пилы. Если работа инструментом носит эпизодический характер, то достаточно иметь в хозяйстве наиболее простые устройства для заточки. Наименее затратный способ — ручной, проведённый посредством специального круглого напильника и планки.
Чуть дороже операция заточки может обойтись с применением болгарки. Но учитывая то, что в арсенале мастеров этот инструмент, как правило, всегда присутствует, цена будет ненамного больше.
В случае довольно широкого применения в работе бензиновых и электропил целесообразно приобрести точило промышленного изготовления. Тут возможны два варианта:
- с ручным перемещением цепи;
- с автоматической подачей.
Остановимся поподробнее на каждом из них.
Использование напильника и планки
В торговых салонах по продаже инструмента можно приобрести наиболее простой и недорогой прибор для заточек цепи бензопил. Он состоит всего из двух комплектующих — планки и напильника. Планка предназначена для обеспечения правильного угла заточки. Она закрепляется непосредственно на цепи и служит направляющей для круглого напильника. Процесс затачивания, конечно, несколько утомителен и требует определённых навыков. Но по своей затратности — это самый дешёвый вариант. А если есть некоторый опыт, то можно получить довольно качественный результат.
Ручная заточка болгаркой
Чтобы безопасно использовать болгарку для заточки пилы, нужно изготовить приспособление для бензопилы своими руками. Суть его состоит в том, чтобы закрепить углошлифовальную машинку, обеспечив её неподвижность. Или же зафиксировать цепь оправкой, но этот вариант более трудозатратный, так как её периодически необходимо перемещать, обеспечивая доступ ко всем зубьям.
Некоторые умельцы умудряются заточить цепь, не снимая с шины пилы. Но для этого нужна особая сноровка и умение, ведь довольно тяжело выбрать рекомендуемые углы болгаркой, находящейся на весу.
Закрепить углошлифовальную машинку можно или в тисках за её ручку, или же с помощью самодельно изготовленной стремянки, удерживающей инструмент за корпус. Получится аппарат, напоминающий гаражный наждак.
Закрепив и запустив аппарат, можно переходить непосредственно к процессу заточки цепи бензопилы болгаркой
И тут важно правильно направлять зубья, выдержав необходимый угол и глубину входа точила. Опытным путём определите время воздействия наждачного круга на зуб, не допуская его перегрев и потерю твёрдости
Результат производимых работ зависит от сноровки и умения исполнителя. Затачиваемая цепь имеет только одну опору — руки мастера. А это значит, что исключительно он задаёт параметры заточки, и от его умения зависит успешность процесса. Самым большим минусом этого метода является повышенная травмоопасность.
Применение приспособления для бензопил
Наиболее распространённым прибором для затачивания признано устройство промышленного производства с электродвигателем, на валу которого установлен наждачный круг. Двигатель шарнирно закреплён на станине и имеет способность подводиться к зубьям цепи, которая, в свою очередь, закреплена в специальных кронштейнах, позволяющим перемещать её, подводя под шлифовальный круг.
Такая конструкция очень проста, точна, безопасна и производительна. Процесс идёт довольно быстро, так как нет необходимости следить за соблюдением углов заточки. А глубина и время врезания успешно контролируются оператором.
Автоматические заточные станки
Принципиальной разницы в конструкции автоматических и ручных станков почти нет. Добавлен узел автоматической протяжки, позволяющий свести участие человека в процессе к минимуму
Важно лишь правильно установить цепь и запустить станок. Немаловажной особенностью является возможность регулировки угла затачивания зуба, позволяющая точить цепи различных производителей
Как выбрать правильный угол?
Распил твердых пород дерева характеризуется невысокой производительностью и большой нагрузкой на все составляющие бензопилы (рекомендуем более подробно почитать про устройство бензопилы). Самыми «ходовыми» твердыми породами являются ясень, бук, береза, вяз, клен, дуб и орешник.
