

Где ставится клеймо сварщика при сварке металлоконструкций одним сварщиком
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.

Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр к лейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.


По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.






Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.

Учитывайте эти требования при организации сварочных работ на ОПО.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
источник
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП “Сварка на ОПО”, все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентифицированными номерами сварщиков, выполняющих работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Обычно клеймо сварщика, проставляется на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварочных соединений – оформляется вся исполнительная документация, предусмотренная законом. Эта документация обеспечивает идентификацию записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
В соответствии п. 4.10.5 ГОСТ 23118-2012, п. 1.3.21 РД 34.15.132-96 и п. 4.8.7. ПБ 03-584-03 все сварные подлежать клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии 20-50 мм от кромки сварного шва с наружной стороны, если других указаний по их расположению не имеется в технологической документации. Если шов наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны, а в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
У продольных швов клеймо следует располагать в начале и конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одной клеймо. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным и далее через кадые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более 700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менне 4 мм допускается производить электрографом или несмываемой краской.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах не обязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом если над одним сварным швом высокой сложности работают сразу несколько работников, необходимо чтобы каждый работник оставил свой шифр.
клеймо сварщика чем ставить НТД ?
Требования едины.
Федеральными нормами и правилами в области промышленной безопасности «Правила безопасности в нефтяной и газовой промышленности». Пункт 95. Аттестация сварщиков, привлекаемых к ремонтным работам на ОПО на нефтяных и газовых месторождениях, а также к строительству и ремонту промысловых нефтегазоконденсатопроводов, должна проводиться в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства, утвержденными постановлением Госгортехнадзора России от 30 октября 1998 года N 63 (зарегистрировано Минюстом России 4 марта 1999 года, регистрационный N 1721), с изменениями, внесенными приказом Ростехнадзора от 17 октября 2012 года N 588 (зарегистрирован Минюстом России от 23 октября 2012 года, регистрационный N 25903); Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным постановлением Госгортехнадзора России от 25 июня 2002 года N 36 (зарегистрировано Минюстом России 17.07.2002, регистрационный N 3587), с изменениями, внесенными приказом Ростехнадзора от 17 октября 2012 года N 588 (зарегистрирован Минюстом России от 23 ноября 2012 года, регистрационный N 25903). Ссылка…
ФНП «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением». пункт 97. Сварщики и специалисты сварочного производства, привлекаемые к работам по ремонту, монтажу, реконструкции (модернизации) оборудования под давлением, должны пройти в установленном порядке аттестацию в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства, утвержденными постановлением Федерального горного и промышленного надзора России от 30 октября 1998 года N 63 (зарегистрировано Министерством юстиции Российской Федерации 4 марта 1999 года, регистрационный N 1721; Бюллетень нормативных актов федеральных органов исполнительной власти, 1999, N 11-12), с изменениями, внесенными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 17 октября 2012 года N 588 (зарегистрирован Министерством юстиции Российской Федерации 23 ноября 2012 года, регистрационный N 25903; Российская газета, 2012, N 283); Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным постановлением Федерального горного и промышленного надзора России от 25 июня 2002 года N 36 (зарегистрировано Министерством юстиции Российской Федерации 17 июля 2002 года, регистрационный N 3578; Бюллетень нормативных актов федеральных органов исполнительной власти, 2002, N 32), с изменениями, внесенными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 17 октября 2012 года N 588 (зарегистрирован Министерством юстиции Российской Федерации 23 ноября 2012 года, регистрационный N 25903; Российская газета, 2012, N 283). Ссылка…








Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.








Dobiralis poezdom. Колягин 10 класс
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса. Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.









Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
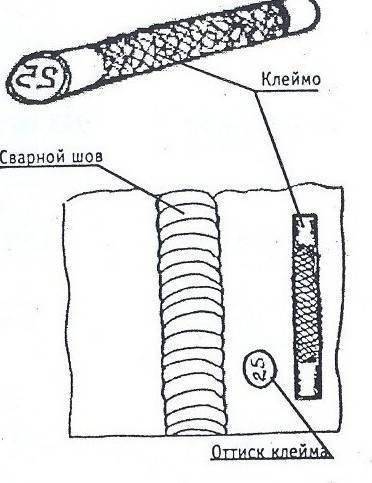
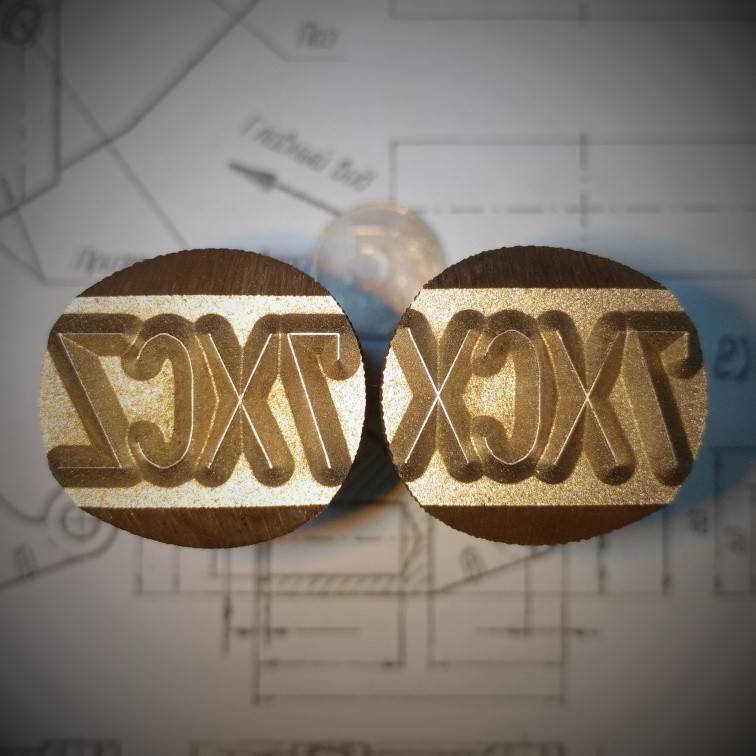
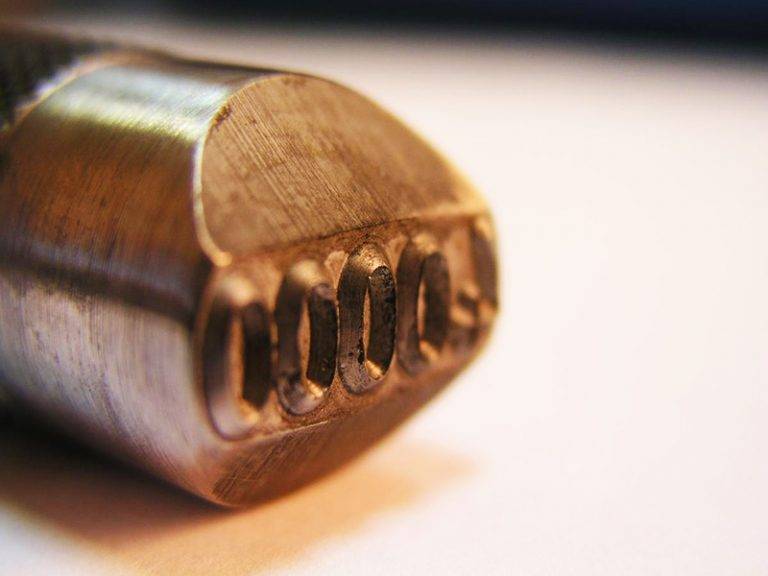
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
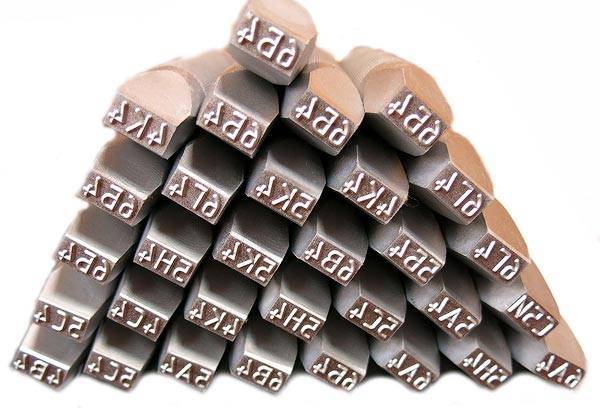
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
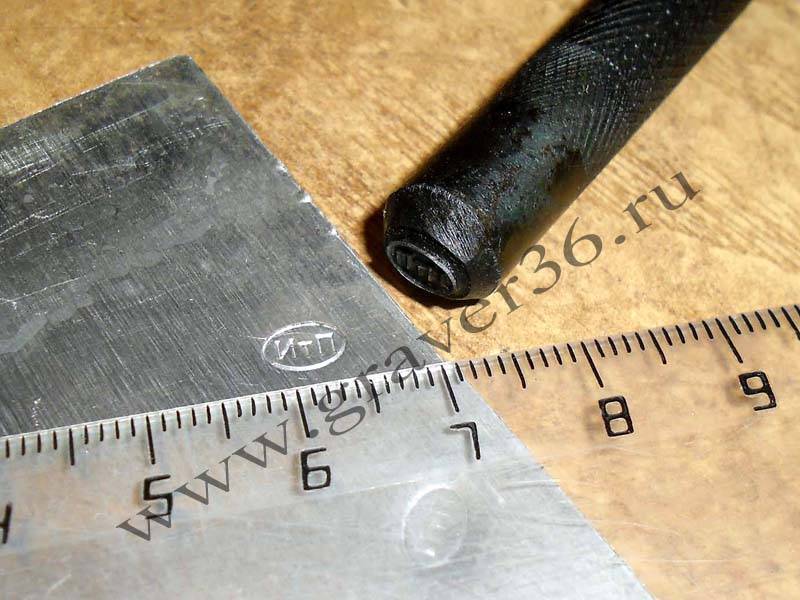
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Как попасть в реестр НАКС?
Для того, чтобы попасть в реестр, необходимо пройти обучение в авторизованном научно-техническом центре при НАКС, либо окончить специальные курсы, желательно официальные. Далее идет сдача экзамена, то есть, прохождение тестов и практического занятия.
