

Технологические возможности ножниц
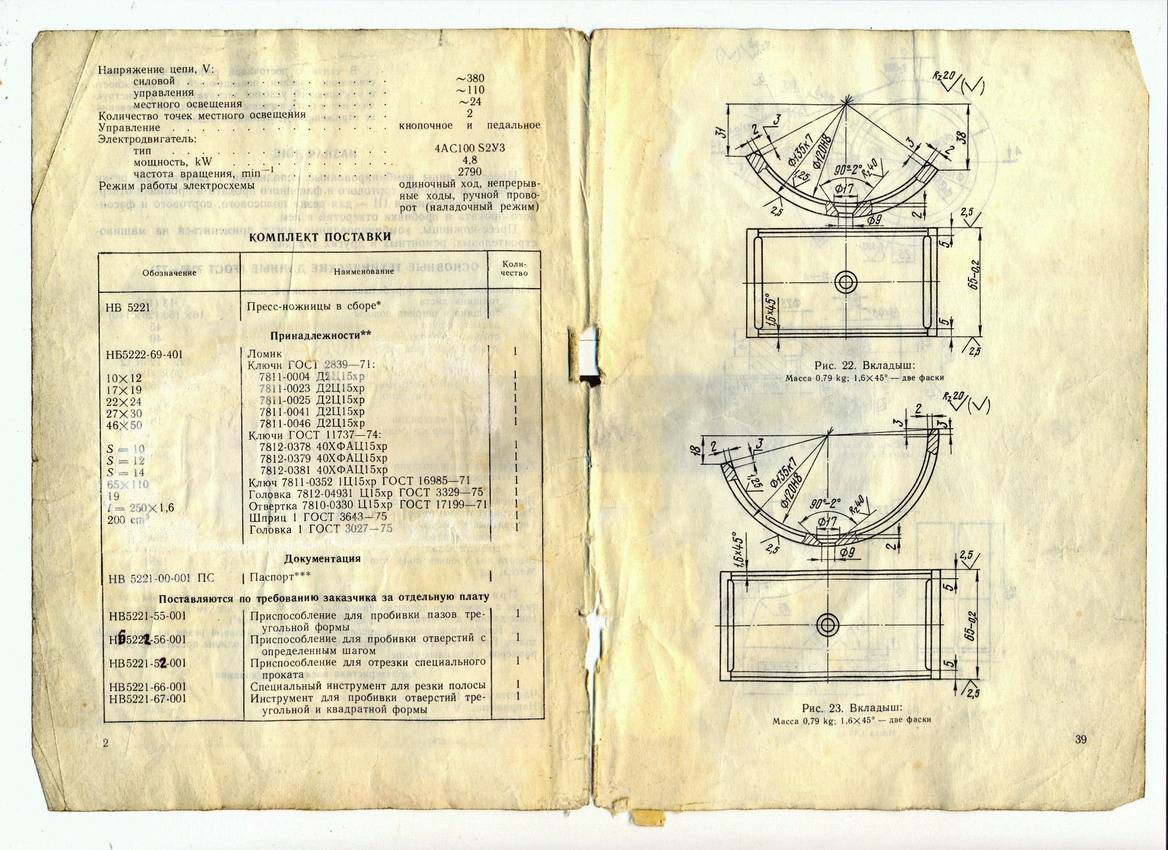
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Регулирование пресс-ножниц комбинированных НВ5224
Если ремни пресс-ножниц НВ5224 проскальзывают, следует натянуть их. Для этого снять крышку ограждения привода и регулировочным винтом установить нормальное натяжение ремней.
Зазор между направляющими и ползуном сортополосовой секции регулировать тремя регулировочными винтами, расположенными на задней стенке станины. Одновременно направляющими ползуна можно регулировать зазор ножей для отрезки полосы.
Зазор между ножевыми плитами сортовой секции регулировать набором прокладок, установленных под Г-образными прижима.
Дыропробивной ползун пресса регулировать с помощью трех эксцентриковых осей, на которых установлены V-образные направляющие. Для этого открутить контргайки осей, вынуть зубчатую рейку и повернуть оси на нужный угол.
Перпендикулярность хода ползуна регулировать правой нижней осью, а требуемый зазор в направляющих – двумя левыми осями.
