

Зачем и когда нужно точить?
Квалифицированные специалисты знают следующие признаки, свидетельствующие о скором выходе пилы из строя:
- при распиле древесины ножовка начинает звучать по-иному;
- визуально становится заметно, что кончики зубьев скруглились, потеряли остроту;
- цвет зубцов меняется;
- увеличивается усилие при пилении;
- плохо выдерживается направление пилы;
- происходят частые заклинивания зубьев в древесине.
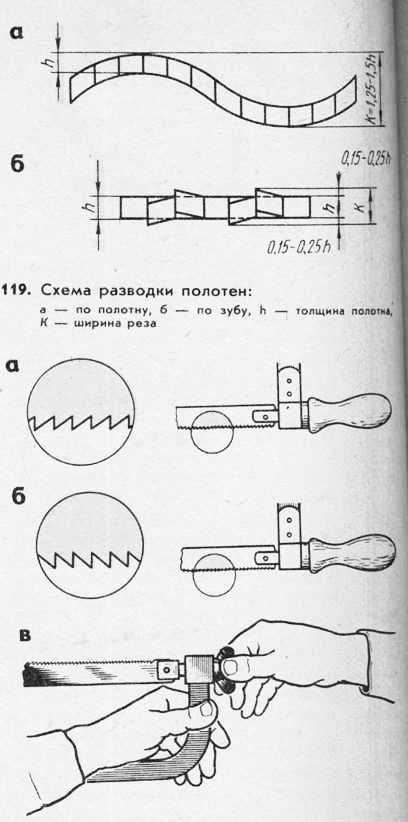
Разведение зубцов обязательно должно предварять процесс затачивания зубьев. При разведении должно быть достигнуто отклонение зубьев от плоскости ножовки влево и вправо под определённым углом. Слишком маленький угол отклонения зуба приведёт к тому, что зубья будут «засаживаться» в дереве. И, наоборот, слишком большой угол отклонения зубьев делает пропил слишком широким, повышает количество отходов (опилок) и требует слишком больших затрат мышечной энергии на протягивание ножовки. Целью затачивания зубьев является восстановление следующей геометрии зубца:
- шаг;
- высота;
- угол профиля;
- угол скашивания режущих кромок.
Предлагаем ознакомиться Дуб — дерево из Северного полушария Чтобы проделать заточку с минимальными потерями времени и качества, нужно пользоваться такими специальными приспособлениями и инструментами, как:
- верстак;
- слесарные тиски;
- пассатижи;
- точильный брус;
- наждачная бумага;
- транспортир и штангенциркуль;
- молоток;
- возможно применение оснастки, которая позволяет закреплять полотно ножовки с углом в 90 или 45 градусов.
Обязательно нужно пользоваться следующими напильниками:
- с треугольным сечением;
- с ромбическим сечением;
- плоский;
- набор надфилей.
На протяжении всего времени заточки напильник/надфиль должен двигаться без рывков, необходимо обеспечить постоянный нажим, движения должны производиться без отклонений от постоянного угла. Процесс заточки идёт только движениями напильника «от себя». Возвращать напильник/надфиль нужно по воздуху, при этом контакт с ножовкой должен отсутствовать.
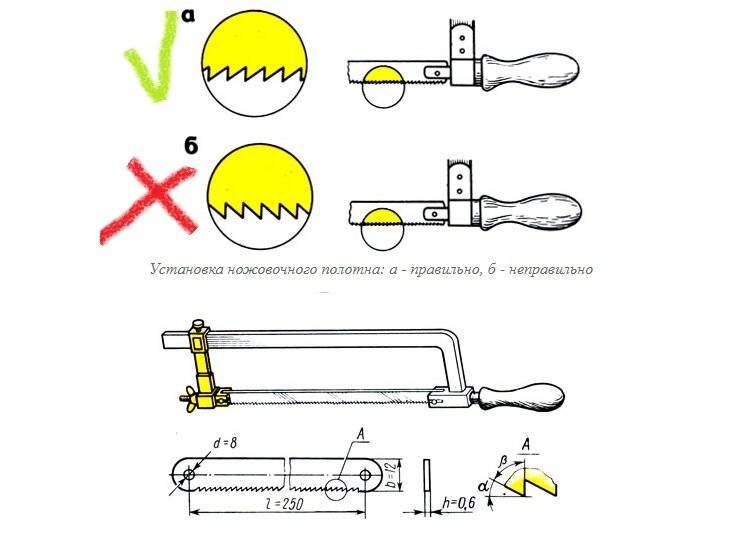
При затачивании таких зубцов используется мелконасечный трёхгранный напильник. Направление движения инструмента – угол в 60 градусов. Ножовку закрепляют в приспособлении под углом 45–50 градусов к верстаку. Напильником/надфилем нужно водить строго горизонтально (сохраняя угол в 60–75 градусов к ножовке), начиная заточку с первого левого зуба.
Начинать нужно с «настройки движения руки с инструментом», для чего им проводят по каждой левой грани нечётного ряда дальних зубцов, что придаст движениям рук нужный автоматизм. После этого то же самое повторяют, затачивая правые грани нечётных зубцов для завершения затачивания режущей кромки и заострения вершин.
Зубья ножовок продольного пиления имеют угол менее 60 градусов, поэтому пользуются надфилями с крупными насечками либо мелконасечным напильником ромбического сечения. Трёхгранные напильники в данном случае применять категорически не рекомендуется. Для заточки ножовку вертикально фиксируют в устройстве. Есть два метода наточить ножовку, которые отличаются приданием различных углов затачивания.