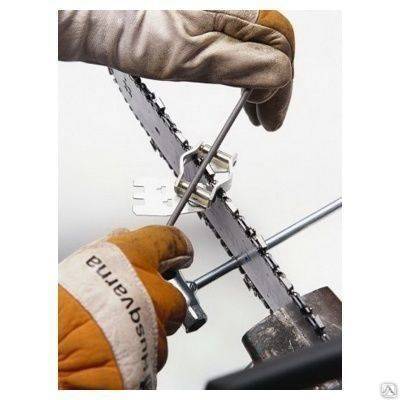
На фото изображено специально приспособление для заточки, которое позволяет надежно фиксировать напильник.
Для того чтобы эффективно производить распилы этих пород, необходимо соблюдать угол заточки под 25°. Такое значение обеспечит оптимальную работу бензопилы при средних характеристиках производительности.
К мягким породам относятся все хвойные, за исключением лиственницы, — это ель, сосна, пихта, кедр, а также лиственные — ольха, липа, осина, ива и тополь.
Для продольного пиления
Как уже было сказано, рекомендуемый угол заточки составляет 10° с возможным отклонением до 2°. Это связано с необходимостью быстрого зарезания вглубь дерева при продольном распиле.
Для работы с мягкой древесиной оптимальное значение угла — 25°. Волокна мягких пород дерева распределяются неравномерно, то есть твердые перемежаются с мягкими. Значение в 25° позволяет прорезание чередующихся волокон без периодического увеличения числа оборотов двигателя.
Для поперечного пиления
Для поперечного пропила мягких и твердых сортов древесины рекомендуется значение в 35°. Такое значение позволяет добиться оптимальных характеристик мощности и нагрузки на цепь при распиле.
Таблица углов
Углы заточки пильных цепей представлены в таблице ниже. По таблице даже можно понять какой напильник потребуется для заточки конкретной цепи.
Таблица углов заточки для всех видов пильных цепей, а также глубины резания. Для увеличения нажмите на фото.
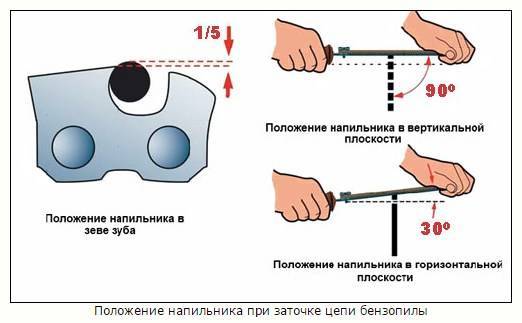
Как заточить цепь бензопилы правильно: направление и положение напильника
Чтобы заточить режущую кромку, потребуется круглый напильник.
1/5 (20%) от диаметра напильника должен выступать над верхней гранью;
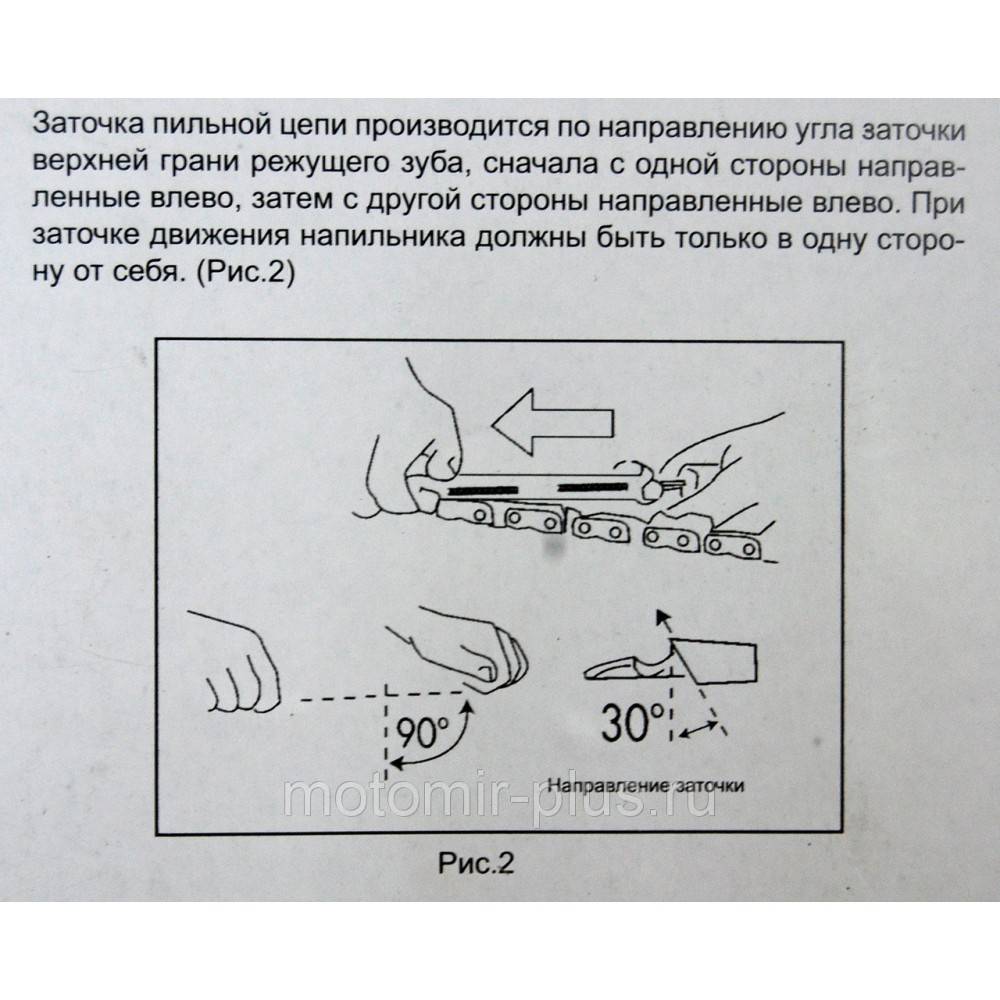
положение напильника — горизонтально под углом 90 ° по отношению к направляющей планке;
- предпочтительный угол заточки — 30 °;