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НВ5222
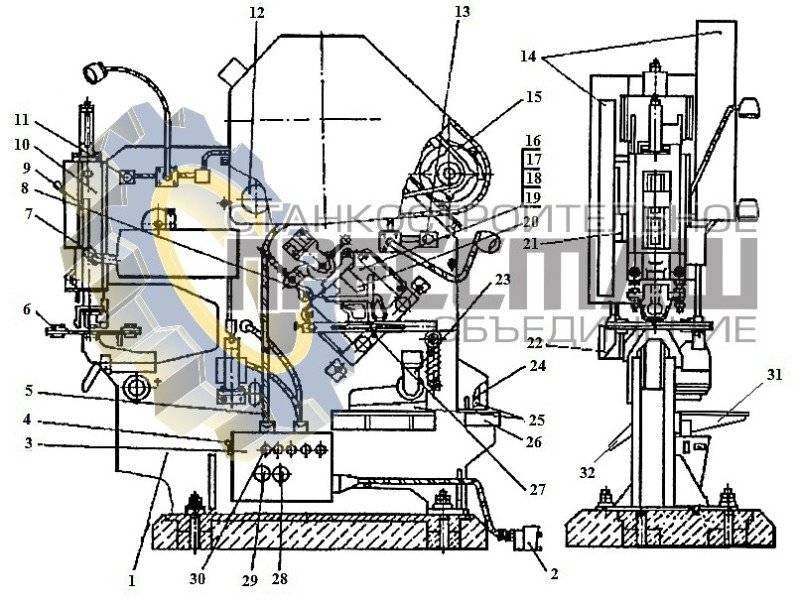
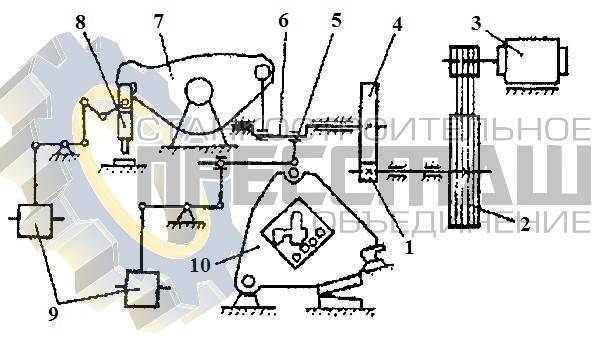
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 — ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны — с электромагнитами 9.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Мобильные (полумобильные) пресс-ножницы
Мобильные/полумобильные пресс-ножницы имеют продолговатую пресс-камеру, длиной 6-10 метров, оснащенную по бокам так называемыми «крыльями». Именно они прессуют и формируют лом под окно сечения реза гильотины. Данный пресс изготовлен из износостойкой тонкой стали (10-14 мм), без силовых и массивных узлов, что обеспечивает его легкое перемещение.
Сами «крылья» не обслуживаются, что может в будущем осложнить их ремонт. Однако при бережной эксплуатации срок их службы может достигать 8 лет. Продолжительность работы зависит, в том числе, и от марки стали возможна лишь при капремонте на территории завода-изготовителя. Обновить элементы подручными средствами в полевых условиях невозможно. Такой подход чреват прекращением работы станка.
Пресс-ножницы данного типа либо изначально установлены на платформе полуприцепа (мобильные) либо имеют аутригеры для трала (полумобильне). Разбег усилий варьируется от 600 до 1500 тонн. Большее усилие позволяет увеличить ширину реза, подняв тем самым производительность, она достигает от 10 до 20 тонн/час. Кроме того, данный вид ножниц имеет более плотную фракцию металлолома. Также этот станок можно использовать в качестве пресса, исключив из цикла последнюю стадию, – резание. Такой способ дает габаритные пакеты, но плотностью около 1000 кг/м3 они уступают пакетам стационарного пресса.
Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Пресс-ножницы Н-серии: описание, преимущества, особенности
Ножницы предназначены для выполнения широкого перечня операций, связанных с раскроем листовой стали, холодной обработкой и пробиванием металлопроката. Отличием комбинированных ножниц от аналогов является тщательно продуманная эргономика, облегчающая работу оператора. Другая особенность оборудования – универсальность, позволяющая работать с абсолютным большинством сортового и фасонного металлопроката. Пресс-ножницы серий Н5222, Н5222А и других рассчитаны на использование предприятиями, специализирующимися на единичном и малосерийном производстве деталей при большом разнообразии ассортимента. Станки позволяют изготавливать автомобильные комплектующие, элементы дорожных ограждений и строительных конструкций, основным материалом для которых служит листовой металл.
Преимущества комбинированных ножниц Кувандыкского :
- простота использования;
- малая металлоемкость, снижающая общую стоимость и облегчающая транспортировку;
- возможность использования пресс-ножниц для большого количества технологических операций;
- использование высококлассной инструментальной стали, сочетающей прочность и стойкость к коррозии.
Как заказать оборудование?
