

Патроны токарные четырехкулачковые ГОСТ 3890
Самоцентрирующие спирально-реечные четырехкулачковые токарные патроны из стали и чугуна предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Четырехкулачковые токарные патроны изготавливаются двух типов: тип 1 – c цилиндрическим центрирующим пояском и креплением через промежуточный фланец; тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593. Патроны обоих типов изготавливаются в двух вариантах исполнения: исполнение 1 — с цельными кулачками; исполнение 2 — со сборными кулачками.
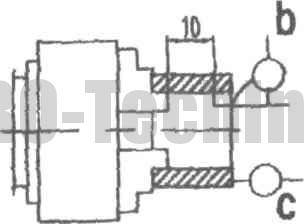
Патроны токарные четырехкулачковые типа 1 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-160.05.14 | 160 | 45 | 130 | 142 | 6 х М8 | 4 | 60 | 90,5 | 6,6 |
| 4-200.07.141 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 113 | 15,8 |
| 4-250.09.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 122,5 | 28,8 |
| 4-315.11.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 140 | 47,2 |
| 4-400.15.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 157 | 83 |
Патроны токарные четырехкулачковые типа 1 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-160.06.14 | 160 | 45 | 130 | 142 | 3 х М8 | 4 | 60 | 65 | 102 | 6,2 |
| 4-200.08.14 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 80,5 | 125 | 14 |
| 4-250.10.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 94,5 | 143,5 | 26,5 |
| 4-315.12.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 107 | 167 | 44,8 |
| 4-400.16.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 114 | 178 | 81 |
*масса патрона без накладных кулачков
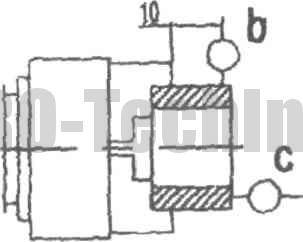
Патроны токарные четырехкулачковые типа 2 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-200.31.14 | 200 | 60 | 82,56 | 104,8 | 4 х М10 | 135 | 75 | 113 | 16 |
| 4-200.33.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 113 | 15,7 |
| 4-250.35.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 122,5 | 28,6 |
| 4-250.37.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 122,5 | 28 |
| 4-315.39.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 140 | 49,2 |
| 4-315.41.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 140 | 49,1 |
| 4-315.55.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 146 | 50,4 |
| 4-400.43.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 157 | 85 |
| 4-400.45.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 157 | 84 |
Патроны токарные четырехкулачковые типа 2 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-200.32.14 | 200 | 60 | 82,56 | 104,5 | 4 х М10 | 135 | 75 | 80,5 | 125,5 | 14,1 |
| 4-200.34.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 80,5 | 125,5 | 13,8 |
| 4-250.36.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 94,5 | 143,5 | 27,2 |
| 4-250.38.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 94,5 | 143,5 | 26,6 |
| 4-315.40.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 107 | 167 | 46,8 |
| 4-315.42.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 107 | 167 | 46,7 |
| 4-315.56.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 113 | 173 | 47,6 |
| 4-400.44.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 114 | 178 | 80,1 |
| 4-400.46.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 114 | 178 | 79,1 |
*масса патрона без накладных кулачков
D — наружный диаметр патрона D1 — диаметр посадочного отверстия D2 — диаметр расположения крепежных отверстий D3 — диаметр отверстия в корпусе
I. Токарные патроны, выполняемые по стандарту DIN
