

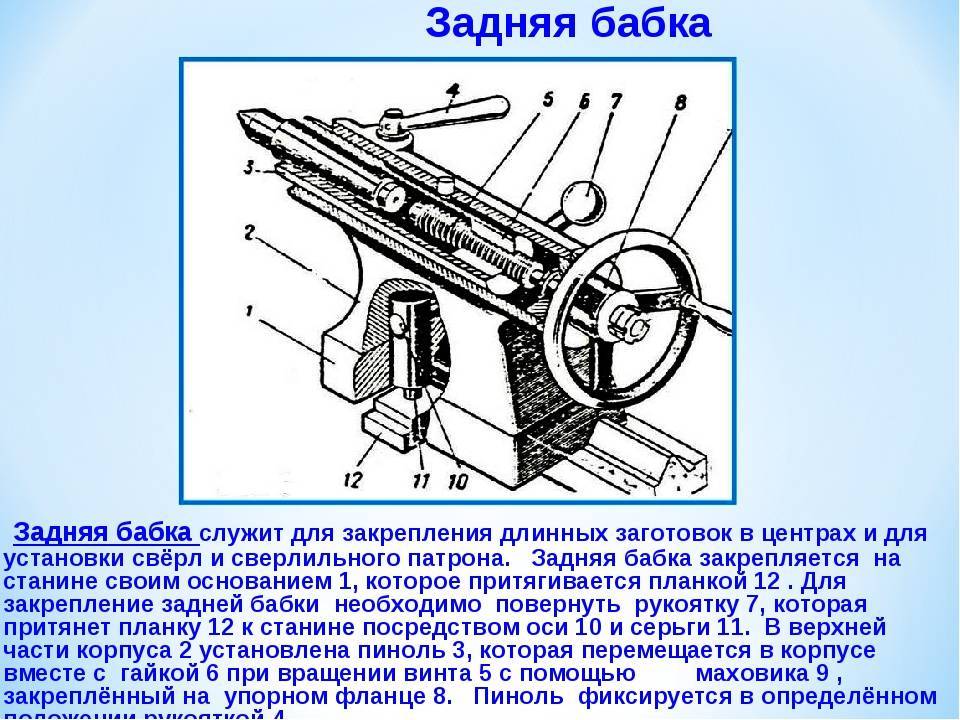
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
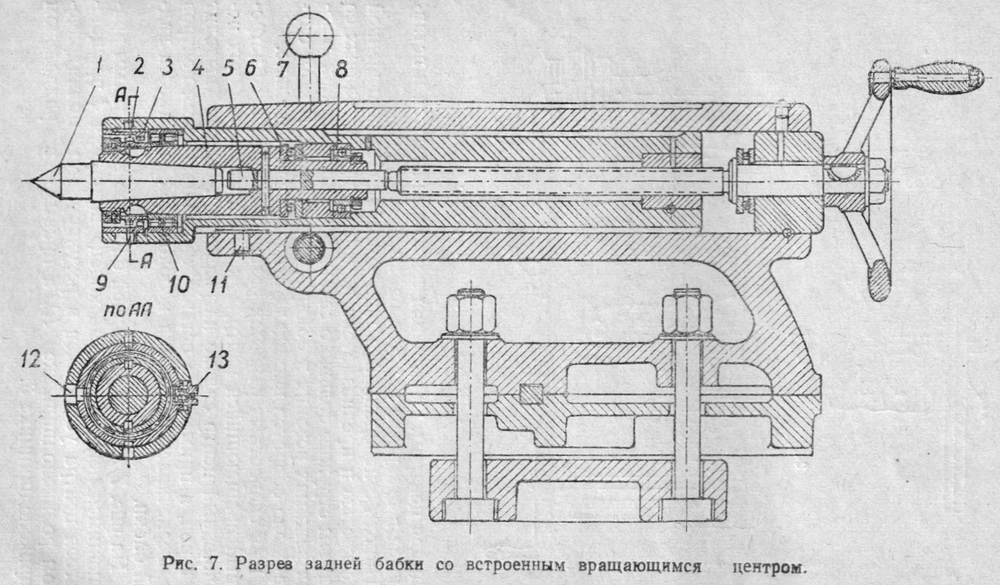
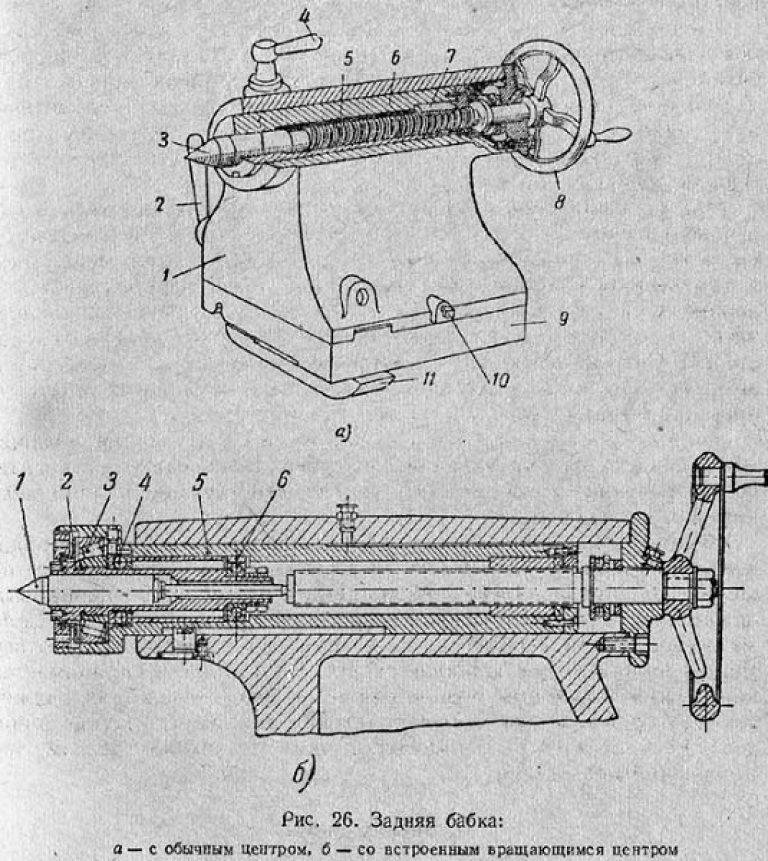
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
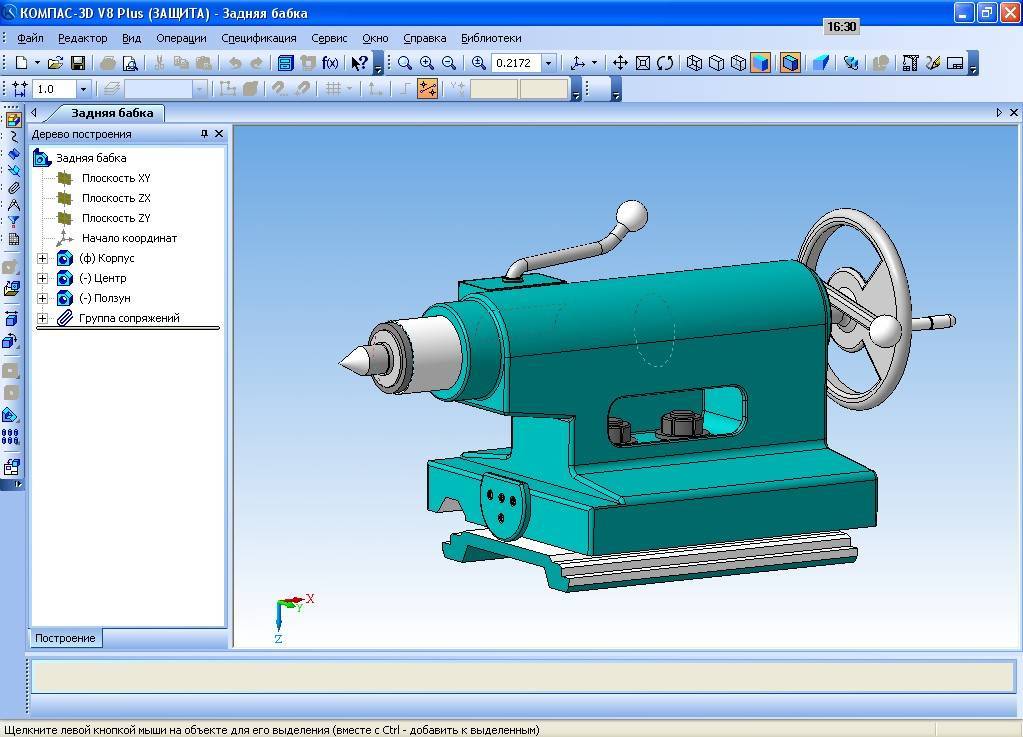
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Преимущества таких изделий для токарного станка состоят в том, что при её проектировании и изготовлении можно создать устройство способное решать только поставленные задачи и в нём будут отсутствовать ненужные функции и дополнительные возможности. Они только увеличивают сложность узла и повышают его стоимость.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).

Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны
Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники.
При необходимости в изготовленной втулке следует произвести пропил
Его ширина не должна превышать 3 мм.
С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины.
С правой стороны отварить гайку с шайбой.
С левой стороны удалить гайку.
Головку болта спилить. Место спила обработать с помощью абразивного инструмента.
Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром ¾ дюйма. Длина составляет около 7 мм.
Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.

Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
- Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
- На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
- Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
- Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
- В гидравлический цилиндр заливается смазывающая жидкость.
- Устанавливается шкив и суппорт с направляющими.
- Монтируется электропривод.
Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
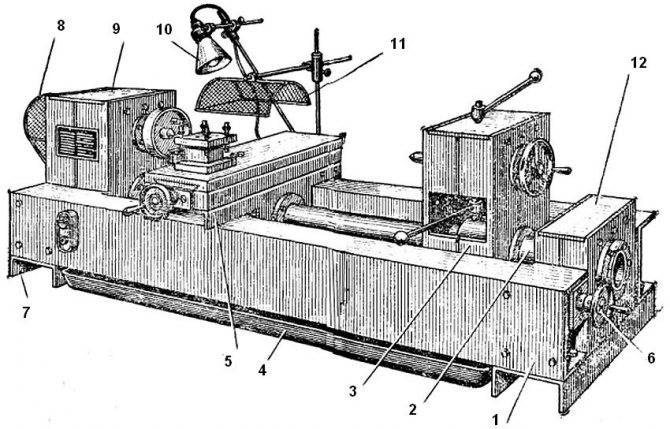
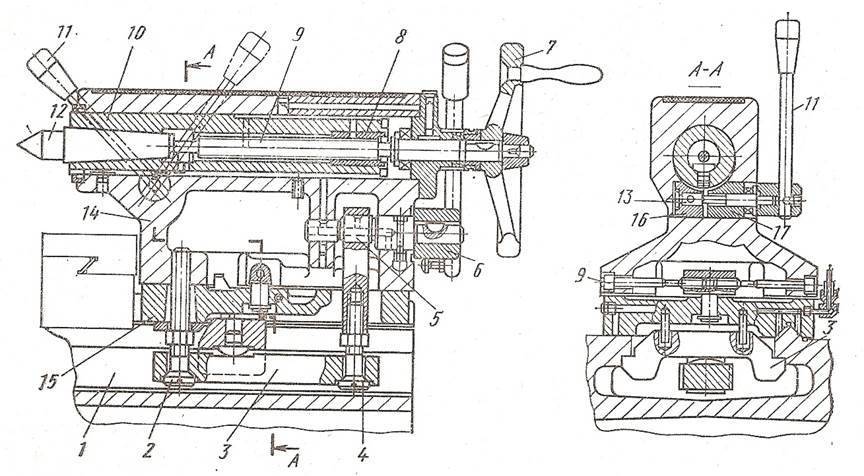
Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора
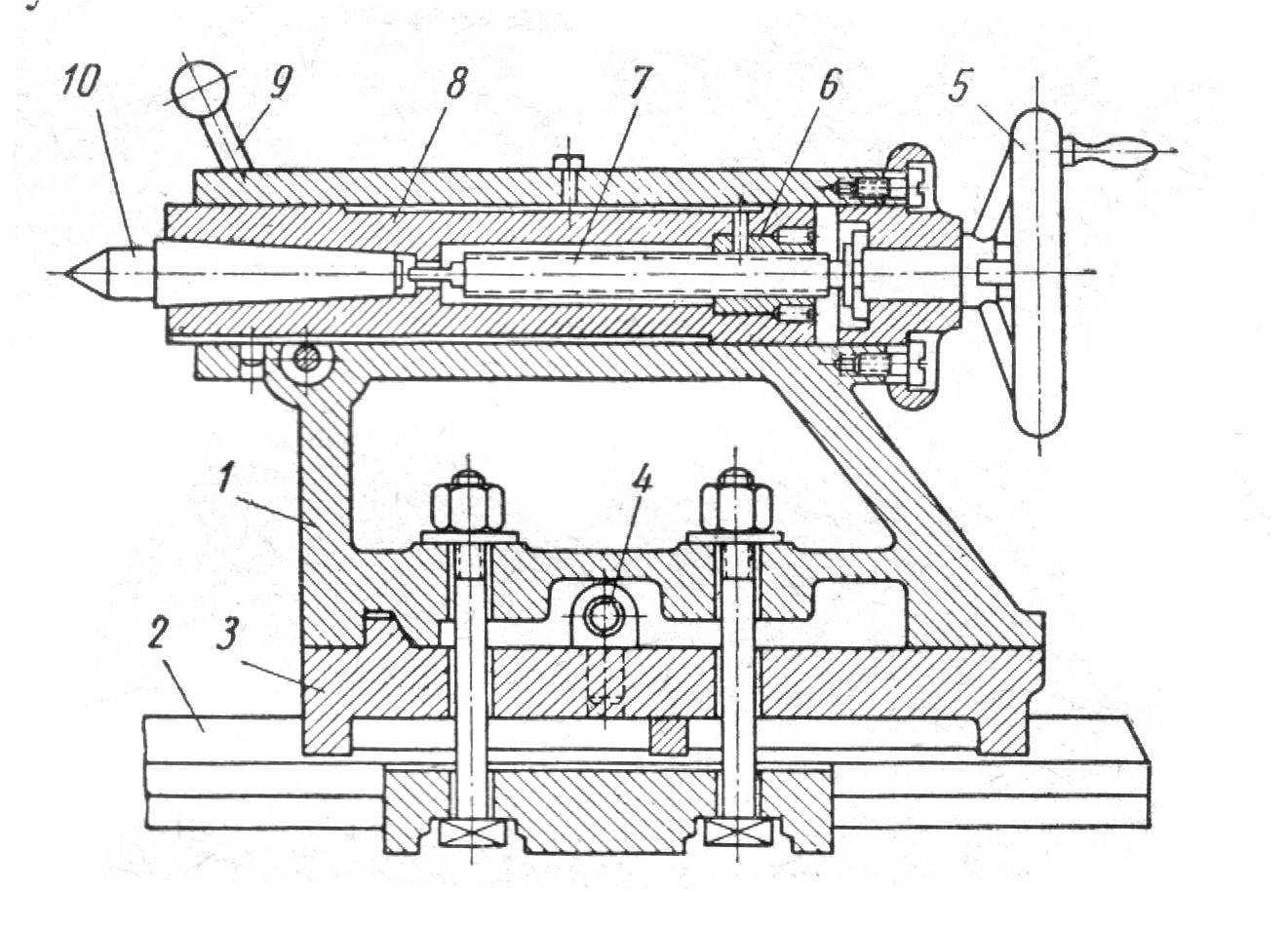
Устройство и принцип работы
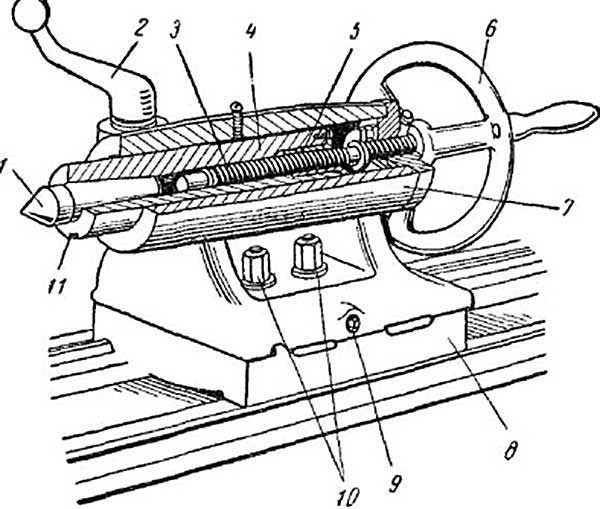
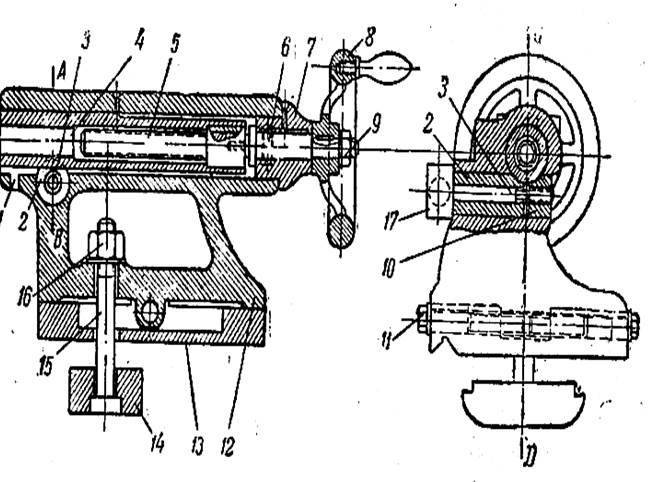
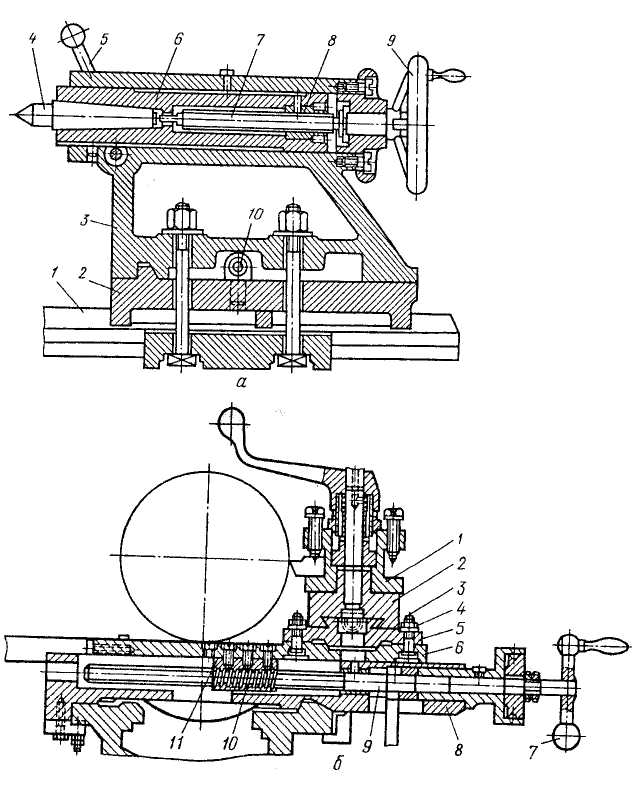
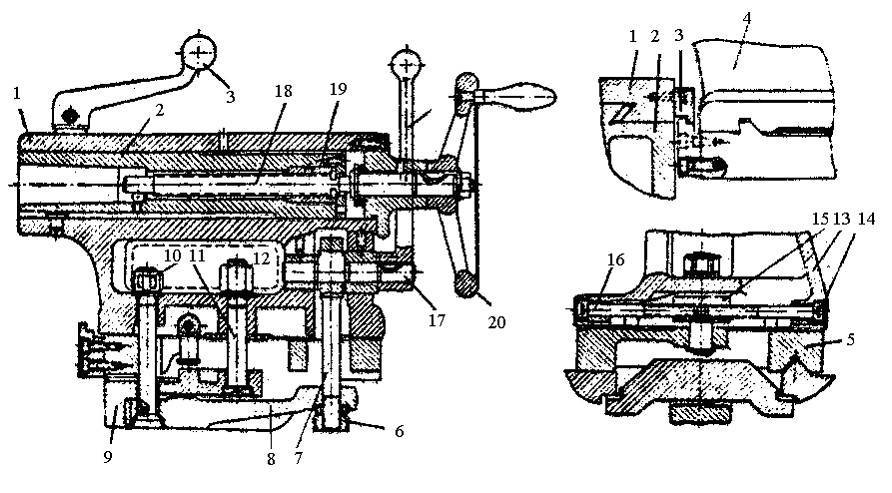
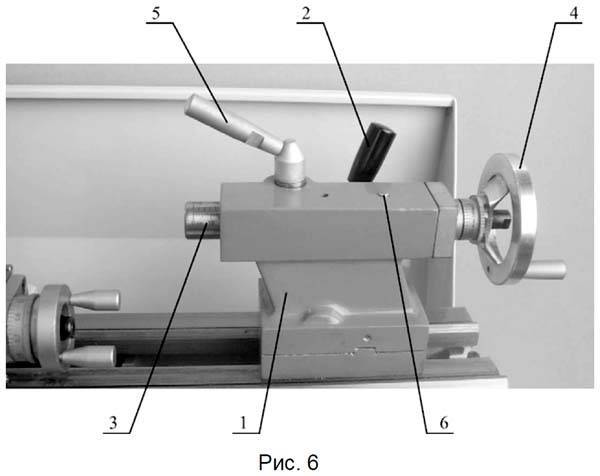
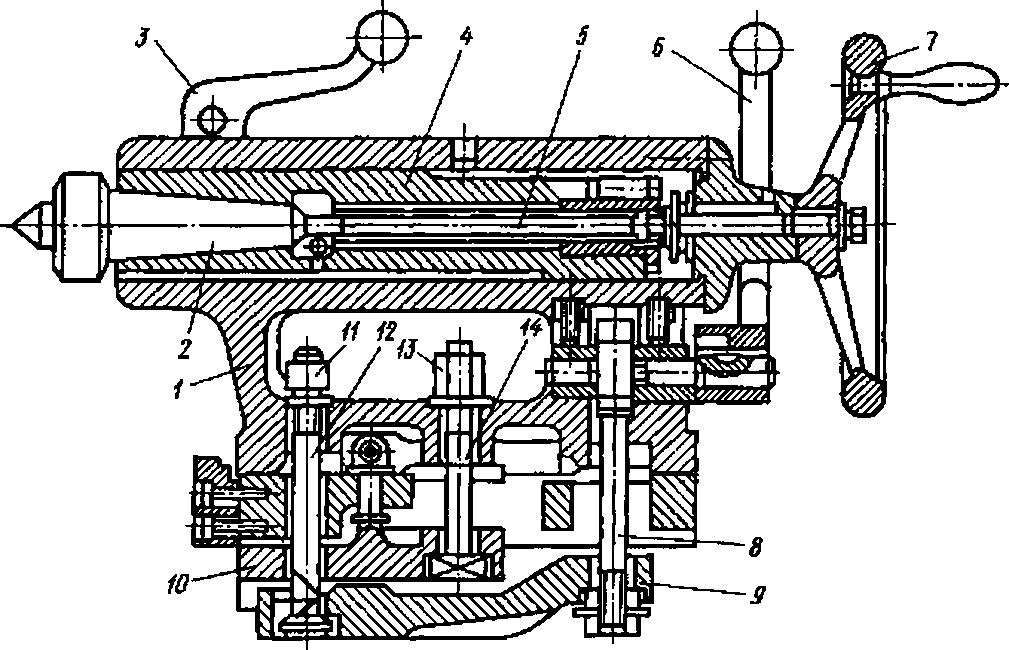
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
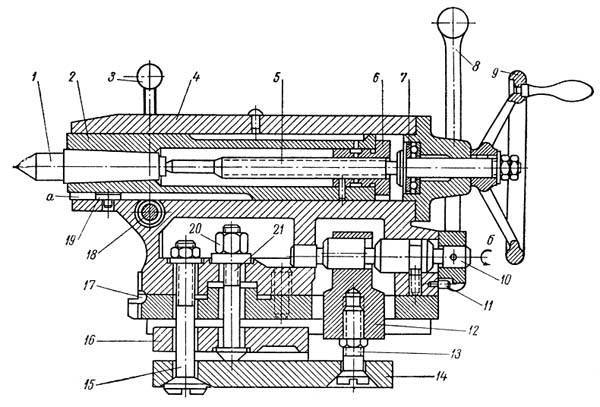


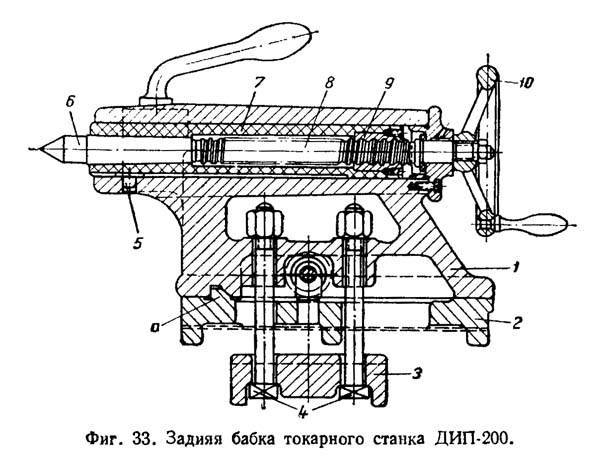
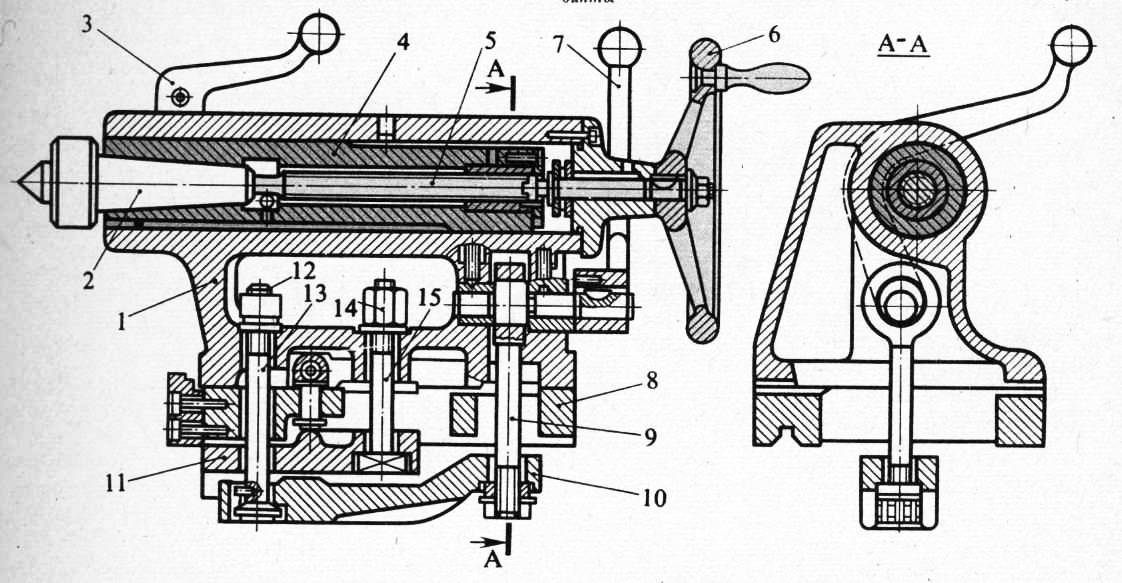


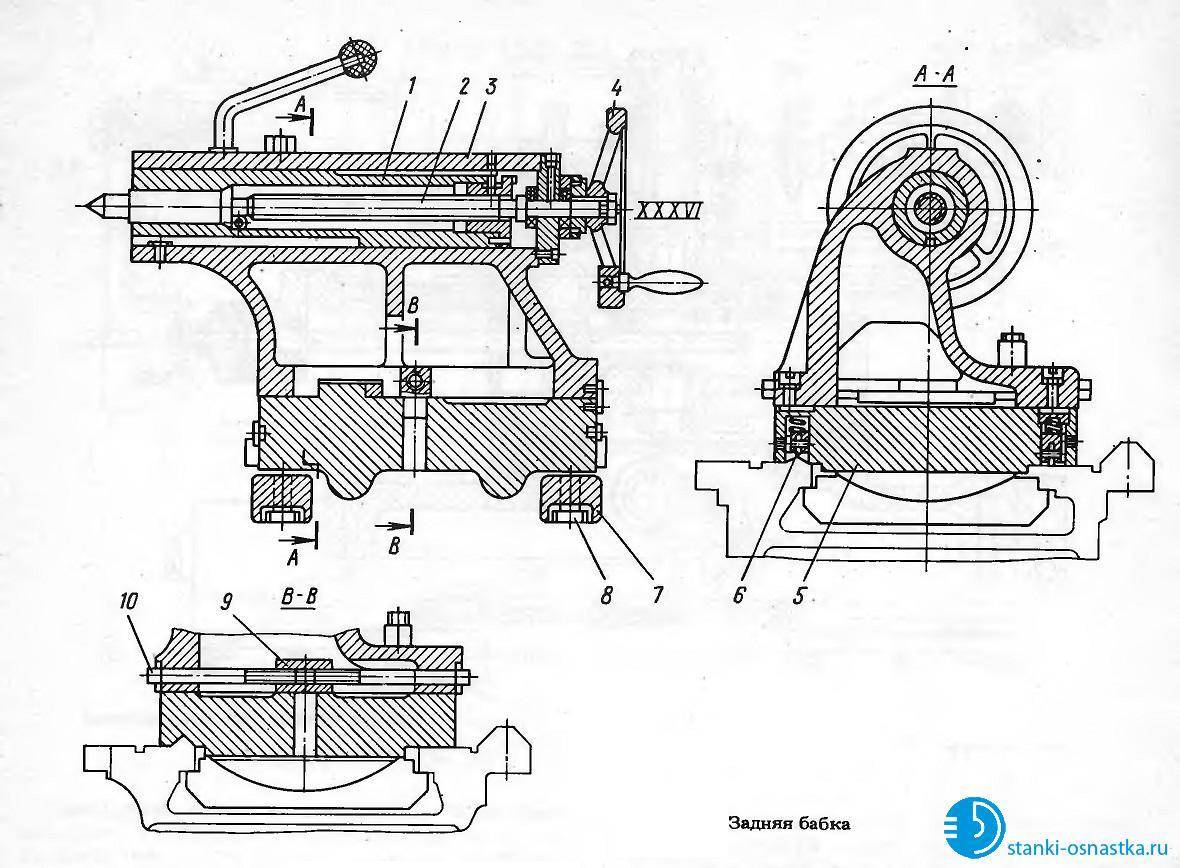
- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков зарубежного производства соответствует ISO 702/1. