

Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- обеспечено качественное освещение;
- устроена вытяжная вентиляция для удаления сварочных газов;
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Как сваривать детали? Основные приемы и секреты для начинающих.
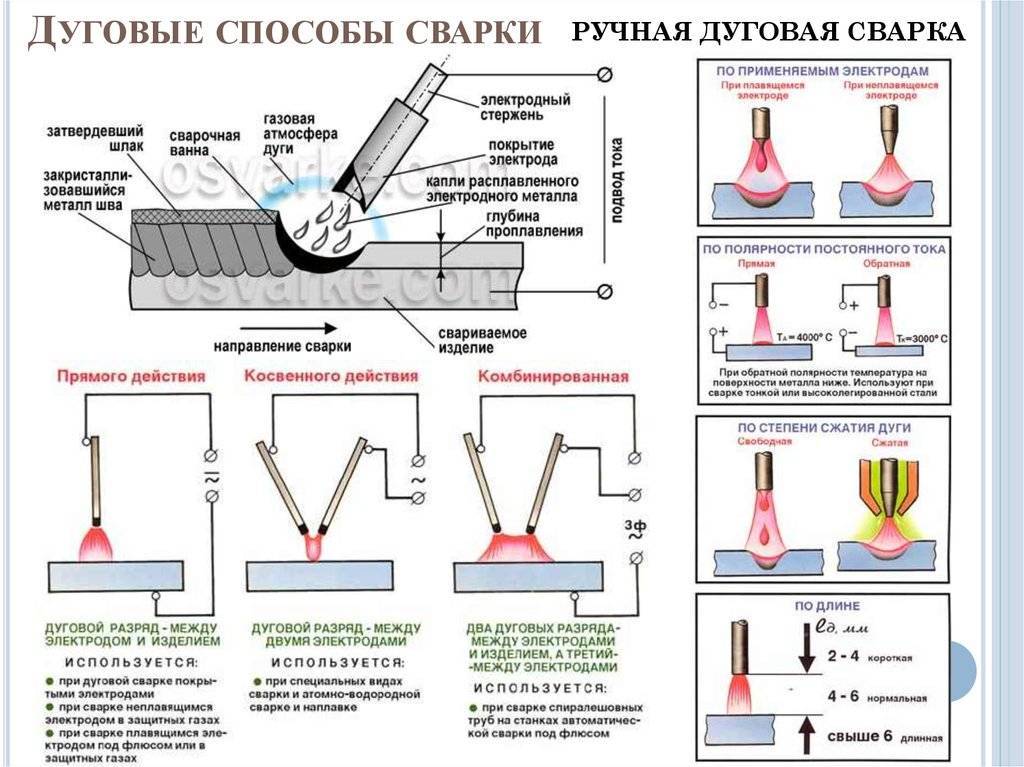
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
