

Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
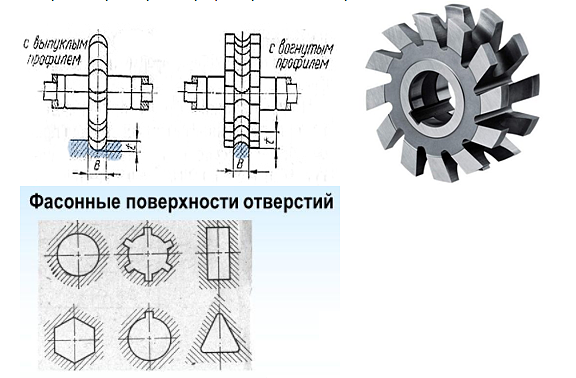
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.

Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
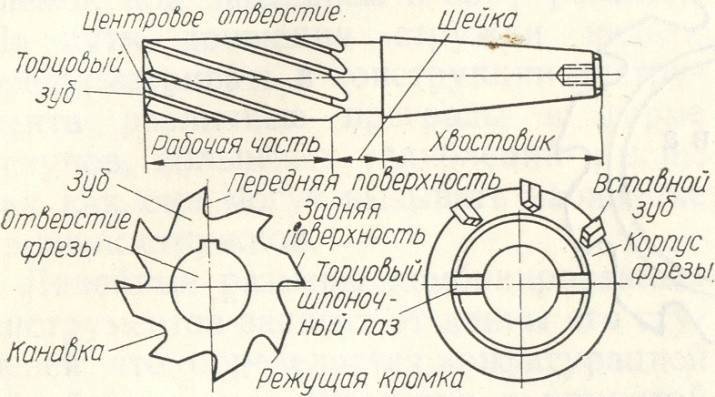
Конструктивные особенности
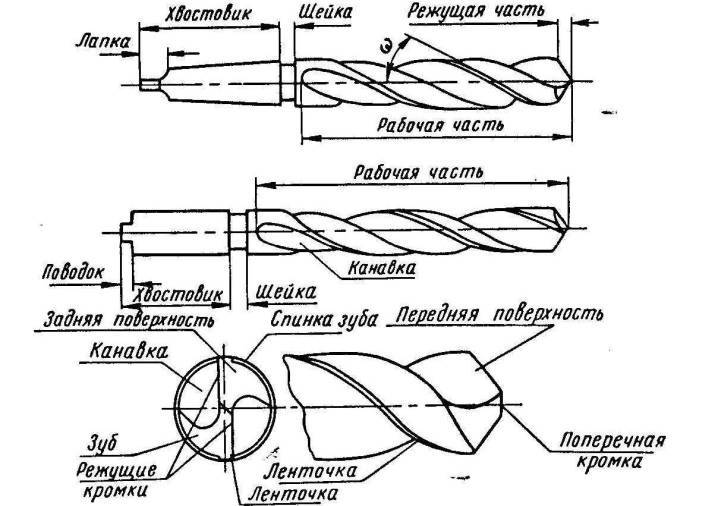
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).

Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
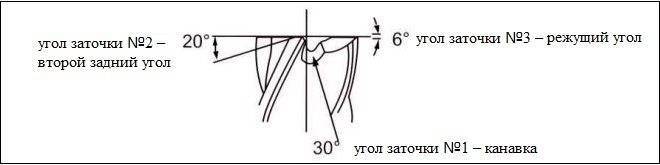
