

Производители сварочной проволочной продукции
Основные марки сварочной проволоки выпускаются такими производителями:
- СварМонтажСтрой.
Одно из самых известных российских производств, специализирующееся на выпуске присадочной проволоки различных марок для любых видов сварки. Современное оборудование и использование европейских технологий изготовления позволяют предприятию выпускать изделия, соответствующие высочайшим стандартам качества. - ООО Петромет.
Предприятие, относящееся к Ленинградскому заводу, занимается выпуском проволок марок Св01Х18Н10, Св-15ХМА и других. - ООО Велд-Метиз.
- ОАО Волгоградский сталепроволочноканатный завод.
Нержавеющая проволока, произведенная сталепроволочноканатным заводом, соответствует государственным стандартам и может использоваться при выполнении сварочных работ полуавтоматическим устройством. - ОАО Западно-Сибирский металлургический комбинат.
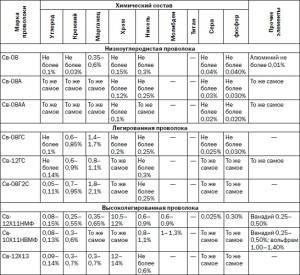
Таблица видов сварочной проволоки.
Присадочные материалы для сварочного полуавтомата, производимые данными предприятиями, делятся на 77 разновидностей. Многие производители покрывают сварочную присадочную проволоку медью, что позволяет обеспечить более качественный сварной шов и уменьшить разбрызгивания капель расплавленного металла.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который «вывернут» наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах. Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Related Posts via Categories
- Вес стальной, медной и алюминиевой проволоки – таблицы и формулы расчета
- Проволока сварочная нержавейка – для неподдающихся коррозии швов
- Как выбрать и сколько надо взять вязальной проволоки для обвязки арматуры?
- Применение порошковой проволоки для полуавтомата
- Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
- Стальная оцинкованная проволока как полуфабрикат для изготовления изделий
- Пружинная проволока – по каким стандартам она изготавливается?
- Стальная проволока – готовое изделие и материал для различных конструкций
- Св-08Г2С – проволока для высококачественной наплавки и сварки
- Сварочная проволока – надежное соединение металлов
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем
Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом
Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится
А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно
А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вид поверхности
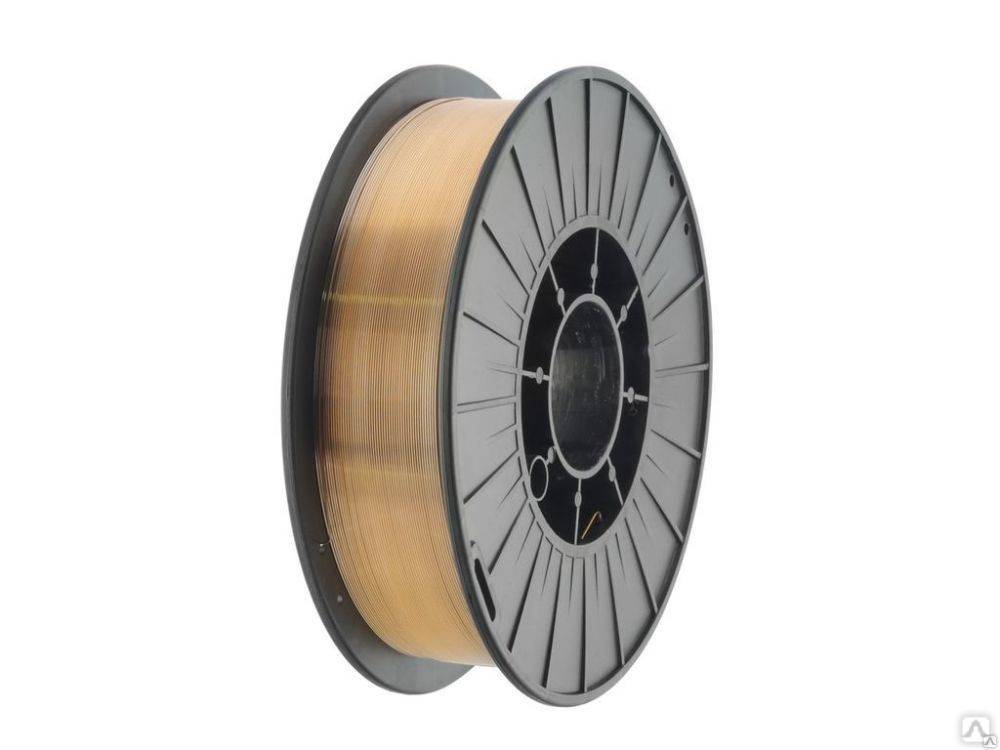
По виду поверхности сварочная проволока делится на омедненную (маркируется буквой О) и неомедненную. Оба вида изделий позволяют получить аккуратный, прочный и надежный сварочный шов. Они обеспечивают непрерывную работу при небольших расходах присадочных материалов и стабильном горении дуги.
При сварке в защитном газе от сварочной проволоки зависят свойства металла шва и его легирование
При этом важно состояние поверхности электрода. Для его защиты от коррозии применяется медное покрытие
Дополнительно оно позволяет уменьшить усилие проталкивания проволоки и снизить разбрызгивание металла по сравнению с коррозированными образцами на 30-40 %. Этот вид изделий применяется для работы с низколегированными и углеродистыми сталями.










