

Для какой работы можно использовать сверло-елочка
Функциональные детали такого типа используются для организации отверстий в металлических листах. Подобные сверла относятся к категории специализированных инструментов, поэтому стоимость их довольно высока. Зачастую именно этот факт останавливает покупателей при покупке. Однако приобретение подобного изделия может быть оправданным, например, в том случае, когда требуется точность при выполнении работы.
Главным образом ступенчатые сверла используют для создания отверстий в металле.
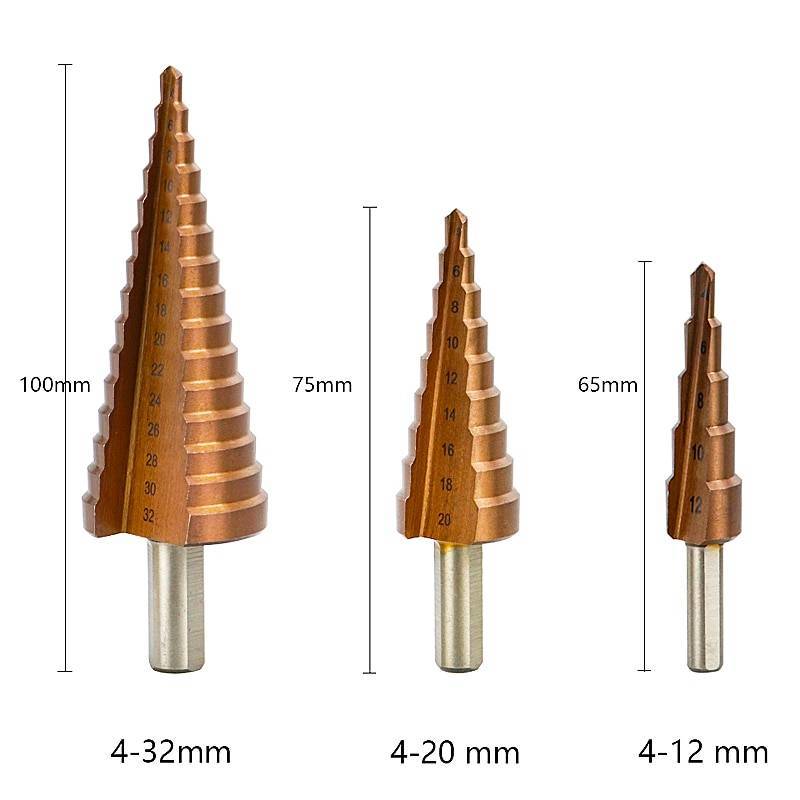
Каждый уровень ступенчатого инструмента имеет уникальный диаметр, который увеличивается по мере приближения к основанию. Удобство конструкции такого типа неоспоримо, так как очень просто подобрать нужный диаметр во время сверления.
Такие изделия применяются для выполнения отверстий в металле. Сверла-елочки по металлу отличаются высоким качеством сверления. Причем это заметно даже в том случае, когда производится обработка очень тонкого листового материала. Другие сверла не позволяют выполнить ровное отверстие в металлическом листе толщиной до 1 мм.
Стоит сказать, что инструменты ступенчатого типа используются не только для обработки металла. Их можно применять и для высверливания отверстий в следующих материалах:
- пластмассе;
- гипсокартоне;
- дереве.
Сверла-елочки могут выполнять абсолютно ровные отверстия. Если необходимо выполнить отверстие в трубе, также рекомендуется использовать ступенчатое сверло по металлу. Отзывы о таком инструменте можно изучить в интернете. Следует сказать, что ступенчатые сверла часто применяются для шлифования краев отверстий, выполненных другими инструментами. Металлическую стружку можно удалить и вручную, однако это гораздо сложнее.
Как выбрать конусное сверло
Косвенным признаком качественного изделия будет являться его цена. К тому же по цвету металла можно будет сказать из материала и какой прочности изготовлен буравчик.
Ступенчатые изделия можно разделить по цвету на несколько групп по качеству:
- Серый цвет говорит, что изделие сделано из стали, которая не подвергалась дополнительной обработке. Такие изделия имеют невысокую прочность.
- Чёрный цвет указывает на закалку перегретым паром. Качество будет немного выше чем у серых собратьев, но и стоимость отличается в большую сторону.
- Тёмно-золотистый цвет получается, если инструмент подвергался высокотемпературному отпуску. Процедура позволяет убрать чрезмерное напряжение в металле, что положительно сказывается на эксплуатационных характеристиках изделия.
- Если конусное сверло имеет ярко-золотистый цвет, то по этому признаку можно идентифицировать наличие износостойкой поверхности состоящей из нитрида титана. Тип материала является самым
прочным, но и стоимость будет в несколько раз выше, в сравнение с дешёвыми аналогами.
Кроме качества материала на финальную стоимость будет влиять диаметр приобретаемого инструмента.
Например:
- качественное ступенчатое сверло по металлу 4-32 мм будет стоить не менее 1000 рублей;
- если не требуется сверлить отверстия большого диаметра, то можно приобрести сверло 4-20 мм, стоимость которого при равном качестве будет примерно 500-600 руб.
Видео:
Какие лучше ступенчатые сверла по металлу можно определить по отзывам в сети Интернет. Качественную информацию получить можно на специализированных форумах, где общаются специалисты применяющие конусные изделия в ежедневной работе.
Заточка инструмента
При длительном использовании даже качественные изделия могут затупиться. Каждому домашнему мастеру необходимо знать, как заточить ступенчатое сверло по металлу. Процедура сложная, кроме теоретических сведений нужно освоить практические навыки.
Для заточки конусного буравчика необходимо выполнить следующие действия:
- закрепить сверло в тисках:
- взять в руки небольшую болгарку с точильным кругом;
- аккуратно заточить режущие кромки, которые были повреждены.
Так удаётся восстановить работоспособность конусного инструмента самостоятельно.
Видео:
https://www.youtube.com/watch?v=-ygg29QvwV8
Если имеется возможность обратиться к специалистам, то можно за небольшие деньги получить полное восстановление буравчика.
Видео:








Как сверлить
Хорошо заточенным инструментом легко сделать высокоточные отверстия в металлическом листе толщиной до 4 мм.
Чтобы выполнить сверление правильно, желательно придерживаться рекомендаций:
- место для сверления намечается керном;
- сверло во время работы держится в строго перпендикулярном положении по отношению к плоскости металла;
- сверление металла производить на малых оборотах. Чем больший диаметр отверстия необходимо сделать, тем медленнее должен вращаться режущий инструмент. Идеально для выполнения данной задачи подходит шуруповёрт;
- следует смазать сверло небольшим количеством машинного масла, чтобы снизить рабочую температура инструмента во время работы.
При соблюдении требований конусное изделие прослужит долго, без заточки.
Видео:
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения. Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм
Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.








Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Рейтинг производителей
Сегодня изготовлением ступенчатых сверл занимаются практически все изготовители режущего инструмента.
Однако, к числу наиболее надежных производителей можно отнести лишь некоторые компании:
Bosch
Это немецкий концерн мирового уровня, производящий широкий ассортимент инструмента, режущей оснастки и другой продукции. Качество и рабочие свойства ступенчатых сверл Bosch не нуждаются в рекламе, но стоимость отпугивает многих потенциальных покупателей — минимальная цена начинается от 3 000 рублей;
Makita
Это известный японский бренд, выпускающий широкий спектр электроинструмента, расходников и оснастки, приспособлений и прочих видов продукции для профессионалов и любителей. Цены на конусные сверла начинаются с 1 000 рублей;
Ruko
Еще одна немецкая компания, выпускающая различные режущие инструменты и прочие изделия. У этой фирмы имеется собственный каталог сверл, разделенный по номерам (по типоразмеру);
Haisser
Китайская фирма, поставляющая на российский рынок качественные и сравнительно недорогие инструменты и режущую оснастку;
Энкор
Российская фирма, продукция которой пока уступает импортным аналогам, но цена на нее гораздо привлекательнее. Это обстоятельство делает ступенчатые сверла Энкор более востребованными, нежели продукция немецких или японских компаний;
Зубр
Еще одна российская фирма, качество продукции которой постоянно возрастает. Цены на сверла намного привлекательнее, чем у западных конкурентов, а широкий ассортимент позволяет выбирать оптимальные изделия.