Прямой. Надфиль/напильник ставится под углом 90 градусов. Ему придают параллельное ножовке направление, заостряют и задние, и передние режущие поверхности каждого зубца. Это повторяют для всего дальнего ряда зубьев. Затем ножовку переворачивают в зажимном устройстве на 180 градусов и повторяют ту же операцию для других зубьев, которые будут составлять дальний ряд.
Косой. Этот способ отличается от прямого лишь углом направления движения инструмента к плоскости полотна – угол заточки уменьшается от прямого к 80 градусов. Процесс происходит точно так же, но зубцы после заточки напоминают зубцы лучковой пилы.
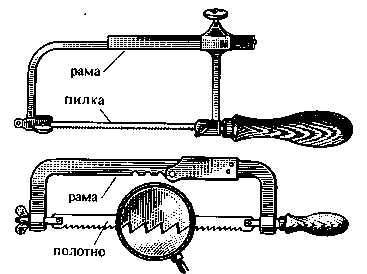
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины

Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Источник статьи: http://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/nozhovochnoe-polotno-po-metallu.html

![Электроножовка по дереву своими руками [инструкция]](https://labequip.ru/wp-content/uploads/3/e/a/3ea6344a69aeb5438d644cb819148fe6.jpeg)
Классификация изделий
Полотна для ножовок являют собой узкую полоску, на концах которой имеются два отверстия для крепления к инструменту. Есть три основных критерия их классификации:
- назначение (для ручных/электрических ножовок);
- материал изготовления;
параметры зубьев.
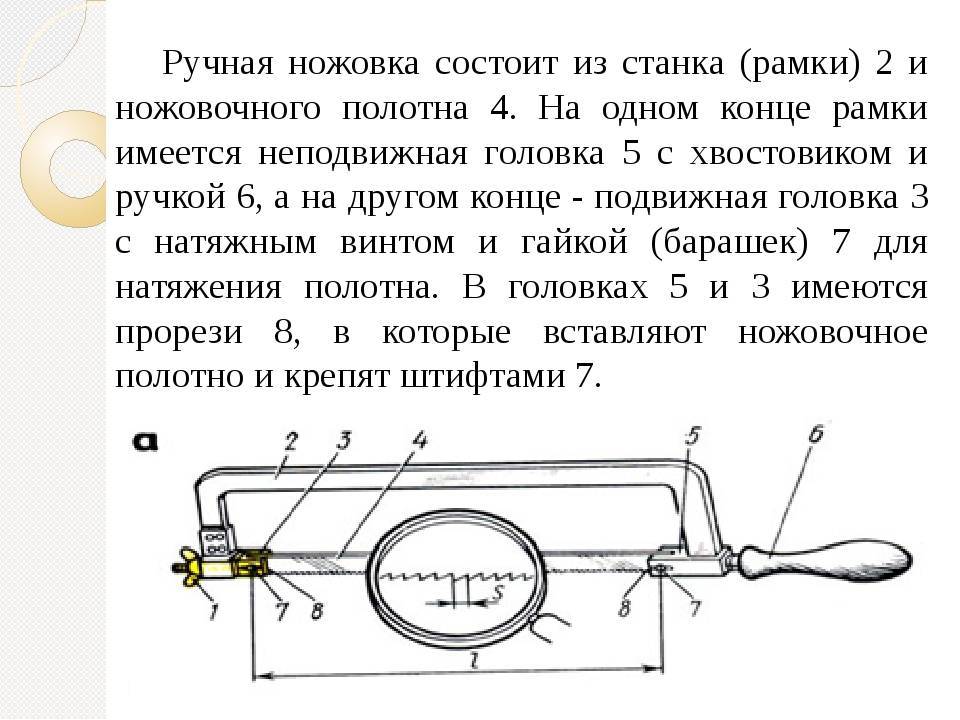
Полотно ручной ножовки по металлу
Деление на группы по первому признаку происходит как у ножовок — выделяют полотна для ручных (механических) и электрических (иногда их называют машинными) инструментов. Размеры рабочих элементов варьируются. Так, для ручных используются полотна длиной 250-300 мм, шириной 12-25 мм, толщиной 0,63-1,25 мм. Пример — полотно отечественного производства из стали Х6ВФ с параметрами 1,25х12х300, которое обойдется покупателю в 30 рублей за штуку.
Параметры пилок для электроинструмента варьируются от 150 мм по длине, до 55 мм по ширине, от 1,25 до 2,5 мм по толщине. Пример — полотно для сабельной пилы HAMMER RS BL 001, параметры которого — 150х19х1,25 мм, а стоимость — 100 рублей за штуку.
Еще одно отличие пилок для ручных и сабельных пил — количество отверстий для крепежа. У первых их два, у вторых — одно.
Полотно для электроножовки
Второй критерий классификации — материал изготовления полотна. Выделяют изделия из сталей:
- углеродистой (наименее прочные, пригодны для цветного либо мягкого металла; маркируются как HCS); например, Bosch HCS TF 350 M 408 мм GFZ за 1400 рублей;
- быстрорежущей (имеют наиболее устойчивые к износу зубья, но отличаются хрупкостью и высокой ценой; маркировка HSS); Gross HSS 18TPI 300 мм — 160 рублей за пару;
- биметаллические полотна (инновация на рынке, вытесняющая аналоги; основа — углеродистая сталь, поверх которой наваривается полоса быстрорежущей, служащей основой для зубьев; обозначается BIM); Gross Variozahn 300 мм BIM от 300 рублей за пару.
Еще есть полотна из легированной стали (обозначение HM), но чаще они используются для резки кирпича, бетона или камня.
Размер зубьев для ножовок по металлу составляет 2-2,5 мм. Данный параметр считается «мелким», поскольку есть изделия с более крупным зубом (например, у пилок для дерева он составляет 4-6 мм).