 Омедненная проволока
Омедненная проволока
4 ГОСТ 2246 – какой может быть стальная проволока для сварки?
Сварочная стальная продукция выпускается из сплавов, выплавляемых в печах вакуумноиндукционного типа, методом вакуумнодугового либо электрошлакового переплава. Конкретный способ производства сварочной проволоки определяется соглашением между заводом-изготовителем и потребителем.
Классификация изделий для сварки по ГОСТ 2246 предполагает разделение их на легированные, высоколегированные и низкоуглеродистые. Существует и такое понятие, как омедненная сварочная проволока. Она производится исключительно из легированных и низкоуглеродистых сталей. Омедненная сварочная проволока выпускается по заказам клиентов (по ГОСТ 2246), которым требуется материал с особыми свойствами для газовой и электродуговой сварки.
Стальная продукция весьма разнообразна (почти 80 видов). Наиболее популярными марками признаются следующие изделия для сварки:
- Св-10Г1СН: в большом количестве ее производит комбинат БМК в Башкортостане. На данный момент эта проволока от БМК признается одной из наиболее перспективных для выполнения работ, связанных с необходимостью соединения в защитных газах конструкционных низколегированных сплавов, применяемых в нефтеперерабатывающей, строительной, энергетической и горнодобывающей промышленности.
- Св-10ГА, 08А и 08: изделия с малым содержанием углерода. ГОСТ 2246 советует использовать указанные марки для аргонодуговой и газовой сварки водопроводных труб.
- Св-06Х19Н9Т, 08ХН2М, 08ХМФА, 08ГС: надежные и недорогие проволоки с нормальным уровнем легирования. О Св-06Х19Н9Т мы еще поговорим более подробно.
- Св-08Н50, 30Х25Н16Г7, 07Х19Н10Б, 10Х17Т, 08Х20Н9Г7Т: высоколегированные изделия.

Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для сварки нержавейки полуавтоматом лучше всего сваривает легированные стали, которые соединяют с помощью предотвращающих окисление газов. Нержавеющая сварочная проволока задействована в металлургии, нефтепереработке, пищевой промышленности, медицине, химической промышленности, при изготовлении автомобилей и в иных сферах жизни. Надежно соединить поверхности из нержавейки часто нужно и в бытовых условиях – например, при монтаже оград или сооружении каркасов для парника.
Нержавеющая проволока для того, чтобы шов был защищен от окисления, насыщена примесями фосфора, азота, хрома, марганца и углерода.
Проволока из нержавейки для полуавтомата имеет следующие плюсы:
- Равномерно поступает в полуавтомат.
- Обеспечивает прочный шов, не имеющий поры.
- Имеет плотную рядную обмотку.
- Гарантирована высокая производительность.
- Количество дыма минимально.
Проволока для сварки нержавейки полуавтоматом с газом ограничивает выбор полярности, используемой при работе: нужно выбирать обратную. Если же вы планируете воспользоваться нержавеющей флюсовой проволокой, то необходима полярность прямая.
Какого производителя предпочесть?
Чтобы определиться, какой фирмы выбрать сварочный полуавтомат, необходимо понять, что на рынке условно существуют два ценовых сегмента и типа по качеству – это Китай и Европа.
Естественно цены на приборы, произведенные в Китае, будут ниже, но и на этом рынке можно найти неплохие варианты.
К примеру, продукция завода Сварог проходит полностью заводской цикл производства и контроля качества и имеет прекрасное соотношение качества и цены.
В средней ценовой категории следует отметить чешского производителя Kuhtreiber. Качество этой фирмы не хуже немецкого, зато цена на порядок ниже.
Выбрать сварочный аппарат полуавтомат премиум класса будет лучше из немецких производителей. Хорошей премиальной компанией является фирма EWM.
Без преувеличения, ее можно назвать флагманом из всех производителей сварочной техники в мире.
Если цена вопроса не играет большой роли, приобретать лучше сварочные полуавтоматы трансформаторного или инверторного типа.
Чаще всего, инверторные приборы имеют упрощенный способ настройки, который подходит для неопытных сварщиков и углубленный — для профессионалов.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.








Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Предъявляемые требования
Сварочная проволока должна быть изготовлена с высокой степенью точности в плане предельных отклонений размеров диаметра, погрешностей формы и других подобных показателей. Расходный материал должен иметь минимальное количество примесей. Состояние поверхности должно соответствовать требованиям нормативной документации, так как непосредственно оказывает влияние на качество сварного шва, получаемого с помощью полуавтоматов.
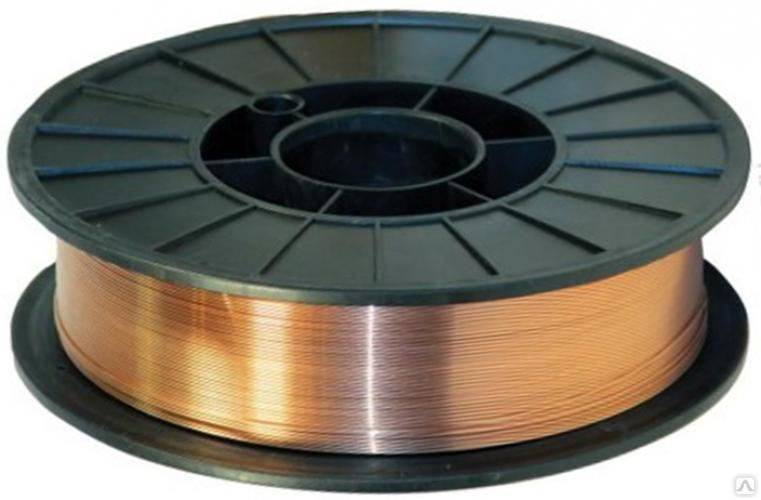
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
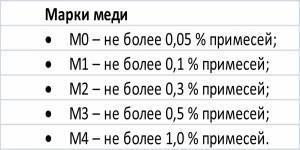
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
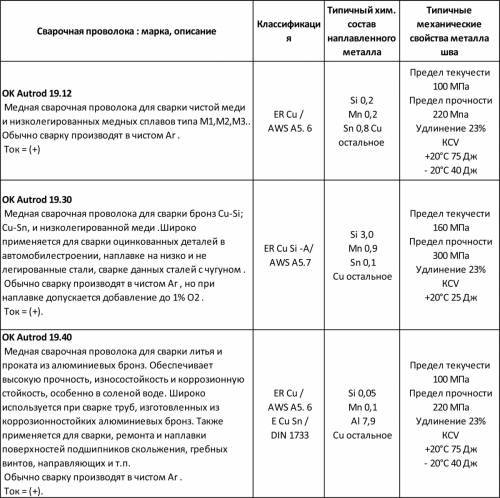
Таблица 4. Проволока для сварки меди.
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.
После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Как выбрать нужный материал
Чтобы правильно сварить нужные детали или исправить недостаток, нужно применить подходящую проволоку для сварки.
- Если необходимо соединить детали с низким содержанием углерода в стали, рекомендуется использовать проволоку также с низким содержанием углерода.
- Ее можно узнать по маркировке, она будет иметь цифры 080. Также в ее составе может быть кремений.
- Конструкции из такого материала нужно сваривать при помощи проволоки, используя для этих целей полуавтомат без применения газа.


Сварка деталей из алюминия может происходить исключительно в защитной среде из Аргона. Таким образом необходимо использовать твердотельный материал сплошного сечения.









Обратите внимание, проволоку из алюминия для полуавтомата рекомендуется использовать сразу после вскрытия защитной упаковки. Это обусловлено тем, что при длительном хранении на такой проволоке появляется окисление из-за контакта с атмосферным кислородом

Медь, равно как и алюминий необходимо сваривать в Аргоне, либо использовать любой другой подходящий газ для этого. В этом случае проволока делится на несколько видов по предназначению.







- Для сварки чистых медных деталей, либо малолегированных
- Для сварки бронзы, других низколегированных сплавов на основе этого металла
- Для создания сварного соединения прокатных и литых видов меди

Очень часто бывает так, что нужно при помощи сварки соединить два разных вида металла, с этой целью нужно использовать наплавочную проволоку, она имеет обозначение “НП”.

Лучшая сварочная проволока сплошного сечения
 Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.

НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.
СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.
СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.

