

Конструктивные особенности
В домашней мастерской насадка на дрель для заточки сверл является вполне актуальной, так как большинство затупившихся изделий, попросту лежат без дела. При этом человеку приходится покупать новые и дорогостоящие сверла, которые также спустя некоторое время эксплуатации затупятся и станут неактуальными. Большинство мастеров попросту избавляются от таких расходных материалов, а некоторые прибегают к самостоятельному их затачиванию на наждаке. Для разрешения данной проблемы были изобретены специальные приспособления, предназначающиеся для заточки сверл.
Такое приспособление представляет собой несложную конструкцию, функциональная часть которой располагается внутри корпуса из пластика. В корпусе во вращение приводится абразивный круг, который имеет определенную форму, позволяющую создавать необходимый угол заточки. С торцевой стороны приспособления имеются специальные отверстия с определенными диаметрами под соответствующие сверла. Обычно насадка позволяет осуществлять затачивание расходных материалов диаметром от 3 до 10 мм. Абразивный круг или точило приводится в движение посредством дрели, для чего устройство присоединяется при помощи специальной соединительной муфты.
Отверстия для сверл имеют определенный угол, под которым происходит соприкосновение затачивающейся детали с поверхностью точильного круга в соответствующем положении. После того, как деталь будет установлена в отверстие подходящего диаметра, необходимо запустить дрель. Таким способом будет обработана одна из режущих кромок, после чего необходимо развернуть деталь на 180 градусов, и выполнить заточку второй кромки.
