Устройство и принцип работы инструмента
Из всех видов инструментов для обработки металла фрезы представляют самую большую и разнообразную группу. Их конструкция и принцип работы отличается от всех остальных резцов и сверл. Инструмент, закрепленный на шпинделе, вращается. Деталь перемещается относительно него поступательно по трем осям и под углом в любом направлении. Острые кромки и пластины снимают стружку. В результате на заготовке:
- обрабатываются плоскости;
- зачищаются и делаются фигурные торцы;
- вырезаются шпоночные пазы;
- делаются прорези;
- отрезаются части проката и детали;
- снимаются фаски;
- нарезаются зубья и шлицы;
- делаются т-образные и фигурные пазы;
- сверлятся и растачиваются отверстия.
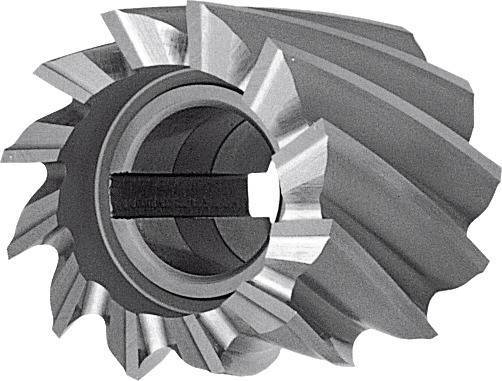
Фреза относится к многорезцовым инструментам и состоит из корпуса, на котором расположены режущие кромки. Для крепления в патрон имеется конусный или цилиндрический хвостовик. На оправке деталь крепится шайбами, надевая для вращения пазом на выступ. Она может иметь для фрезеровки по металлу вставные пластины и режущие кромки, заточенные из цельной заготовки.
Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Как правильно выбрать инструмент
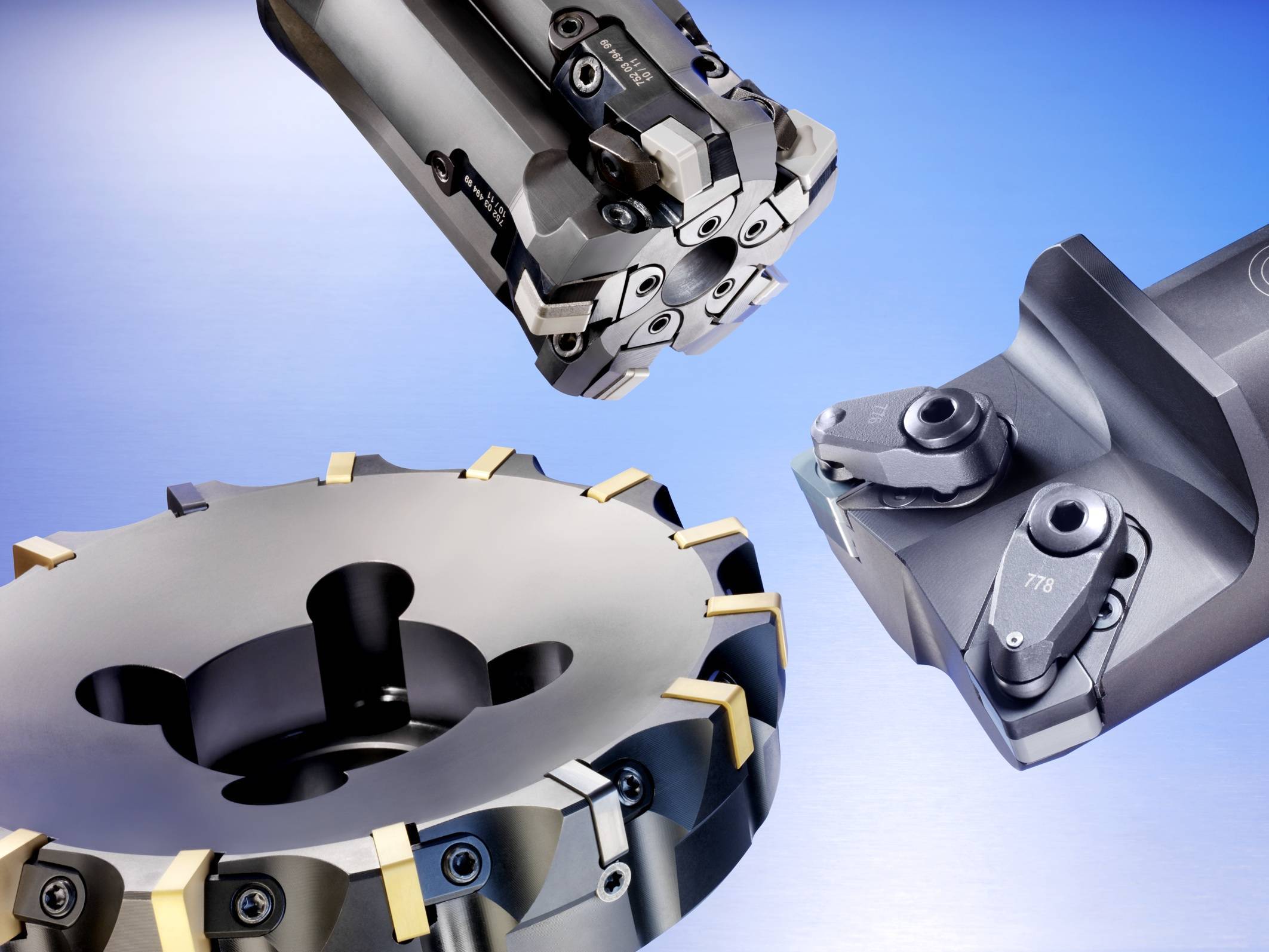
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.
Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Как пользоваться коронкой по металлу
› Интересное
17.12.2019
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло.
Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло.
А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния.
По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки.
Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления.
Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
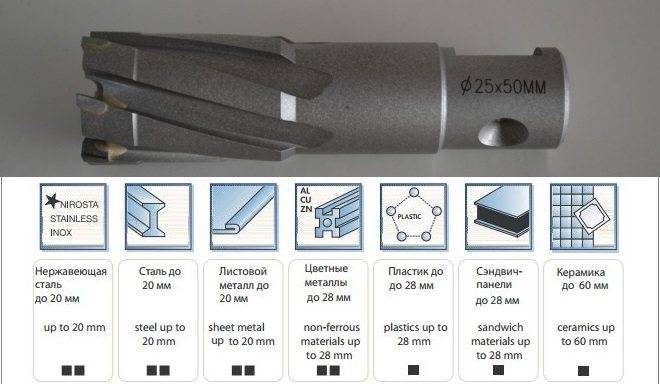
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.
Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).
Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.