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
Силикон-карбидные шлифовщики и полировщики

Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.

Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
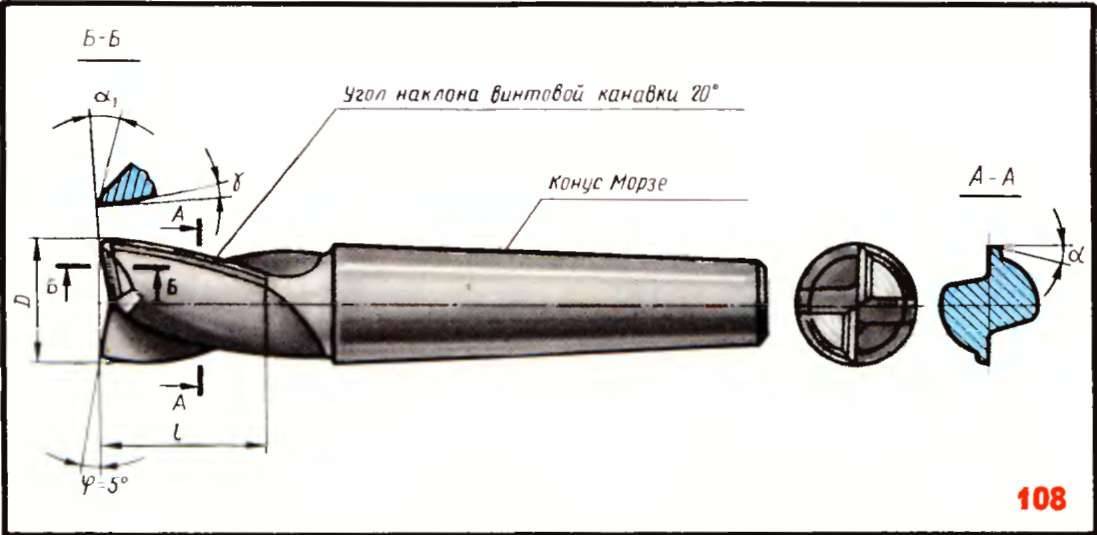
Назначение инструмента
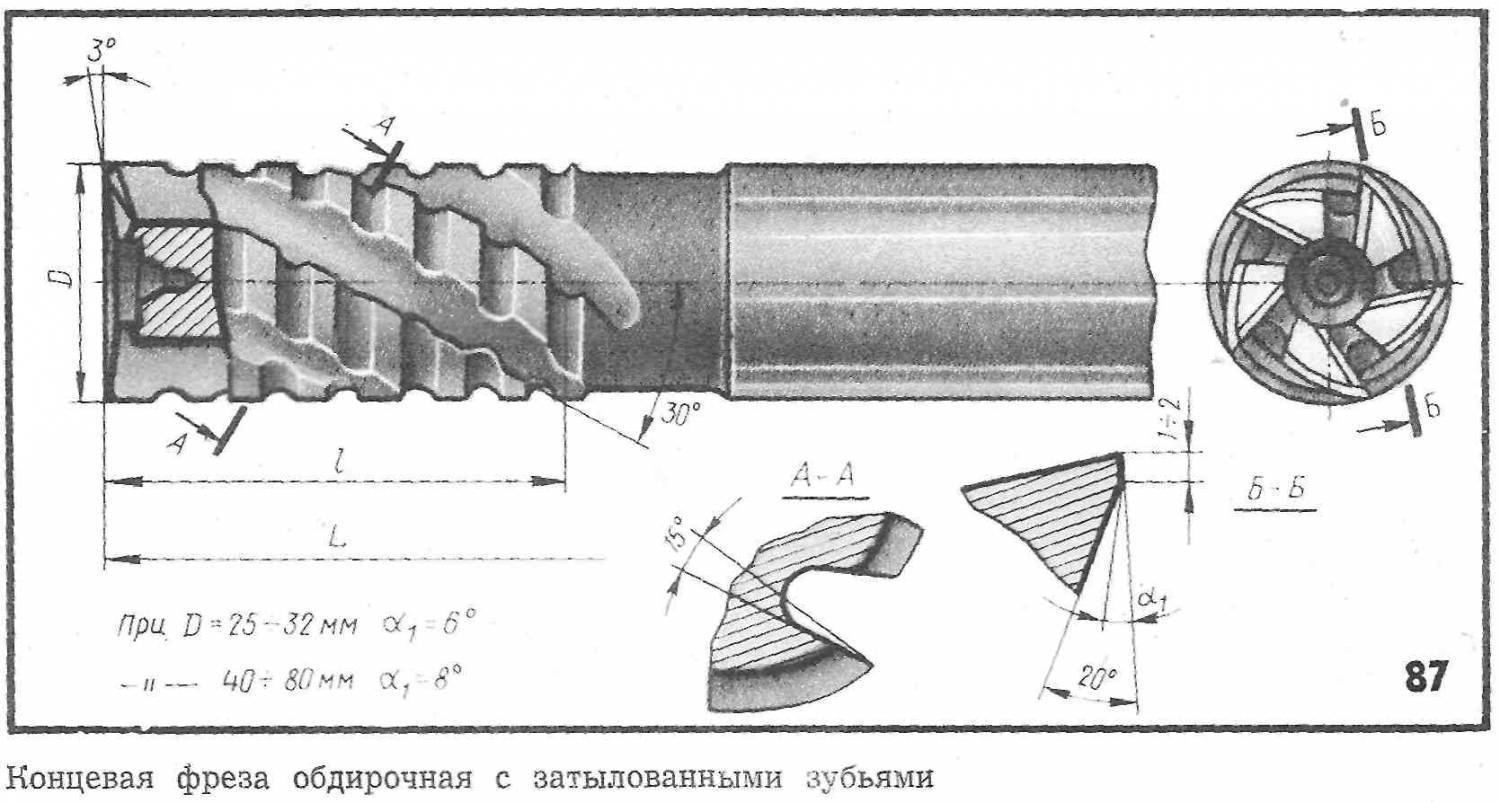
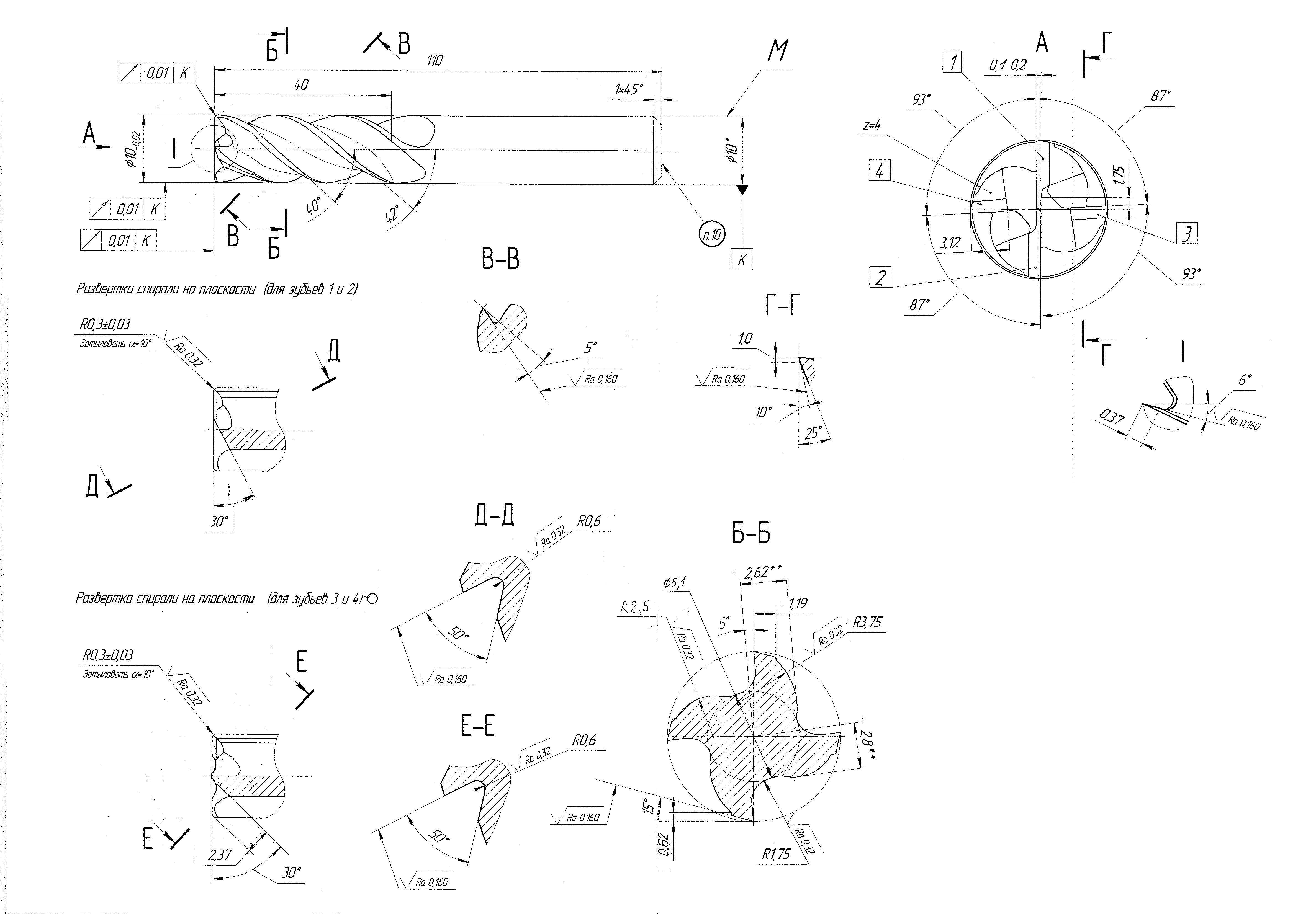
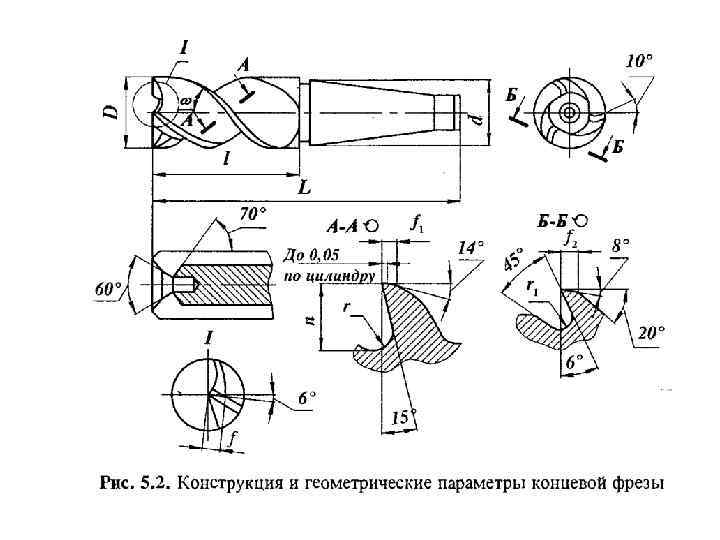
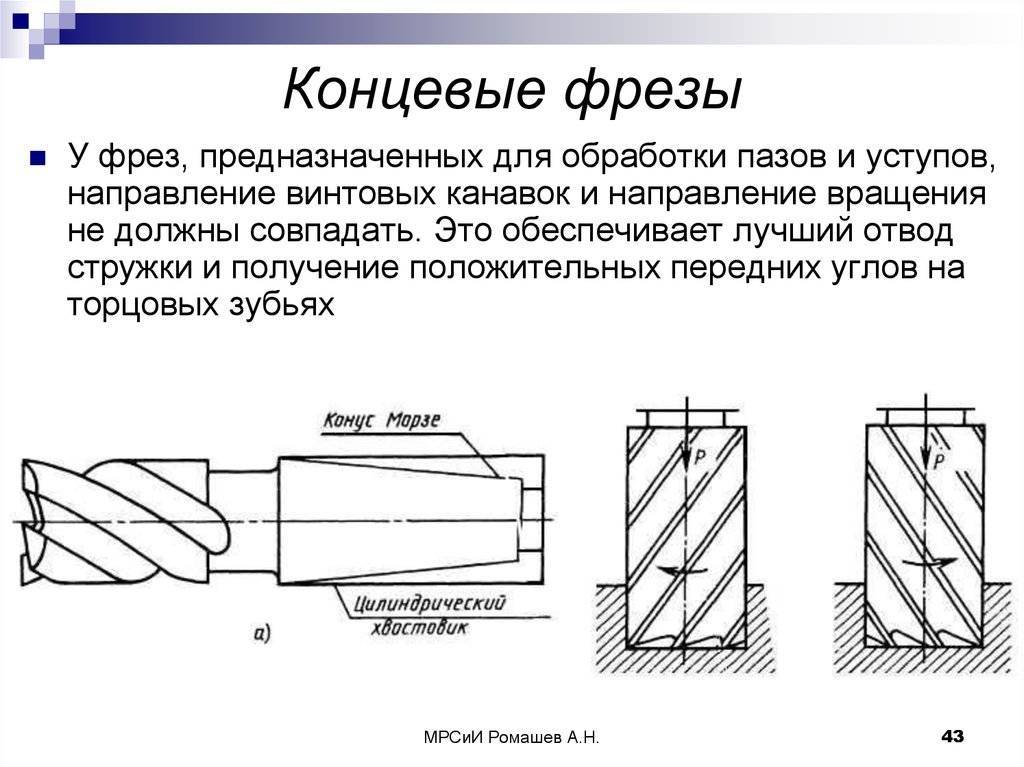
Ось вращения концевого фрезера направлена под прямым углом к плоскости заглубления. При этом его главные кромки для резки находятся на боковой цилиндрической поверхности, т. е. резание выполняется по лини их соприкасания с плоскостью обработки. На торцевом конце также находятся кромки для резки, которые расположились под углом к оси вращения, которые делает вспомогательную функцию. Режущая поверхность такого фрезера сделана в виде спиральных или наклонных зубьев, при этом наклонный угол может составлять 30-45°.