Если ступенчатое сверло приобретается для небольших эпизодических работ, модно не слишком обращать внимание на известность производителя. Однако, если планируется постоянная и производительная работа, лучше использовать качественные изделия самых известных компаний
Область применения
Полезные характеристики инструмента позволяют применять его для сверления отверстий:
- в цветных металлах, алюминии и стали различной толщины заготовки;
- в ландшафтных и промышленных конструкциях;
- при ремонтных работах;
- в строительстве;
- при монтаже сантехники, обогревательных приборов и систем;
- на промышленных предприятиях и в мастерской.
Часто приспособление используется при окончательной обработке краев отверстий от неровностей и задиров, которые остаются при сверлении обычным сверлом. Применяется для сверления отверстий в мягких материалах — фанере, пластике, стеклотекстолите.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона
Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы
Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.
Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.
Рекомендации специалистов по выбору конусного сверла
Многим людям, которые плохо ознакомлены с особенностями различных режущих насадок, сложно определиться с приобретением подобного инструмента. Для того чтобы не допустить ошибки при выборе, необходимо усвоить несколько основных моментов.
В первую очередь нужно запомнить, что все насадки отличаются по цвету. Это очень важный момент, так как от цвета изделия зависят его технические характеристики. Например, стальной окрас рабочей детали свидетельствует о том, что она не подвергалась дополнительной температурной (или любой другой) обработке.
Приспособления стальной окраски не характеризуются высокой прочностью и, соответственно, более подвержены износу. Их рекомендуется использовать исключительно для организации отверстий в тонколистном материале, а также для обработки пластика, гипсокартона и дерева. Конусные сверла по металлу такого типа имеют самую низкую стоимость.
Черный цвет режущего инструмента говорит о том, что изделие прошло дополнительную обработку высокой температурой. Подобные приспособления имеют более высокую прочность, что способствует увеличению их эксплуатационного срока.
Гладкие конусные сверла расширяются ближе к хвостовой части и не имеют четкой градации диаметров
Еще один вариант, распространенный на современном рынке, – золотистые конусы. Эти модели имеют защитное напыление, представленное нитридом титана. За счет этого они по техническим характеристикам значительно превосходят предыдущие аналоги.
Статья по теме:
В ступенчатых вариантах высота уровней, как уже говорилось выше, в среднем составляет 5 мм. Сверла по металлу не должны иметь разбежности в этом показателе больше 1 мм. Это стоит запомнить при покупке инструмента.