Плюсы и минусы использования
Оценивая рациональность подобных насадок на дрель для заточки сверл, следует отметить, что они вовсе не предназначается для постоянного и интенсивного применения. К ряду их положительных факторов можно отнести:
- Невысокая стоимость изделий. Это обусловлено простотой конструкции устройства.
- Простота применения. Пользоваться устройством очень легко, с чем может справиться даже новичок. В отличие от наждачного станка, выполнить затачивание на специальной насадке не только легко, но еще и быстро.
- Возможность использования приспособления для разного диаметра сверл. Немаловажный фактор, позволяющий осуществить заточку целого арсенала деталей из домашней коллекции при помощи одной насадки.
Среди минусов рассматриваемый инструмент имеет следующие недостатки:
- Невозможность осуществлять полноценную заточку. Хотя производитель и сообщает, что изделие предназначается для затачивания деталей, в действительности же оно обеспечивает только заточку кромок.
- Ненадежная фиксация изделия на патроне дрели. Большинство производителей выпускают насадки с пластиковым фиксатором, что делается для удешевления устройства.
- Невозможность изменения угла затачивания. Угол заточки уже изначально заложен в приспособлении.
- Трудности в применении. Чтобы воспользоваться насадкой, необходимо закреплять дрель в неподвижном состоянии, что позволит обеспечить удобство применения устройства. При этом одной рукой потребуется нажимать на кнопку «Пуск» на дрели, а второй придерживать затачиваемую деталь.
В целом, рассматриваемые приспособления являются достаточно эффективными, если использовать их строго по предназначению.
Использование приспособления
Несмотря на простоту конструкции приспособления для заточки сверл, справляется оно со своим прямым предназначением достаточно качественно, что подтверждает видеоролик в конце материала. Такое изделие будет помогать каждому мастеру, особенно при выполнении работ в полевых условиях.
При заточке сверл следует помнить, что данное устройство не является полноценным станком. Использовать его на постоянной основе не рекомендуется, так как это приведет к быстрому стачиванию наждака. Прибегать к применению устройства производитель рекомендует в случае отсутствия доступа к стационарному оборудованию. Применять в условиях производства такие приспособления вовсе не рационально, так как потребуется достаточно часто менять наждаки.
Из этого следует, что применять насадку для заточки сверл необходимо только в крайних случаях. Такими крайними случаями являются работы в полевых условиях, а также при выполнении работ по строительству, когда ограничен доступ к стационарному станку. В домашнем арсенале у каждого мастера обязательно должна быть такая насадка, которая позволит существенно упростить жизнь.
Как заточить сверло по металлу и бетону своими руками
