

Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
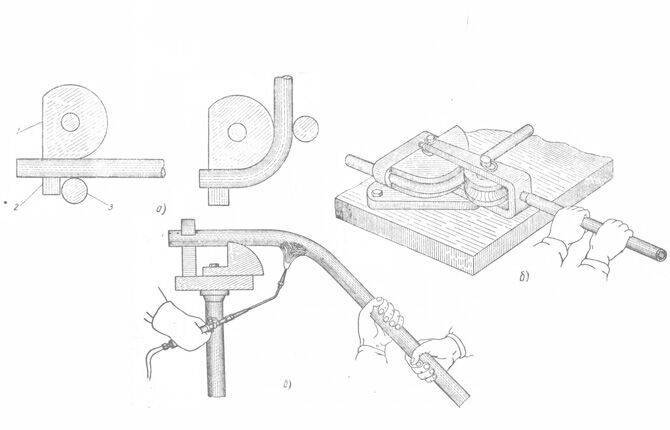
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки

Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.

Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.

С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.

Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Учёт профиля
К профильным трубам относятся такие изделия, что имеют разную форму поперечного сечения:
- квадратную;
- круглую;
- плоскоовальную;
- овальную.
Даже несмотря на такое разнообразие, чтобы возвести теплицу или навес, обычно используют прямоугольную или квадратную трубу. Это объясняется тем, что на плоских стенках гораздо проще смонтировать внешнее покрытие.









В магазинах продаётся большое количество профилей. Имеются разные геометрические параметры, основными из которых считаются площадь поперечного сечения и толщина стенки. А также стоит смотреть на пластические возможности материала. Этот показатель покажет минимально допустимый радиус закругления и поможет определить тот радиус, на который можно согнуть трубу, чтобы она не испортилась.
Для определения параметра минимального радиуса сгибания необходимо знать высоту профиля. Если собираетесь сгибать профильную трубу, что имеет поперечное сечение прямоугольного вида или квадрата, то следует соблюдать некоторые рекомендации.
Если имеется профиль не больше 20 мм, тогда её необходимо выгнуть на тех участках, длина которых превышает величину, что равна 2,5 xh (h является высотой профиля).
Если профиль изделия превышает 20 мм, тогда можно сгибать на участках, длина которых равняется 3,5 xh и больше.
Эти рекомендации пригодятся тем людям, кто своими руками собирается гнуть металлический профиль, чтобы изготовить стеллаж, навес или другие подобные конструкции. Но следует иметь в виду, что для качественного сгибания необходимо учитывать ещё и толщину стенки. Изделие, толщина которого меньше 2 мм, совершенно не подходит для сгибания, а потому необходимо выбрать более толстую конструкцию. Если толщина стенки меньше 2 мм, то лучше не гнуть трубу, а использовать сварку для соединения деталей.
Если на домашнем участке необходимо согнуть трубу, которая изготовлена из углеродистой или низколегированной стали, надо учитывать ряд нюансов. Подобные металлы после сгибания могут отпружинить и возвратиться в исходное положение, а потому такие конструкции необходимо повторно проверять по шаблону.
Величина отпружинивания характеризуется таким параметром, как момент сопротивления — Wp. Этот параметр указывается в строительной документации. И чем он будет ниже, тем меньше будет вероятность того, что профиль в процессе сгибания вернётся в своё первоначальное положение.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
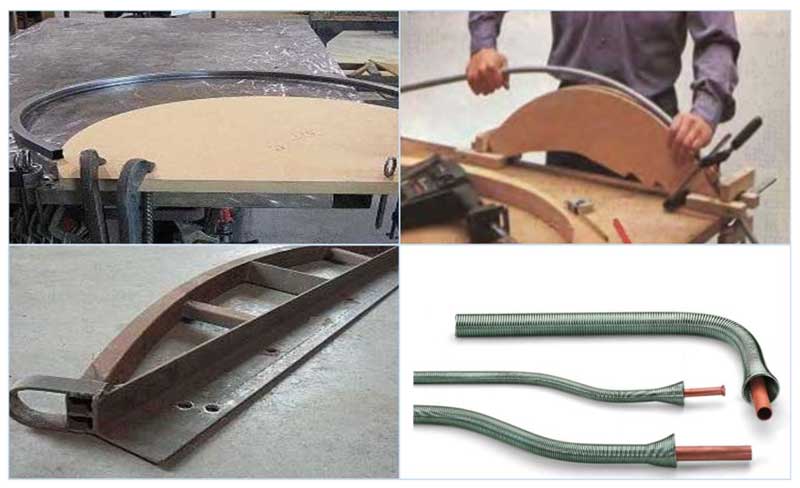
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
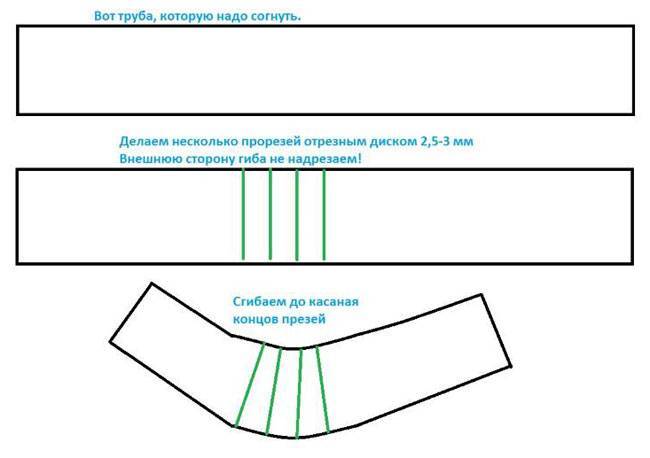
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.










Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Способы и цели использования заглушки на канализационную трубу
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
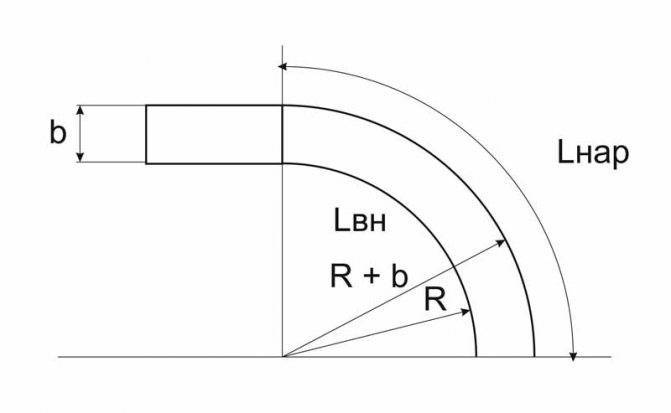
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Внутренняя пружина
Ее прочность должна быть тем большей, чем более толстыми являются стенки трубы.
Проволоку следует наматывать на деталь, поперечное сечение которой подобно профилю трубы, но имеет чуть меньшие размеры.
В результате получившаяся пружина должна входить в трубу, как говорится, «впритирочку». Витки пружины укладываются плотно — просветы между ними не допускаются.
Готовую пружину следует ввести в трубу так, чтобы она попала в зону изгиба. Остается выполнить сгибание, предварительно разогрев трубу.
Учтите, что при воздействии паяльной лампой греться будет не только область сгиба, но и вся труба. Поэтому перед началом работ лучше подготовить клещи и плотные рукавицы.








Недостаток данного метода – трудоемкость – компенсируется возможностью многократного использования пружины, что существенно упрощает изготовление нескольких дуг.
 Представленные способы, как видно, предельно просты, но все-таки требуют некоторой сноровки.
Представленные способы, как видно, предельно просты, но все-таки требуют некоторой сноровки.
При недостатке опыта сначала лучше потренироваться на ненужных обрезках трубы, если таковые, конечно, имеются.
Если же изготавливать детали из труб путем сгибания вам приходится достаточно часто, а денег на покупку трубогиба все-таки нет, его можно собрать самостоятельно, ведь такой станок имеет несложную конструкцию.
Возможные осложнения в ходе работы
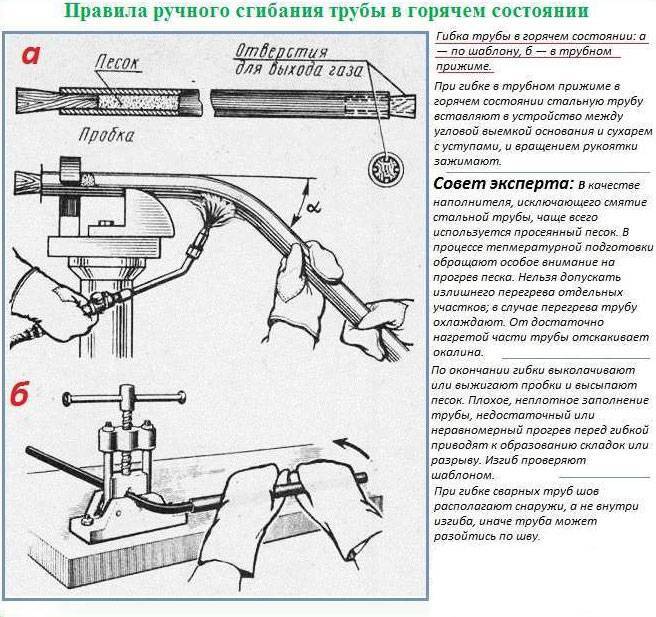
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».