Это интересно: Инструкция как пользоваться штангенциркулем — видео, фото
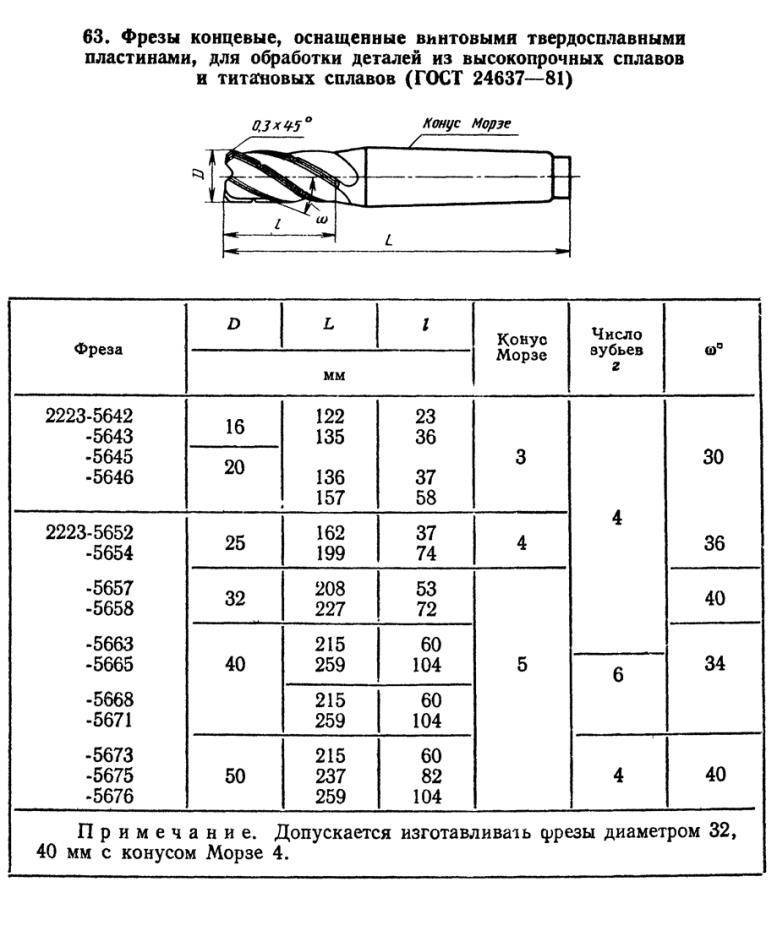
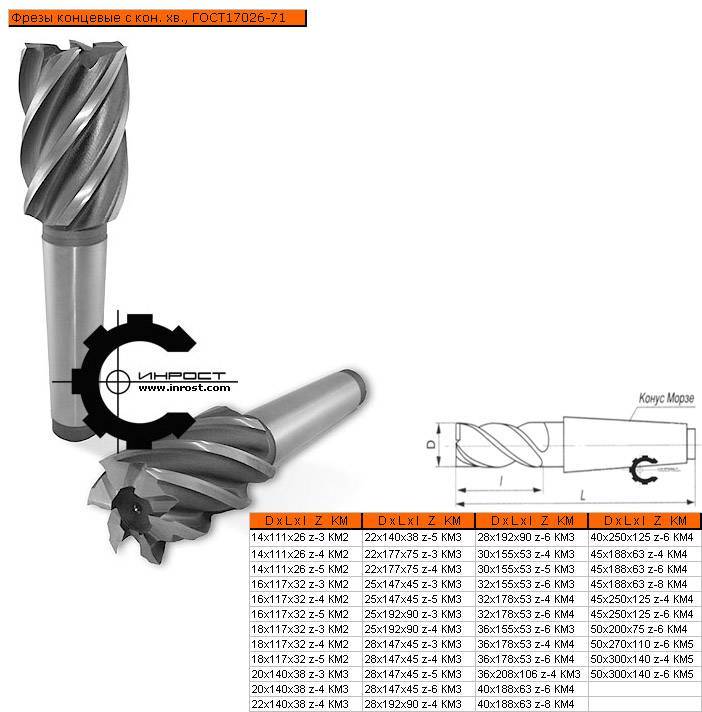
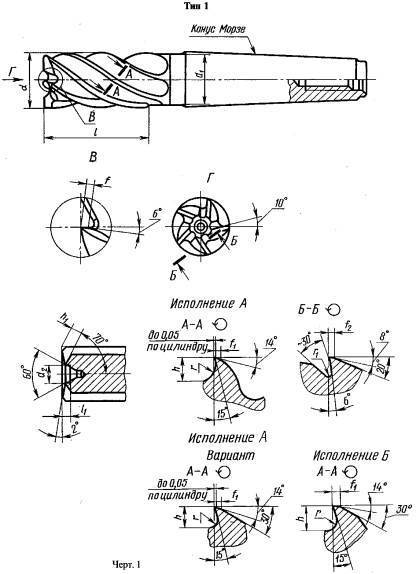
Фрезы концевые с удлиненной рабочей частью и винтовыми зубьями со сменными твердосплавными пластинами. Технические условия
ГОСТ 28709-90(СТ СЭВ 6674-89)Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С УДЛИНЕННОЙ РАБОЧЕЙ ЧАСТЬЮ И ВИНТОВЫМИ ЗУБЬЯМИ СО СМЕННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Helical end mills with indexable carbide inserts and long cutting length.Specifications
Срок действия с 01.01.92 до 01.01.97*________________________________* Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11, 1995 год.). — Примечание.
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССРРАЗРАБОТЧИКИ
Д.И.Семенченко, Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.10.90 N 2729
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 6674-89
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Настоящий стандарт распространяется на концевые фрезы с удлиненной рабочей частью и винтовыми зубьями со сменными режущими пластинами из твердого сплава, предназначенные для фрезерования пазов и уступов в деталях из конструкционных, легированных и углеродистых сталей и чугуна.Требования стандарта в части разделов 1, 2, 4 и 5, а также пунктов 3.2 и 3.3 являются обязательными.