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
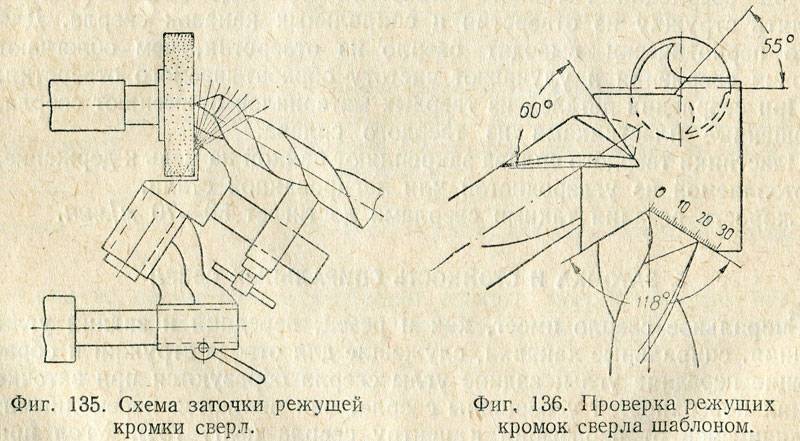
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
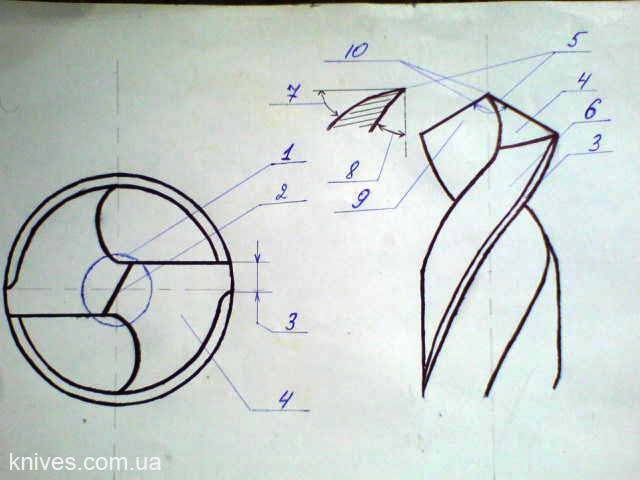
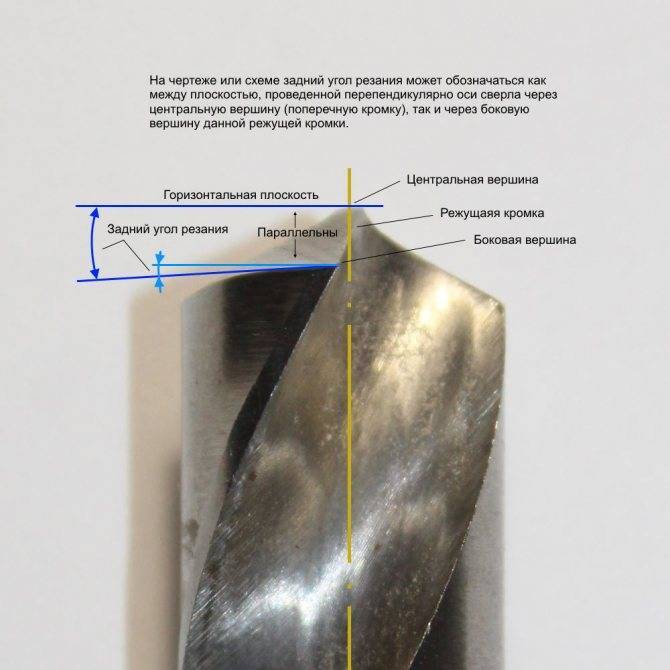
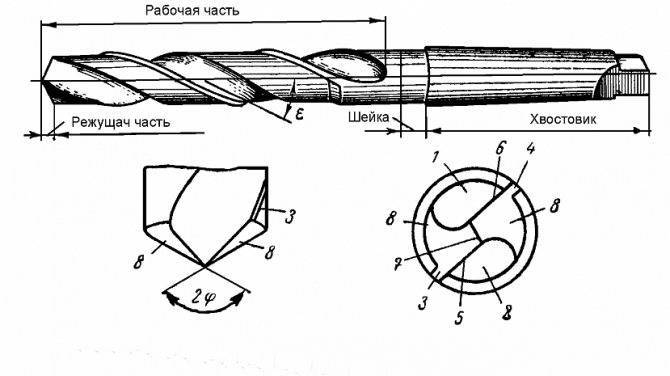
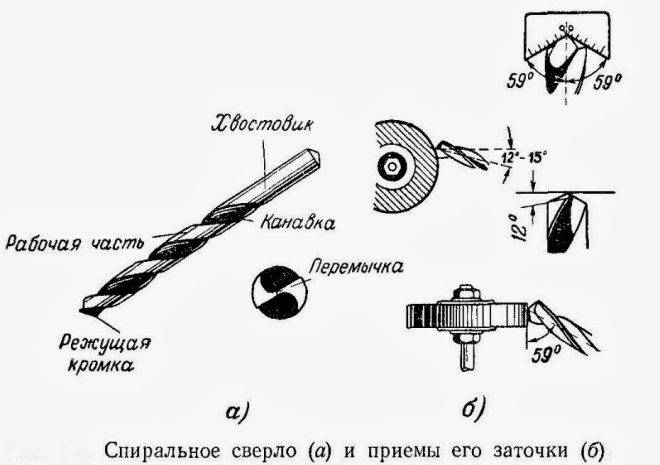
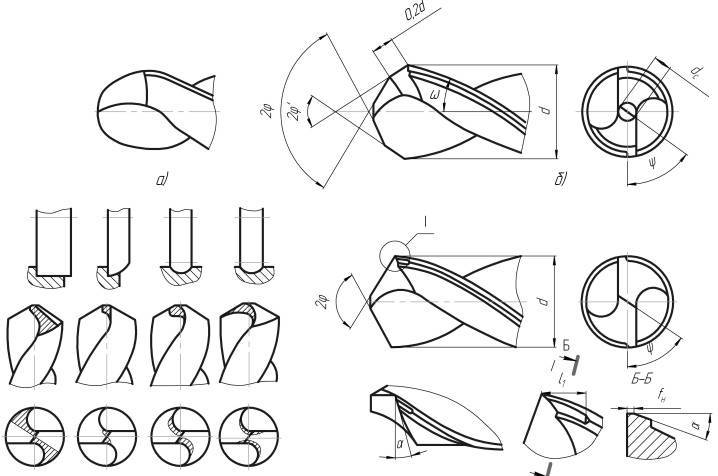
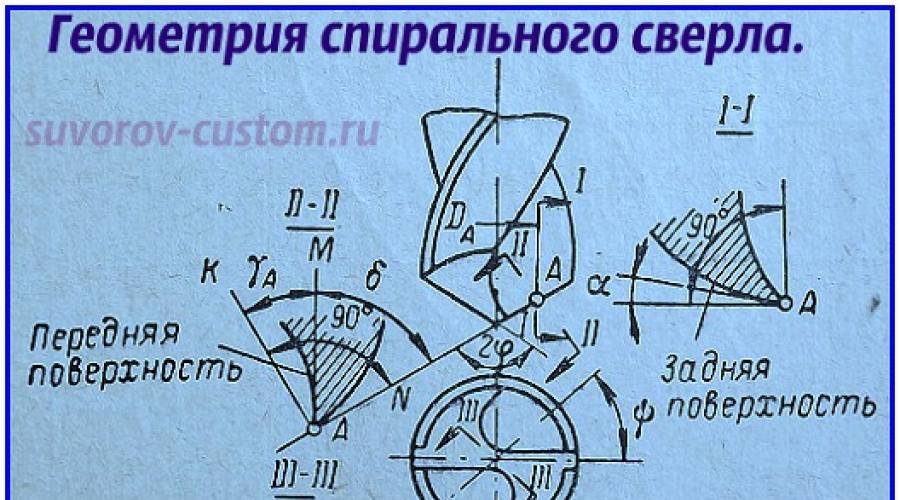
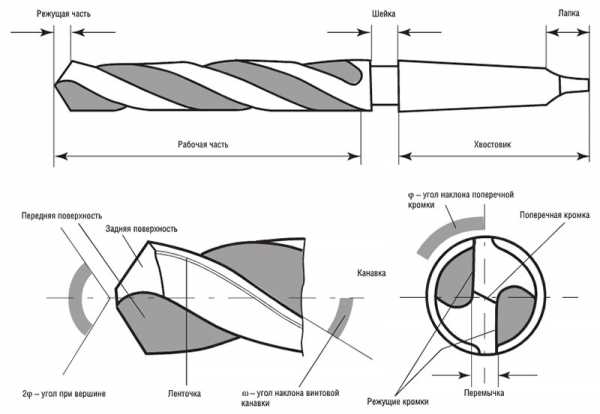 Основные составные части спирального сверла.
Основные составные части спирального сверла.
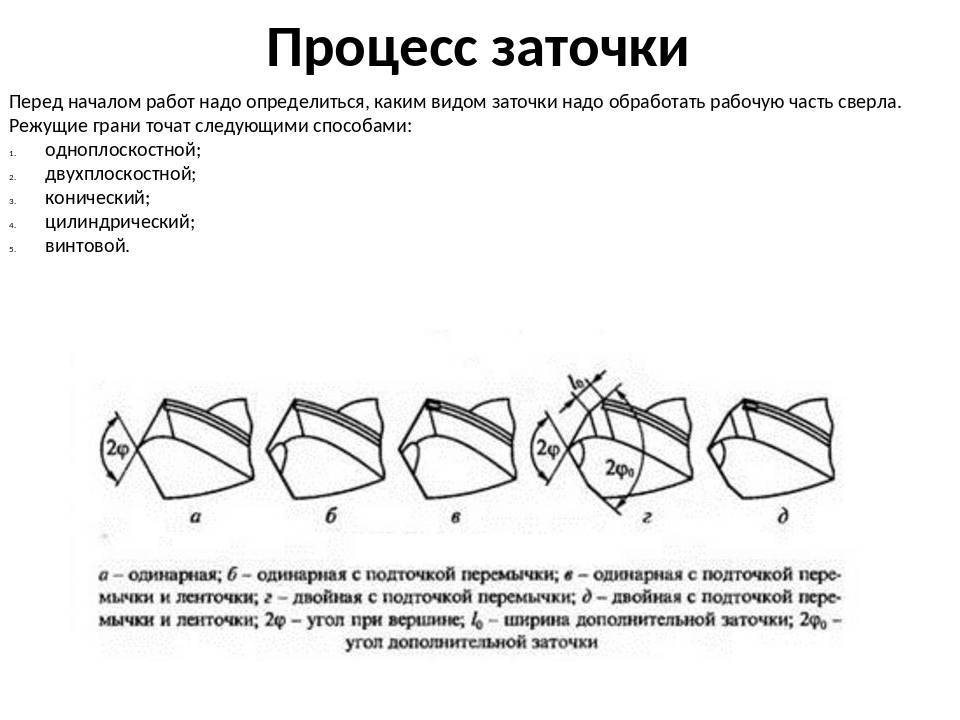
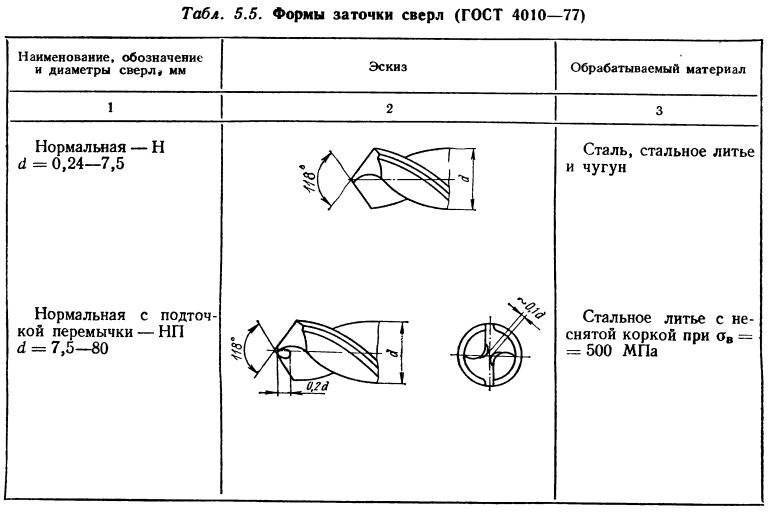
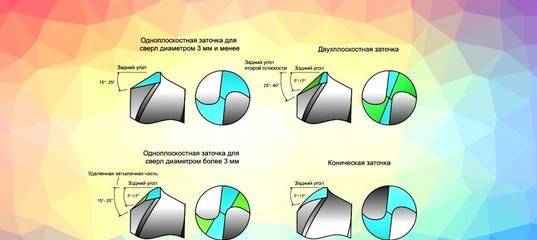
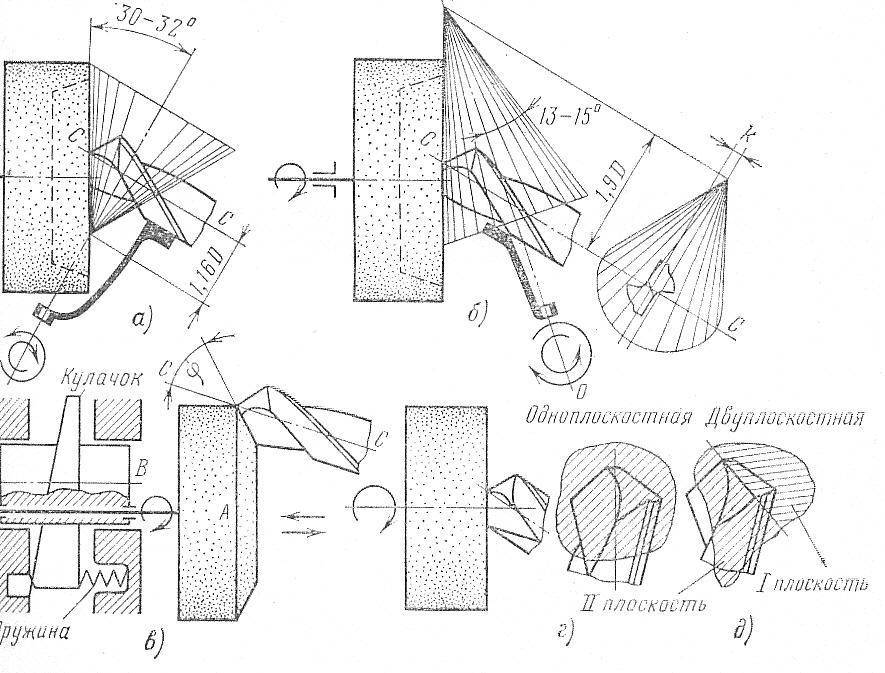
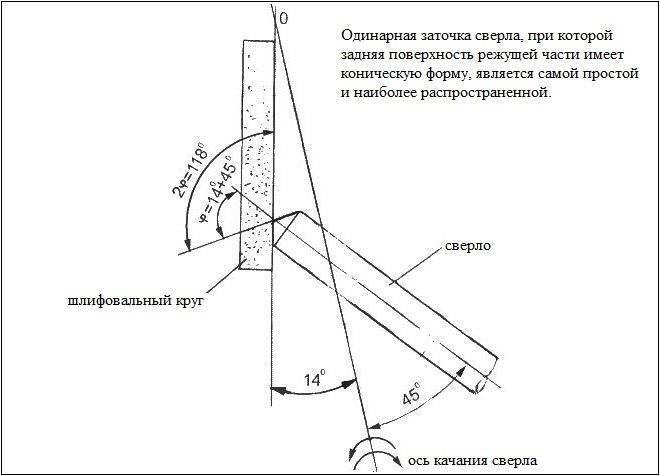
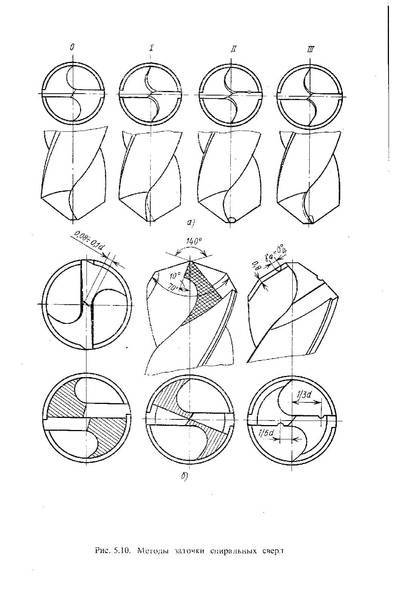
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
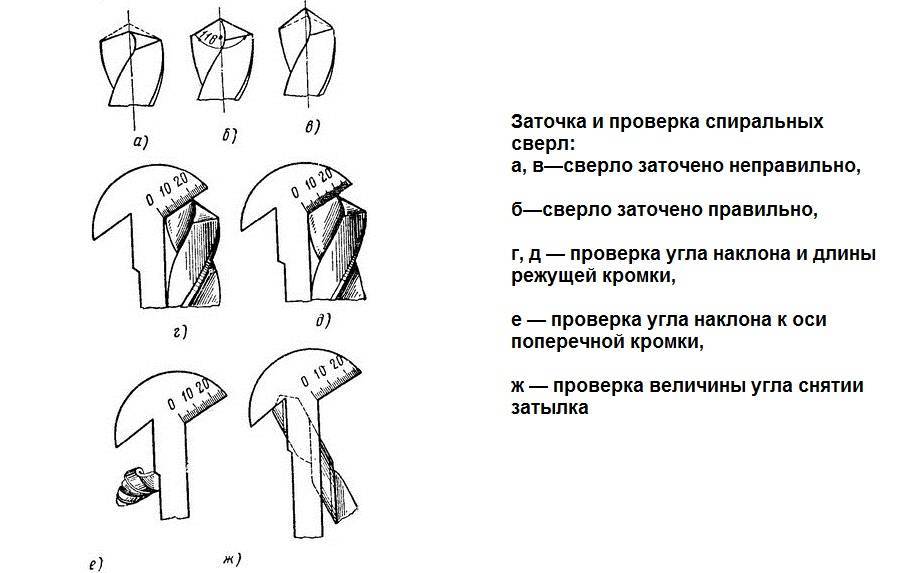
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
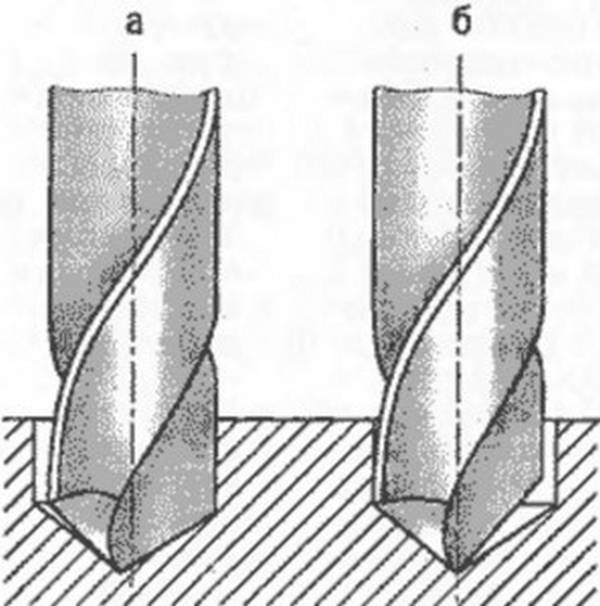



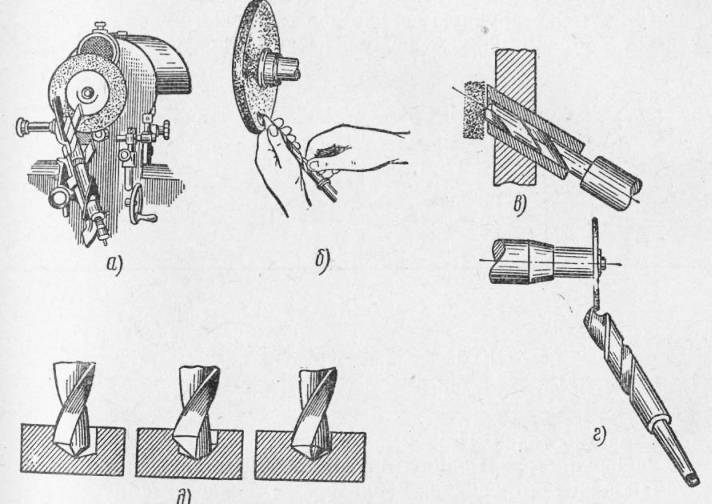
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
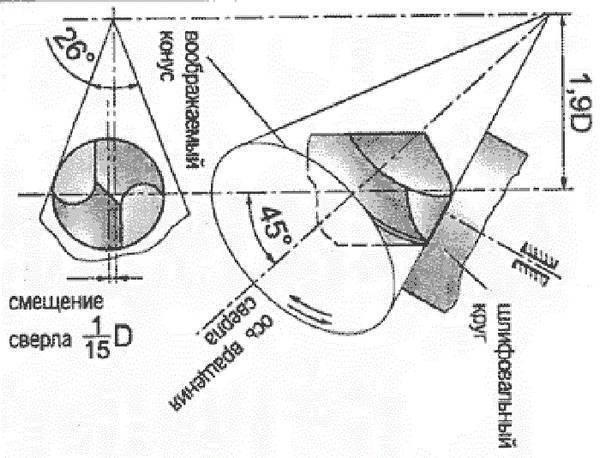
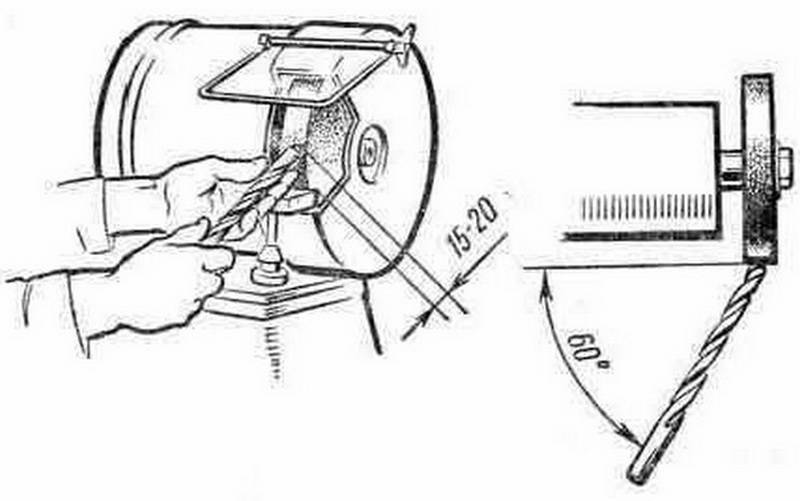
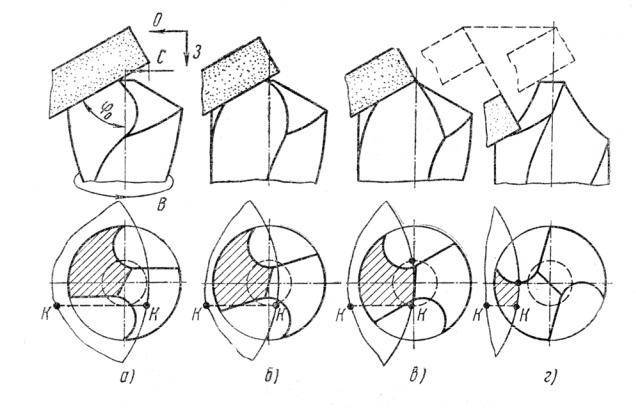
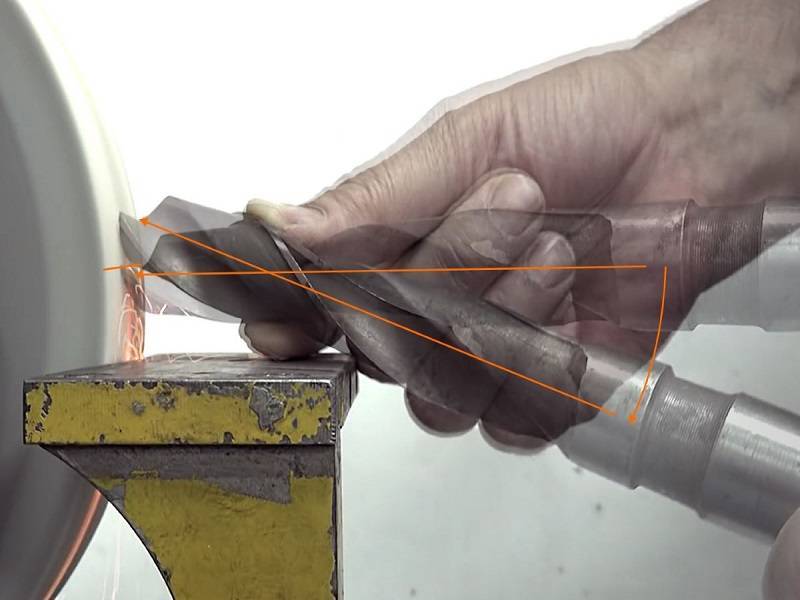
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
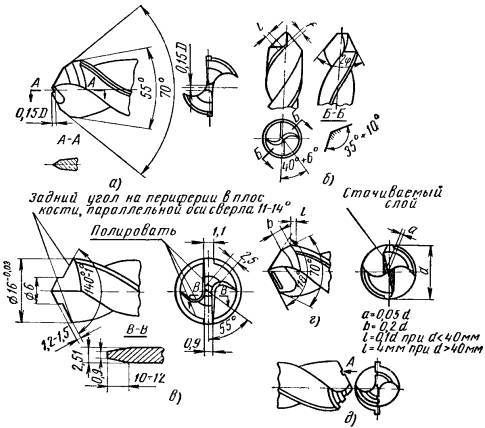
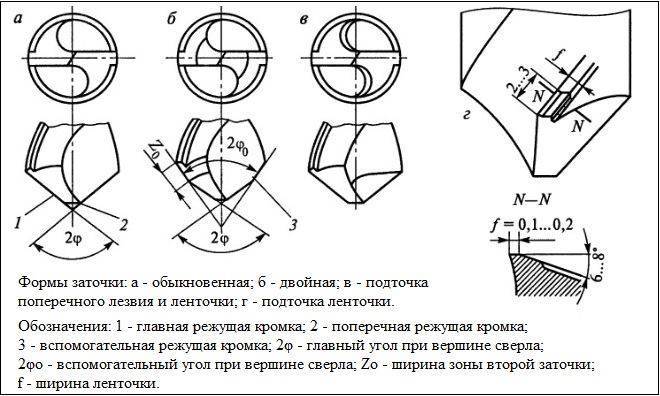
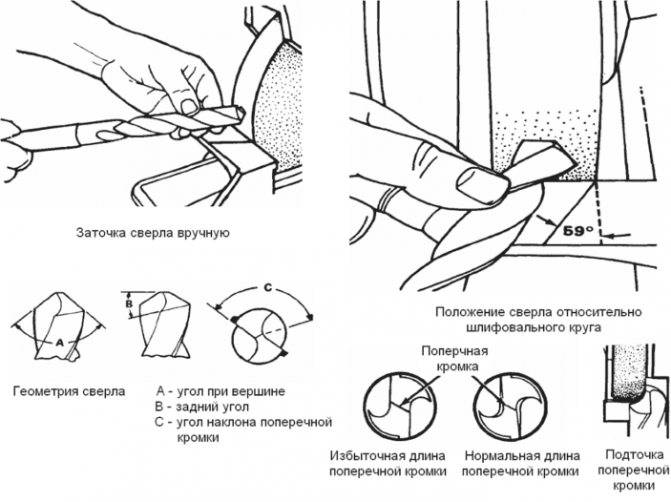
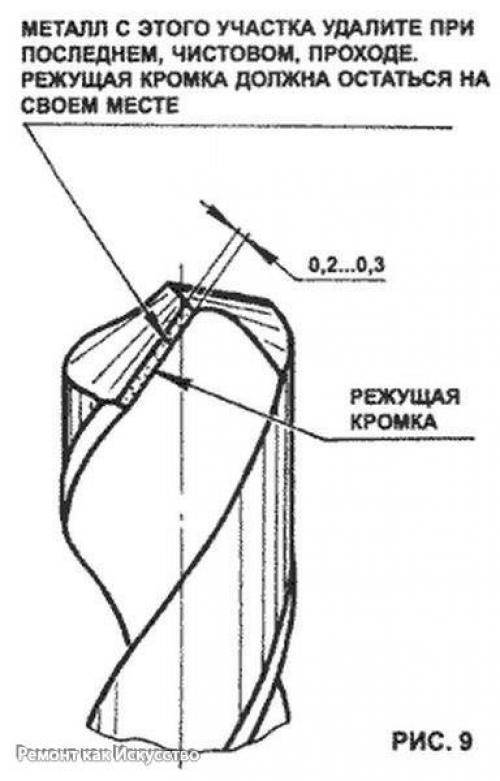
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Заточка спиральных сверл. Часть — 2.