Станки НВ5222, НВ5221 и другое металлорежущее оборудование, представленное в каталоге, можно приобрести с доставкой по России и странам СНГ. Перевозка осуществляется проверенными транспортными компаниями, что гарантирует сохранность груза и минимальные сроки ожидания. По желанию заказчика, специалисты самостоятельно выполнят монтаж, проведут пусконаладочные работы и подготовят комбинированные ножницы к эксплуатации.
| АРГУМЕНТЫ | СРАВНЕНИЕ | ОТЗЫВЫ | МОДЕЛЬНЫЙ РЯД |
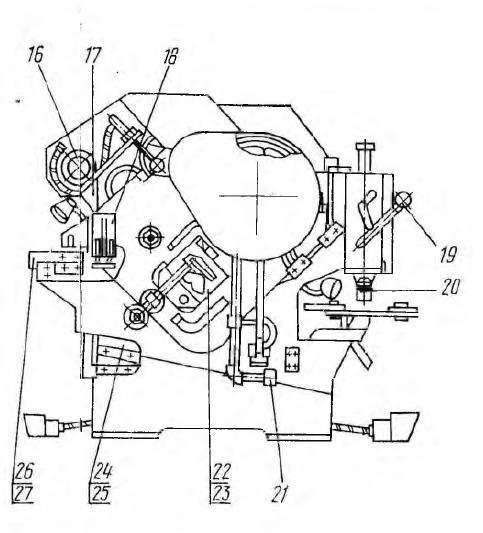
| 9 | Рукоятка механизма центрирования |
| 34 | Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства. |
| 12 | Кулачки управления электромагнитами |
| 11 | Кнопка ОБЩИЙ СТОП |
| 13 | Кнопка ОБЩИЙ СТОП |
| 4 | Вводной выключатель |
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.


Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Эксплуатация
Для более эффективного, безопасного использования комбинированных ножниц нужно придерживаться ряда эксплуатационных правил:
- Поскольку пресс не работает в ударном режиме, не нужно создавать сверхпрочное основание для его установки.