ГОСТ Р 53002-2008 Фрезы концевые с цилиндрическим, коническим хвостовиками и хвостовиком конусностью 7:24. Размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2008 г. № 295-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 1641-1:2003 «Фрезы концевые и шпоночные. Часть 1. Фрезы с цилиндрическими хвостовиками» в части размеров концевых фрез (ISO 1641-1:2003 «End mills and slot drills — Part 1: Milling cutters with cylindrical shanks», MOD ); ИСО 1641-2:1978 «Фрезы концевые и шпоночные. Часть 2. Фрезы с коническими хвостовиками Морзе» в части размеров концевых фрез ( ISO 1641-2:1978 «End mills and slot drills — Part 2: Milling cutters with Morse taper shanks», MOD); ИСО 1641-3:2003 «Фрезы концевые и шпоночные. Часть 3. Фрезы с коническими хвостовиками конусностью 7:24» в части размеров концевых фрез (ISO 1641-3:2003 «End mills and slot drills — Part 3: Milling cutters with 7:24 taper shanks», MOD).
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 1, 2, в пунктах 3.1, 3.10 — 3.20, приложении А и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет

ГОСТ Р 53002-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
End mills with cylindrical, Morse taper and 7:24 taper shanks.
Дата введения — 2010-01-01
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Фрезы
Важный момент.
Вид покрытия фрезы несложно определить по цвету. Золотистый оттенок рабочей части придает нитрид титана, серо-голубой – цианид титана, фиолетовый – вакуумное напыление TiAlN. Способ плазменного упрочнения подразумевает нанесение бесцветного защитного слоя.
Металлообрабатывающий инструмент производится из прочных сплавов для режущего инструмента. Для изготовления фрез применяется пруток, диаметром которого определяются габариты изделия. После предварительной обработки на токарном и фрезерном оборудовании заготовки подвергаются термическому воздействию в солевой атмосфере при температурном режиме 650-1200 ˚С. На следующем этапе осуществляется шлифование фрез на специальном станке. Для снижения износа после чистовой обработки режущая часть покрывается стойким напылением.
Из каких металлов делают фрезы
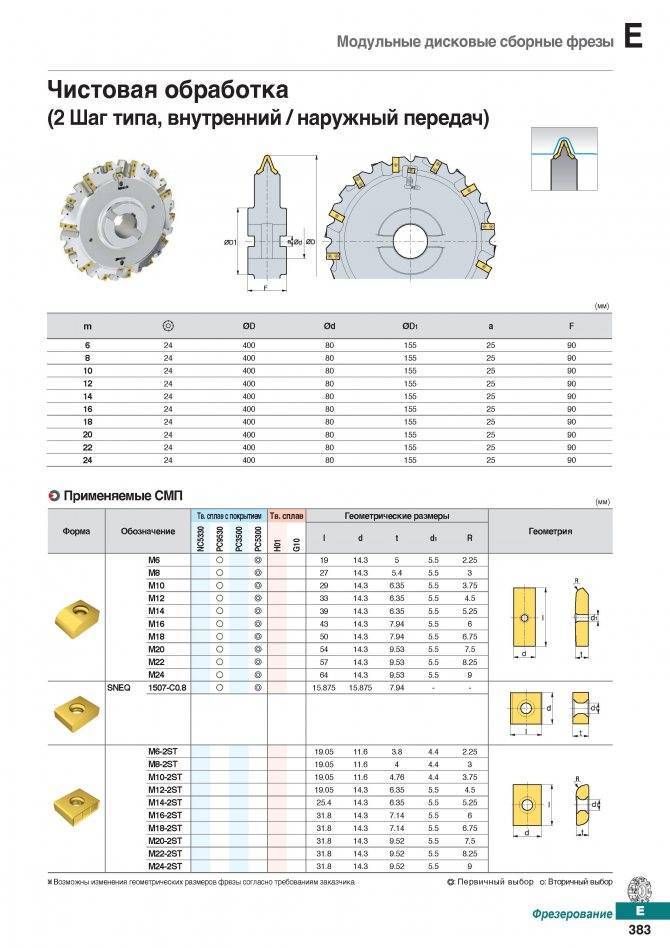
Рабочая поверхность фрез по металлу типов производится из быстрорежущей стали, кардной проволоки, твердых сплавов, керамики разных видов или алмаза. Рабочих лезвий может быть несколько или одно. Изготовителями выпускаются цельные, сварные, напайные и сборные инструменты, а также фрезерные головки – стальные изделия со сменными пластинами для механического крепления на корпусе. Для соединения деталей применяется крепеж. Современные типы фрез по металлу рассчитаны на эффективную обработку всех существующих сплавов.
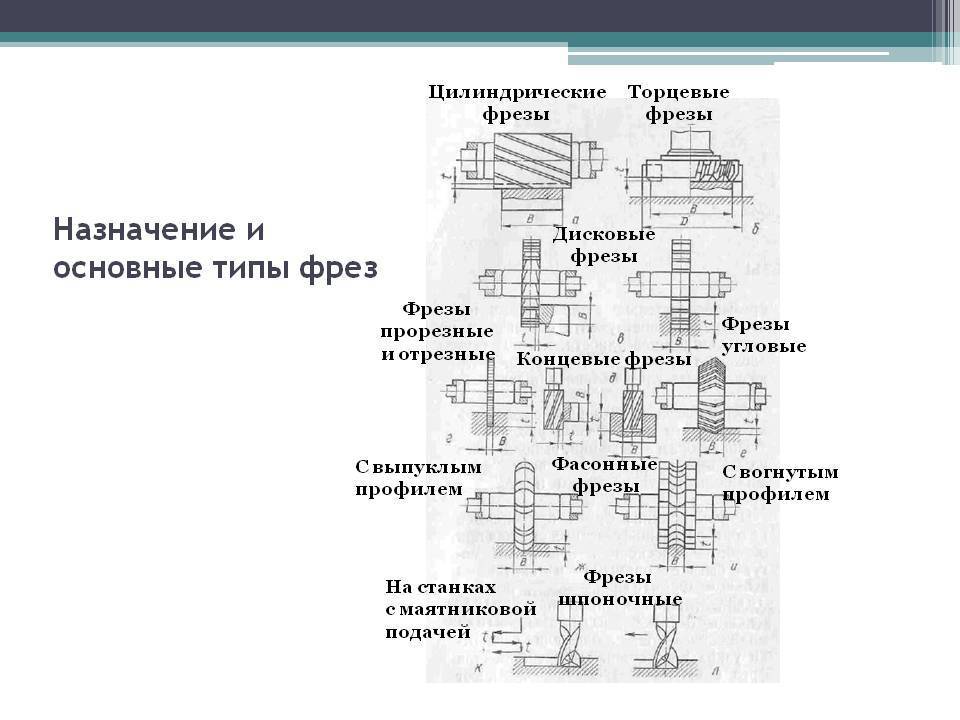
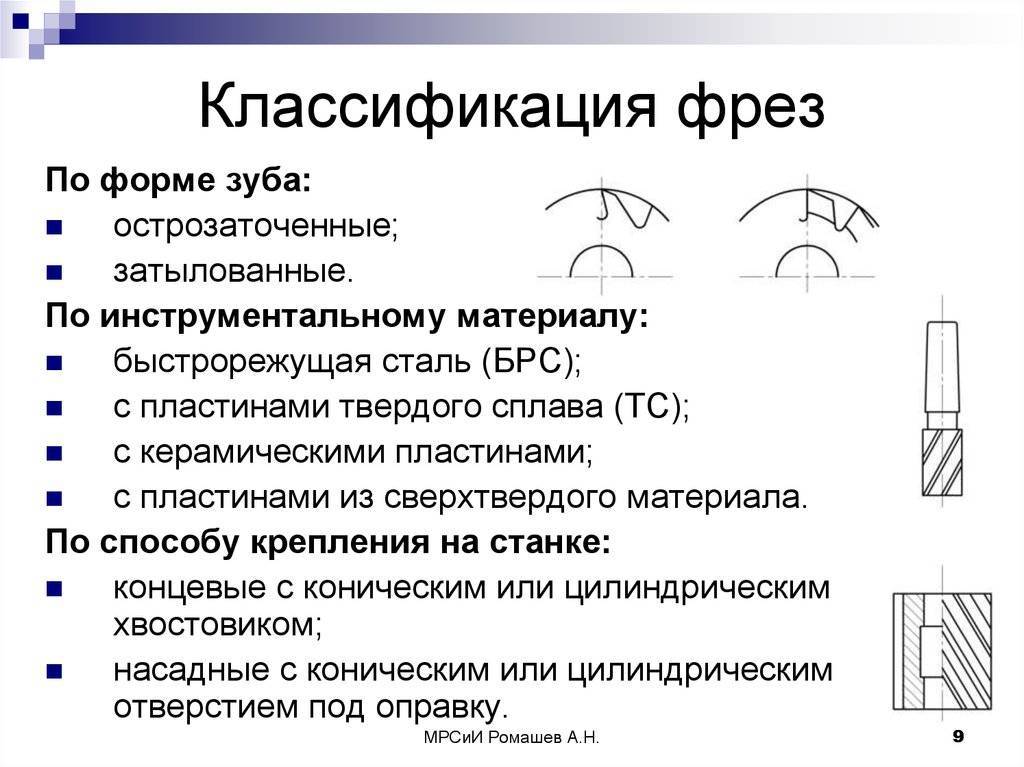