Бетон — это наиболее универсальный материал, используемый при строительстве дома. Поэтому часто бывают случаи, когда требуется при прокладке кабеля или проводов, монтаже техники и мебели, делать в бетонной поверхности отверстия.
Обычным сверлом это сделать не получится, из-за высокой прочности материала. Только специальные сверла по бетону или буры могут обеспечить требуемый результат. Виды инструментов, их особенности и способы использования подскажет статья.
Заточка бура для бетона
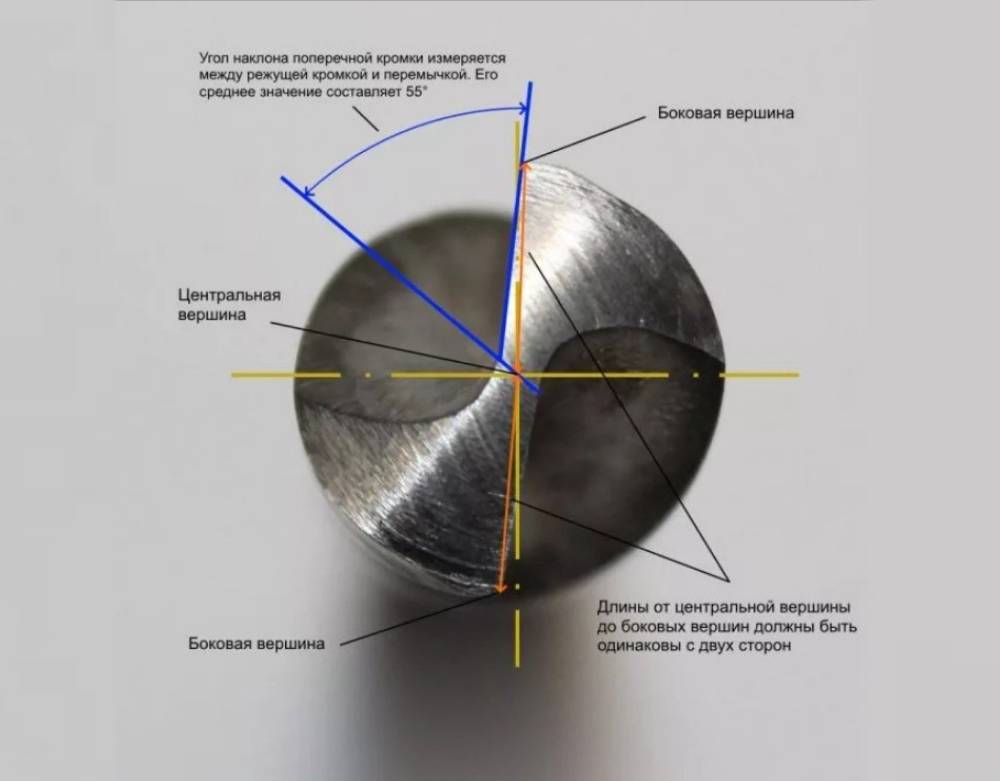
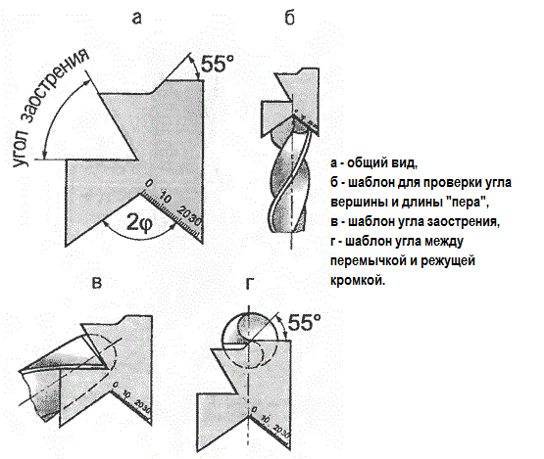
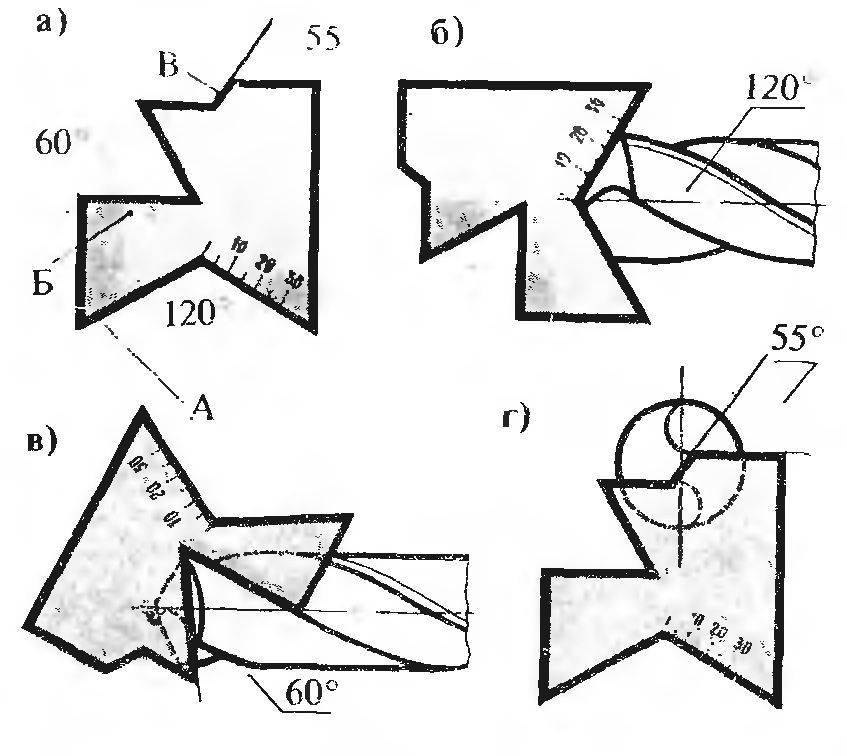
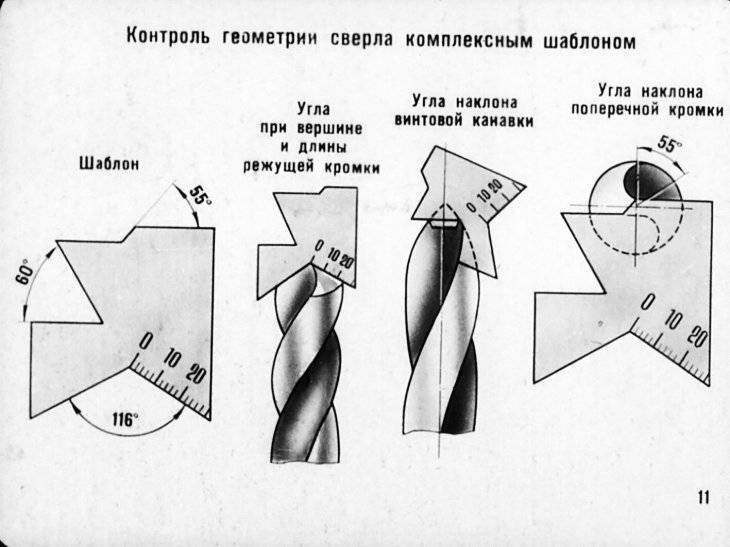
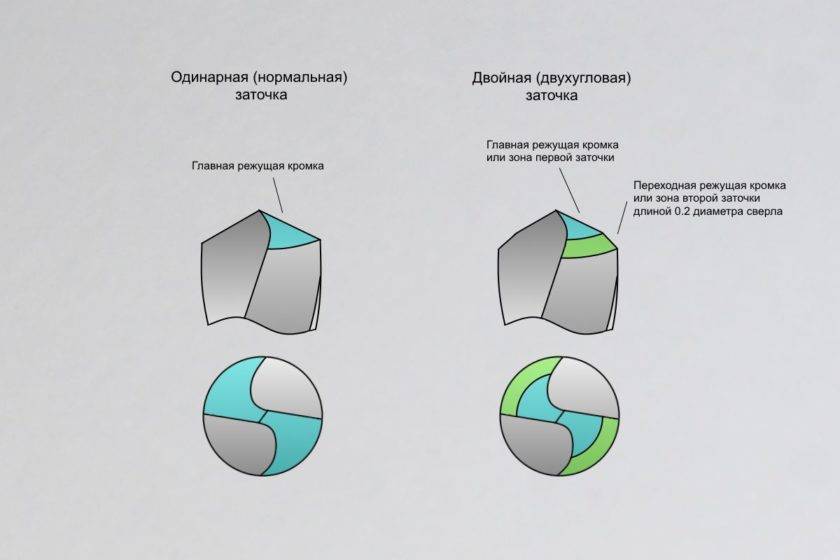
Бур для перфоратора в качестве режущей части имеет пластину из твердого сплава, вставленную в прорезь на рабочем конце и закрепленную припоем. Нормально заточенный бур имеет четкие режущие кромки с углом заточки около 90 и углом между кромками при вершине – 130–140.
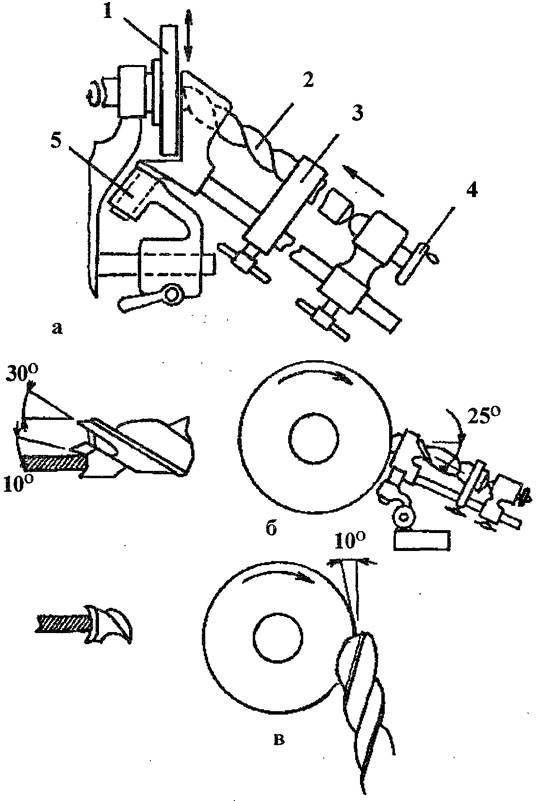
При стандартной заточке передняя грань режущей кромки (направленная в сторону вращения) наклонена к оси бура под углом 30, а задняя – под углом 60. При ручной заточке, не имея специальных приспособлений, можно ориентироваться на целую, неизношенную часть граней и воспроизводить их углы наклона.
Процесс затачивания
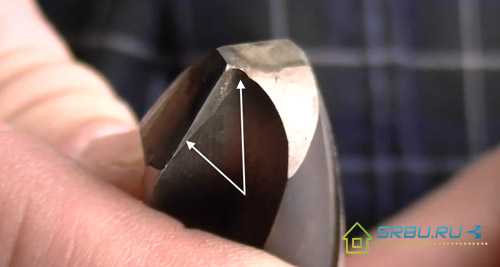