Международная стандартизация предусматривает иной принцип деления полотен. Так, в расчет берется количество зубьев, приходящихся на 1 дюйм пилки. Данная цифра приводится в маркировке перед буквами PPI (points per inch — «остриё на дюйм») или TPI (формула «PPI – 1»). Чем число больше, тем более мелкий зуб представлен на данном полотне.
При выборе изделий для ножовки пользователю не придется долго гадать — большинство известных пилок имеют шаг зубьев 18 или 24. Так обозначается брендовая продукция для строительства (например, Standart 24 TPI 300 мм, полотно Kraft-Flex 18 TPI от производителя Kraftool).
Основная классификация полотен к ножовке по металлу составляется на основе приведенных критериев
Важно знать — наличие разведенных зубьев приветствуется, если пользователь ожидает комфортную работу без пауз и поломок инструмента. Теперь о том, как полотно ножовочное правильно установить в ручном или электрическом инструменте
Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное
Особенности подбора пластины
Перед тем, как устанавливать новую оснастку в инструмент, нужно понять, какое полотно выбрать под конкретную цель использования. Но есть общие правила:
- полотно должно быть целым, без дефектов, сколов, следов ржавчины;
- пилку надо проверить на эластичность – качественная оснастка после изгиба приходит в первоначальное состояние;
