

Используют ли высечные ножницы для резки профлиста?
Да, используют. Они обладают тремя основными преимуществами:
- Режут металл быстрее, чем электролобзик, и по скорости сравнимы с болгаркой.
- С их помощью можно начинать резать лист не от края, а с середины (инструмент прорубает отверстие в нужном месте листа).
- Не деформируют кромки профлиста. Линия среза получается ровной.
- Режут профлист с любой высотой волн и любой толщиной стали.
Единственный недостаток инструмента — довольно высокая стоимость.
В каких случаях используют?
Для продольной и поперечной резки профнастила, для получения прямой и фигурной линии среза в труднодоступных местах (инструмент отличается высокой манёвренностью).
Внимание: перед началом работы отрегулируйте инструмент. Режущий край должен быть строго перпендикулярен поверхности профнастила — это позволит избежать появления «рваных» кромок на листе
В процессе резки образуется много отходов — острой металлической стружки. Не забывайте оперативно удалять её с поверхности профлиста с помощью мягкой ткани.
Как ровно пилить лобзиком ДСП?
Этот вопрос интересует всех
Важно аккуратно обходить углы, а вот сделать круг в детали можно только после того, как все остальные срезы завершены. Для таких работ применяется основная пила
Ее вполне хватает. Применять силу на инструмент нельзя. Работа таким инструментом должна проходить в несколько этапов:
- При работе с жесткими материалами – применение машинного масла и охлаждающей жидкости.
- Работая на больших скоростях, нужно делать отдых, иначе оборудование перегреется и выйдет из строя.
- Соблюдение техники безопасности, применение перчаток и очков.
- По окончании работы прибор протирается и смазывается маслом.
Есть и ручные агрегаты. Как правильно и ровно пилить ручным лобзиком? Это проще, потому что можно остановиться и произвести исправления, хотя многие считают наоборот. В любом случае электролобзик считается незаменимым оборудованием для дома. Потому что он работает на любой поверхности и создает ровные распилы. Если есть возможность, то нужно приобрести его. Лишним в хозяйстве он точно не будет.
Как работать с мозаикой: особенности и правила
При прямой резке или распиливании круглых отверстий важно правильно выбрать режим. От этого зависит качество резки и безопасность инструмента
Опытные мастера интуитивно чувствуют работу инструмента, но есть базовые рекомендации по работе с разными материалами.
Работаем с деревом. Многим мастерам кажется очевидным, как работать с деревянной мозаикой. Но есть нюансы. Например, для мягкой древесины лучше резать на высокой скорости. Чем плотнее и прочнее древесина, тем ниже должна быть скорость файла. Маятниковый ход 1-й степени должен быть связан при работе с заготовками более 3 см, а если толщина доски превышает 5 см, то лучше перейти на 2 уровня и выше. Например, модель GRAPHITE 58G061 в режиме маятника может справиться с доской до 65 мм.
Интересный факт: Многие модели лобзиков, такие как Sparky TH 60E, оснащены функцией маятника. Эта функция позволяет перемещать файл не только вверх и вниз, но и немного в сторону. Многоступенчатое маятниковое движение используется только для прямой резки, для объемных заготовок или большого объема резки, когда требуется производительность, а чистотой резки можно пренебречь. Скорость пиления в режиме маятника значительно возрастает при незначительной потере качества.
Резка металла Резка металла осуществляется на низкой скорости без использования маятникового механизма. Чтобы улучшить качество резки и снизить нагрузку на инструмент, рекомендуется наносить на леску резки специальный состав. Воду, смешанную с машинным маслом. Также необходимо приостановить работу, чтобы охладить инструмент. Makita JV0600K зарекомендовал себя для таких операций. Вы можете подключить пылесос для сбора опилок.
Резка пластика. Трудность резки пластика и подобных материалов, таких как плексиглас или текстолит, заключается в хрупкости обрабатываемых материалов. Несмотря на их низкую твердость, они могут деформироваться, растрескиваться или скалываться. Поэтому лучше видеть их медленно, используя мелкозубый файл.
Работа с другими материалами. Бытовой лобзик часто используют для резки или круглой плитки и керамической плитки. Его прочность низкая, поэтому скорость обработки должна быть низкой, чтобы избежать ударных нагрузок.
В любом случае, при попытке увидеть материал, «поведение» которого неизвестно, необходимо учитывать его прочность, толщину и твердость. Чтобы понять, как лучше всего установить лобзик для этого материала, вам нужно попробовать разные режимы на неправильных частях заготовки и на работе с разными файлами.
Здесь вы можете ознакомиться с основными параметрами лобзиков от ведущих компаний:
Ножовка по металлу
Не всегда есть возможность использовать электрическое оборудование вроде торцовочных пил, поэтому приходится довольствоваться простейшими инструментами. Первый из них — ножовки по металлу. Ими можно резать листовой материал, а также профиль небольшой толщины. Резку начинают с ребра, продолжают на тыльной части и заканчивают по бокам.