Заточку начинаем с передних граней. Выставляем бур возле периферийной поверхности камня так, чтобы режущая кромка была параллельна оси точила и направлена вверх, а грань параллельна поверхности, и на короткое время несильно прижимаем бур к точилу. На металле остается ясно различимый след, который показывает, правильно ли было выбрано его положение. Плоскость пробного шлифа должна совпадать с плоскостью грани, а пятно шлифа располагаться по центру его неизношенной части, без существенного смещения. Найдя опытным путем правильное положение, запоминаем его и приступаем к заточке.



Параллельности достичь нетрудно, если поднести режущую кромку к поверхности камня и ориентироваться по зазору, оставшемуся до контакта.
Сначала одна за другой затачиваются передние грани. Затем нужно проверить их симметричность. Это делается визуально, на просвет, поместив головку бура возле края какого-либо предмета. Край должен быть ровным или вогнутым, но симметричным. Можно изготовить специальный шаблон для проверки. При несимметричности дополнительно стачивается более короткая грань.
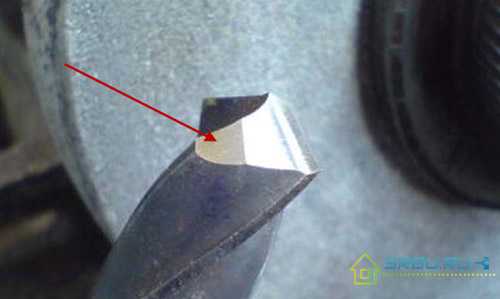
После этого, так же, поочередно, стачиваются задние грани кромок, с последующей проверкой симметричности. Симметричность расположения кромок проверяется и при взгляде с торца, вдоль оси бура. При правильной заточке они параллельны, а между ними остается перемычка длиной около 0,2–3 мм в зависимости от диаметра.
Если в результате обработки режущие кромки не стали острыми, на них остались видимые скругления или каверны, весь цикл заточки нужно повторить.