- направление напильника — от открытой внутренней стороны зуба.
В зависимости от типа цепи или зуба и рекомендации производителя положение напильника, которого следует придерживаться по горизонтали относительно направляющей шины, равно 90° или с уклоном + 10 °.
Во время заточки старайтесь не повредить другие компоненты цепи. Напильник будет стачивать только по направлению вперед, поэтому нельзя двигать им вперед-назад, повреждая тем самым зуб и сам напильник.







Советы
Для тех, кто только учится затачивать цепь бензопилы самостоятельно, будет полезно принять во внимание несколько основных советов по правильному проведению этого процесса
- При любых манипуляциях с цепью двигатель обязательно должен быть заглушен, ни в коем случае не допустимо затачивание цепи бензопилы на заведенной пиле.
- Цепь перед заточкой необходимо подтянуть до нормального рабочего состояния.
- Тормоз пильной цепи во время её правки должен устанавливаться в рабочее положение.
- Во время заточки цепи, для защиты от порезов острыми краями зубьев, необходимо применять перчатки.
- Соблюдение одинакового количества движений напильником, гарантировано обеспечит равномерное стачивание всех зубьев.
Ниже можно посмотреть, как точить цепь бензопилы напильником на видео, в нем подробно описывается какими напильниками необходимо пользоваться. Как лучше расположить бензопилу. И конечно, каким образом должен быть расположен заточной инструмент по отношению к шине пилы.
Напоследок хотелось бы отметить основные преимущества заточки напильником, по сравнению с правкой цепи в станке.
Технические параметры цепей бензопил
Следует учесть, что шаг цепи непосредственным образом влияет на производительность пильного инструмента. Поэтому для выполнения большого объёма работ рекомендуется выбирать цепь, имеющую максимально большие зубья.
Используя подобный инструмент, работу можно будет выполнить с меньшими силами и быстро.