Сертификация в НАКС – мероприятие серьезное. Нужны официальные документы, подтверждающие образование и стаж. Необходима медицинская справка со всеми допусками. Нужно пройти профильную подготовку.
На экзаменах всегда присутствует комиссия, с обязательным человеком из Ростехнадзора.
С нуля на НАКС бесплатно можно выучиться, например, через основные курсы с центра занятости населения, а дальше от предприятия (некоторые заинтересованы в повышении квалификации своих сотрудников).
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
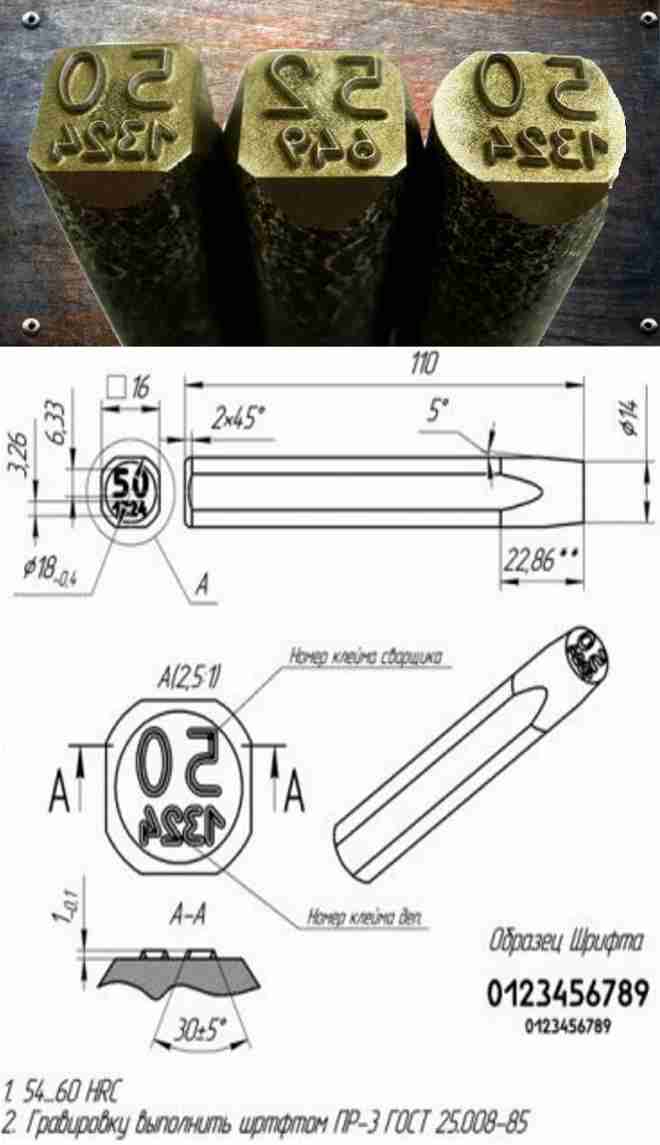
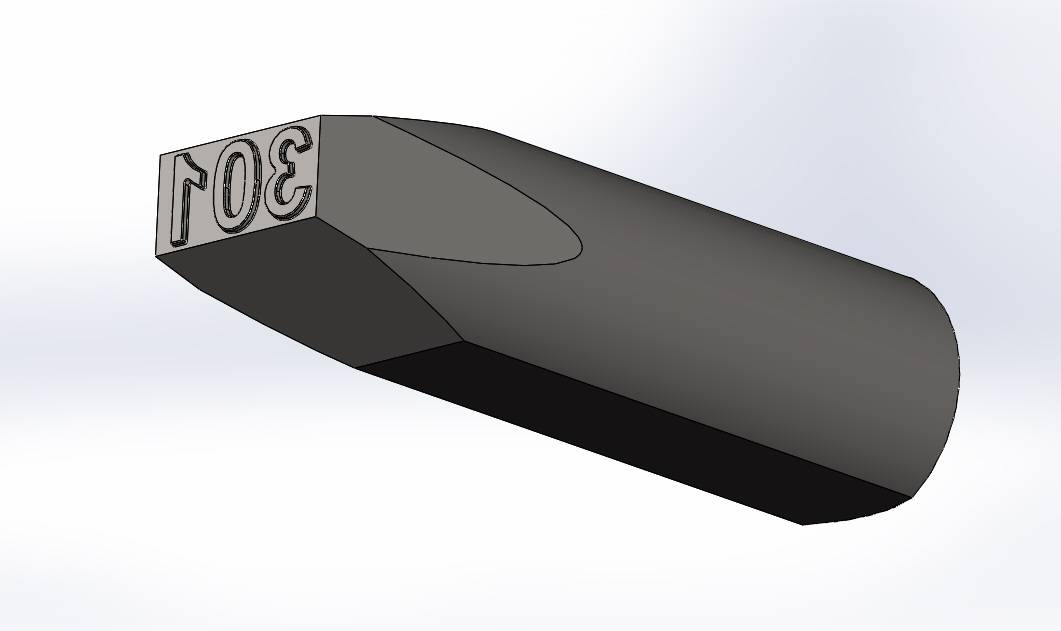
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.






Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
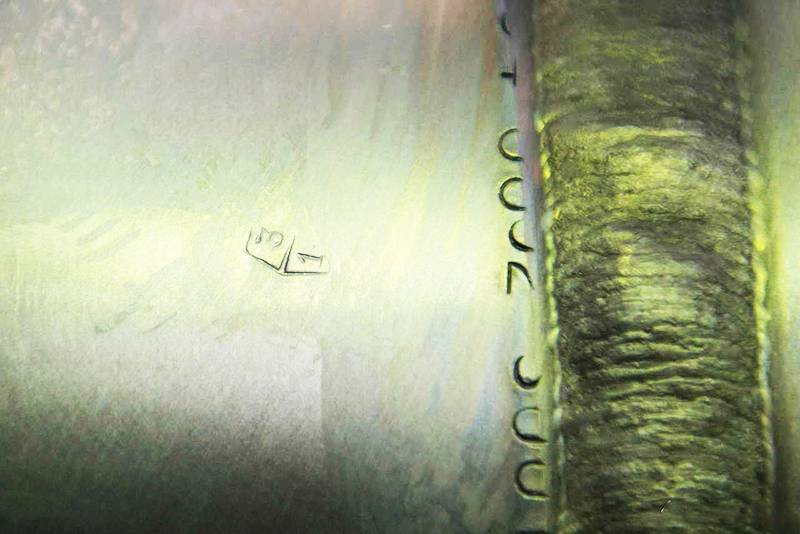
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.