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета (в прецизионных станках значительно выше), при изготовлении поверхность подвергается закалке и шлифовке (Ra не ниже 1,25), а ее наружный диаметр строго концентричен оси вращения. В противном случае радиальное и торцевое биение патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки.
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, а также проверять биение вновь установленных патрона или цанги.
Проверка точности
Геометрическую точность обработки, например, на токарных станках с ЧПУ проверяют таким образом: в токарный патрон зажимается заготовка диаметром 200 мм длиной 500 мм и обтачивается по цилиндрической поверхности без поджима задней бабкой. Допустимое отклонение от цилиндричности — 0,04 мм на длине 300 мм от торца патрона.
При неудовлетворительных результатах проводят регулировку передней бабки токарного станка: установку оптимальных зазоров в радиально-упорных и упорных подшипниках шпинделя, воспринимающих радиальное и осевое усилие при работе оборудования.
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.
Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.
Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что можно делать с помощью токарного станка

Ещё на стадии проектирования станка можно предусмотреть токарные приставки для дрели. Одной из них может быть копир. Он применяется для того чтобы в точности по образцу повторить все фигурные резы на деревянном цилиндре. Проблемой бывает перемотка двигателей, а приставка к дрели справится и с этим заданием. Использовать укреплённую на станине дрель можно для шлифования, поставить на неё полировочную подушку. Используют вращение заготовки для нанесения краски. При центробежном растекании по поверхности декоративного слоя создаётся непредсказуемая цветовая мозаика. Первый станок пробудит интерес к творчеству и вашу фантазию.