Достоинства:
- ножовка мало весит, поэтому руки не устают;
- простота действий;
- дешевизна инструмента;
- эффективность работы как у электролобзика.
Недостатки:
- уходит много времени;
- возможная деформация профиля;
- необходимость придерживать профиль, не гарантирующая точность работы.
Чем можно резать металлочерепицу?
Именно наличие защитных слоев и относительно небольшой толщины листа требует использования специального инструмента для резки. Чтобы раскроить поверхность металлочерепицы на части с необходимыми размерами и формой, можно использовать такое оборудование:
- электролобзик;
- ножницы для работы по металлу;
- ножовка с мелкими зубьями;
- высечные электроножницы;
- специальная дисковая пила с твердосплавными зубьями.
Высечные ножницы предназначены для прямой и фигурной резки листовой стали до 2,0 мм, при резке листового металла не деформируют и не загибают отрезаемый край листа.
Высечные ножницы применяются, когда требуется быстрая криволинейная резка материала, при этом нагрева металла не происходит. Они отличаются небольшими размерами, удобны для работы. Специальный держатель позволяет при раскрое поворачивать ножницы таким образом, как это необходимо, что ускоряет работу.
Обычные ножницы по металлу применяются реже, они могут использоваться в том случае, когда необходимо раскроить небольшой кусок листа. Их использование не столь желательно, так как после резки могут оставаться неровные края.
Используется для резки и ножовка по металлу, но она позволяет сделать только прямые пропилы. Есть очень много пилок, которые подходят именно для работы с листами металлочерепицы, но процесс этот очень длительный, сложный. Применять ручные пилки можно только в том случае, когда требуется раскрой небольшой части материала, для больших площадей ножовка не подходит.
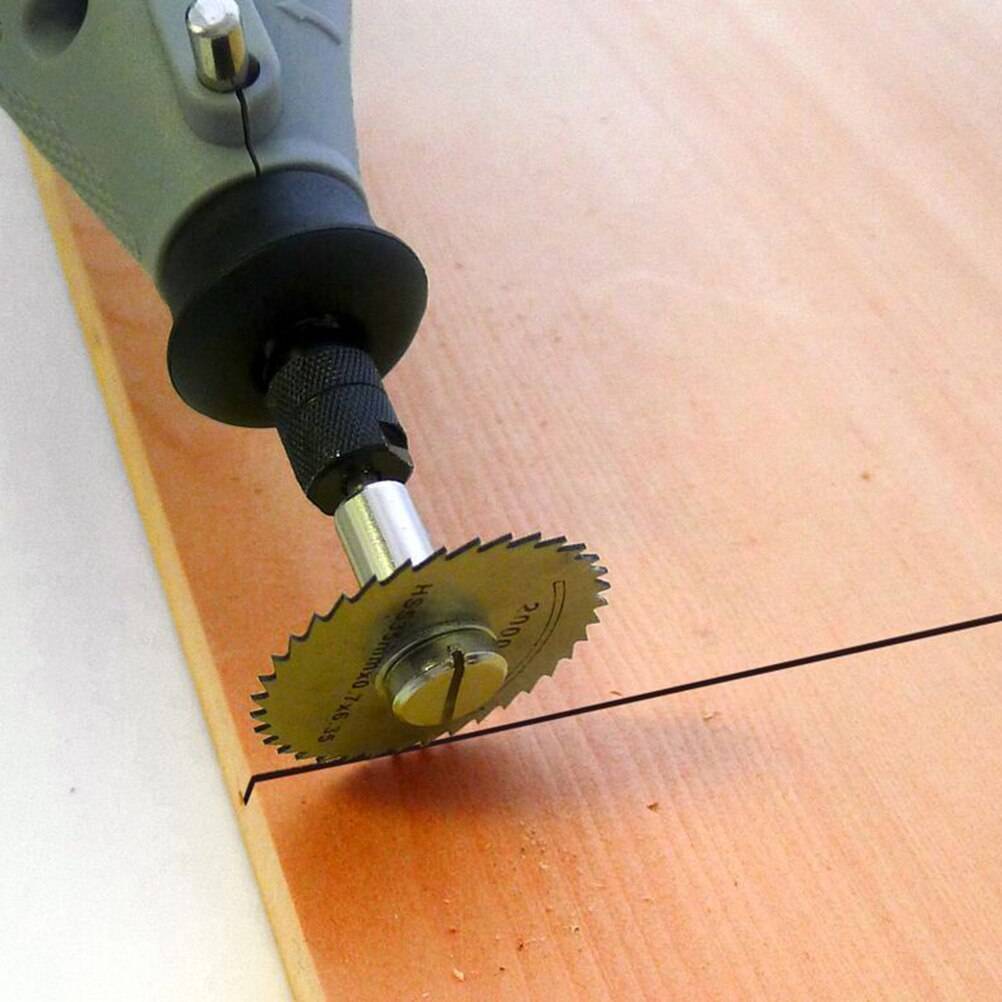
Используется для резки металлочерепицы и циркулярная ручная пила, которая имеет специальный отрезной круг для работы с алюминием. Такой инструмент не только довольно эффективен, но и долговечен, одного круга хватает для резки металлочерепицы примерно на 10 кровель. Почему такой пилой можно пользоваться, а болгаркой нет? Дело в том, что при подобной резке температура не поднимается, то есть защитное покрытие из полимера не будет выгорать и разрушаться.