- Прочные виды металлов, толстые листы рекомендуется нагревать до 200 градусов перед разрезанием, чтобы не испортить ножи.
- Дыропробивной пресс требует особой настройки, чтобы не браковать заготовки. Для этого между заготовкой и направляющими съемника устанавливают большие зазоры.
- Запускать рабочий механизм с помощью педали расположенной на нижней части установки.
- Если техника располагается на улице, над ней следует построить влагозащитный козырек. На зиму прятать в помещение.
- Не пытаться разрезать детали большой толщины без их предварительной подготовки.
- Отключать питание, если металл зажевало лезвиями.
- Нужно менять оснастку при изменении обрабатываемого материала, его формы, толщины.
- На моделях с ЧПУ должен работать оператор, которые имеет практический опыт настройки программного обеспечения, создания алгоритмов.
Нельзя забывать, что ножи со временем тупятся, требуют переточки. Дополнительно нужно использовать защитные перчатки, чтобы не порезать руки о кромки металлических листов, очки для зашиты глаз.
Пресс ножницы по металлу — популярный вид оборудования, применяемый на металлургических заводах. Принцип работы инструмента заключается в том, что острые ножи разрезают заготовки под силой давления. Грубой деформации не происходит благодаря отсутствию ударного воздействия. Для частных мастерских актуальны компактные модели, работающие от усилия человека, передающегося через систему рычагов.
Пресс-ножницы комбинированные НГ5222
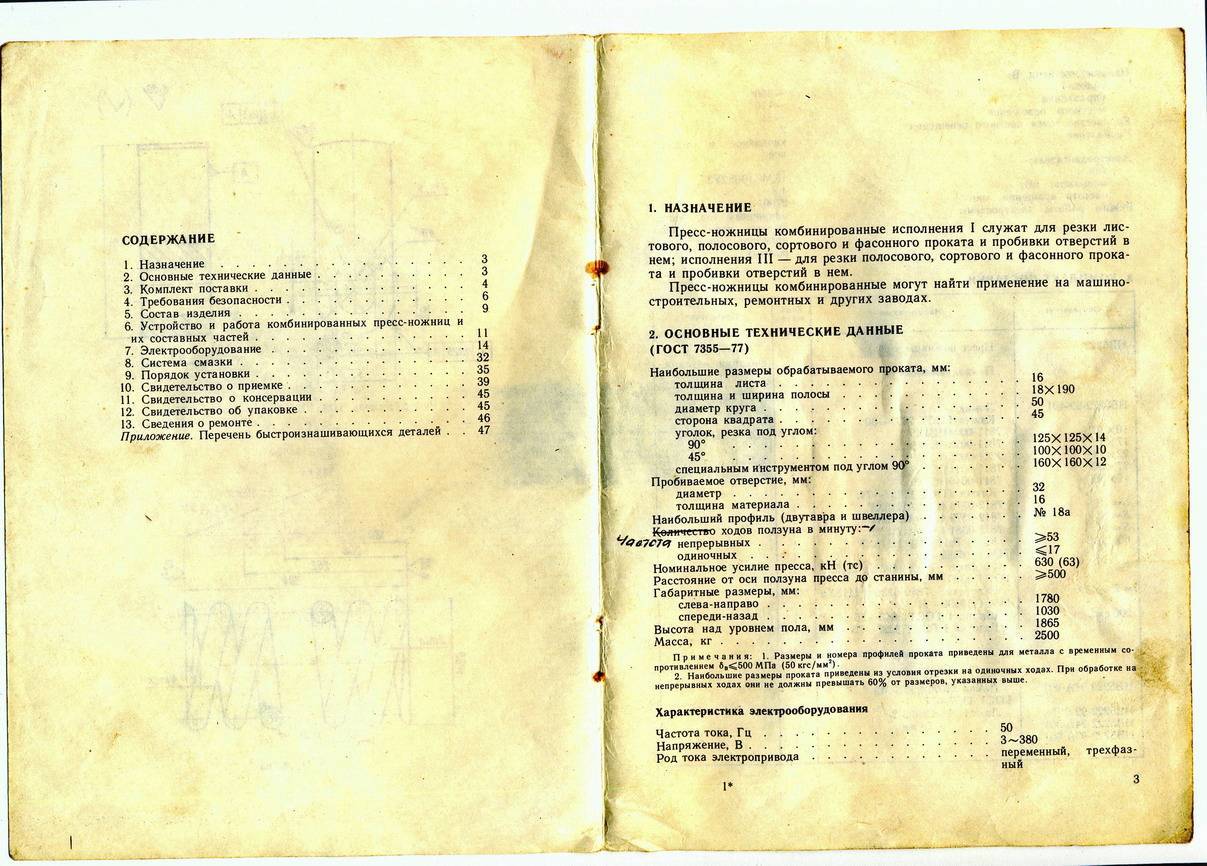
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов.
Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
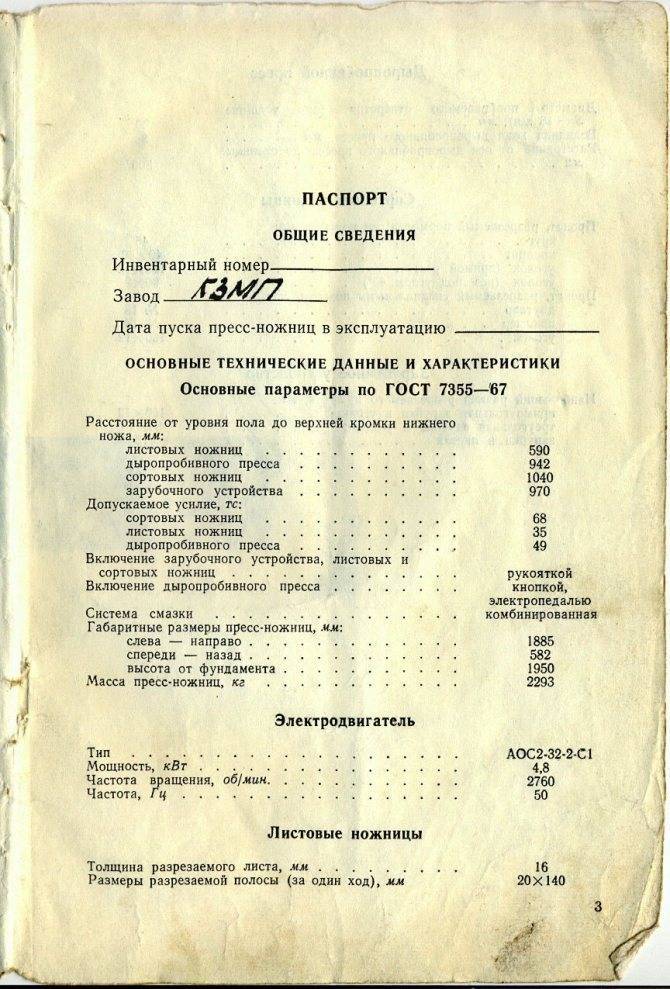
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
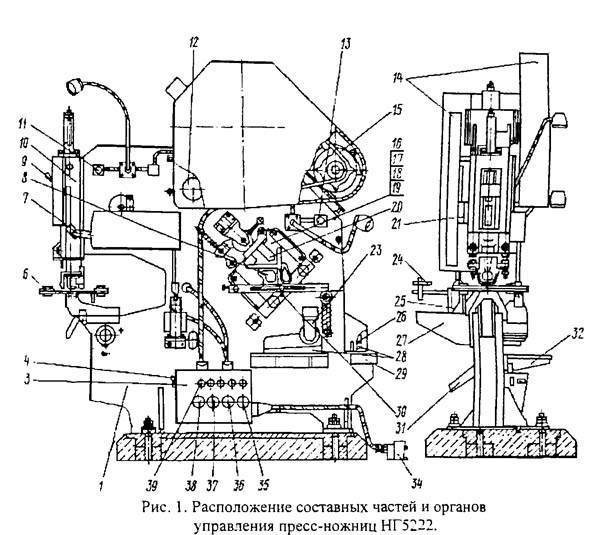
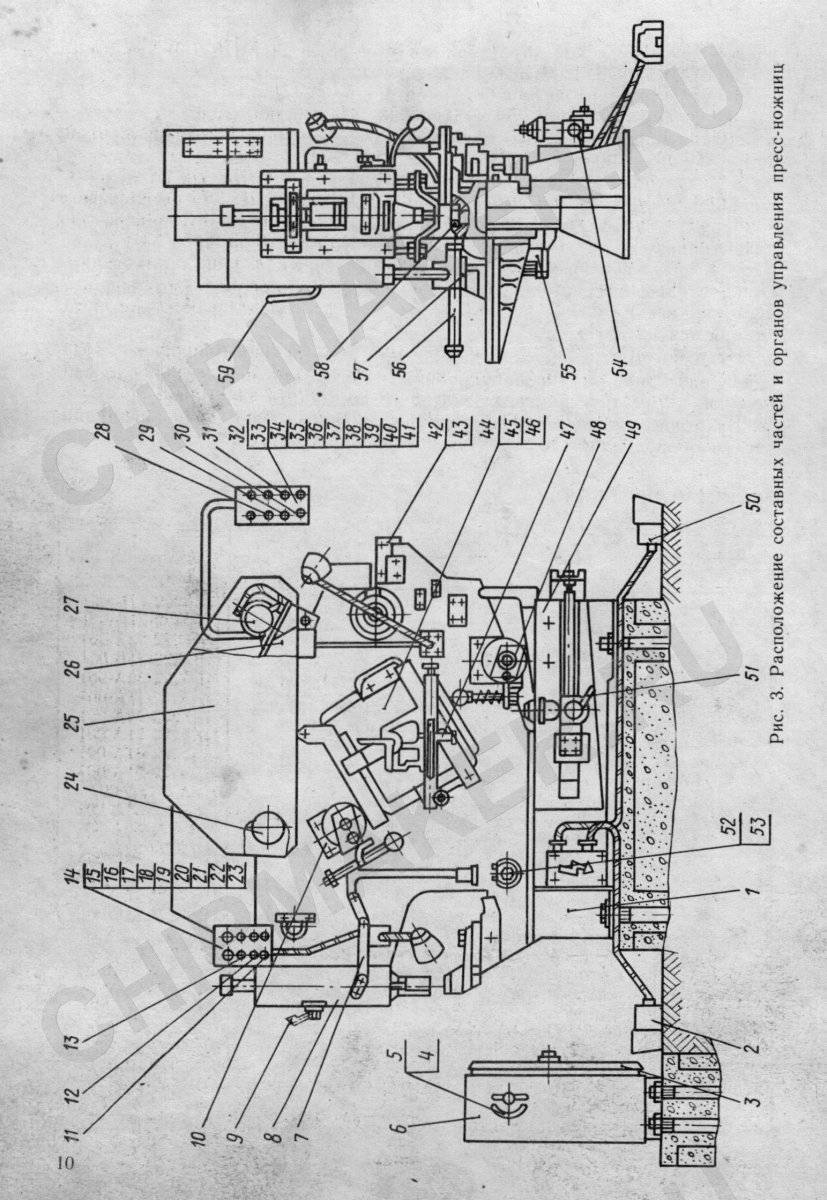
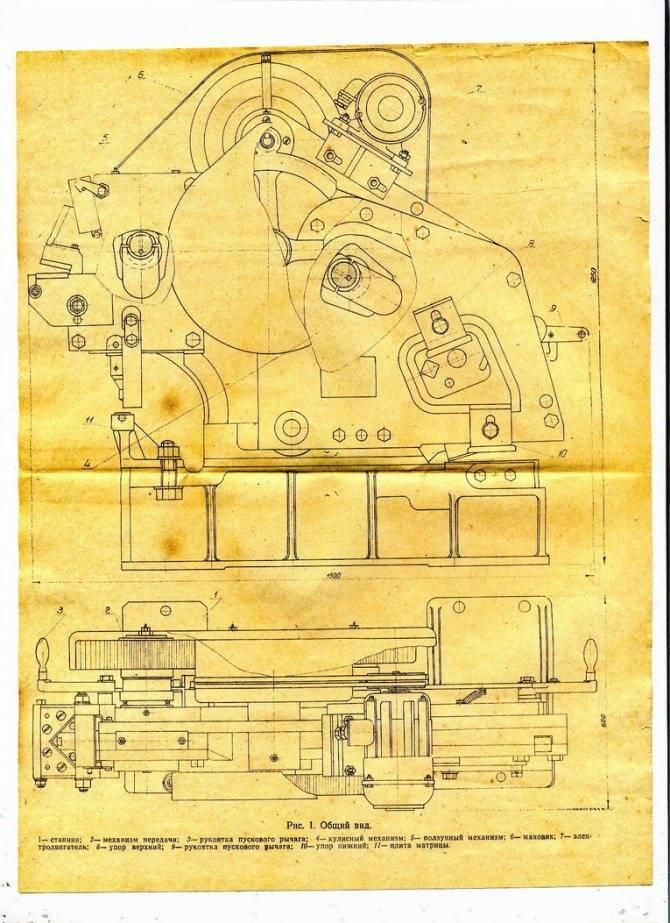
Общий вид комбинированных пресс-ножниц

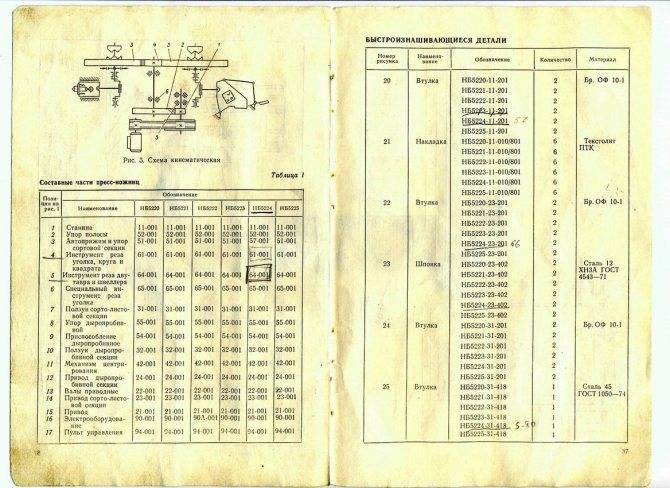
Составные части комбинированных пресс-ножниц
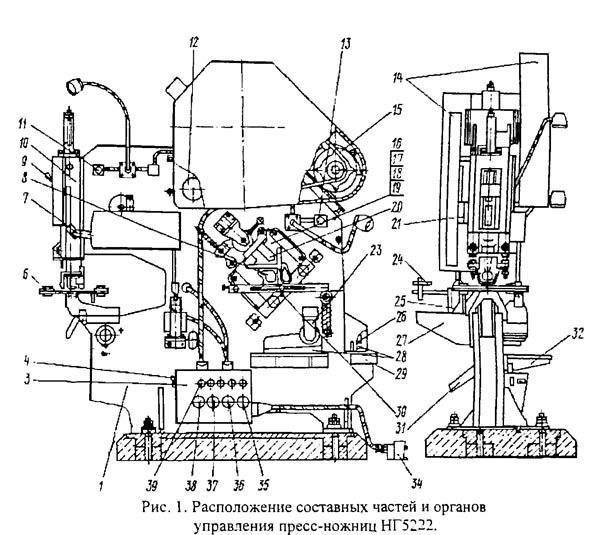
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
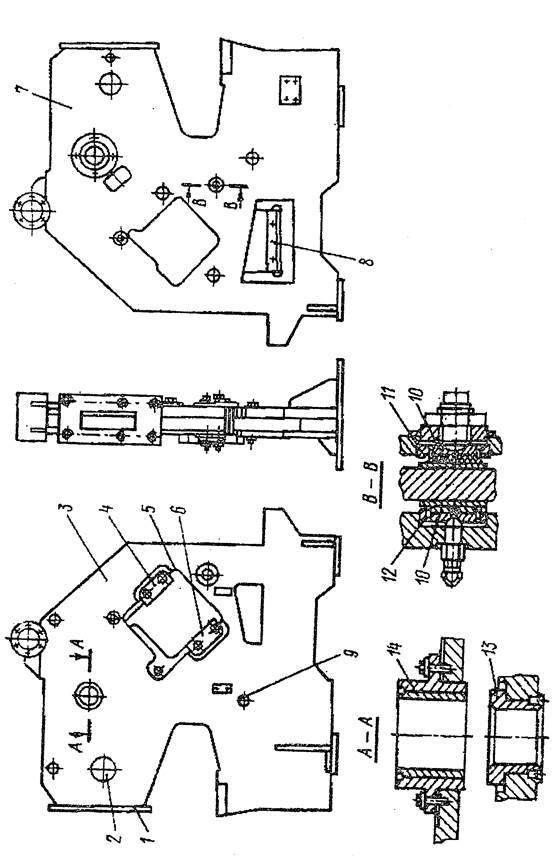
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