- количество зубьев определяет скорость работы – если вам надо распилить заготовку быстро, выбирайте пластину с большим их числом;
- более прочными и долговечными являются каленые из железа и биметаллические изделия;
- под конкретные параметры ножовки следует выбирать соответствующую маркировке длину изделия;
- качественная оснастка не может стоить слишком дешево, но не стоит и чрезмерно переплачивать за нее.

Для качественной и эффективной работы при распиливании металла нужно подобрать прочное и надежное ножовочное полотно. При этом следует не только правильно подобрать его, но и соблюдать правила эксплуатации и хранения. А регулярная смена оснастки поможет вам сохранить инструмент в работоспособном состоянии длительный период времени.

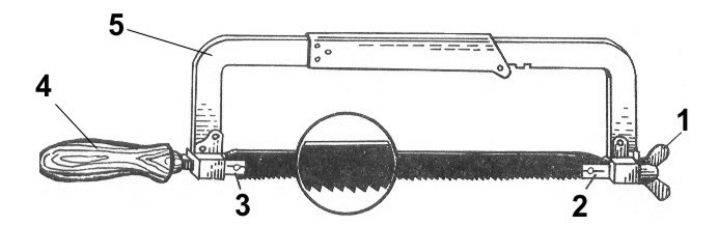
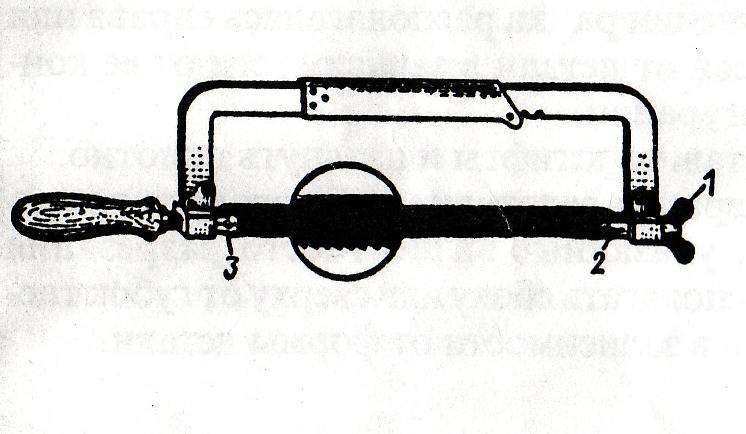
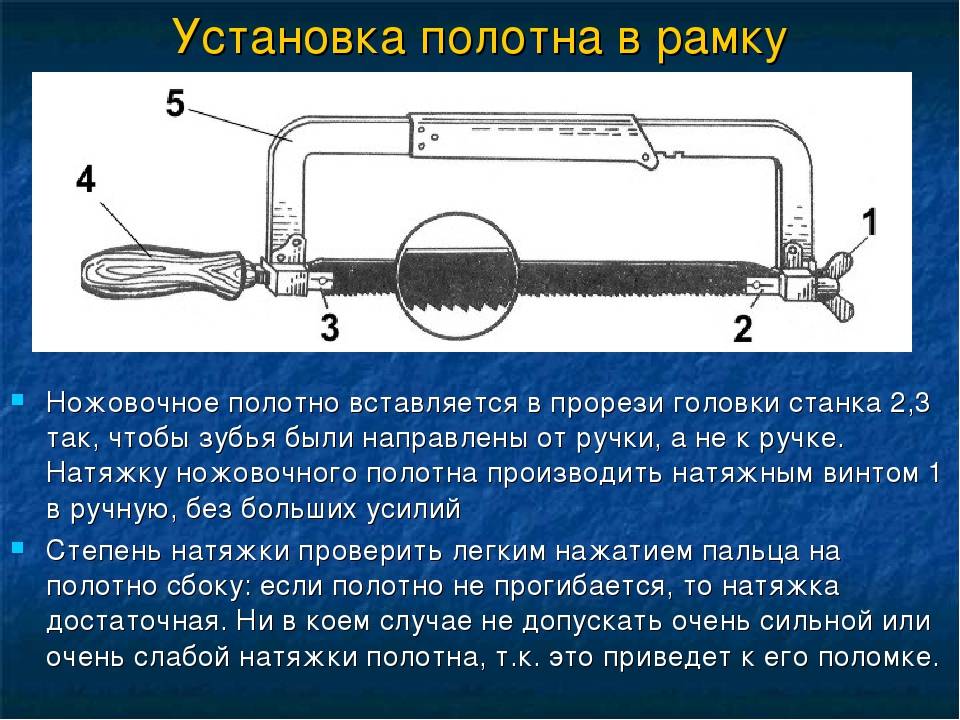
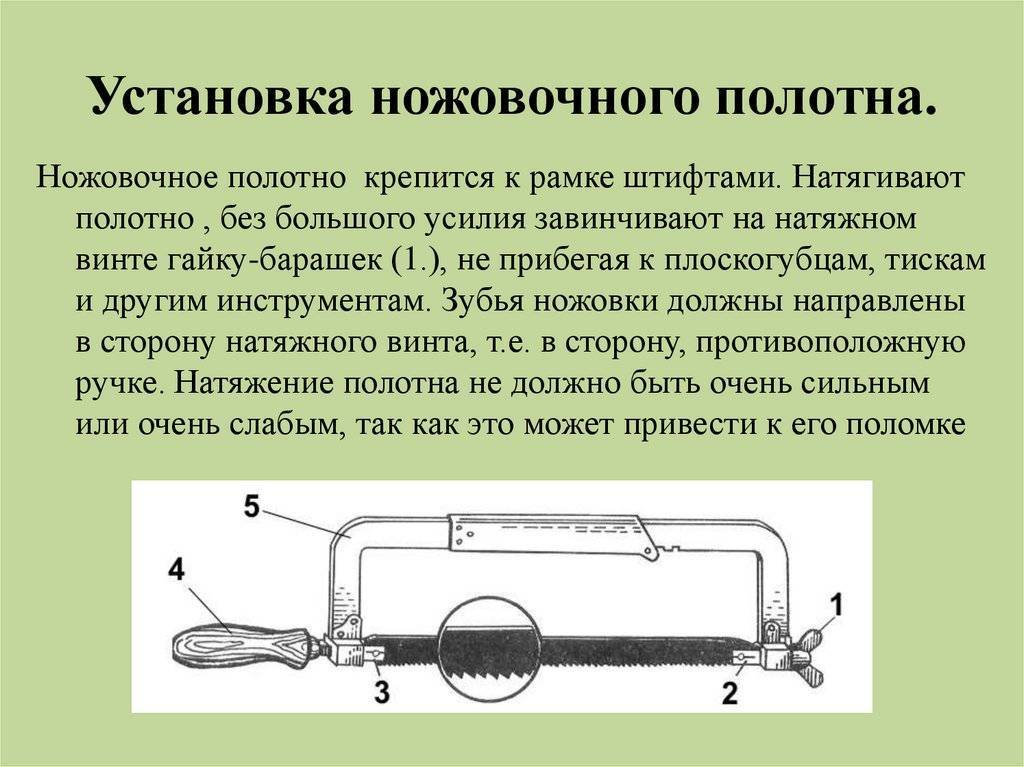
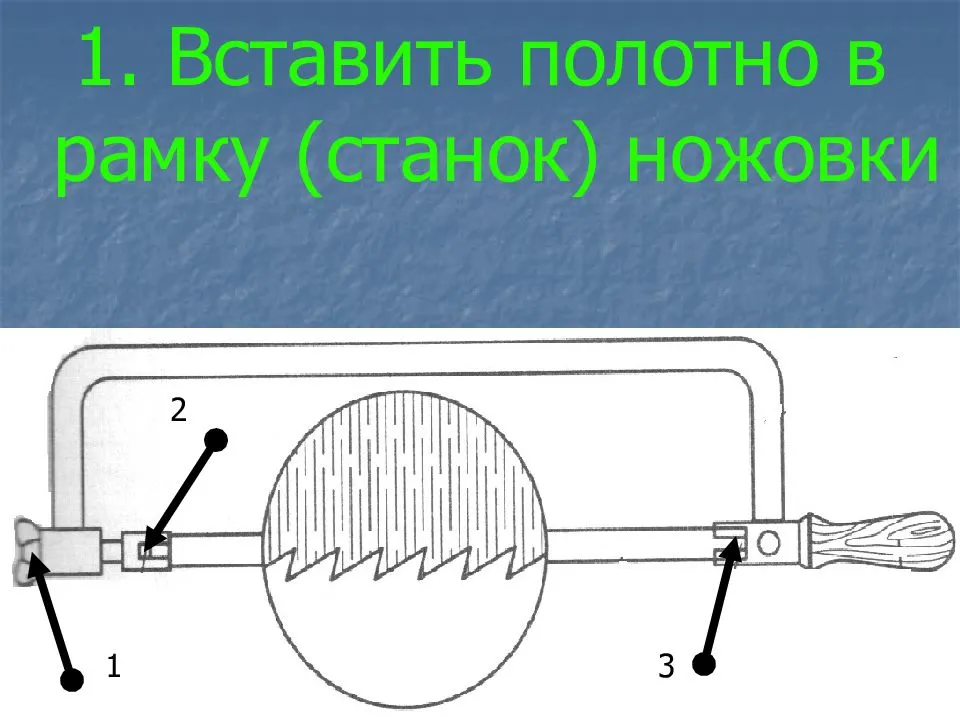
Способы установки полотна
На ручных ножовках система крепежа бывает двух видов:
- резьбовой зажим;
- рычажный механизм.
В первом случае полотно натягивается между крепежными отверстиями и фиксируется гайкой с барашком. Во втором действия выполняются аналогично, только пилка одевается и снимается посредством специального рычага, обычно расположенного у дальнего от ручки края.