Но бывают случаи, когда все же пользоваться болгаркой приходится, тогда необходимо как можно надежнее защитить металлочерепицу от искр. После резки любым инструментом необходимо место пропила обработать при помощи фасадной краски, чтобы предохранить кромки от коррозии. При резке надо следить, чтобы края металла не выворачивались, то есть чтобы пропил был максимально ровным.
Технология лазерной резки алюминия
Тонкости технологии лазерной резки алюминия связаны с особенностями этого металла: высокой теплопроводности, способности поглощать лазерный луч из-за своих теплофизических и оптических свойств. Все это приводит к тому, что его резка оказывается сложнее, чем работа с другими металлами.
Системы для лазерной резки действуют на базе компьютерных программ, что значительно упрощает управление и весь процесс работы. Например, для обработки алюминия повышают мощность луча. Но нужно понимать, что мощность и скорость работы подбираются в соответствии с толщиной металла и долей алюминия в нем.
Для лазерной резки используют аппараты твердотельного типа и газовые устройства – они имеют разные мощности и режимы работы. Второй вариант считается более мощным, еще одно его достоинство кроется в том, что он может работать непрерывно либо в импульсном режиме. Тогда как у твердотельного аппарата есть только импульсный режим, который еще называют точечным.
Нужно понимать, что резка алюминия отличается от обработки других металлов технологическими особенностями. Разрезать алюминий при помощи обычных инструментов гораздо сложнее, и результат будет хуже, чем при использовании лазерного луча. Дело в том, что лазер исключает непосредственный контакт инструмента с материалом.









Смысл резки лазером состоит в использовании мощного сфокусированного пучка света – чем точнее используется фокусировка, тем выше скорость работы. К обрабатываемой области подается поток газа, который очищает край реза от расплавленных кусочков металла. Это необходимо, чтобы избежать дополнительной обработки, ведь расплавленные частицы не успевают осесть на поверхности, и края реза получаются ровными и гладкими. Отметим, что предотвратить появление даже мелких шероховатостей по краям алюминиевых изделий позволяет использование азота.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Наиболее аккуратного результата удается добиться, если снизить скорость работы – тогда не допускаются всевозможные деформации металла.
Используемое в таком оборудовании ПО повышает качество и точность обработки. Кроме того, при лазерной резке алюминия удается отказаться от дополнительных рабочих рук, ведь не требуется закрепления изделия. В процессе работы обрабатываемый металл остается лежать неподвижно, так как отсутствует его непосредственный контакт с режущим механизмом. От сотрудника требуется лишь занести готовый чертеж в программу и включить станок.
Особенности механических и электрических моделей
По необходимости использования электричества лобзики бывают двух видов. Механическим свойственна простая конструкция из трех основных элементов (ручки, рамы и пилочки), легкость, низкая стоимость. Режущий элемент фиксируется в раме посредством двух винтовых зажимов, регулирующими натяжение. Если полотно провисает, резать заготовку (особенно металлическую) невозможно. Работать механическим лобзиком просто, но долго и энергозатратно. Максимальная частота движений — 200-250 колебаний в минуту, поэтому подобные устройства сегодня считаются малоэффективными. Однако по сей день они встречаются в магазинах.
Пример — KRAFTOOL 15606 с глубиной овальной рамы 165 мм. Она делает возможной резку металлических поверхностей больших размеров. Для удобства пользователя имеется пластиковая рукоятка с ребристой поверхностью (чтоб устройство не выскальзывало из рук), а долговечность использования гарантируется полотном с карбид-вольфрамовым покрытием, весьма износостойким и прочным. Стоимость механического лобзика — от 700 рублей.