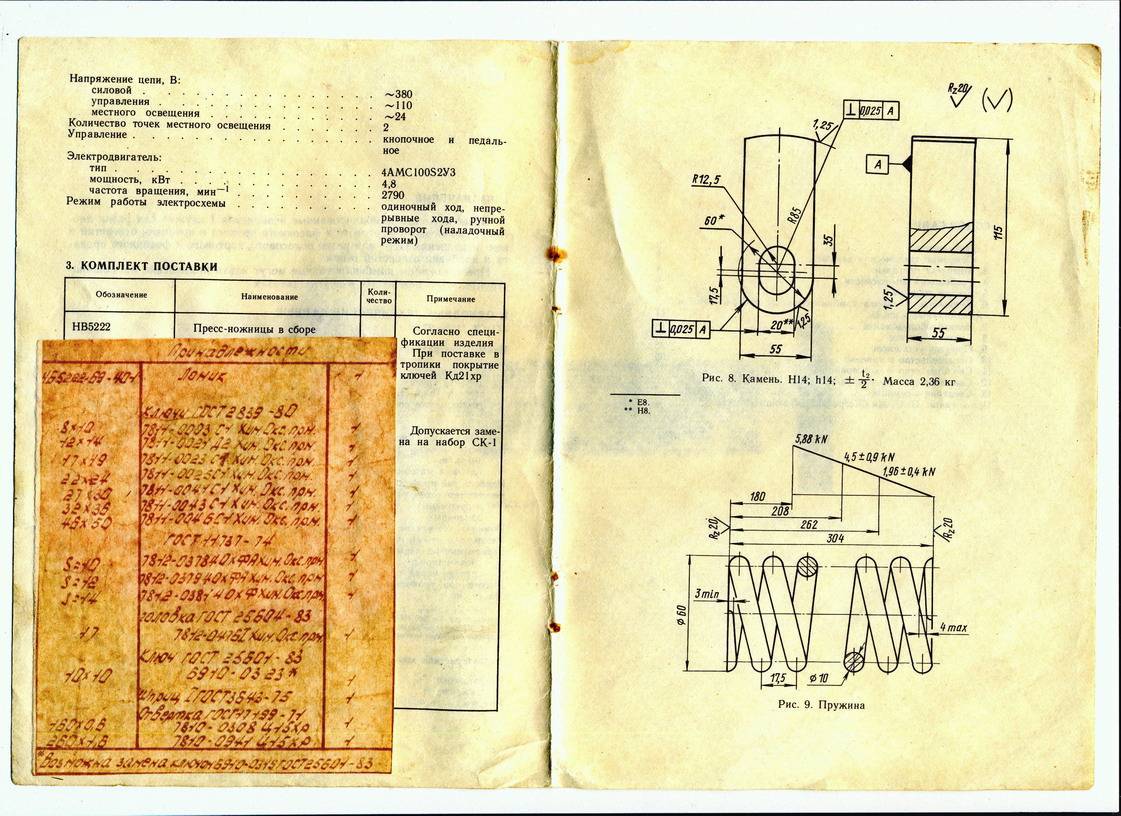
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
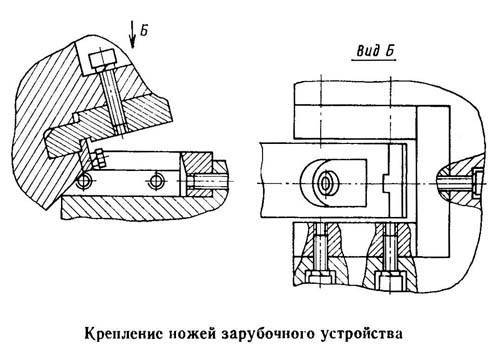
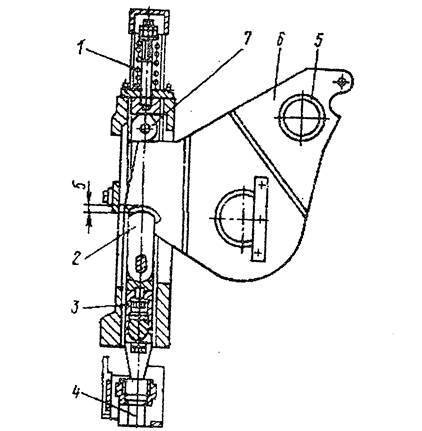
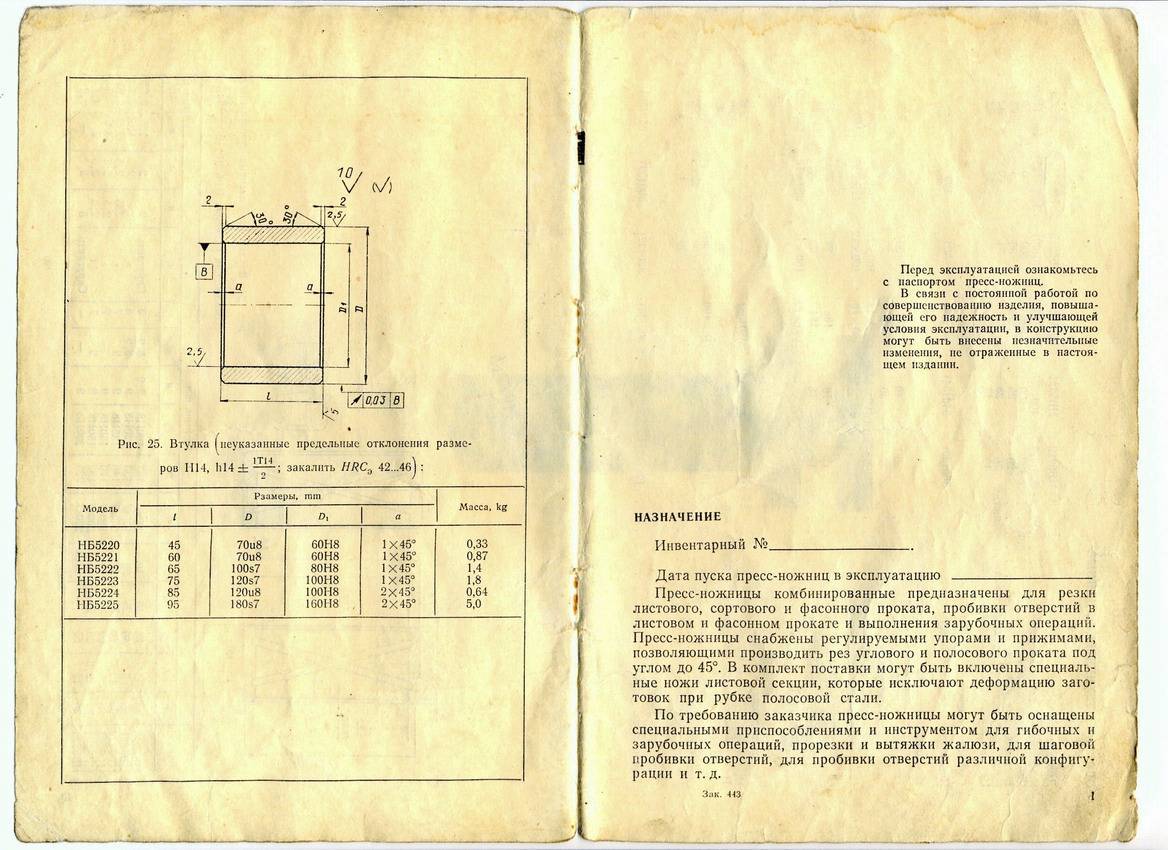
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
Технические отличия КПН
Комбинированные пресс ножницы имеют вид промышленных станков, обладающих небольшими или средними размерами. Подавляющее большинство установок имеют электрическое питание, а предназначены они для работы с металлическими объектами различных типов (это может быть металлопрокат, отдельные листы, цельные детали).
Современные установки выполняют следующие операции:
- Резка металлических объектов всех базовых типов (сталь, чугун, алюминий, медь + сплавы).
- Рубка профильного/фасонного металлопроката (трубы, швеллера, угловой металлопрокат).
- Прессование, изготовление отверстий, насечек, отметин различной формы.
- Вырубка пазов, раскройка конструкций из металла на отдельные элементы или заготовки.