На что еще необходимо обращать внимание? Не меньшую роль играет бренд инструмента. Изделия, изготовленные малоизвестными китайскими фирмами, мастера не рекомендуют покупать, так как в этом случае шанс приобретения низкокачественной или бракованной продукции значительно возрастает. Сверла отечественного производства имеют меньший рабочий ресурс, если сравнивать их с зарубежными аналогами
Сверла отечественного производства имеют меньший рабочий ресурс, если сравнивать их с зарубежными аналогами.
В продаже чаще всего можно встретить конусные сверла по металлу 4-22 и 6-36 мм
Маркировка конусных режущих инструментов: что нужно знать
Технические характеристики подобных режущих изделий указываются в виде маркировки, которая наносится на наружную поверхность хвостовой части. Знание основных обозначений позволяет подобрать качественное и максимально подходящее для конкретных эксплуатационных условий изделие. Рассмотрим более подробно, какая информация зашифрована в маркировке:
- материал изготовления;
- диаметр;
- класс точности.
Расшифровка маркировки – очень важный этап, поэтому стоит ознакомиться более детально с возможными ее вариантами. Большинство изделий такого типа имеют шаг 1 мм. Сверла по металлу, которым присуща форма елочки, отличаются разными габаритами. Эта информация в обязательном порядке содержится в маркировке.
Чаще всего буквенное обозначение является началом разметки. На большинстве сверл, которые можно приобрести сегодня, указывается латинская буква «P». Подобное обозначение повествует о том, что для изготовления приспособления была применена быстрорежущая легированная сталь. Такой материал отличается высокими прочностными характеристиками.
Технические характеристики конусных сверл по металлу указываются в виде маркировки на поверхности хвостовой части
Далее располагается следующая буква, после которой в обязательном порядке стоит определенное число. Это обозначение содержит информацию о металле, который был использован в качестве добавки к легированной стали. Число говорит о том, какое процентное содержание сплава находится в изделии.
После процентного содержания второстепенного металла в маркировке указываются максимальный и минимальный диаметры, а также класс точности приспособления. Стоит отметить, что на подобных изделиях часто встречается буквенное обозначение HSS. Сверла по металлу такого типа выполняются из быстрорежущей стали. После начальной отметки маркировка содержит информацию о добавочном материале, использованном при производстве изделия.
Как выбрать ступенчатое сверло?
Чтобы не ошибиться с выбором ступенчатого инструмента, необходимо вначале выяснить, какими ключевыми техническими характеристиками он обладает.
Рассматривая различные модификации, следует уделять внимание и цвету изделия, причем это связано не с эстетической составляющей
- Если изделие выполнено в серо-стальном цвете, то это будет подсказкой о том, что в качестве материала для инструмента была использована сталь, с которой не проводили необходимую обработку. Поэтому, скорее всего, качество такого инструмент будет невысоким.
- Если сверло выполнена из стали черного цвета, то это признак проведения обработки материала с помощью горячего пара . Подобная операция повышает характеристики прочности материала. Сверлильное изделие в подобном варианте исполнения будет более предпочтительным, нежели устройство, с которым не проводили никаких манипуляций.
- Если в качестве материала сверла выступает сталь золотистого цвета, то, значит, в процессе изготовления инструмента с металла убирали внутреннее напряжение. Польза от такой операции заключается в обеспечении большего удобства при работе с подобным сверлом.
- Если устройство для сверления характеризуется наличием ярко-золотистого оттенка, то это признак наличия износостойкого поверхностного слоя, на роль которого в большинстве случаев выбирают нитрид титана. Хотя подобное сверло стоит заметно дороже, в плане эксплуатации оно выигрывает у многих простых изделий.
Технические характеристики стали и маркировка
Можно не останавливаться подробно на всех видах сталей, которые могут применяться для создания ступенчатых сверл из-за их большого количества. По этой причине наилучшим выбором станет изделие, у которого на материале имеется маркировка HSS. По ней можно понять, что этим инструментом можно обеспечить высокое скоростное сверление, не допуская деформирования металла при нагреве.
Диаметр рабочих порогов, начинающего и финального
Уже в самом начале выбора необходимо обратить внимание на эти параметры, учитывая, что средняя цена на сверла достигает уровня 2500 рублей
Производитель и стоимость ступенчатых устройств
Первый критерий является столь важным, поскольку выбирать лучше всего такое сверло, для изготовления которого использовалась сталь, удовлетворяющие требованиям действующего ГОСТа
Если вам важно быть уверенным, что приобретаемое изделие для сверления имеет гарантированно высокое качество исполнения, то можно обратить внимание на продукцию под маркой TOP CRAFT
Возможность заточки
Как считают эксперты, отсутствие такой возможности у сверла обеспечит длительный срок эксплуатации, поскольку пользователь не будет изменять конфигурацию изделия. В то же время в некоторых ситуациях может потребоваться выполнить заточку устройства, что также позволит увеличить его эксплуатационный ресурс. Здесь уже принимать окончательное решение можно, ориентируясь лишь на свое мнение.

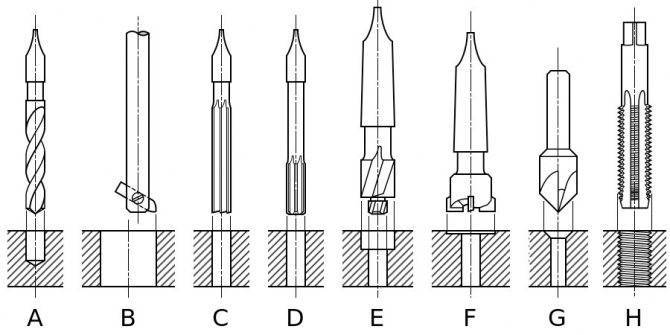



Виды отверстий в металле и как их сделать
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание

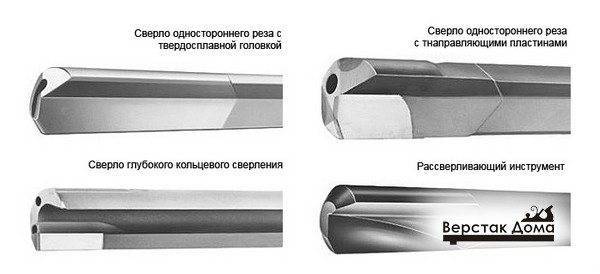
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.