Технические характеристики, на которые важно обращать внимание при выборе цепей для бензопил:
- интервал шага;
- количество звеньев;
- их толщина;
- планируемый вид и объём работ.
Самым маленьким считается шаг 1/4. Если бензопила оснащена цепью с таким шагом, то она годится для выполнения простейших бытовых задач. Она прекрасно справится с очисткой плодовых деревьев, но в то же время ей не под силу будет пилить дрова.
Продукция многих европейских и китайских производителей чаще всего имеет цепь с шагом 0,325 и 3/8. Цепь с подобным интервалом способна справиться с широким спектром работ, включая и удаление достаточно толстых деревьев, достигающих в диаметре более двух метров.
Шаги 0,404 и 3/4. Цепями с таким интервалом, как правило, оснащаются инструменты для промышленного применения. Выбирать цепь с шагом в пределах этого диапазона целесообразно в том случае, если пильный инструмент необходим для частой распиловки леса, а также заготовки толстых поленьев или выполнения работ по спиливанию деревьев.
По мере увеличения количества звеньев упрощается процесс пиления древесины. Таким образом, параметр, как число звеньев также нужно учитывать
Однако более важной характеристикой является их толщина, которая может иметь следующие значения: 1,1 мм; 1,3 мм; 1,5 мм; 1,6 мм
Если инструмент предназначен для бытового использования, то рекомендуется выбирать цепь, зубья которой имеют толщину 1,3 мм. Если покупатель ищет инструмент для лесозаготовки, то рекомендуется выбирать цепь с величиной зубьев 1,5 мм.
В тех случаях, когда бензопила по всем параметрам соответствует задачам, которые необходимо решать, однако, при этом наблюдается падение производительности, то можно сделать вывод, что причиной этого является затупление цепи. Если плохая работа связана с другими проблемами, то единственным правильным решением будет купить новую цепь.
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
Конфигурация зуба и угол заточки цепи бензопилы
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
Шаблон конфигурации зуба пилы ФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.









Заточка болгаркой
Этот способ менее распространён. Обусловлено это тем, что здесь повышены требования к технике безопасности. Но некоторые пользователи пил используют его. Для заточки цепи болгаркой шину пилы необходимо зажать в тиски так, чтобы при выключенном тормозе пилы цепь могла свободно двигаться. Выполняются следующие действия:
Выбирается контрольный зуб (первый затачиваемый).
Ставится тормоз пилы в рабочее положение.
Включается болгарка, начинается заточка
Важно, чтобы круг на болгарке был заточным, а не отрезным.. Минусом такой заточки является то, что здесь очень трудно выдержать необходимый угол кромки
Не менее важно и то, что существует риск повреждения диском болгарки ушка крепления звена, последствием этого может быть разрыв цепи во время процесса распиловки
Минусом такой заточки является то, что здесь очень трудно выдержать необходимый угол кромки
Не менее важно и то, что существует риск повреждения диском болгарки ушка крепления звена, последствием этого может быть разрыв цепи во время процесса распиловки
Несмотря на то что заточка болгаркой вполне осуществима, всё же не стоит ею злоупотреблять. Лучше воспользоваться рекомендациями производителя и применять только сертифицированные аппараты для заточки цепи — это сэкономит время и деньги. Заточка цепи не такой уж сложный процесс, как может показаться, на первый взгляд. Даже если впервые у вас получится это сделать не совсем качественно, не стоит огорчаться: будьте уверенны, что со временем вы наберётесь необходимых навыков.
Обслуживание и восстановление цепей с твердосплавными напайками
Заточка — наиболее проблемный момент использования цепей с твердосплавной напайкой. Обычная заточка невозможна, приходится использовать только алмазный заточный инструмент, который имеется далеко не у каждого. Кроме того, имеются ограничения по диаметру шпинделя заточного станка, который должен быть больше стандартных значений (10…22,2 мм). Дороговизна же алмазного заточного диска приводит к тому, что приобретать такую оснастку целесообразно лишь тем мастерам, которые постоянно имеют дело с разрезанием высокотвёрдой или неоднородной по плотности древесиной.