Комбинированные пресс-ножницы подходят для многих сфер современной промышленности. Дело все в том, что современное производство нуждается в простом, но эффективном оборудовании, которое быстро режет металл на отдельные части. Подобное оборудование должно работать точно, не деформируя конечные объекты. Немаловажным моментом также является цена установки, поскольку далеко не каждая фабрика или цех могут позволить себе дорогое оборудование. Все эти задачи могут взять на себя установки КПН — ими просто управлять, они недорого стоят, имеют большой срок работы, точно режут металл.




Технические параметры
Среди важных технических показателей, на которые нужно обратить внимание перед покупкой пресс-ножниц, нужно отметить:
- Режущее усилие машины.
- Производительность.
Полумобильные и небольшие аппараты, к категории которых относятся контейнерные пресс-ножницы, имеют показатели 5-20 тонн/час. Их выбор станет оптимальным решением для предприятий, уровень переработки которых достигает 5 тыс. тонн в месяц. Машины с более высокой производительностью – пресс-ножницы с боковой подпрессовкой – вырабатывают от 20 до 40 тонн/час. Для постоянной работы установки на полную мощность, объемы производства должны быть существенными, а значит, такое оборудование подойдет для промышленных гигантов.
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Оборудование с ручным приводом
Пресс-ножницы ручные адаптированы под преимущественное использование в мелком и частном бизнесе, связанным с получением штучных деталей небольшого диаметра или поперечного сечения. Они оснащаются многофункциональной рабочей зоной (например, ножницы модели Н9818 имеют четыре рабочих позиции), не требующей подналадки в процессе работы. Усилие передаётся от пары рукояток. Возможна резка полосы, сортового профиля, а также пробивка отверстий и вырубка узких пазов. Такие комбинированные пресс-ножницы отличаются компактностью своих габаритов, не требует заливки фундамента, и легко переустанавливается на новое место своего применения. Привод ручных ножниц – рычажного типа, с эксцентриковым зажимом разрезаемого металла.

Комбинированные гидравлические пресс-ножницы Geka HYDRACROP 110/180
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:


- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.