Дополнения
При затачивании важно не перегреть инструмент. Для охлаждения его периодически макают в воду
Емкость с водой нужно держать у станка. Не следует прижимать бур к точилу длительное время. Лучше работать короткими касаниями, около 2–4 с, с перерывами на такое же время. В этом случае лишнее тепло успевает отводиться телом бура и снижается риск перекаливания кромки.
Полезные советы
О нюансах заточки можно говорить много, но ведь важно не просто правильно точить инструмент, но и делать это в безопасности и потом правильно хранить изделия. Итак, правила безопасности и сохранения работоспособности сверл:. Итак, правила безопасности и сохранения работоспособности сверл:
Итак, правила безопасности и сохранения работоспособности сверл:
- при заточке инструмент сильно греется. Это не только требует аккуратности в обращении и – очень желательно – работы в защитных перчатках. Это также влияет на свойства металла. Поэтому подавать инструмент к заточному приспособлению следует короткими периодами, по 2…3 секунды, и охлаждать после каждого периода в воде или другой СОЖ (смазочно-охлаждающей жидкости);
- в процессе работы от сверла и точильного круга летят искры. Защищать надо не только руки, но и лицо. Прозрачный щиток или очки будут очень кстати;
- для тонкой работы необходимо очень хорошо видеть, что именно делается. Соответственно, роль защитного щитка вполне может сыграть увеличительное стекло;
- необходимо дополнительное освещение, но лампа должна располагаться так, чтобы хрупкую колбу не могли повредить случайные осколки металла или абразива.
В отношении хранения правила просты: заточенные сверла не должны соприкасаться друг к другу, не должны находиться во влажной или агрессивной среде. Очень удобны для постоянного хранения специальные органайзеры – промышленные или самодельные. При наличии надписей о диаметре поиск нужного инструмента происходит почти мгновенно.

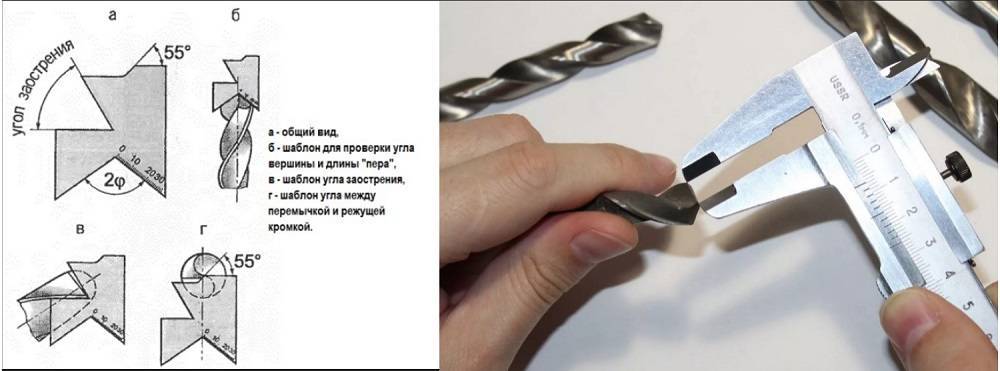
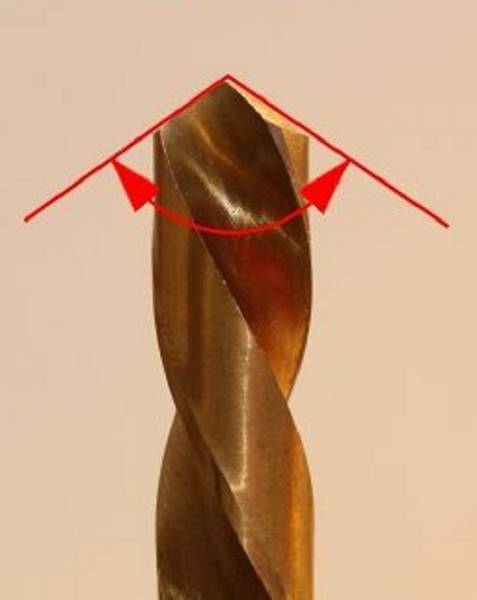
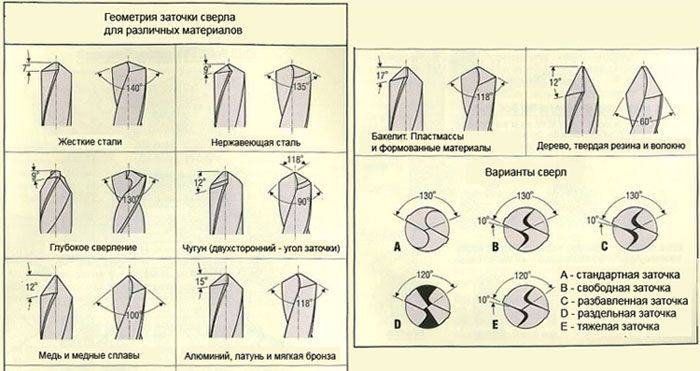
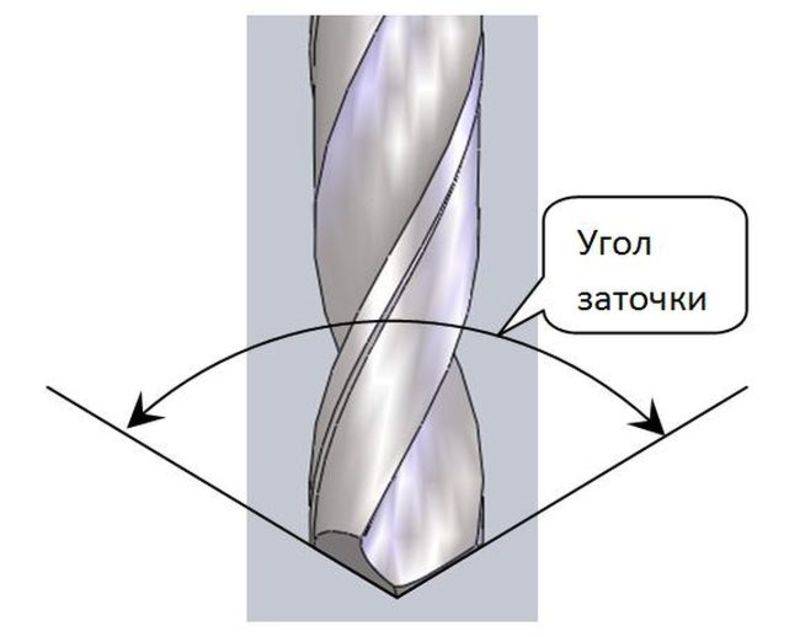
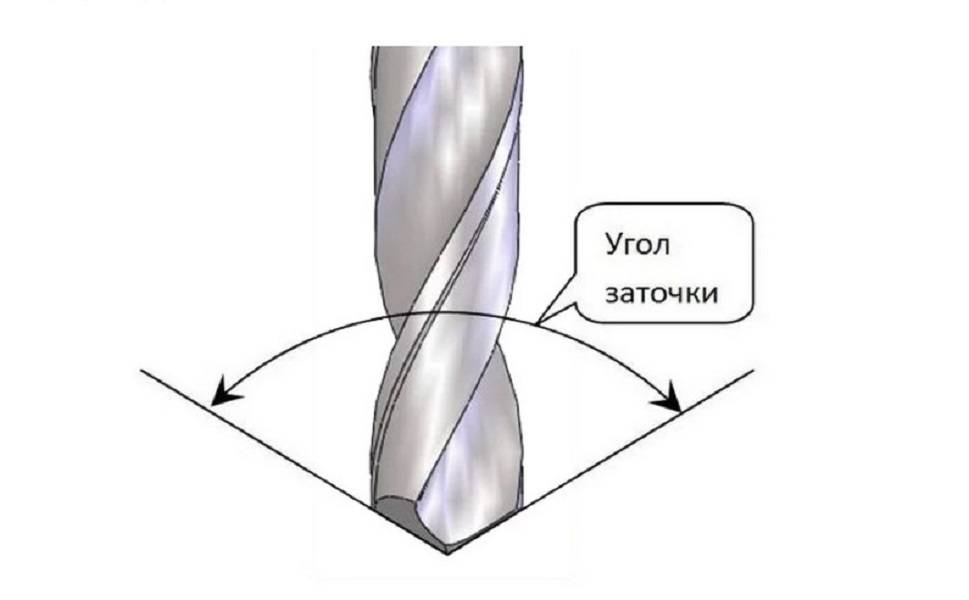
Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.
Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.


Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.

Виды свёрл по металлу Источник rozetka.com.ua Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральное сверло: его части и элементы Источник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Собираем станок для заточки свёрл своими руками
Отнеситесь критично к заявлениям: «Собрал наждак из отходов, что валялись в гараже под ногами». Универсальную втулку с посадочным местом под точильный круг Ø 32 закажем токарю-профессионалу. Деталь изготовим из легированной стали.
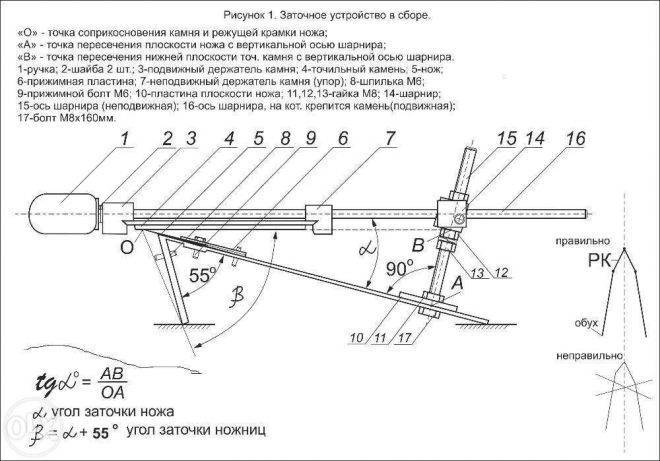
Заточное устройство в сборе
Точность скользящей посадки исключит биение нового абразива. Шпонку не ставим. Винт М4 со спиленной головкой войдёт в шпоночную канавку через резьбовое отверстие во втулке. Надёжность фиксации проверена.
Резьба фиксации камня левая, самозатягивающаяся. Опорный бортик со стороны двигателя и прижимная шайба выполняются Ø 50–60 мм. В целях безопасности, с обеих сторон абразива ставятся предохранительные прокладки из паронита, пластика, берёзовой фанеры.
Вращение круга допускается только сверху вниз относительно подручника.
Прием заточки сверла
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит разрывом круга.
Подручник, кроме функции опоры, будет удерживать приспособление для заточки свёрл, горизонтальный движок — для устранения биения, выравнивания цилиндрической поверхности шарошкой, угловые направляющие — для заточки ручного инструмента под нужным градусом.
Кожух при обилии режущего инструмента и многофункциональном использовании наждака желательно установить с откидной боковой крышкой на шарнирах: установка чашки потребует большей ширины, смена точильных кругов иной зернистости и твёрдости не должна отнимать время.


Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex. У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| № | Наименование | Диапазон диаметров сверл (мм) | Система фиксации сверла | Вес (кг) | Материал абразивного круга | Средняя цена (руб.) |
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.
Как понять, что сверлу нужна заточка
Также нужно учитывать то, что заточка может иметь разные размеры и зависит как от технических характеристик изделия (диаметр), так и от особенностей его использования. К примеру, некоторые варианты нужны для работы с мягкими металлами, а другие нужны для работы с твёрдыми металлами. Вполне закономерно, что они могут сильно отличаться друг от друга, что также нужно учитывать перед тем, как начинать точить.
Подводя итог, можно сказать, что понять о необходимости заточки может даже тот, кто не имеет большого опыта. Это посильная задача даже для тех, кто берёт в руки дрель впервые. Нужно лишь внимательно наблюдать за процессом. Если он идёт совсем туго, то, вероятнее всего, проблема заключается в недостаточной заточке.
Обычно необходимость точить сверло возникает после длительной работы с особо твёрдыми и прочными материалами.
Область применения и конструктивные особенности
Конусные (или ступенчатые) сверла отличаются длительным рабочим ресурсом, что обеспечивается высокой прочностью их режущих кромок. В отличие от обычного сверла, конусное позволяет выполнять технологические операции, для осуществления которых в любой другой ситуации потребовалось бы использование нескольких инструментов. Именно универсальностью во многом и объясняется высокая стоимость сверл данной категории.
Устройство ступенчатого сверла
Конусными сверлами можно делать отверстия не только в металле, но и в гипсокартоне, дереве, пластике и др. Успешно справляются они и с плотным металлом, чего нельзя сказать о сверлильном инструменте любого другого типа.
Острый наконечник ступенчатого сверла позволяет не только исключить необходимость применения центровочного инструмента, но и легко врезаться в структуру даже самого плотного металла. Отверстие, полученное при этом, не нуждается в дополнительной обработке с использованием надфиля и шлифовальной машинки.
Большинство ступенчатых сверл способны просверливать металл толщиной до 4 мм
Поступательные каналы ступенчатого сверла, расположенные по спирали, выполнены в разных размерах с плавным переходом. Эта конструктивная особенность повышает эффективность конусного сверла при работе с тонколистовым металлом как минимум на 50%. Кроме того, при сверлении металлических деталей инструментом с такими спиральными поступательными канавками обеспечивается плавность его хода.
На рабочую поверхность ступенчатых сверл может быть нанесено абразивное напыление, основу которого составляет алмазная или титановая крошка (это не противоречит требованиям ГОСТа). Такое покрытие режущей поверхности значительно повышает степень ее прочности, что позволяет свести к минимуму периодичность ее заточки. Естественно, на такое преимущество использования конусного сверла с напылением можно рассчитывать в том случае, если соблюдаются правила его эксплуатации и не превышается допустимая нагрузка на него.
Эти сверла сделаны из высококачественной быстрорежущей стали с титановым покрытием
Одной из задач, которую решают с помощью конусного сверла, является исправление дефектов отверстий, полученных инструментом другого типа. К таким дефектам, в частности, относятся рваные края. Сверла ступенчатого типа практически незаменимы в тех случаях, когда необходимо получить качественные отверстия в тонколистовом металле, изделиях из стеклотекстолита и других полимерных материалов.




Учитывая все вышесказанное, можно сделать вывод о том, что конусные сверла являются еще более универсальными, чем традиционный инструмент спирального типа. Именно поэтому они не будут лишними на производственном участке и в домашней мастерской. О том, насколько удобным и эффективным является конусный инструмент, стоимость которого зависит как от диаметра рабочей части, так и от типа напыления, можно судить по видео обработки с его использованием и по отзывам специалистов.
Как точить мелкие сверла
Тонкие сверла диаметром до 3 мм очень быстро тупятся, а при работе с плотным материалом и вовсе могут сломаться. Точить их тоже сложно, ведь режущая кромка слишком тонкая и мелкая, и установить оптимальный угол может быть сложно. Также при заточке таких сверл существенно повышается риск деформировать инструмент (рисунок 4).
Рисунок 4
Мелкие сверла точат особенно осторожно, чтобы не повредить их. Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем
Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ
Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем. Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ.
Пошаговая инструкция по заточке такая:
- Сверло фиксируют, приставляют к нему оселок и проводят по режущей кромки с незначительным нажимом.
- Для качественной заточки понадобится около 10 движений. После этого сверло поворачивают на 180 градусов и повторяют процедуру.
- Качество заточки оценивают через лупу и, при необходимости, продолжают затачивать сверло, пока не будет достигнут нужный результат.