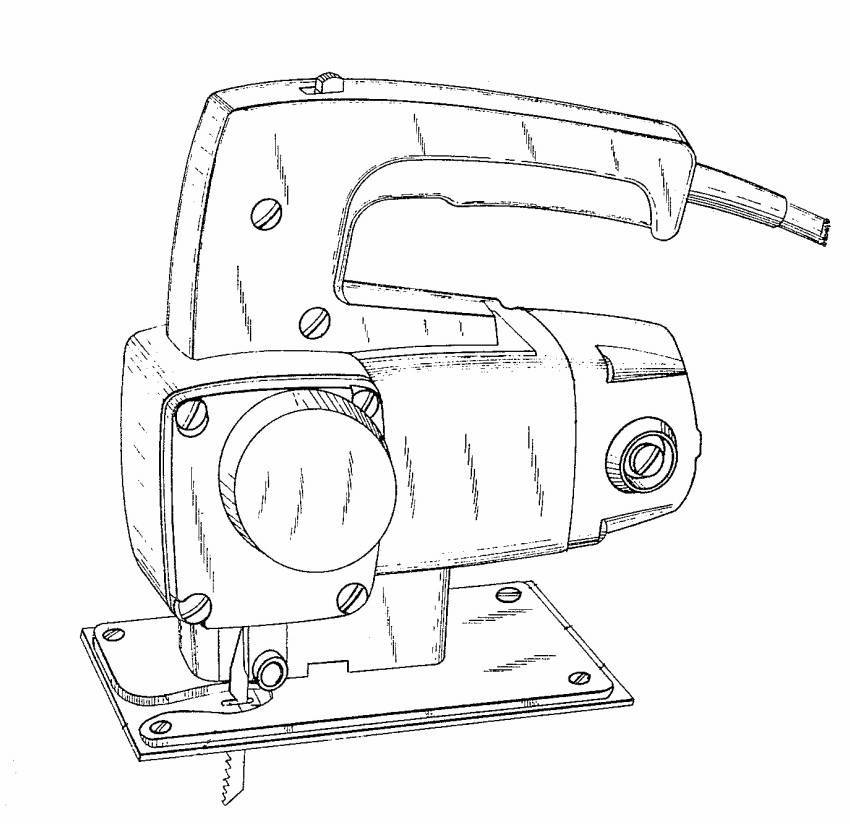
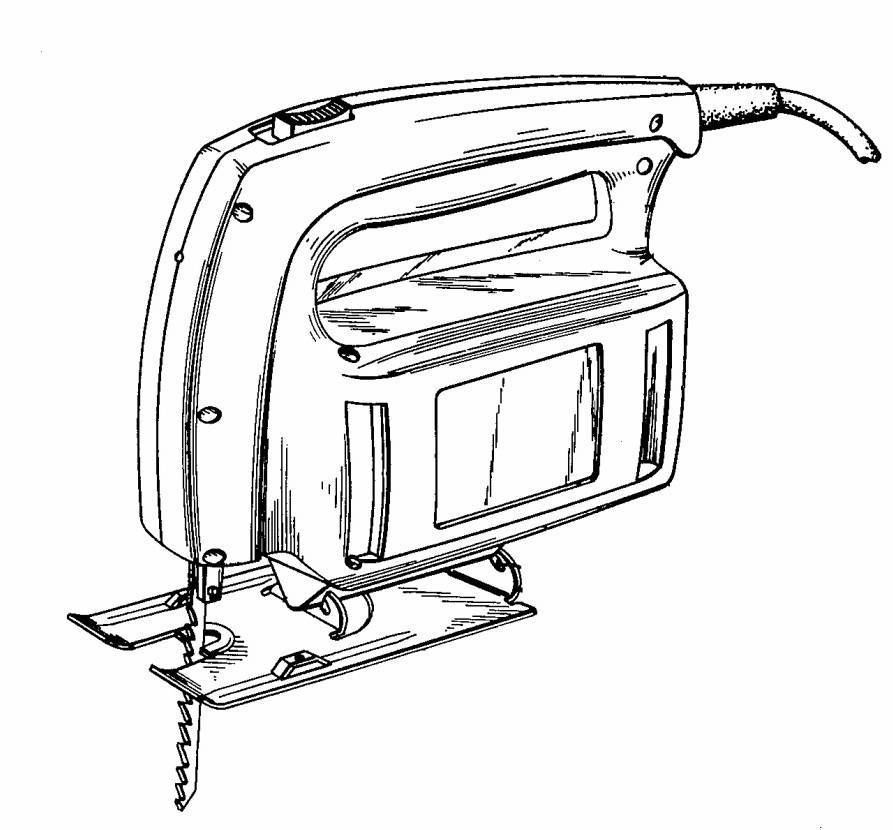
Иначе дело обстоит с электролобзиком. Инструмент работает от сети либо аккумулятора, совершает несколько тысяч колебаний за минуту, компактен, долговечен, а сменные пилки по металлу доступны в строительных магазинах. Недостатками стоит назвать вес изделия, шум при работе и привязанность к источнику электроэнергии (при работе сетевых устройств). Однако минусы меркнут по сравнению с достоинствами современных моделей, которые подробно рассмотрены в следующем разделе.
Работа с деревом
Несмотря на солидную функциональность, наиболее часто электрический лобзик применяется для работы с деревом и его производными. Использование данного устройства оправдано всегда: начиная от грубого распила десятков метров ДСП или бруса, и заканчивая деликатной обработкой ламината или фанеры.
Нет ничего хитрого в том, как работать электролобзиком: нажимаешь пусковую кнопку и приступаешь обработке выбранного материала
Наиболее важно провести работу чисто, ровно и по необходимости, без сколов. Чтобы работа лобзиком по дереву спорилась, достаточно знать несколько простых правил
Скорость . При работе с древесиной, допустимо максимальное число оборотов. Если нужен более ровный рез, без сколов, скорость убавляется. Оптимальный скоростной режим устанавливается в зависимости от обрабатываемого материала. При образовании на поверхности лишних сколов, лучше понизить скорость или поменять пильное полотно.