Классификация фрез
Фрезерное оборудование различается способами подачи инструмента. Станки с винтовым, вращательным и прямолинейным принципом действия используются на производстве для изготовления из металла сложных элементов, требующих выборки материала в труднодоступных местах. Чтобы сделать правильный выбор инструмента для осуществления определенных операций, необходимо разобраться в классификации фрез. Применяемые в современной металлообработке изделия различаются по ряду значимых характеристик:
- Конструктивные особенности фрезы;
- Материал рабочей поверхности;
- Назначение инструмента;
- Расположение зубьев;
- Метод крепления лезвий.
Несмотря на многообразие вариантов несложно выделить основные типы, распространенные в производстве и в быту. Некоторые фрезы предназначены для использования на промышленном оборудовании, но выпускаются и инструменты для работы с металлами в домашних мастерских. Бытовые изделия обычно совместимы с ручным фрезером или дрелью. При выборе инструмента для самостоятельного применения стоит ориентироваться на мнения специалистов, чтобы избежать нарушений техники безопасности и снижения качества работы.
Концевые фрезы
Пальчиковые изделия используются производственными предприятиями при работе на фрезерных станках для формирования пазов, контурных выемок и выступов. Концевыми фрезами обрабатываются перпендикулярно расположенные по отношению друг к другу поверхности. Инструмент закрепляется в шпиндельном устройстве коническим или цилиндрическим хвостом. Пальчиковые фрезы перемещаются в разных направлениях, но некоторые типы не предназначены для осевого движения. Изделия классифицируются по нескольким признакам.
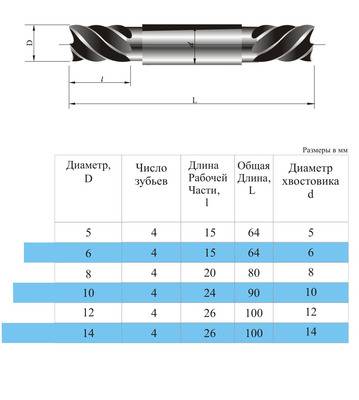
Фрезы с плоским торцом
При раскрое и черновом фрезеровании металлических изделий применяется специальный инструмент. Фрезы с плоским торцом производятся с концами П-образной конфигурации и числом зубьев 1-6. Диаметр хвостовика и режущей части – от 0,2 мм. Допускается закругление углов с радиусной величиной, не превышающей 0,5 мм. Стружка может отводиться направо, налево, прямо и в гибридном направлении. Функциональность фрезы с плоским торцом определяется числом лезвий. Однозубцовые изделия пригодны только для черновых работ.
Фрезы со сферическим торцом
Инструменты для фрезерования элементов нестандартной конфигурации применяются преимущественно на деревообрабатывающих предприятиях, но востребованы и при работе с металлом. Цельные фрезы со сферическим торцом и сборные изделия со сменными пластинами используются при серийном выпуске штамповочных приспособлений, пресс-формовочной продукции, турбинных лопастей и других объемных деталей из стали и сплавов. При художественной обработке металла тоже применяются фрезерные инструменты такого типа.