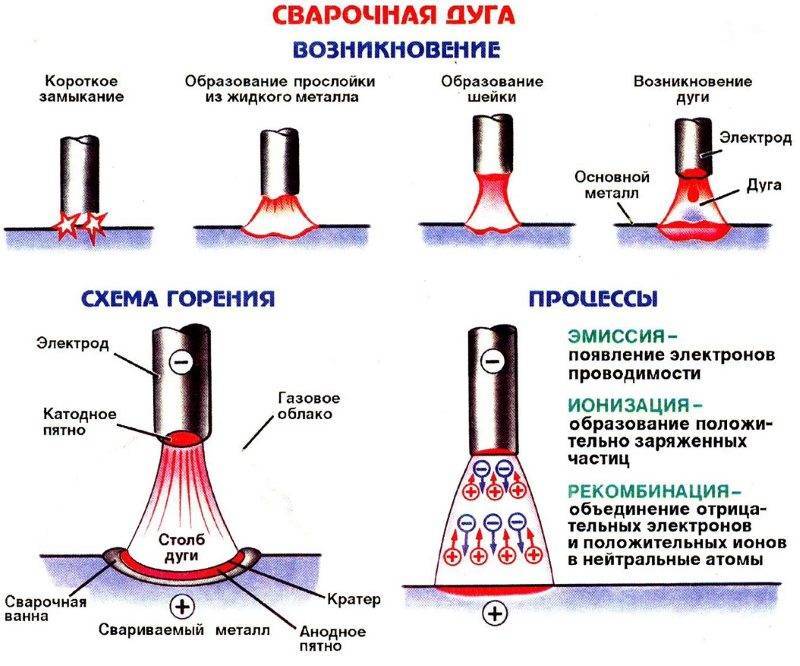
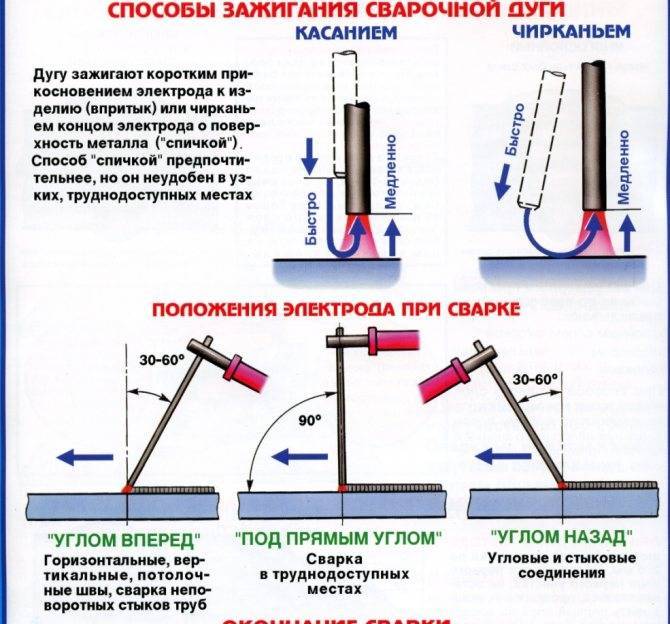
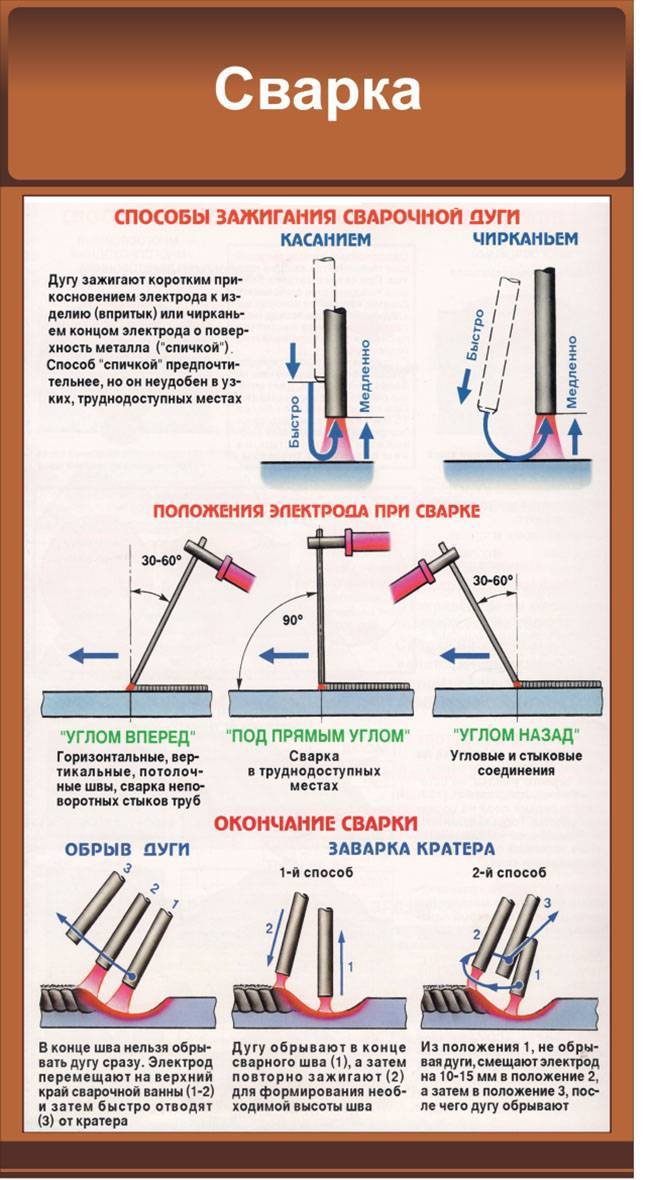
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
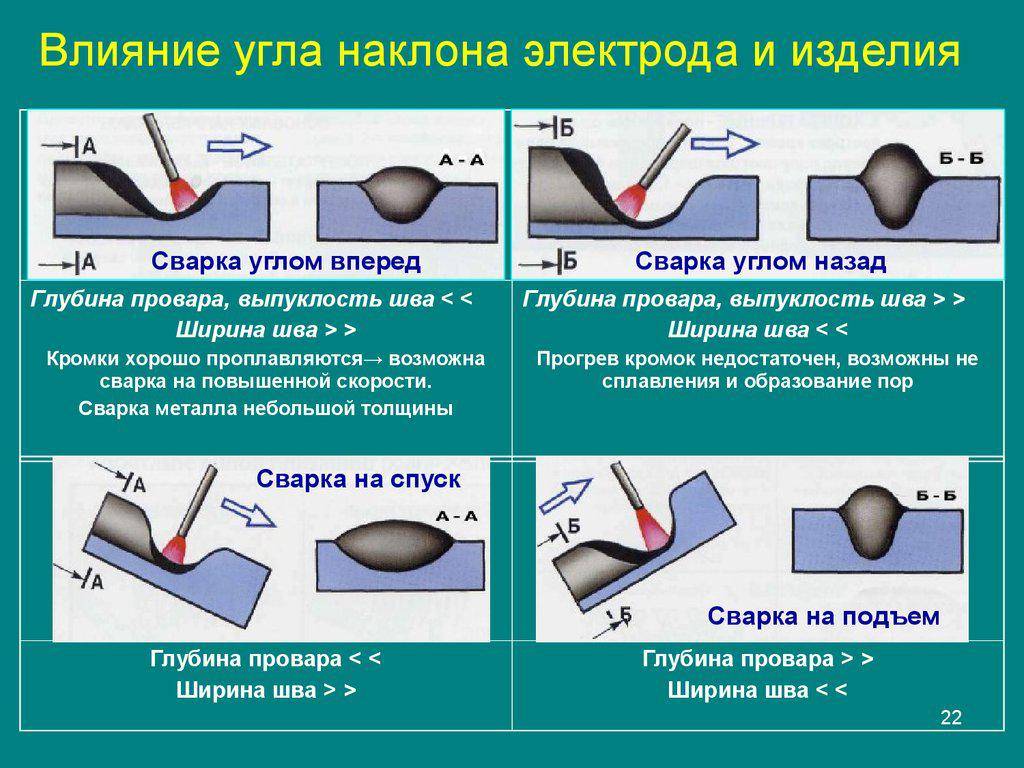
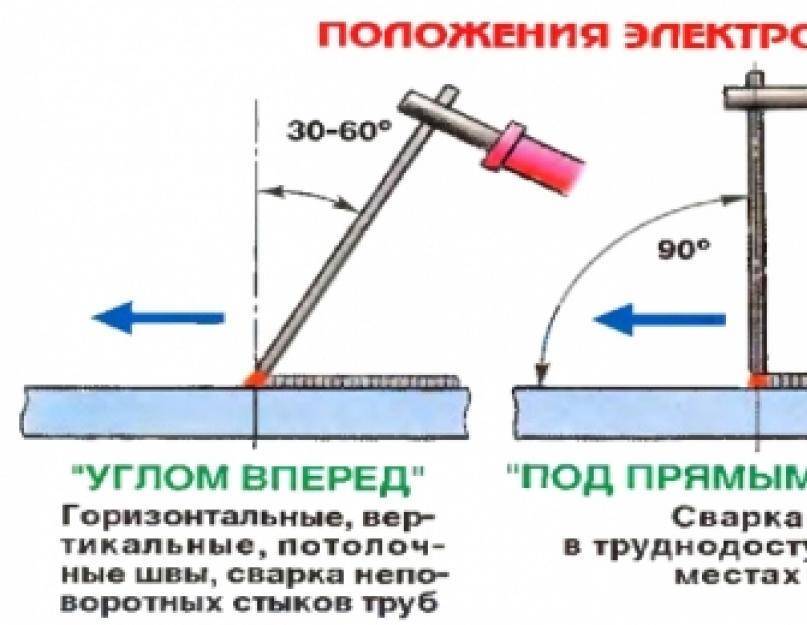
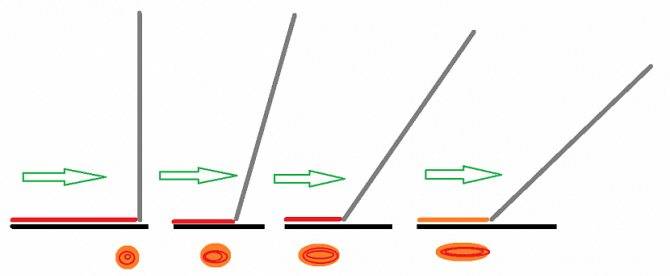
Наклон
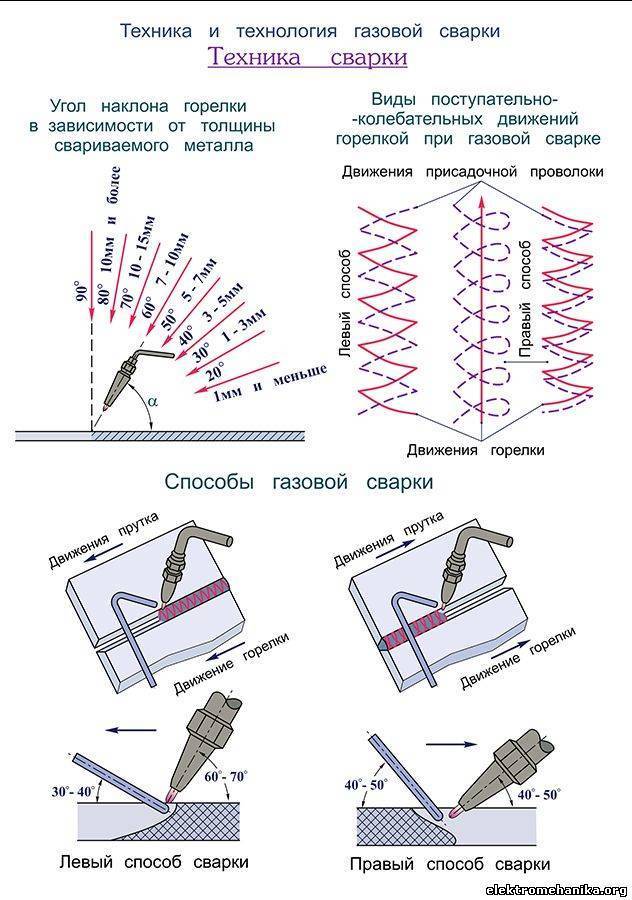
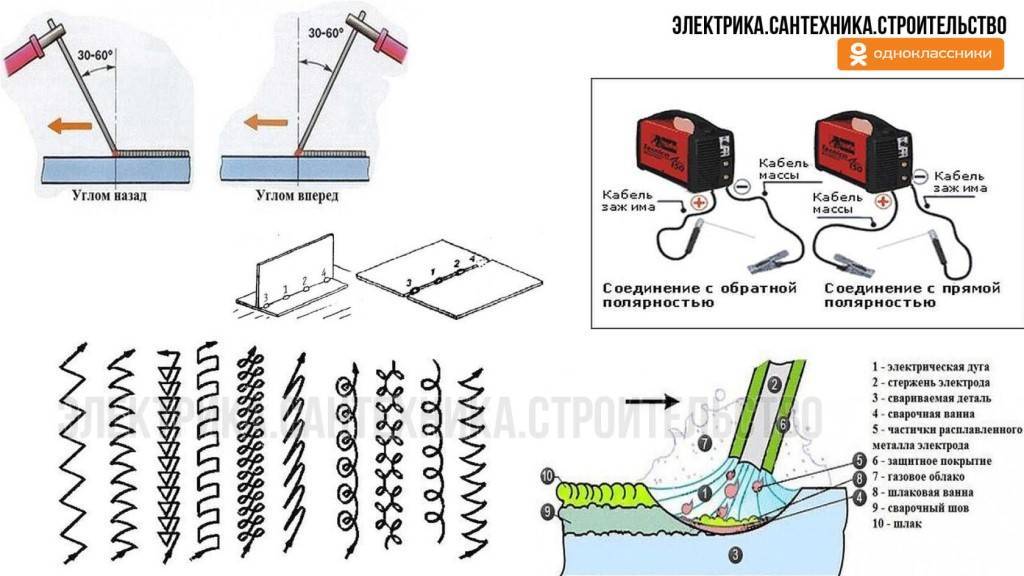