Пилки
. Для грубого реза и толстой древесины подойдет пилка с крупными зубьями со средним шагом в 4 мм. Более деликатные операции по прямому распилу лучше проводить полотном с более мелкими зубьями и лучше обратной заточки. Для фигурной резки лучше использовать тонкую пилку с большими зубьями.
Распил без сколов . Когда электрический лобзик используется для работы с древесиной и её производными, линия распила практически всегда сопровождается нелицеприятными сколами, портящими общий вид изделия. Данный дефект особенно заметен и нежелателен на декоративных и облицовочных материалах. К счастью, у данной проблемы, есть весьма простое и эффективное решение, называемое “Противоскольный вкладыш”.
Это компактное приспособление из оргстекла устанавливается в подошву некоторых моделей лобзиков, и не дает пильному полотну вырывать куски материала при работе. Следует заметить, что данный способ обеспечивает чистый рез только с пилками, чьи зубья направлены вверх. К сожалению, не каждый производитель выпускает подобные вкладыши, а универсальными они не являются.
Если для Вашей модели лобзика, подобное улучшение не предусмотрено, его можно изготовить самостоятельно из куска фанеры или оргстекла. В представленном ниже видео “как работать лобзиком по дереву без сколов”, наглядно демонстрируется процесс изготовления такого импровизированного вкладыша.
Небольшая хитрость. Если Вам необходимо сделать чистый разрез, а вкладыша нет и делать свой не представляется возможным, на помощь может прийти обычный скотч. Просто наклейте полоску вдоль линии распила, и он будет значительно аккуратнее.
Как резать металл
Должна использоваться специальная пилка для металла. Ее особенность – мелкие зубья.
При тонком или мягком (алюминий, медь и т. д.) металле можно ставить обороты двигателя повыше. Для лучшего скольжения и уменьшения сил трения в рез желательно периодически добавлять по несколько капель масла.
В случае резки листового металла, для получения ровного реза, лучше подложить под него тонкую подложку из фанеры. Резать станет значительно удобней, поскольку лист металла не будет сильно вибрировать.
Для уверенного распиливания металлических деталей, мощность лобзика должна быть как можно выше. Оптимальным значением для резки металла, является величина свыше 750 Вт.
Разметка линии пропила
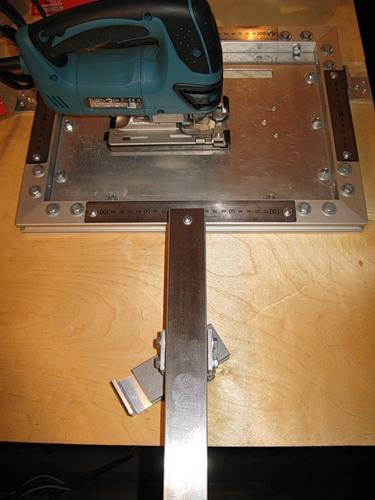
Как пилить лобзиком, чтобы отрезать заготовку ровно? Такой вопрос интересует многих мастеров, занимающихся столярными работами. Специалисты рекомендуют в данной ситуации намечать линию распила и надежно фиксировать материал на поверхности. Работая с длинными полотнами, можно в качестве направляющих использовать ровные рейки. Для фиксации отлично подойдут струбцины.
Пошаговый процесс разметки линии пропила:
- Перед тем как ровно отрезать лобзиком заготовку, необходимо сделать разметку на материале, воспользовавшись линейкой.
- Необходимое расстояние потребуется отмерить с двух сторон. Отметки соединяются, образуя тем самым линию среза. Если есть необходимость в создании фигурной линии, нужно предварительно изобразить ее на бумаге и только после этого перенести на распиливаемый материал, воспользовавшись копиркой.
- Разметка наносится на поверхность маркером темного цвета.
- Распил заготовки начинается с просверливания отверстий в центральной части.
- В ходе работы лезвие должно направляться от центра к линии разметки. Только после этого можно выпиливать заготовку по периметру окружности.
Подбирая длину пилки необходимо учитывать толщину материала
Технология выполнения спила
Начинают пилить после закрепления заготовки и нанесения разметки. Для этого необходимо включить электролобзик, установить максимальный уровень скорости и отрегулировать маятниковый ход, поставив на цифру 1.
Необходимо подвести пилку к линии разметки, прижать бок платформы к направляющей и приступить к работе. Передвигая лобзик вперед, необходимо следить за расположением платформы. Нельзя допускать отхождения от направляющей. Когда до конца полотна остается несколько сантиметров, необходимо аккуратно придержать свободный край, избегая разлома. На этом процесс можно считать завершенным. Чтобы спил не получился кривой, стоит запомнить ряд нюансов:
- в процессе работы нельзя сильно нажимать на электрический лобзик, в противном случае пилка сломается;
- разрезая стальной лист, необходимо выбирать инструмент с максимальной мощностью и работать на высокой скорости – при нагреве сталь смягчается и становится более податливой;
- обрабатывая пластмассу, ламинат, органическое стекло или нержавеющую сталь, необходимо предусмотреть дополнительное охлаждение пилки и периодически делать перерывы, чтобы инструмент успел остыть;
- чтобы пластик не оплавился в процессе обработки, надо установить минимальную скорость с частотой от 1000 оборотов/минуту;
- фигурный распил получится ровным при выборе узкой пилки с маленькими зубьями;
- закончив работу, электрический прибор стоит очистить от опилок и убрать в специальный чехол.