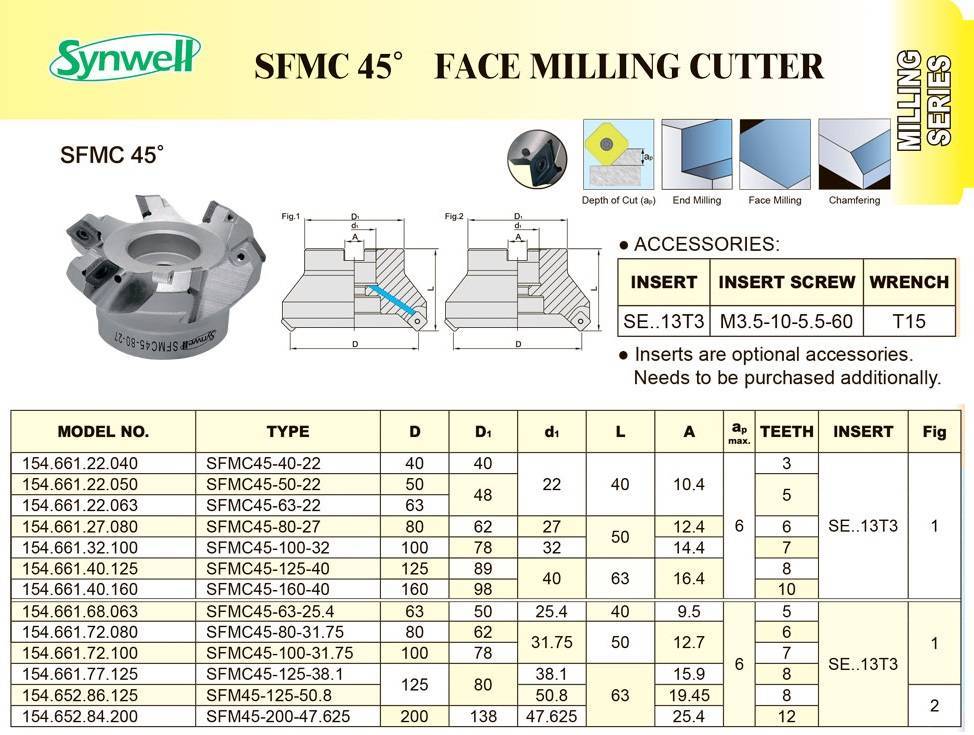
Выбор метода обработки
Сводится к установке главного угла в плане, который бывает:
- 100 – позволяет поддерживать исключительную (максимально высокую) скорость подачи, чему благоприятствуют осевые векторы прилагаемой силы, но лезвие проникает на сравнительно малую глубину, что не всегда удобно;
- 25-650 – за счет хорошей производительности и наличия большого количества зубов может похвастать широкой применяемостью;
- 900 – отличается значительной степенью врезания, поэтому снимает слои металла даже тогда, когда в других условиях инструменты уже пасуют, причем при незначительных силах воздействия (потому не приведет к деформации тонких стенок), но несколько замедляет выполнение работ.
Цвета фрез для маникюра: что означают и чем отличаются?
Как и пилочка, каждая фреза обладает определенной абразивностью. Фрезы могут быть жесткими, средними, мягкими и очень мягкими. Как определить их жесткость? По цвету насечки у ее основания.

Черная и фиолетовая насечки
Такими цветами обозначают самые жесткие фрезы. Ими работают только при обработке и спиливании искусственного материала (наращенных ногтей). Для маникюра такие фрезы не подходят, так как являются очень грубыми.
Зеленая насечка
Фрезы с насечкой зеленого цвета — жесткие. Они применяются для снятия искусственного материала (акригеля, геля, акрила). Также их используют в педикюре для обработки мозолей. А вот в маникюре они встречаются довольно редко.
Важно!
Данный вид фрез не подходит для работы с чувствительной кожей, гипергидрозом.
На фрезах для снятия этим цветом обозначается крупная и средняя насечки.
Синяя насечка
Таким цветом обозначаются фрезы средней жесткости. Их используют только для работы по внешним участкам кожи. Для работы по ногтевой пластине они не подходят.
На фрезах для снятия этим цветом обозначается средняя крестообразная и средняя прямопоперечная насечки.
Красная насечка
Фрезы с красной насечкой — мягкие. Их используют для работы и по коже, и по поверхности ногтевой пластины. Они являются самыми универсальными. Обычно их применяют для вычищения птеригия с поверхности ногтя и в боковых пазухах.
Важно!
Встретили алмазную фрезу с двумя красными насечками? Это значит, что она обладает повышенной мягкостью.
На фрезах для снятия этим цветом обозначается средняя крестообразно-поперечная насечка.
Желтая насечка
Этим цветом обозначаются мягкие фрезы. Они используются при работе с чувствительной кожей и по натуральной ногтевой пластине. На фрезах для снятия этим цветом обозначается мелкая крестообразная насечка.

Белая насечка
Фрезы с белой насечкой — ультрамягкие. Они предназначены для чувствительной кожи и мелких работ по ногтю. Такие фрезы не подходят для повседневной работы мастера, поэтому используются крайне редко.