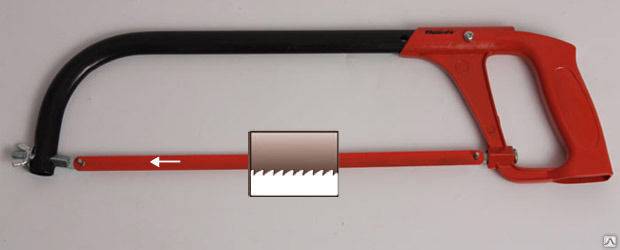
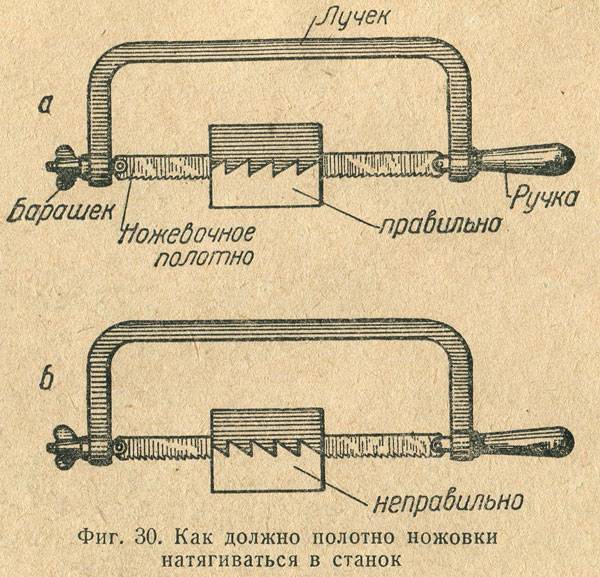
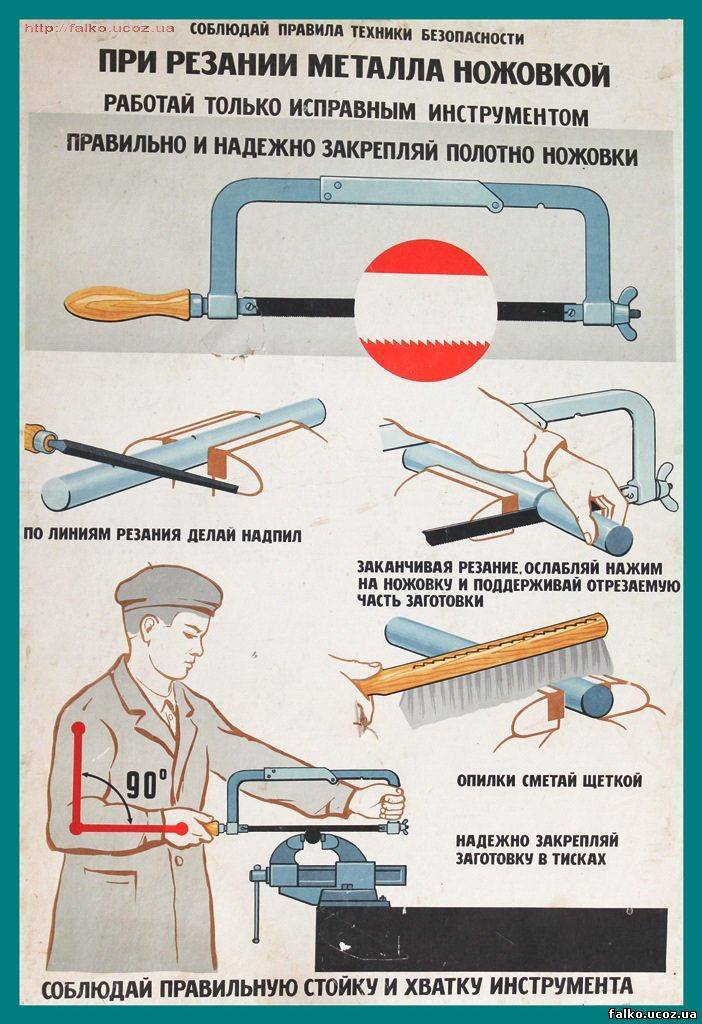
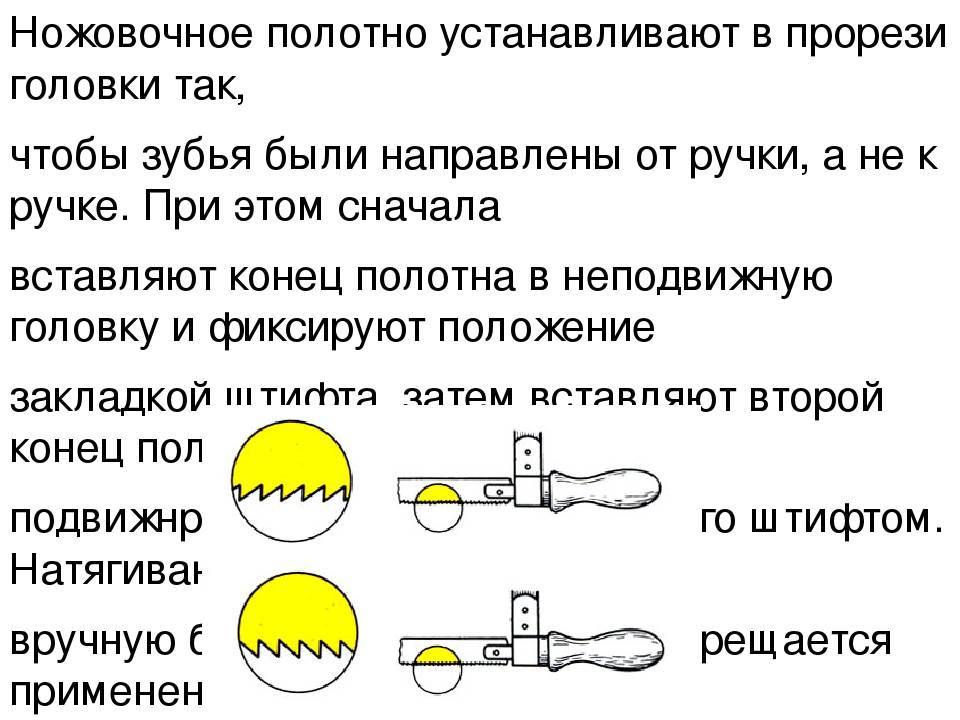
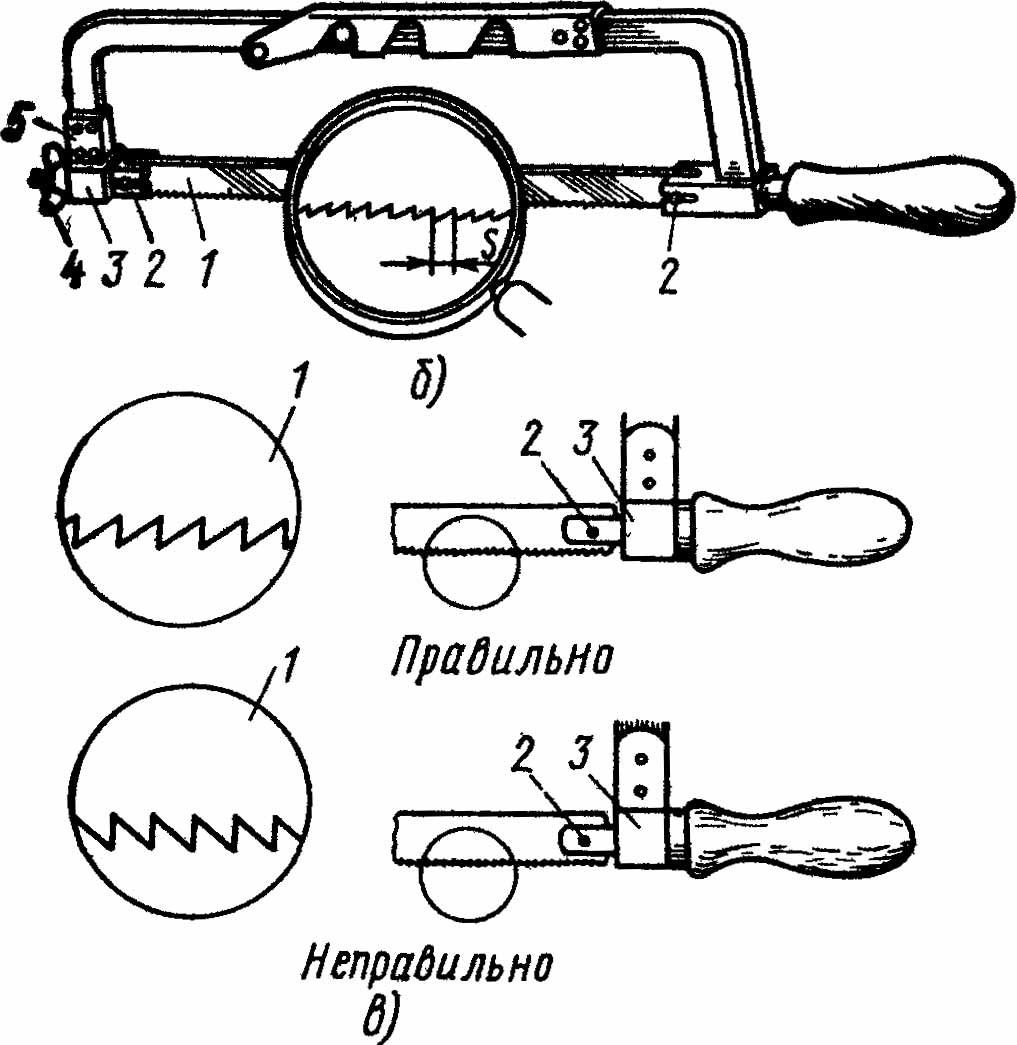
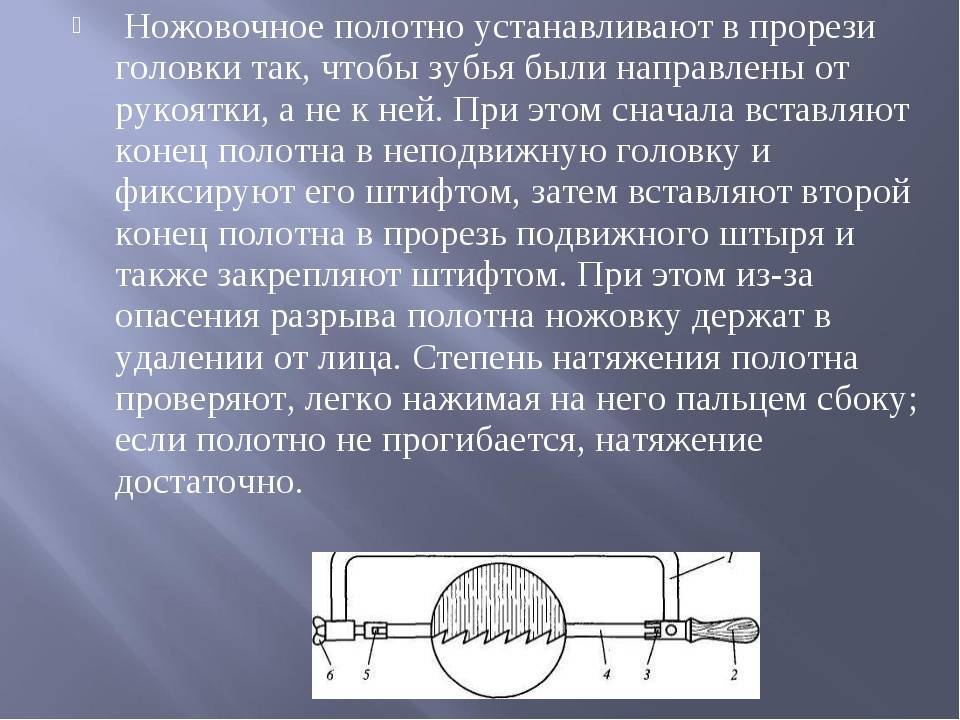
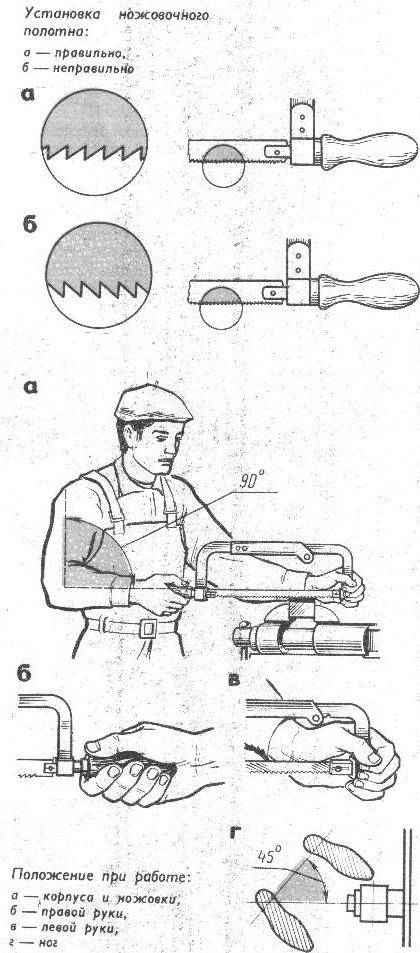
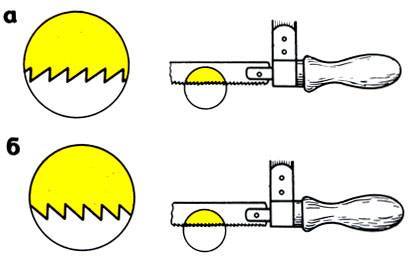
Установка полотна выполняется таким образом, чтобы зубья наклонялись в сторону, противоположную рукоятке. При работе ножовки срезка слоя металла произойдет при движении «от себя». Обратное направление — «на себя» — есть холостой ход, при котором резание заготовки не производится. Поэтому усилия при обратном движении напрасны. К тому же, так легко затупить зубья полотна.