Профессиональные строители советуют придерживаться некоторых правил, помогающих избежать ошибок, исправлять которые будет непросто.
Выбирая пилку, необходимо отталкиваться от материала, с которым предстоит работать: пластик, тонкий или толстый металл, фанера, цельное дерево. Следует заранее подготовить все дополнительные предметы, которые могут понадобиться в процессе распила, разметки и крепежа
Особое внимание надо обратить на фиксацию материала к поверхности
Лучше всего заранее испробовать технику распиливания, потренироваться пилить лобзиком на ненужных заготовках, потому что кривую линию сложно будет исправить. Нельзя пренебрегать техникой безопасности, следует пользоваться защитными очками, пилить в перчатках.
При соблюдении этих рекомендаций процесс выпиливания деталей не должен сопровождаться непредвиденными трудностями.
Нюансы резки алюминиевого профиля на станке с ЧПУ
Обработка алюминия на станках с ЧПУ обеспечивает производство деталей высокого качества, применяемые в авиастроении, в производстве военной и космической техники. В последние годы появилось много компактных, относительно недорогих моделей, их можно встретить в автомастерских. «Хоббийные» станки с ЧПУ стали популярными у создателей моделей. Самостоятельно изготавливая редкие детали, моделисты окупают стоимость оборудования.









Уникальные свойства алюминия хорошо известны:
- легкость в сочетании с прочностью;
- коррозионная стойкость;
- низкая теплопроводность (отсюда востребованность в судостроении);
- высокая электропроводность;
- низкая цена.
Обрабатывая алюминиевый профиль на станке с ЧПУ, крайне важно правильно выбрать режим резки, иначе режущий инструмент быстро выйдет из строя. Кроме того, алюминиевая стружка прилипает к режущей поверхности, забивает отверстия и канавки инструмента, что также приводит к его быстрому износу
Приводим 10 важных правил обработки алюминия на станке с ЧПУ.
Следуя им, можно добиться наилучших результатов, а также сберечь оборудование:
Работать нужно не спеша
Выбирайте режим резки, ориентируясь как на характер станка и концевого инструмента, так и на габариты детали.
Найдите в Интернете и постоянно используйте калькуляторы скорости подачи и резки, определяйте нижний предел числа оборотов в минуту, принимайте во внимание особенности фрез разных типов.
Расчет должен учитывать прочность заготовки на изгиб, утончение стружки, разные варианты режимов работы.
Применяйте фрезы из твердых сплавов с покрытием из диборида титана. Они износостойки и рассчитаны на работу с высокой скоростью
Покрытие избавляет от налипания стружки и нагрева. Жалеть о потраченных на дорогостоящую фрезу деньгах не придется, вы сможете работать быстрее и без риска преждевременного износа инструмента. Помните: если вы обрабатываете алюминиевый профиль, фрезы из быстрорежущей стали (а также кобальтовые) не подойдут.
Режущий инструмент меньшего диаметра (до 6 мм) позволит заметно увеличить число оборотов в минуту.
Будьте внимательны к накоплению стружки в рабочей области и вовремя удаляйте ее.
Извлечь стружку из глубоких отверстий и пазов крайне трудно. Надо делать глубокий рез не сразу, а в несколько приемов, так будет легче удалить отходы и избежать порчи инструмента.
Смазочно-охлаждающая жидкость тоже поможет избежать налипания стружки, а заодно охладит заготовку и фрезу. Используйте распылитель!
Поддерживайте оптимальную скорость подачи. При слишком низкой скорости инструмент будет сильнее изнашиваться и хуже резать. Применяйте одно- и двузубые фрезы. У них достаточно большое пространство между зубьями, и они не так быстро забиваются стружкой.
Не включайте станок на предельную мощность. Это приведет к снижению качества реза и быстрой поломке фрезы.
Обратите внимание! Многозубой фрезой (четыре зуба или больше) алюминиевый профиль резать нельзя!
Можно ли резать профнастил «болгаркой»?
Профлист КАТЕГОРИЧЕСКИ запрещено резать этим инструментом по трём причинам:
- Эффектные искры, которые вылетают из-под диска в процессе работы, вредят декоративно-защитному слою. Они попадают на полимерное покрытие, прожигают его и цинк. В местах, куда попали искры, может появиться коррозия.
- Абразивный диск пилит профлист за счёт трения. В результате металл нагревается, под воздействием высоких температур полимерное и цинковое покрытие вдоль кромок выжигаются, что приводит к возникновению кромочной коррозии.