Плюсы: Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.
Минусы: Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
Классификация и маркировка
Прежде чем выбрать вид присадочного компонента, следует четко понять, какие материалы буду свариваться. Существует несколько групп проволок, в составе которых присутствуют легирующие элементы.
Подобная классификация включает:
- присадки, содержащие незначительное количество углерода;
- присадочные материалы, имеющие в составе небольшое количество легирующих металлов;
- высоколегированные присадки.
Маркировка сварочной проволоки зависит, в первую очередь, от марки свариваемой стали и атмосферы, в которой будут проводиться работы.
Стальная присадочная проволока является одной из самых популярных и востребованных.
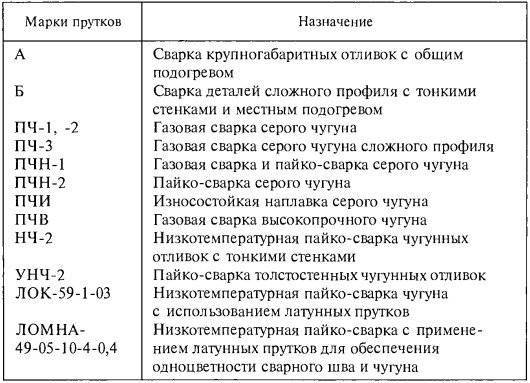
Присадочные прутки для сварки.
В соответствии с государственным стандартом в зависимости от диаметра сварочная проволока делится на:
- Диаметром от 0.3 до 1.6 миллиметров. Омедненная проволока с таким сечением применяется при сварке металлических деталей сварочным полуавтоматом в защитной атмосфере.
- Диаметром от 1.6 до 12 миллиметров. Подобный вариант присадочного материала может использоваться для создания сварочных электродов.
- Диаметром от 2 до 6 миллиметров. Такой тип проволок применяется во время сварочных работ с флюсом.
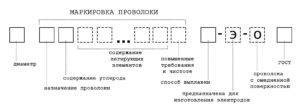
Маркировочный номер присадочного материала необходим для указания состава присадки.
В соответствии с государственным стандартом, проволочная присадка маркируется следующим образом:
- первые цифры – это диаметры в миллиметрах;
- следующие за цифрами буквы – это назначение присадки;
- дальнейший указатель показывает содержание углерода в долях процента;
- четвертый блок обозначений – это показатель легирующих компонентов;
- пятый блок несет информацию о применении присадки, например, буква Э означает для электрода, а сварочная присадка обозначается буквой О.
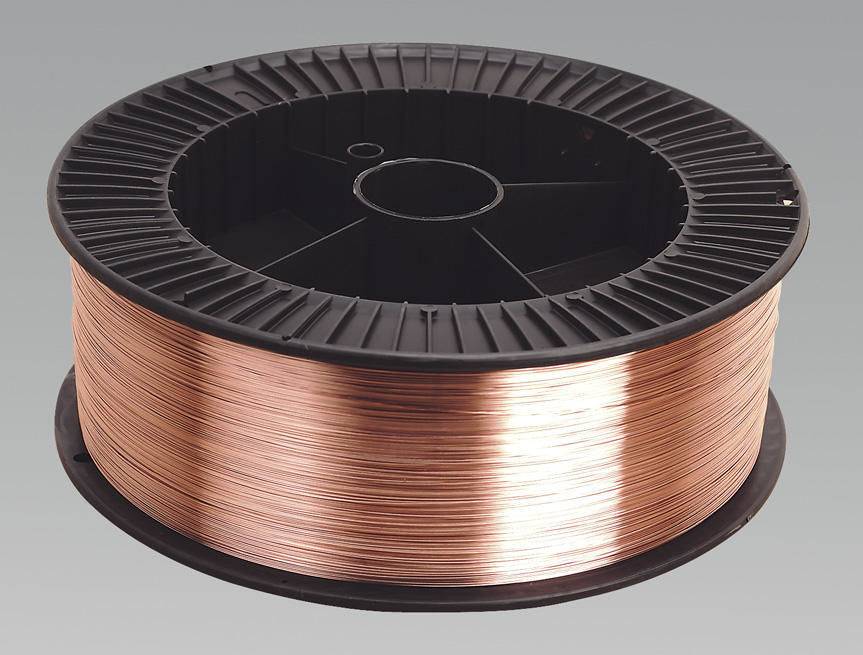
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.








Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Проволока для стали
Предприятия, ремонтные организации чаще всего используют своеобразный электрод для образования электрического разряда и источника металла — холоднотянутую сварочную проволоку, предназначенную для соединения элементов из металла.
Материал имеет такой же стандарт изготовления, как для ручной дуговой сварки.
Поэтому, приобретать подобные электроды можно для газовой и РД сварки.
Однако для соединения ответственных материалов, стоит использовать электроды из низколегированной стали.
Для получения лучшего результата при сварке или наплавлении шва, рекомендуется использовать проволоку с добавлением марганца, кремнемарганцевых примесей.
Таковыми представлены низкоуглеродистые легированные электроды типа СВ08ГС, СВ08ГА, СВ08Г2С и СВ10Г2.
Приведенные марки характеризуются высокой устойчивостью к механическому деформированию.
Высоколегированные же элементы следует соединять электродами с легирующими добавками, которых насчитывается более 80 видов.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
-









Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.