Судя по отзывам пользователей, которые размещены на специализированных форумах, после качественной заточки ресурс цепей с победитовыми напайками возрастает в 4…5 раз. Однако во многих случаях приходится использовать твердосплавную цепь до полного износа или выкрашивания режущих вставок, а затем приобретать новую.

Пайка медью или латунью нового твердосплавного сегмента к основанию зуба в обычных условиях также трудноосуществима: предварительно потребуется очистить поверхность от остатков твёрдого сплава, для чего необходима индукционная установка нагрева ТВЧ. Индукционная пайка, кроме того, обеспечивает лучшее сцепление твердосплавного сегмента с зубом пильного полотна, а её качество не зависит от квалификации мастера.
Торговая марка Stihl производит запасные твердосплавные звенья к пилам собственного производства. Подходят они также и для иных марок (Husquarna, Makita), но, увы, не согласуются по значениям паза и шага с бензопилами отечественного производства.
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
Конфигурация зуба и угол заточки цепи бензопилы
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
Шаблон конфигурации зуба пилы ФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Заточка напильником
Самый простой и доступный способ решение рассматриваемой проблемы: точить цепь бензопилы напильником. Эта ручная методика требует аккуратности и тщательного контроля параметров зубьев. Для проведения проверки правильности действий используются специальные приспособления.
Для реализации данной методики своими руками потребуются следующие инструменты: напильники плоской и круглой формы разного размера и зернистости; державка, в которой крепится напильник; специальный шаблон; приспособление крючкообразного вида для извлечения остатков металлической стружки и застрявших опилок; тиски. Основным инструментом считается напильник круглого типа диаметром 4-6 мм, с помощью которого производятся основные действия. При работе должны обеспечиваться точные углы, а потому напильник устанавливается в державке, обеспечивающей нужное его положение относительно зубьев. С помощью державки инструмент фиксируется с вылетом над спинкой зуба на 20% от своего диаметра.
Заточка пилы напильником
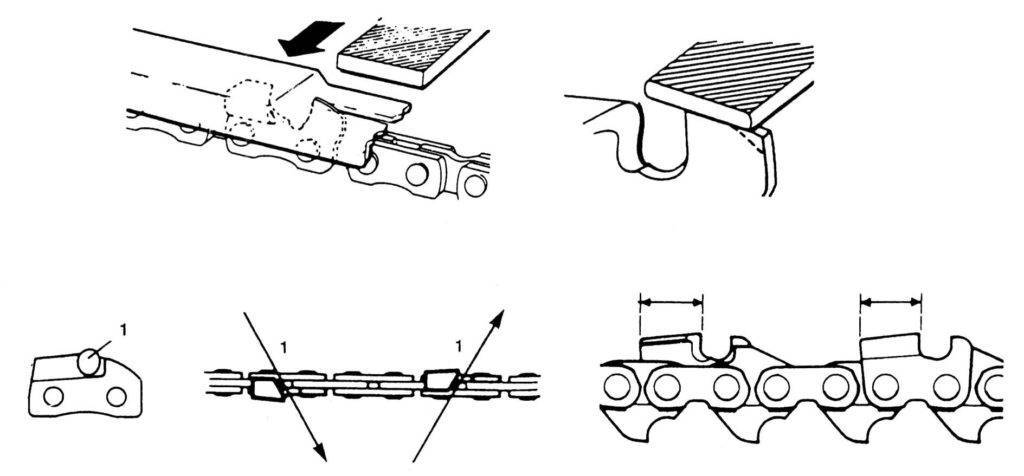
Операция по уменьшению высоты ограничителя обеспечивается плоским напильником. Для того чтобы не убрать лишний металл, применяется специальный шаблон. Во время заточки он монтируется на цепи пилы, при этом она пропускается в отверстие, расположенное в центре шаблона. Напильник при обработке имеет опору на ролики и движется строго параллельно боковым граням шаблона.