- Абразивный диск оставляет «рваные» края.
Итак: «болгаркой» можно быстро порезать профнастил, но он станет непригодным к использованию. Поэтому ответ на вопрос «как порезать профнастил «болгаркой»» простой: никак.
Допустима ли резка профнастила дисковой пилой?
Резать профнастил с помощью дисковой пилы, даже если вы будете использовать алмазный диск с мелкими зубцами, — не лучший вариант. Этот инструмент режет металл за счёт нагрева; диск плавит кромки, а вместе с ними — цинковое и полимерное покрытие. Таким образом, края листа снова оказываются незащищёнными от коррозии.
В процессе резки отсутствуют искры, которые прожигают полимерное и цинковое покрытия. Но из-за агрессивного воздействия на кромки листа мы не рекомендуем применять этот инструмент.
Нюансы резки алюминиевого профиля на станке с ЧПУ
Обработка алюминия на станках с ЧПУ обеспечивает производство деталей высокого качества, применяемые в авиастроении, в производстве военной и космической техники. В последние годы появилось много компактных, относительно недорогих моделей, их можно встретить в автомастерских. «Хоббийные» станки с ЧПУ стали популярными у создателей моделей. Самостоятельно изготавливая редкие детали, моделисты окупают стоимость оборудования.
Уникальные свойства алюминия хорошо известны:
- легкость в сочетании с прочностью;
- коррозионная стойкость;
- низкая теплопроводность (отсюда востребованность в судостроении);
- высокая электропроводность;
- низкая цена.
Обрабатывая алюминиевый профиль на станке с ЧПУ, крайне важно правильно выбрать режим резки, иначе режущий инструмент быстро выйдет из строя. Кроме того, алюминиевая стружка прилипает к режущей поверхности, забивает отверстия и канавки инструмента, что также приводит к его быстрому износу
Приводим 10 важных правил обработки алюминия на станке с ЧПУ.
Следуя им, можно добиться наилучших результатов, а также сберечь оборудование:
Работать нужно не спеша
Выбирайте режим резки, ориентируясь как на характер станка и концевого инструмента, так и на габариты детали.
Найдите в Интернете и постоянно используйте калькуляторы скорости подачи и резки, определяйте нижний предел числа оборотов в минуту, принимайте во внимание особенности фрез разных типов.
Расчет должен учитывать прочность заготовки на изгиб, утончение стружки, разные варианты режимов работы.
Применяйте фрезы из твердых сплавов с покрытием из диборида титана. Они износостойки и рассчитаны на работу с высокой скоростью
Покрытие избавляет от налипания стружки и нагрева. Жалеть о потраченных на дорогостоящую фрезу деньгах не придется, вы сможете работать быстрее и без риска преждевременного износа инструмента. Помните: если вы обрабатываете алюминиевый профиль, фрезы из быстрорежущей стали (а также кобальтовые) не подойдут.
Режущий инструмент меньшего диаметра (до 6 мм) позволит заметно увеличить число оборотов в минуту.
Будьте внимательны к накоплению стружки в рабочей области и вовремя удаляйте ее.
Извлечь стружку из глубоких отверстий и пазов крайне трудно. Надо делать глубокий рез не сразу, а в несколько приемов, так будет легче удалить отходы и избежать порчи инструмента.
Смазочно-охлаждающая жидкость тоже поможет избежать налипания стружки, а заодно охладит заготовку и фрезу. Используйте распылитель!
Поддерживайте оптимальную скорость подачи. При слишком низкой скорости инструмент будет сильнее изнашиваться и хуже резать. Применяйте одно- и двузубые фрезы. У них достаточно большое пространство между зубьями, и они не так быстро забиваются стружкой.
Не включайте станок на предельную мощность. Это приведет к снижению качества реза и быстрой поломке фрезы.
Обратите внимание! Многозубой фрезой (четыре зуба или больше) алюминиевый профиль резать нельзя!
Таблица пилок для электролобзиков в зависимости от области применения

Таблица пилок для электролобзиков в зависимости от области применения
Обработки абразивных материалов. Обработки металлических изделий различной твердости. Обработки деревянных изделий. Режущего инструмента (они имеют комбинированное полотно и применяются для деревянных и металлических изделий). Обработки нержавеющей стали. Обработки различных пластмассовых предметов. Для обработки изделий из волокнистых материалов.
Волокнистые материалы подразделяются на:
ламинат; керамические изделия; цемент.
Производительность электролобзика зависит от размера и шага зубьев на полотне, которым производится обработка материала.
Зубья пилок для электролобзика являются его режущей частью. Она может подразделяться на: Таблица характеристик пилок

Таблица характеристик пилок по дереву.