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 300 до 600. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.

Наклон сварки
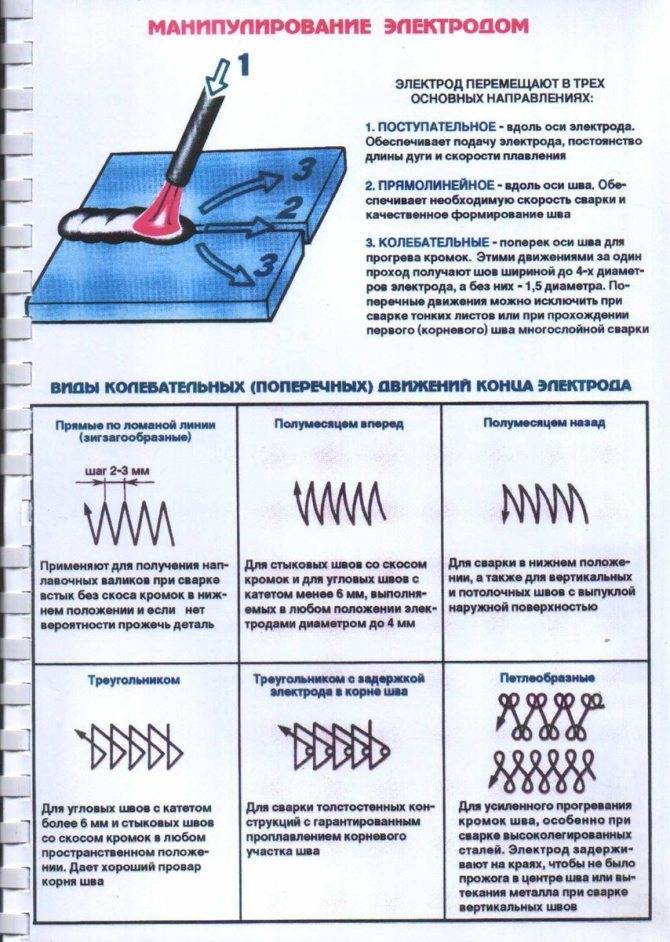
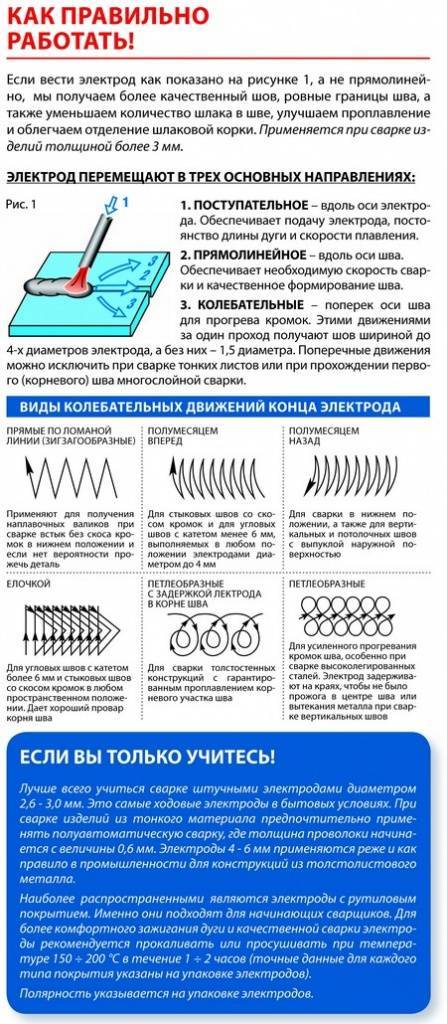
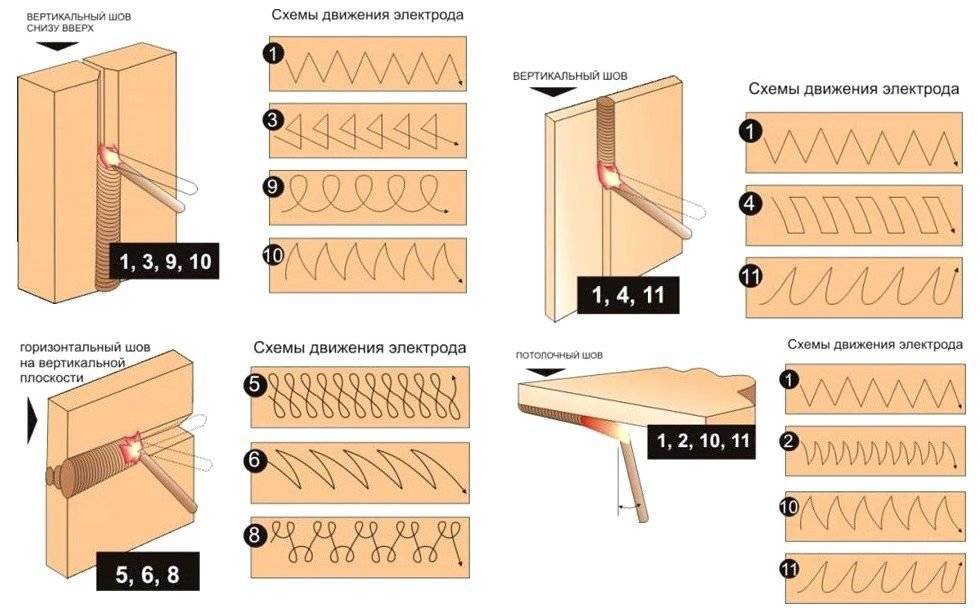
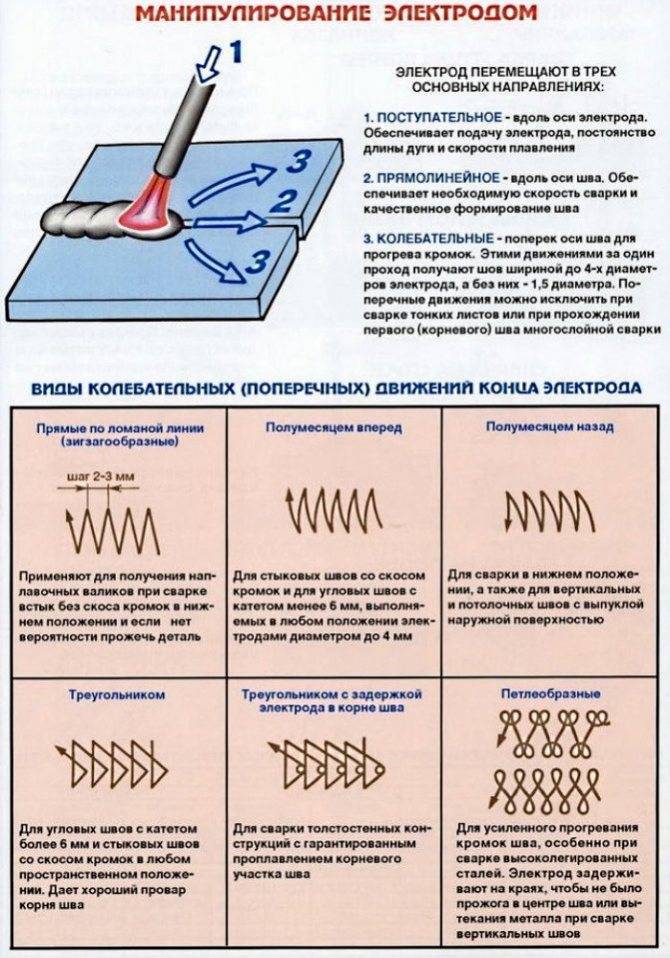
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками;