Используя подручные недорогие материалы можно создать себе помощника, с которым ваять эксклюзивные вещи для своего жилища. Во все времена ценились художественные поделки, изготовленные собственными руками.


Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
Конструкция передней бабки
Станина представляет собой две параллельные стенки, скрепленные ребрами жесткости между собой, а также направляющими. Внутренняя пара направляющих — реечная. На них установлена задняя бабка, которая может перемещаться в зависимости от длины заготовки. Внешние направляющие призматической формы, по ним передвигается каретка, удерживающая суппорт. Все направляющие должны быть строго параллельны друг другу.
Здесь располагается шпиндель, передающий на обрабатываемую деталь движение кручения, а также устройство для крепления заготовки: цанга, зажимной патрон или центр.
Комплектующие передней бабки:
- корпус;
- шпиндель;
- подшипники;
- устройство для контролирования направления движения шпинделя;
- устройство для контроля над скоростью движения шпинделя;
- устройство включения и остановки оборудования.
Форма корпуса может быть разной, она зависит от устройства бабки. Нижняя плоскость гладкая, с пазами по краям либо шпунтом посередине, в которые установлены направляющие. Пазы выполняются своими руками под сечение-треугольник, шпунт прямоугольный или трапециевидный.


На станках по дереву устаревших моделей, кожух передней бабки представляет собой пару стоек с проемом, в котором устанавливается подшипник для вращения шпинделя, а также двух ушек переборного валика.
Устройство более современных передних бабок иное — это кожух с проемами для установки шпинделя и рычагами управления оборотами.