Для того чтобы точно наточить цепь бензопилы ручным способом, необходимо учитывать следующие правила заточки:
Параметры зубьев и ограничителя взаимосвязаны, а их значения могут отличаться для разных типов инструмента и должны соответствовать инструкции на бензопилу.
Важно обеспечить идентичность заточки всех звеньев цепи, что вызывает необходимость выравнивать все зубья по тому элементу, который имеет наименьшую высоту.
Правильная заточка обеспечивается при расположении напильника параллельно пола и с поворотом на угол 26-31º в горизонтальной плоскости.
Снятие металла обеспечивается только при движении напильника в направлении от себя, делать это необходимо плавно и расчетливо.
На первом этапе затачиваются все зубья одного направления, а потом после переворота цепи обрабатываются элементы другой направленности.
Ручная процедура заточки проводится в таком порядке:
- обеспечение надежной фиксации бензопилы и установка стопора цепного движения, при этом допускается удерживать инструмент между коленями, но для более надежной фиксации рекомендуется его зажимать в тисках;
- маркировка начального зуба для устранения риска повторной обработки;
- проведение поочередной заточки всех зубьев одного направления по всей длине цепи;
- переворачивание пилы и повторение заточки, но с зубьями второго направления;
- обработка ограничителя с установкой специального шаблона.
Какой напильник нужен для заточки цепи
Необходимость выпрямления краев режущих звеньев проявляется заметным снижением производительности распыления, повышенной вибрацией, высвобождением мелких стружек, необходимостью дополнительных усилий для ввода гарнитуры в разрез.
Файлы и направляющие согласуются с шагом цепи. Насадочного крепления обеспечивает оптимальный угол заточки. В фирменном ассортименте многих производителей есть простые держатели и более усовершенствованные заточки роликового типа.





Качество конечного результата во многом зависит от правильного диаметра файла. При эксплуатации бензопилы в комплекте с неправильно заточенной цепью, в лучшем случае, производительность пиления снизится, в худшем случае цепь будет безнадежно сломан. Также высока вероятность повреждения инструмента в целом.
Многие не знают, как затачивать зубы на цепи бензопилы, но это достаточно просто. Круглый напильник 4,8 мм и все в
Основная сложность определите размер круглого файла, ведь работа, выполненная плоским инструментом, гораздо проще. Для зубцов пилы Stihl верхний край напильника должен выступать на 20% его высоты на рабочую угловую поверхность. Однако следует помнить и о шаге пылевого цепи, обычно принимают размером 0,325 дюйма.
Как выбрать файл для заточки цепи для бензопилы JOIN VSP GROUP PARTNER PROGRAM:.
Для достижения хороших параметров резки зубным лопастям предоставляются определенные углы. Задняя часть зуба, которая падает под углом, образует задний угол верхней лопатки. Это инструмент для заточки края режущего зуба цепи. В зависимости от параметров цепи, для бензопилы применяется напильник диаметром от 4,0 до 5,5 мм. Этот угол необходим для вырезания верхней лезвия в древесных пород.
Заднее суживающейся зубное лезвие образует задний угол торцевой лезвия. Этот угол необходим для бокового резания стружки.
Задний угол верхнего лезвия характеризует разворот верхнего лезвия.
Нужно понимать, что затачивать цепь НЕ БУДЕТ обычным круглым, а тем более плоским или треугольным напильником, поскольку файл для цепи должен иметь свои параметры. Хотя здесь стоит сделать замечание. Вы можете измельчить измеритель глубины простым плоским напильником.