У электрических ножовок рабочий орган крепится иначе. Для примера ниже приведен процесс замены полотна у сабельной пилы Makita JR 3070 CT. Для этого необходимо:
- на небольшой угол провернуть головку держателя против часовой стрелки, чтобы внутренний шлиц позволил вынуть изделие;
- извлечь полотно;
- поместить конец новой пилки в шлиц держателя до характерного щелчка.
Кстати, полотна делятся еще по виду хвостовика (участка, который соединяется с держателем). Выделяют хвостовики с одним упором, двухкулачковые, универсальные 1/4, зажимные 1/2 и специальные для пил Makita, имеющие два отверстия на конце.
Принцип крепления ножовочных полотен в сабельные пилы однотипен для всех устройств; изготовители продумали дизайн, сделали вставку режущего элемента удобным и облегчили труд пользователя.
Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:



- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Как пилить ножовкой по металлу ⚙️ Вводный курс
Общая теория пиления ножовкой по металлу выглядит примерно так:
Фото 1. Теория пиления ножовкой. Вводный курс
Поэтому, теорию мы изучать не будем, а перейдём сразу к практике:
На этом видео весь рассказ о том, как пилить, собственно, и представлен, но сейчас будет постскриптум, представлен ряд дополнений и поправок (плюс к краткому пересказу содержания видео).
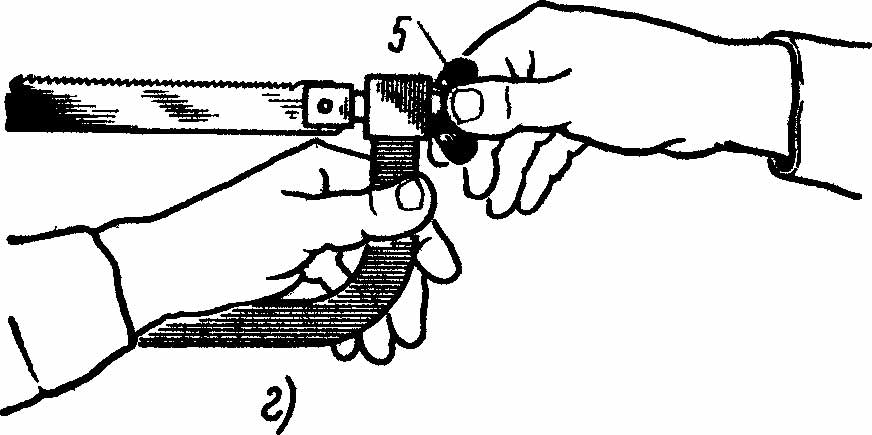
Итак, начнём с того, что пилить ножовкой по металлу нужно горизонтально, ухватившись за инструмент двумя руками. Для чего хорошо бы использовать ножовку с хорошо выраженной рукояткой для хвата второй рукой.