Для регулировки глубины паза применяют упорные подшипники разных диаметров.
К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.
Геометрические параметры режущей части фрез. Силы действующие на фрезу и мощность
2 Особенности и сущность процесса
2.1ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ Фрезерование-один из производительных и распространенных методов обработки металлов резанием. Оно осуществляется инструментом, называемым фрезой. Фреза- многозубый инструмент -представляет собой тело вращения, на образующей поверхности или на торце которого имеются зубья для обработки плоскостей.
Рис 2. 1.Основные элементы и углы цилиндрической фрезы
а)-цилиндрическая фреза б)-зуб фрезы
Всякий режущий инструмент имеет форму клина, который врезается в обрабатываемый материал и удаляет слой металла в виде стружки. Углы заточки инструмента получили название геометрии или геометрических параметров зубьев фрез .c.123
Основные элементы режущего инструмента следующие (рис. 2.1): передняя поверхность 4 —
поверхность лезвия, контактирующая в процессе резания со срезаемым слоем и стружкой; задняя поверхность 3— поверхность лезвия инструмента, контактирующая в процессе резания с поверхностью обрабатываемой заготовки; ленточка лезвия 5 — сравнительно узкий участок задней поверхности лезвия вдоль режущей кромки с меньшими значениями заднего угла по сравнению с задним углом основной части задней поверхности; затылочная поверхность 2; режущая кромка 1
Элементам зуба фрезы присвоены следующие названия. Высота зуба — это расстояние между точкой режущей кромки зуба и дном канавки, измеренное в радиальном сечении фрезы перпендикулярно к ее оси. Ширина задней поверхности зуба это расстояние от режущей кромки до линии пересечения задней поверхности зуба с его спинкой, измеренное в направлении перпендикулярном к режущей кромке. Окружной шаг зубьев это расстояние между режущими кромками двух смежных зубьев, измеренное по дуге окружности фрезы. Окружной шаг может быть равномерным и неравномерным. Величина затылования —
это величина понижения кривой затылования между режущими кромками двух соседних зубьев
Рис 2.2 Элементы рабочей части торцевой фрезы
Профиль остроконечных зубьев изменяется при переточке, поэтому фрезами с такими зубьями обрабатывают плоские поверхности, где не требуется сохранения профиля зуба. Фрезы с затылованными зубьями сохраняют профиль при переточках, поэтому ими обрабатывают фасонные поверхности. Затылок затылованных зубьев обрабатывают обычно по архимедовой спирали. Затылованную поверхность зуба обрабатывают фасонными резцами на токарно-затыловочных станках. На рис.
2.1показана торцевая фреза. Режущие кромки, расположенные на цилиндрической поверхности, называются главными а торцевые режущие кромки — вспомогательными. Режущие кромки на цилиндрической поверхности фрезы могут быть расположены прямолинейно по образующей цилиндра и по винтовой линии. Часть главной кромки, обработанной под углом φ называется угловой режущей кромкой. Угол φ называется главным углом в плане. Аналогично режущей .кромке цилиндрической фрезы у главной режущей кромки 5 торцевой фрезы имеются следующие элементы: передняя 1и задняя 2 поверхности, ленточка 5, затылочная поверхность 4, задний угол λ угол наклона ω режущей кромки к оси-фрезы.c.58
2.2 особенности процесса
Первый способ фрезерования носит название встречного фрезерования
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.










Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.
Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Приспособления и оборудование для работы с корончатыми сверлами
Пилот
. Центрирующий выталкивающий штифт с канавкой для подачи СОЖ. Пилот вставляется в хвостовик со стороны станка и упирается задней частью в подпружиненную площадку, которая установлена в цанге. При погружении пилот открывает подачу СОЖ. Когда обработка заканчивается, пилот выталкивает чушку и закрывает подачу смазочно-охлаждающей жидкости.

Пилот подбирают под диаметр и длину рабочей части кольцевой фрезы. При сверлении с переходником и удлинителем используют пилот увеличенной длины
При подборе пилота важно, чтобы стержень выступал за пределы фрезы на достаточное расстояние и хватало свободного хода подпружиненной площадки
Патрон
. Сверлильные патроны для корончатых сверл бывают с подачей охлаждающей жидкости или без, с винтовыми или быстросменными головками. В патронах с подачей СОЖ встроен штуцер для соединения с системой подачи жидкости. Патроны соединяются со станком при помощи хвостовика с Конусом Морзе КМ2 и КМ3. В патроны под кольцевые фрезы можно через переходник установить кулачковый патрон для работы обычными спиральными сверлами или резьбонарезной патрон для установки метчика. Такие патроны также можно использовать без переходника — для этого сверлильный патрон снимают и устанавливают нужную оснастку. Переустановка патронов на месте позволяет выполнять сразу несколько операций: предварительное сверление, сверление корончатым сверлом и нарезку резьбы.
Переходники
. Используют когда хвостовик и патрон отличаются по стандарту.
Удлинители
. Увеличивают допустимую глубину сверления — с удлинителем можно обрабатывать детали ниже основания станка или обрабатывать параллельные стенки профиля (швеллера, балки, профильной трубы). Использовать удлинители для сверления стенок профиля дешевле, чем покупать корончатые сверла по металлу увеличенной длины.
Зенкера и зенковки
. Инструмент применяют для дополнительной обработки отверстий и снятия фасок.
Заточные станки
. Корончатые сверла затачивают на специальных заточных станках с жесткой фиксацией инструмента. В конструкции предусмотрена делительный диск и лазерный указатель, которые помогают точно обработать режущую часть.
Сверлильно-фрезерные станки
. При работе корончатыми сверлами нужна жесткая фиксация заготовки и инструмента, поэтому их не используют в ручном инструменте. Небольшие заготовки сверлят на стационарном оборудовании. Для обработки по месту используют магнитные сверлильные станки. Станок с электромагнитным основанием устанавливают на заготовку, фиксируют и сверлят в любом положении. Если основание немагнитное — используют переходники, для работы на криволинейной поверхности — трубные захваты.
В ООО «ПИК СТО-ИПМ» вы можете приобрести корончатые сверла, необходимую оснастку, инструменты и оборудование для эффективной работы.
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.

Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.

Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.