На внешней стенке находятся рычаги управления одного из важнейших узлов токарного станка по дереву — коробкой оборотов (скоростей). Рычагами устанавливается количество оборотов шпинделя или скорость его вращения, т.е. управляем станком своими руками.
Рядом с рычагами (кнопками, тумблерами или рукоятками) находится табличка с графическим пояснением соответствия положений рычага и скоростей вращения. Для кручения шпинделя в корпусе бабки установлены подшипники. От их конструкции зависит максимальная скорость кручения и производительность станка по дереву.
Самостоятельный ремонт
Так как своевременное техобслуживание станков крайне важно, существует три вида ремонта бабки станка, электрооборудования и других частей конструкции. К первому методу, предотвращающему износ оборудования, относится предварительный осмотр
Это ежедневное мероприятие по выявлению поломок, проводится перед началом работы. Плановый ремонт включает не только проверку задней бабки, но также электрооборудования и других элементов агрегата. Капитальный ремонт, конечно, самое дорогостоящее мероприятие, которое требует наличия соответствующих условий, но дает возможность продлить срок службы задней бабки, привода, передачи и других составных частей станка.
Так как бабка станка – самый задействованный узел, поломки в ней случаются довольно часто. При этом приходится восстанавливать соотношение между мостиком и станиной, высоту центров, регулировать точность отверстия. Также в ремонте могут нуждаться отдельные составляющие, управляющие элементы или пиноль. Самым сложным считается регулировка высоты центров и настройка точности отверстия корпуса. Большую часть поломок задней бабки чинят с помощью акрилопласта . И хотя небольшие дефекты отверстия под пиноль устраняют с помощью притир, следом за этим все равно применяют акрилопласт. Притиры подходят для ремонта неизношенных отверстий.Чтобы правильно отрегулировать высоту центров, применяют специальные накладки на направляющих и растачивание. Затем изготавливают новый шпиндель, который фиксируется посредством акрилопласта. Пиноль ремонтируют шлифуя наружную сторону. Для восстановления конусного отверстия используют втулку (выполняет компенсаторную функцию). Цилиндрическая снаружи, и конусообразная внутри, она сделана из каленой стали, диаметр наружной стороны равен диаметру расточенного отверстия, но небольшой люфт оставляют в обязательном порядке. Если ремонтируют место нахождения подшипников, сначала полностью заменяют неисправный узел, а затем подстраивают диаметр внутренней стороны по подшипникам.
Восстановление корпуса и мостика задней бабки:
- Поверхность корпуса шабрят.
- Поверхность мостика подвергают фрезеровке, накладка крепится винтами или садится на клей.
- Когда выполняется шабрение корпуса, стараются добиться горизонтальности сопрягаемых поверхностей с точностью до 0,05 мм на 100 см длины. Сопряженность проверяют по уровню, по нему же проводится установка и выверяется положение станины.
- Соединяют корпус и мостик. В шпинделе передней бабки крепят бортштангу, следя за тем, чтобы ее ось в точке крепления резца была выше нормального положения оси шпинделя на 0.05 мм.
- Установив заднюю бабку перед кареткой суппорта, помещают груз для придания жесткости.
- Отверстие для пиноли в корпусе растачивают.
- Для шлифовки отверстия применяют наждачную бумагу, а также разжимную оправку.
- Окончалельно поверхность сглаживают чугунным притиром.
- Убрав из-под направляющих прокладку в виде фольги, производят установку задней бабки на станине.
- Процесс заканчивается проверкой совпадения центров задней и передней бабок и положения пиноли по отношению к направляющим.
Ремонт с применением акрилопласта:
- При расточке отверстия для пиноли, снимают около 2мм металла. Конусность и овальность не должны превышать 0,5 мм.
- Пустотелая оправка помещается в шпиндель передней бабки и затягивается. Тело оправки должно соответствовать размеру пиноли. Перед помещением в шпиндель оправки, туда закладывают прокладку толщиной 0,7-0,8 мм. Она нужна для создания равномерного биения на концах оправки.
- Проверка биения оправки осуществляется путем вращения шпинделя. Расположение шпинделя должно быть таким, чтобы образующая оправки находилась над его осью.
- На верхней части корпуса сверлят три отверстия равноудаленных друг от друга.
- Заранее удаляют жир с расточенной поверхности..
- Покрывают оправку мыльной пеной.
- Заводят заднюю бабку на оправку по станине и накладывают груз, не перекрывая отверстия.
- Полученные зазоры между оправкой и корпусом и отверстия для зажима пиноли необходимо герметизировать. Для этого подойдет пластилин.
- В три готовые отверстия заливают акрилопласт, в него можно добавить бронзовую мелкую стружку или пыль.
- После полного высыхания акрилопласта сдвигают бабку и удаляют все пластиковые или пластилиновые остатки, делают смазочные канавки, отверстия для скрепления конструкции и собирают бабку.
ВАЖНО! Подобный способ ремонта довольно простой и достаточно эффективный. Сохраняется старая пиноль, а значит и не требуется проведение мероприятия точной расточки и доводки отверстия корпуса