скорость движения определяет на какую глубину будет проплавляться металл;
формирование шва необходимо тщательно контролировать в процессе работы;
важно не допускать приближение электрода к поверхности элемента ближе 2 мм;
перемещение следует осуществлять только после формирования ванны.
Последовательность действий
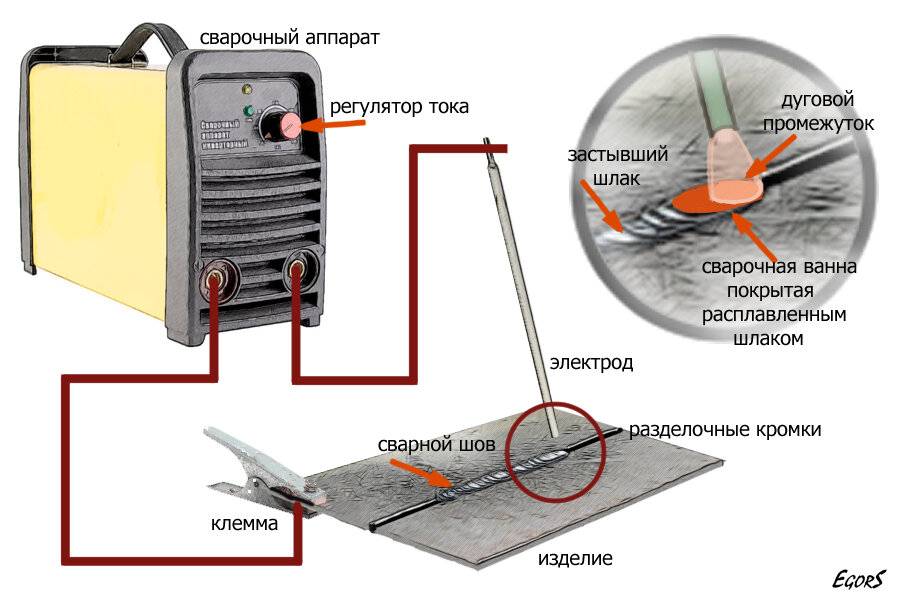
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.