Режущая часть, в которой зубья отфрезерованные, разведенные. Разводка зубьев, которые согнуты через один вправо и влево, предотвращает нагрев режущего инструмента, помогает удалению опилок, которые образуются в результате реза. Ширина разводки пилки сделана профессионально, если она оставляет срез, равный полуторной толщине полотна. Такие разновидности применяются для быстрого реза различных по твердости деревянных, пластмассовых, металлических изделий. Режущая часть с отфрезерованными зубьями в виде волн. Настройка режущего инструмента производится не через зуб, а по несколько штук в противоположные друг от друга стороны. Такое полотно используется, когда необходимо получить чистый и ровный срез. Это актуально при отрезании пластмасс, цветных металлов и других нетвердых материалов. Режущая часть с отшлифованными зубьями. Она имеет коническую форму. Такой режущий инструмент, с конической обработкой используется для «чистового» распила пластмасс и различных пород дерева. Режущая часть с разведенными зубьями отшлифована. Такой режущий инструмент применяется для быстрой, неаккуратной распиловки древесины малого диаметра (до 50 мм). Он используется для работы с ДВП и ДСП.









Обозначения на полотне пилок.
Первая цифра обозначает длину режущего полотна. Она может принимать значение от 1 до 7. Цифра 7 «говорит», что длина пилки составляет более 15 см.
Стоящая за первой цифрой буква обозначает размер зубьев(A, B,C,D). Символ «А» обозначает очень маленькие зубья, и любой режущий инструмент по металлу имеет это обозначение.
F – самый дорогой режущий инструмент (полотно из биметалла); R – режущий инструмент с зубьями в обратную сторону; X – универсальное полотно по металлическим, пластмассовым и деревянным изделиям; P – самое толстое полотно, данный режущий инструмент применяется при пропиле разных материалов под выбранным углом, они не изгибаются за счет своей толщины, рез получается идеально ровным; O – полотно для кривого реза.
Естественно, что для обработки различных материалов фирмы-производители изготавливают полотна из разных марок стали.
Для пилок, режущих дерево, применяют высокоуглеродистую сталь (HSE — High Carbon Steel). Фактически углерод одна из наиболее дешевых и эффективных легирующих добавок, когда при его повышении в железе резко возрастает твердость, но при этом теряется пластичность. Углерод в углеродистых сталях доходит до 2 %. Твердость такой стали вполне в состоянии обеспечить обработку древесины.
Крупные зубья обеспечивают большую глубину прорезания, но при этом могут надломить края дерева. Для предотвращения надломов дерева, необходимо использовать пилки с мелкими зубьями, с минимальной подачей. Также для пиления дерева эффективна технология пиления вдоль волокон или по диагонали, относительно них.
Пилка для прямого реза хорошо держит направление, однако выпилить небольшой радиус, используя ее, не удастся – у такой пилки широкая спинка, именно поэтому она столь хорошо «держит линию». Для криволинейного пропила подойдет специальная тонкая пилка для фигурного реза. Спинка у такого пильного полотна намного уже, если сравнивать с пилкой, предназначенной для прямого пропила, зачастую спинка бывает даже более узкой, чем хвостовик. Выполнить же прямой пропил с ее помощью практически невозможно – на длинной дистанции ее моментально уводит в сторону.
Общие принципы резки
Надо понимать, что из-за своей конструкции все электрические лобзики не дают идеальный разрез.
Результат будет неплохим, если соблюдать некоторые простые правила:
- Правильно выбирать частоту хода. Для каждого материала нужна своя подходящая скорость, которая зависит от структуры и толщины обрабатываемого материала, разновидность пильного полотна и прочее.
- Нельзя прикладывать никаких усилий. Для чистого реза достаточно немного прижимать инструмент к поверхности и задавать направление движения.
- Нужно выбирать: качество или скорость. Если работать при включенном маятниковом ходе, процесс пойдет быстрее, однако качество пропила ухудшится.
Встречаются профессиональные электролобзики, в которых данная система собрана прямо в редукторе, в них также имеется стабилизация пилки. Благодаря такой конструкции лезвие полотна удерживается в строго перпендикулярном положении. Чтобы распилить точно перпендикулярно, надо использовать пилку толщиной от 1.5 мм.
Резать материал необходимо только острым лезвием. Пильное полотно с тупой режущей кромкой обязательно меняют на новое.
В процессе работы смотрят какая температура режущего инструмента. Перегрев приводит к быстрому и сильному износу зубьев. Металл теряет прочность, и уже не способен оказывать сопротивление силам трения.
Не так значимы усовершенствованные опции лобзика:
- лазерный указатель;
- подсветка;
- численность ступеней маятниковой подачи и прочее.
Важная характеристика – мощность, от которой зависит вид и толщина материала, с которым справится инструмент.
Типы хвостовиков
Наиболее распространенны пилки со следующими хвостовиками:
Хвостовик типа «Т»
Название произошло от графического сходства с буквой Т, другое название – «крестообразный». Конструктивно имеет один упор. Этот тип хвостовика является одним из самых распространённых. Встречается разновидность с двойным упором. Среди мастеров употребляется другое название – «европейский тип».
U-образный
Прямой, с полукруглой выемкой на конце, носит название «U-образный» тип хвостовика. Используется в паре с лобзиками, произведёнными по стандартам США. Отсюда другое название – «американский тип».