Пилить горизонтально неудобно, потому что для этого нужно, чтобы заготовка была закреплена на уровне груди, а пилить стоя. Однако верстаки, как правило, являются столами, за которыми нужно сидеть, а если и пилить, то стоя и сверху вниз. Поэтому ножовки чаще делают одноручными и пилят ими под углом 45°.
Чтобы регулировать давление на пилу (чем твёрже металл, том сильнее нужно нагружать полотно, давить на него, чтобы зубья вгрызались в плоть; и наоборот — если зубья врезаются слишком сильно, например, в алюминий, то нужно уменьшить давление) можно: а) менять угол наклона при пилении, б) положить руку сверху для увеличения веса, в) развернуть полотно зубьями назад.
Пила часто застревает в пропиле при достижении конца полотна. Это из-за того, что полотно имеет волнистую разводку зубьев (чтобы пропил был шире полотна и оно в пропиле не застревало), но со временем в центре полотна амплитуда этой волны уменьшается, а на концах — почти нет.
Фото 2. Зубья больше стачиваются в центре полотна
Этот перекос возник на почве пиления этим полотном ранее не всей его длиной. Исправить (увеличить разведение в центре или уменьшить на концах) сейчас это уже невозможно по причине того, что зубья закалены. Так что мораль: с самого начала эксплуатации нового полотна нужно всегда пилить всей его длинной.
Следующая проблема: если пилить тонкий лист металла, толщина которого меньше, чем расстояние между зубьями, пила застревает:
Фото 3. Слишком тонкая деталь застревает между зубьев
Если металл твёрдый (железо) — хрен сдвинешь, а если мягкий (алюминий) — выдирается огромный кусок металла, образуются рваные края, край гнётся.
Фото 4. Тонкую деталь пилим под сильным наклоном
Пилить под углом, чтобы сформировать пропил такой длины, чтобы на нём лежало одновременно как минимум два зуба (длина пропила ≥ двум расстояниям между зубьями).
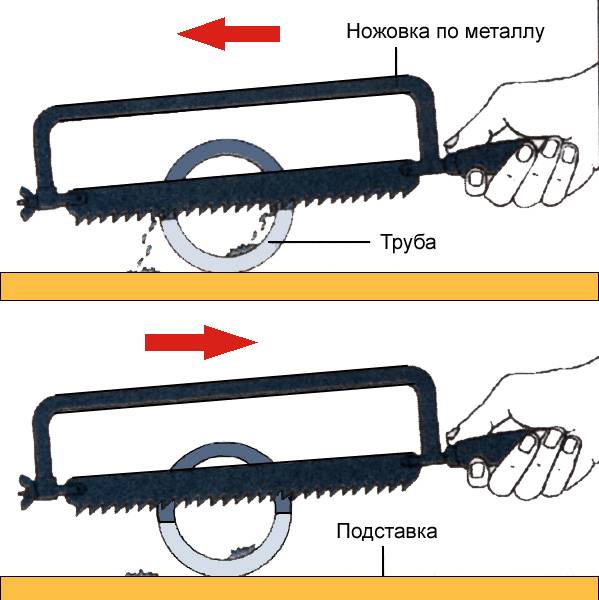
Следующая тема: пилим тонкостенную алюминиевую трубу:
Фото 5. Направление кручения трубы
Полотно устанавливаем зубьями назад, трубу подкручиваем в направлении зубьев (иначе полотно будет застревать на ближнем крае пропила, а при применении силы — рваться).
Ну, и ещё до кучи… полотно ножовки по металлу можно восстанавливать, затачивать зубья, например, вот таким образом:
Фото 6. Заточка зубьев
Изначально этот алмазный диск был больше диаметром и эта бормашинка с этим диском, будучи прижатой таким образом к полотну располагалась строго параллельно линии зубьев полотна, а диск, соответственно, перпендикулярно. И это было правильно — у новой ножовки передние грани-поверхности зубьев ортогональны полотну. Теперь же формируется небольшой отрицательный угол… — чуть менее лучше, но тоже норм.

Ещё к сведению: полотно это можно просверлить обычным сверлом по металлу (из стали HSS). Потому что на производстве всё полотно закаливают не очень сильно, на упругость, а вот зубья закаливают отдельно индукционным нагревом с быстрым охлаждением на твёрдость, поэтому зубьями этими можно в обратку спокойно распилить сверло.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Виды ножовочных полотен
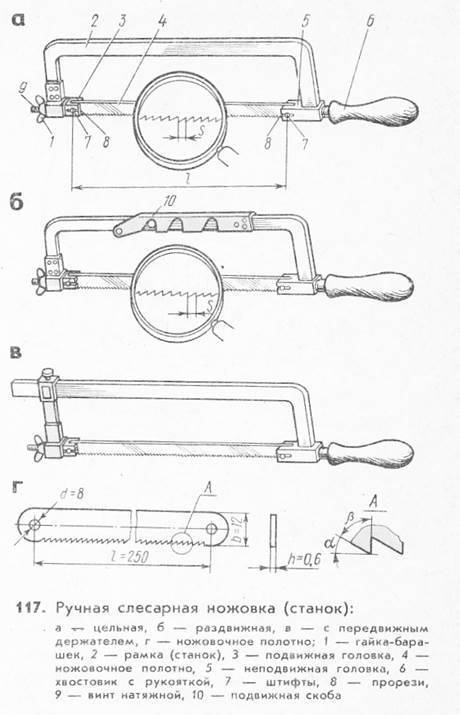
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.