На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. “Твердая рука” приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
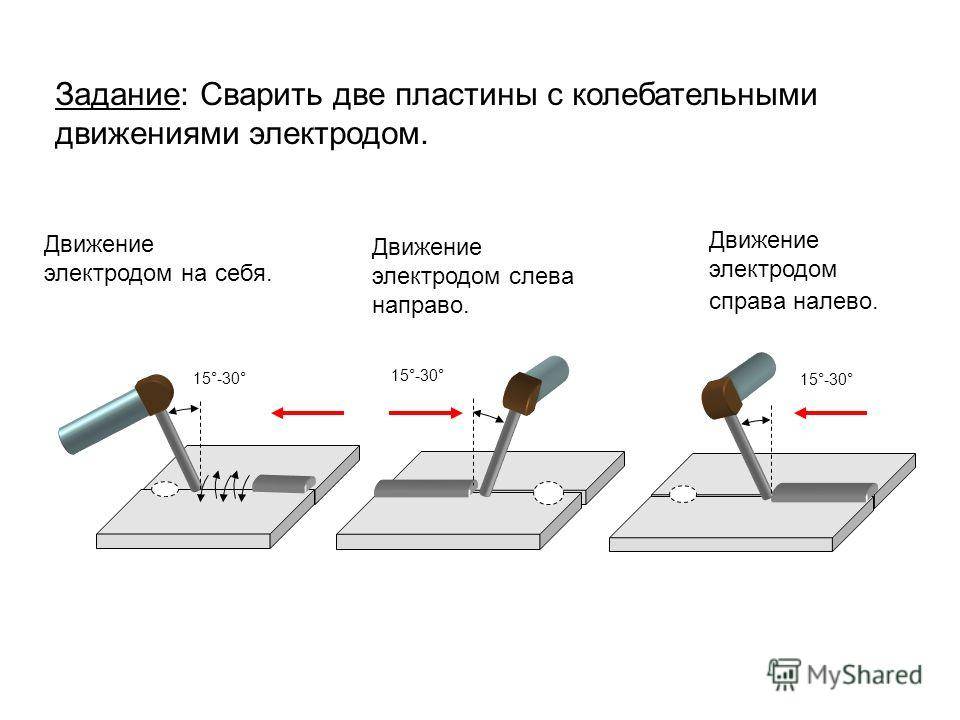
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
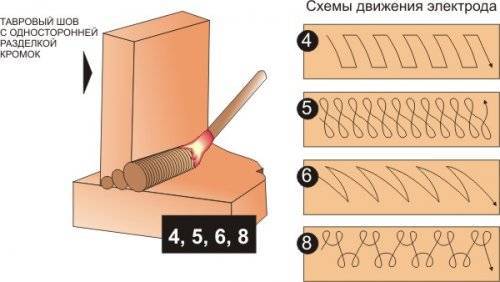
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
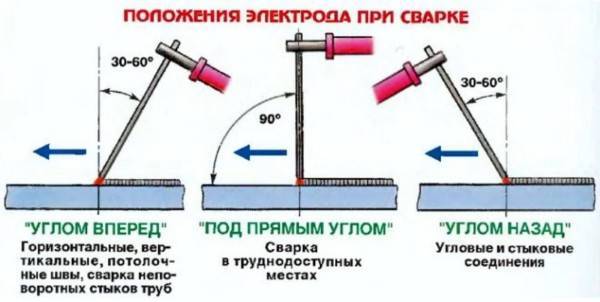
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