На фрезах для снятия этим цветом обозначается мелкая спиральная насечка.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

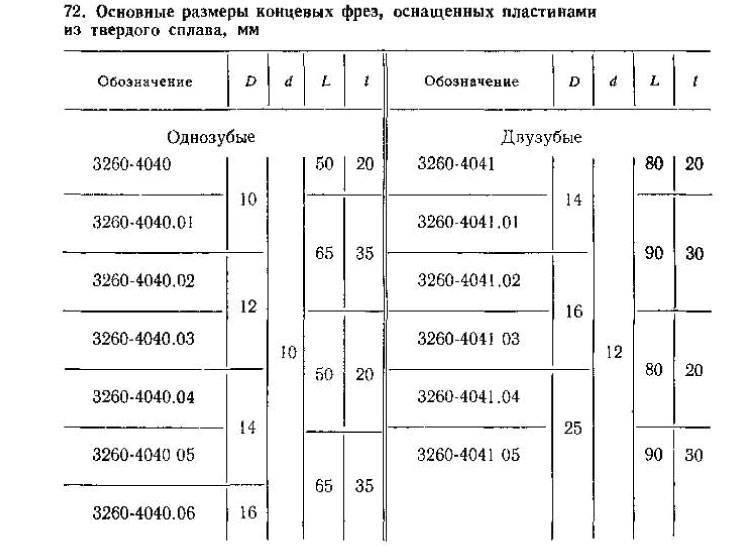
По конструктивному признаку
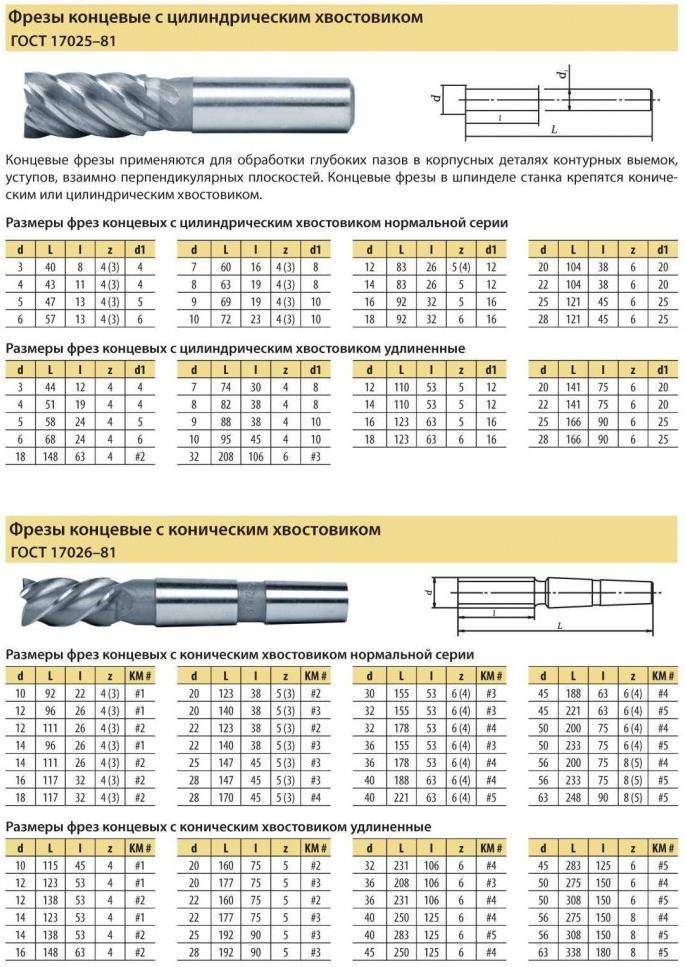
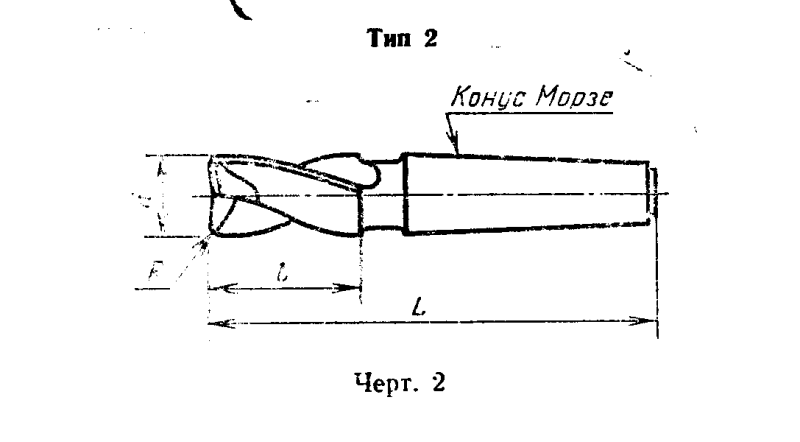
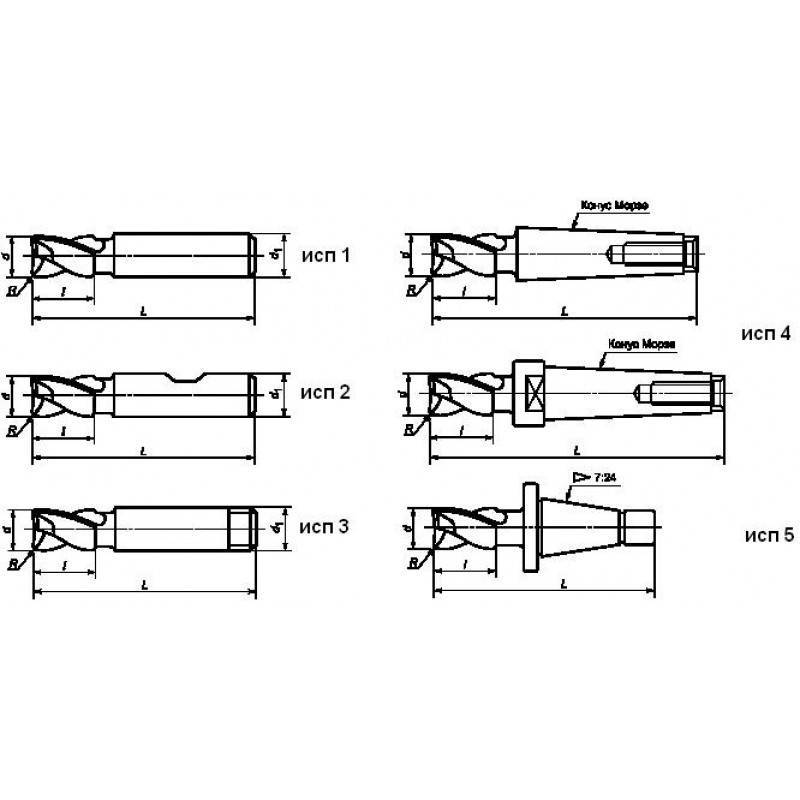
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.