Важнейший параметр файла цепи. Его диаметр
Это важно, поскольку в зависимости от шага цепи используется файл определенного диаметра. Ниже приведена таблица, которая показывает, какой файл подходит для цепи с определенным шагом
Шаг цепи (мм) Толщина звена (мм) Диаметр шпильки (мм) Угол шлифовки (градусы) Степень наклона режущего зуба
| 1/4″(6,35 мм) | 1.1-1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.1 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 (для распиловки) | 4 | десять | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.5 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.6 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3-1.6 (для распиловки) | 4.8 | десять | 0,75 мм |
| 3/8″ (9,3 мм) | 1.3 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.5 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.6 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 | 5.5 | тридцать | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
Кроме того, следует учитывать, что большинство файлов продаются без ручки. Его следует покупать отдельно. Это, конечно, не касается наборов файлов, в которых большинство файлов оснащены ручками.
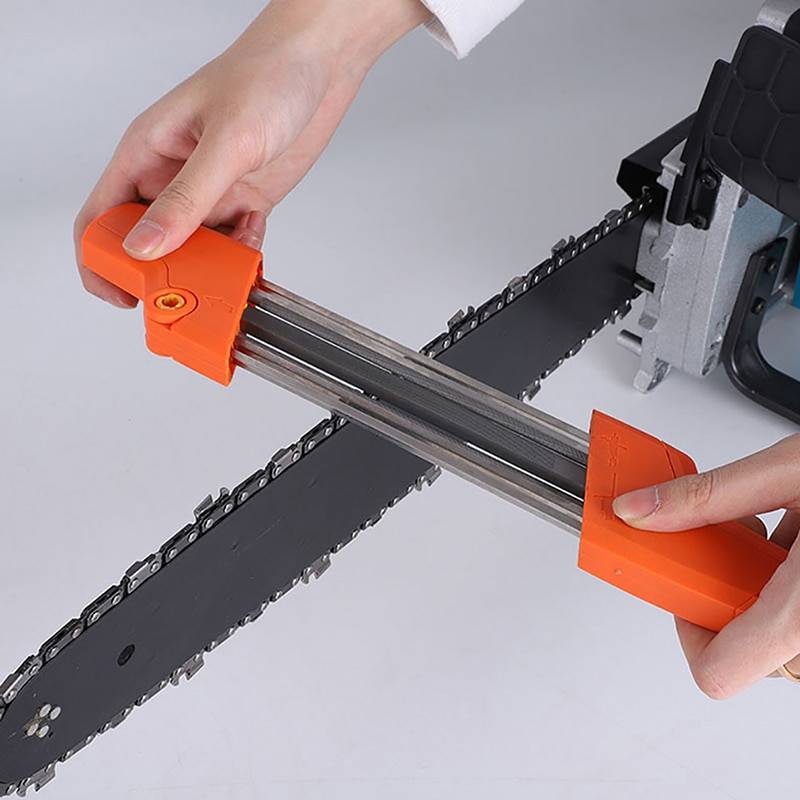
Без сомнения, опытный пользователь бензопил сможет затачивать цепь без различных аксессуаров и устройств, называется на глаз. Но для этого нужно иметь опыт, который нужно получить первым. И это гораздо удобнее делать с помощью различных устройств, которые позволят правильно затачивать цепь. Давайте рассмотрим самые популярные из них.
- Первый шаг это подбор необходимого диаметра круглой напильники. Приведенная выше таблица показывает диаметры в зависимости от шага цепи.
- Прежде чем заточить, обязательно тщательно очистите цепь от опилок, смолы и прочего ненужные предметов. Это можно сделать с помощью специального инструмента, мягкой металлической щетки или подручных средств.
- Заточки зубцов цепи. Если вы используете круглый файл без аксессуаров, тогда следует крепко зафиксировать файл и поддерживать правильный угол (для сквозных цепочек это 30 градусов, а для продольных-10), направляйте файл вперед и назад. В этом случае целесообразно нажимать на файл только во время движения вперед. Стоит начать с короткого зуба.
- Если у вас есть контрольное устройство, то после того, как вы уверены, что зуб заостренный, вам нужно проверить его.
- Если нечего проверить правильность заточки, тогда поможет совет от Stihl: ни свет не должен отражаться от режущей кромки.
Свет не отражается
Обзор набора для заточки цепи Stihl.