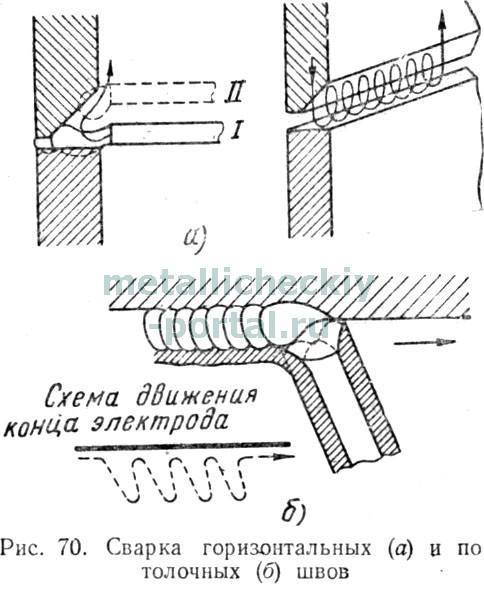
Сварка инвертором в различных пространственных положениях



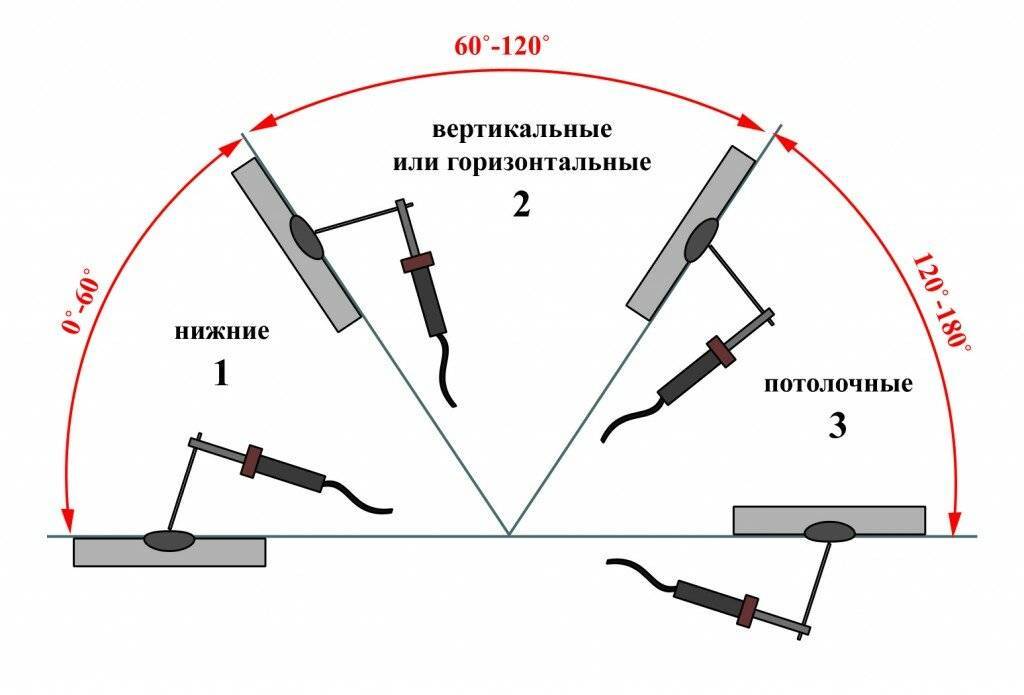
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
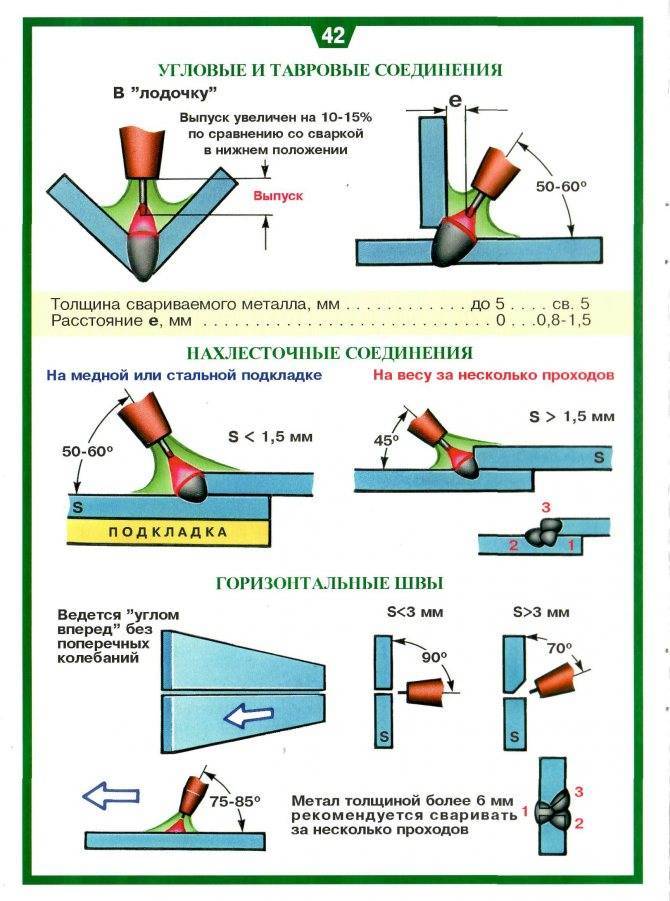
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
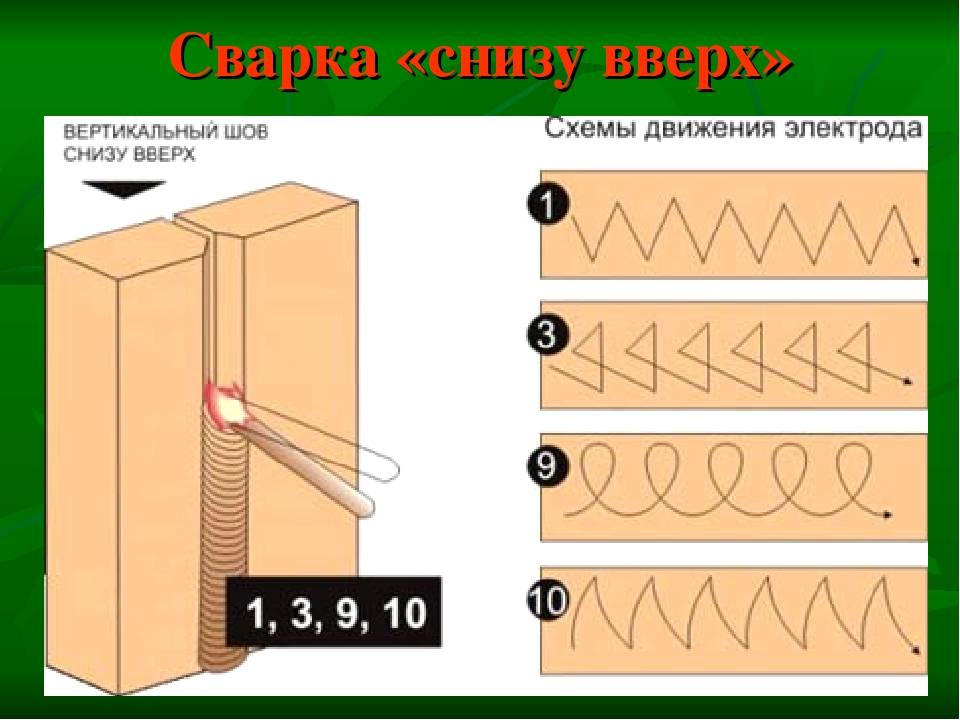
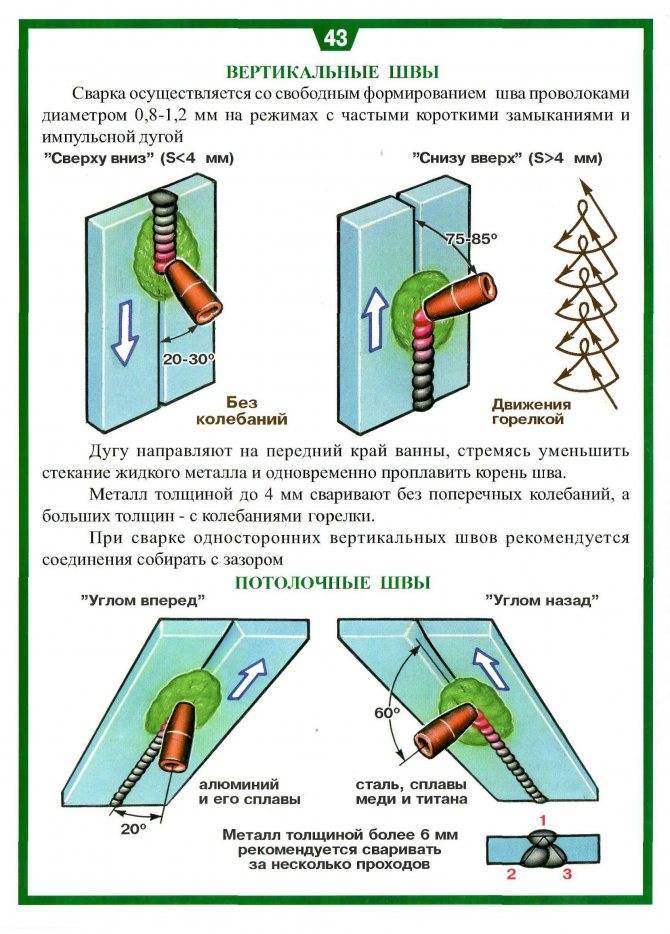
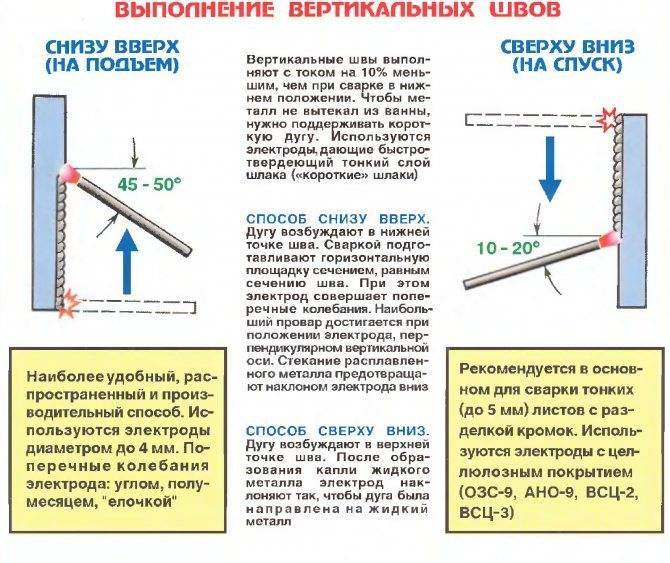
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
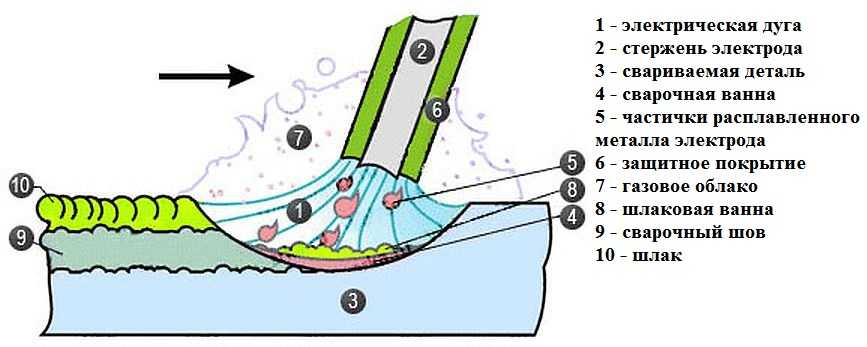
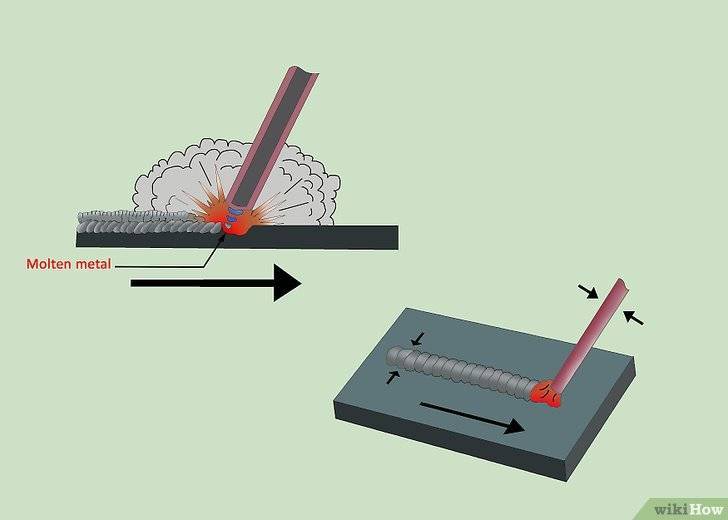
Как происходит сваривание металла
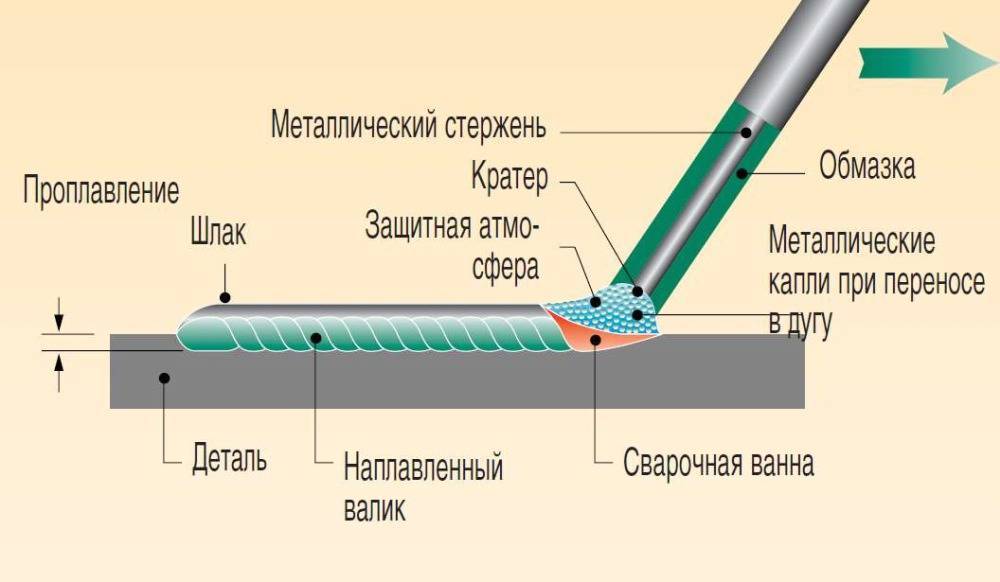
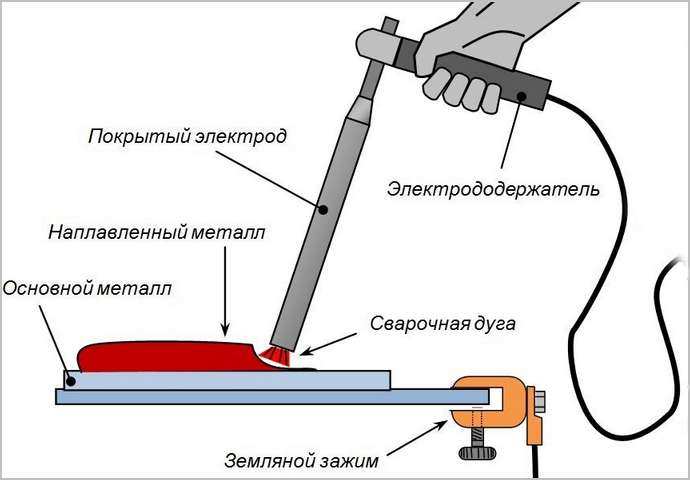
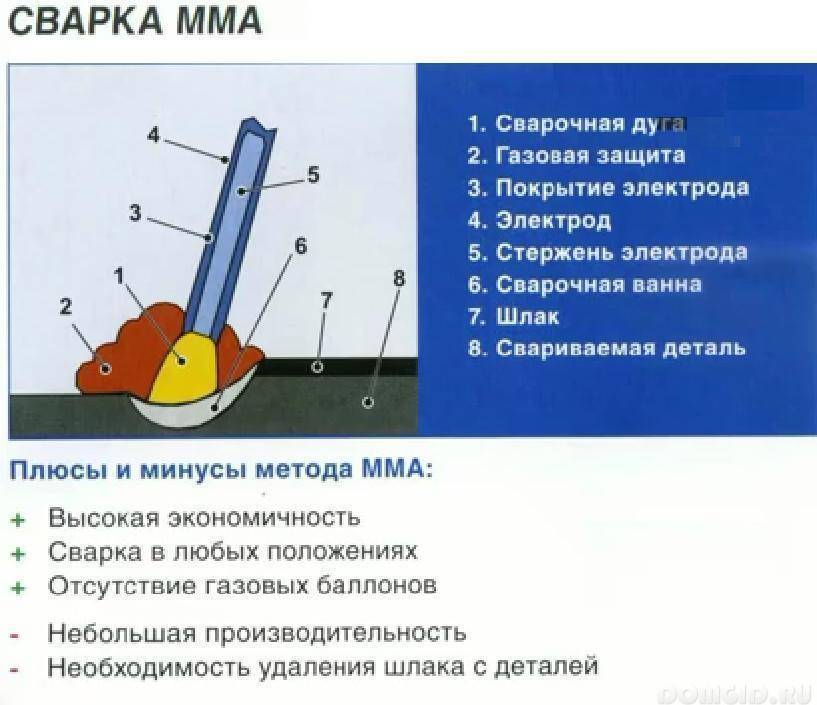
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные

Трансформаторный сварочный аппарат Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.


Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту. Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
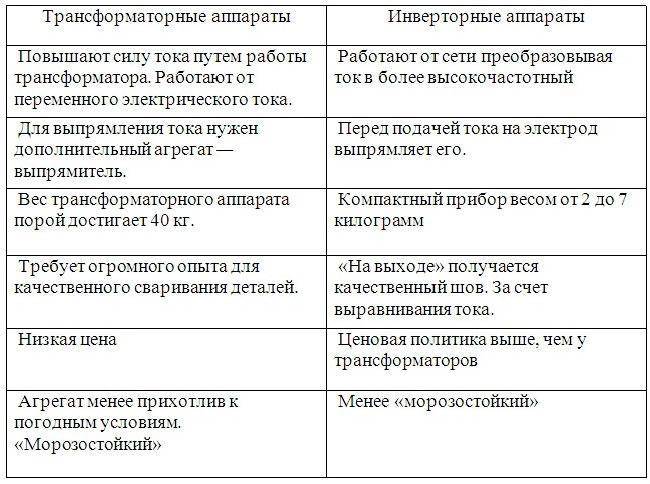
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
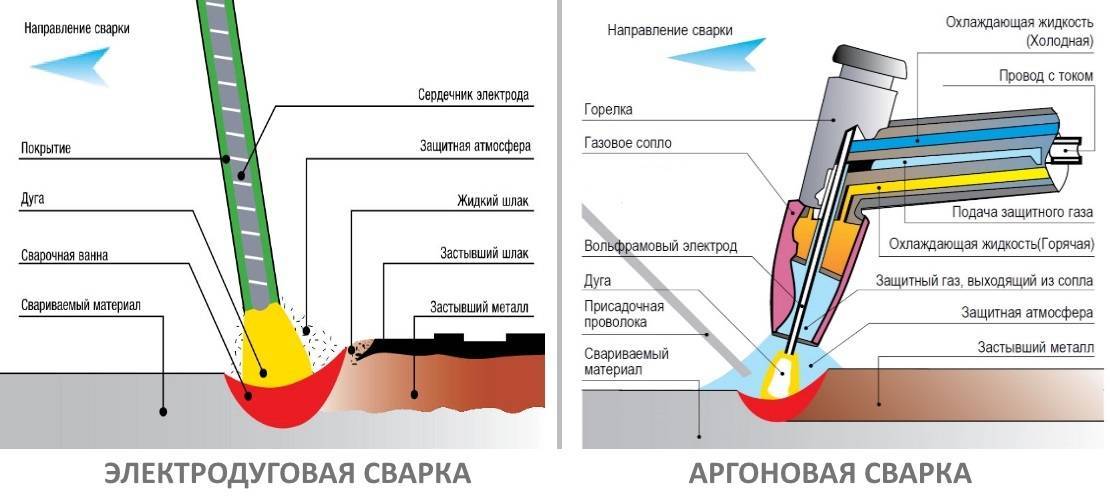
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
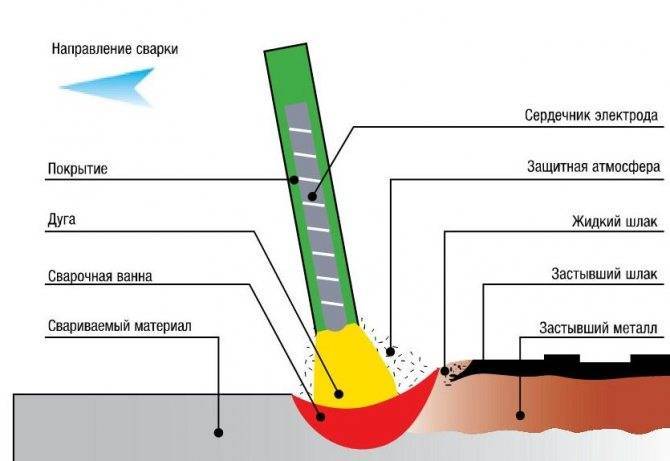
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист. На конце шва нельзя резко поднимать электрод – может образоваться кратер
Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.


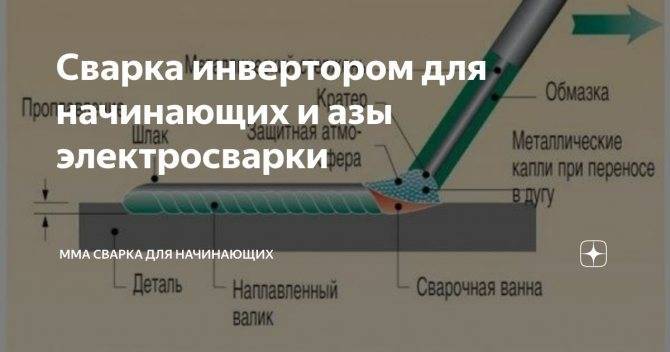



Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Выставление полярности
Для того, чтобы варить сварочным аппаратом, поможет умение выставлять на нем полярность – прямую или обратную. Это означает разное использование одного и того же инвертора. Полярность выбирается, в частности, в зависимости от толщины деталей.
Соединение с помощью тока обратной полярности поможет избежать такого дефекта, как прожег, который часто появляется, когда свариваются тонкие листы из металла.
Для получения прямого варианта к изделию подсоединяют “плюс”, а к стержню – “минус”. В свою очередь обратная полярность появится, если электрод подключить к находящей на приборе положительной клемме, а детали – к клемме с отрицательным значением.
Прямую полярность целесообразно использовать, когда предстоит сварка значительных по поперечному размеру металлических изделий. Однако, при этом способе происходит существенное разбрызгивание. Появляется необходимость более частой замены электродов. При сварке в режиме прямой полярности постоянным током металл электрода сгорает со скоростью намного большей, чем в режиме обратной. Это можно отнести к недостаткам этого метода. Если осуществляется работа с переменным током, то вид полярности неважен.
Обратный вариант хорош тем, что уменьшается риск появления существенных дефектов. Если сварке подлежат изделия ответственных конструкций, то будет грамотным применение именно обратной полярности. Также его рекомендуется использовать, когда предстоит соединение в одно целое двух стальных деталей, разных по степени легированности. При обратной сварке шов получается не таким глубоким, как при прямой. Но ширина его больше.
Если сварочное оборудование подключают к обычной сети, то следует использовать стержни с рутиловым покрытием, поскольку у таких электродов отсутствует зависимость от полярности. Становится допустимым применение любого варианта.
Грамотная техника сварки обязательно подразумевает правильное выставление полярности. На выбор в первую очередь влияют поперечные габариты соединяемого металла. Когда они значительны, то массу на оборудовании следует подключать к клемме “+”, а электрод – к “-“. Это вызовет хорошее прогревание металла в рабочей зоне. В результате будет осуществлен более глубокий провар. Сварному шву будет обеспечены прочность и высокое качество.
Вид этой характеристики также выбирают в зависимости металла деталей будущей конструкции, от его вида, характеристик и марки. Возьмем пример, когда будут свариваться нержавейки или чугун. Для надежного соединения выбираем обратную полярность. Этому имеется объяснение – будет отсутствовать перегрев деталей. Также не произойдет образование шва, которое может потребовать в дальнейшем специальную обработку.
Прямую полярность лучше выбирать, когда предстоит соединять алюминиевые изделия. Покрывающая металл пленка от сильного нагревания расплавится, и не будет служить препятствием для образования хорошего шва.
Критерием грамотного выбора служит также покрытие стержня, что необходимо принимать во внимание.
Из сравнения двух описанных методов подключения видно, что обратная сварка имеет большие преимущества. Именно ее следует включать, когда происходит освоение наукой варить с помощью оборудования в виде инвертора
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм
Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.



Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
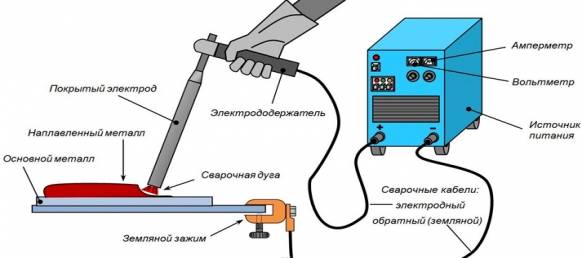
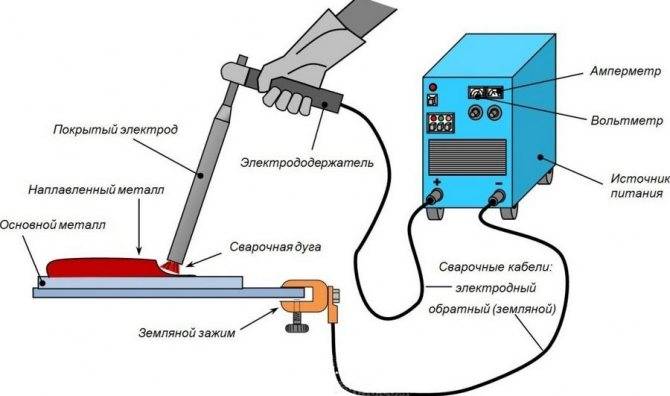
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.

Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.