На принята система классификации токарных патронов по типам, основанная на 4-значном коде. Например, тип токарного патрона может записываться как 3534. В цифровых позициях типа закодированы следующие основные характеристики токарных патронов: Значение первой цифры указывает на используемый в патроне привод, а также на наличие центрирования зажимаемой заготовки. В частности: если значение цифры 2, то патрон имеет механизированный привод; если 3, то это патрон с ручным приводом, самоцентрирующий; если 4, то с ручным приводом и с независимой установкой кулачков. Вторая цифра — материал корпуса патрона, а также количество кулачков в нем. Так, если значения цифры: 1 — материал корпуса — чугун; патрон 2-х кулачковый 2 — чугун; 3-х кулачковый 5 — сталь; 3-х кулачковый 6 — чугун; 4-х кулачковый 7 — сталь; 4-х кулачковый 8 — сталь; 6-ти кулачковый
Третья цифра определяет тип крепления патрона на шпиндель станка. Так, если значение цифры 0, то крепление через переходной фланец (DIN 6350); если 1, то через сквозные отверстия в корпусе патрона (DIN 55026); если 3, то под поворотную шайбу (DIN 55027); если 7, то крепление на делительную головку (ДГ). Внешний вид перечисленных типов крепления приведен внизу на рис.
Значение четвертой цифры раскрывает тип кулачков. Так, если значение 4, то кулачки цельные, если значение 5, то кулачки сборные. После записи кода обычно указывается внешний диаметр. Диаметры польских токарных патронов могут иметь следующие значения: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800 мм.
Кроме того, для патронов, имеющих крепление по DIN 55026 и по DIN 55027, указывается номер конуса шпинделя. Он указывается через значок «/» после величины диаметра и может иметь значения: 3, 4, 5, 6, 8, 11, 15, 20.
Завершается обозначение типа патрона классом его точности по DIN 6386. Он обозначается римской цифрой I или II, причем класс II, как правило, не указывается.
Например : тип 3534-200/6-I означает, что это самоцентрирующий 3-х кулачковый патрон со стальным корпусом, имеющий крепление под поворотную шайбу, с цельными кулачками и внешним диаметром 200 мм на шпиндель с конусом № 6, 1-го класса точности.
Рис. Типы крепления токарных патронов
DIN 6350(Крепление через переходной фланец)
DIN 55027(Крепление под поворотную шайбу)
DIN 55026(Крепление через сквозные отверстия)
ДГ(Крепление на делительную головку)
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
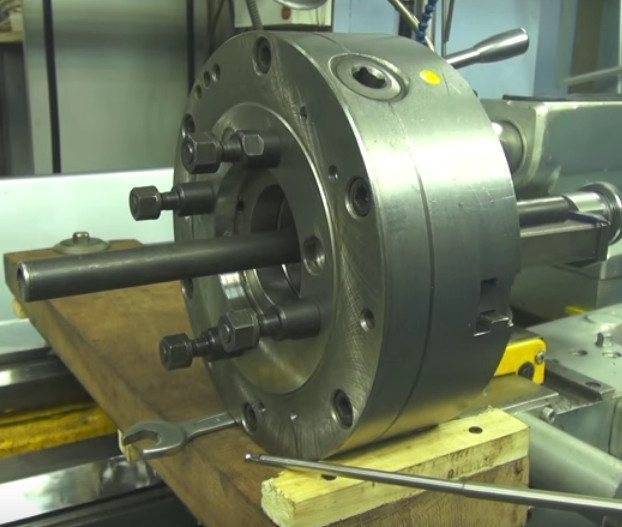
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест. Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Как поставить кулачки в токарный патрон
Процесс замены кулачков на рейки у токарного патрона происходит в несколько этапов:
Подобным образом можно заменить рейки обратно на кулачки прямые и кулачки обратные.
уже не первый год занимается станочной оснасткой по России. Нашими клиентами стали сотни предприятий страны — ведь мы сделали ставку, в первую очередь, на качество реализуемой продукции.
Наша компания сотрудничает только с теми заводами-производителями, которые имеют солидную положительную репутацию. Поэтому любой товар, представленный в нашем каталоге, будь то резцедержатель, пневмоцилиндр, головка автоматическая, патрон токарный, тиски станочные или столы поворотные, отличается долговечностью и высокими эксплуатационными характеристиками.










Сотрудничество с позволит Вам приобрести качественную продукцию по очень выгодным ценам. Мы обеспечим Вам высокопрофессиональное обслуживание и удобные условия доставки в максимально сжатые сроки.

Ознакомиться с поставляемой продукцией можно в нашем каталоге в разделе Товары, где Вы найдете все необходимое для собственного производства. При возникновении вопросов обращайтесь к нашему консультанту любым удобным для Вас способом. Контактные данные нашей компании представлены в разделе Контакты.
Трехкулачковый самоцентрирующий патрон с ручным зажимом самое распространённое устройство для крепления деталей на токарных станках. Мы будем рассматривать лишь небольшой размерный ряд трехкулачковых самоцентрирующих патронов от разных производителей.
Обладая мощным, но чувствительным механизмом, патрон позволяет надежно крепить детали с высокой точностью их центрирования , как для выполнения высокорежимной обработки, так для более тонких работ.
Основные детали трехкулачкового патрона с ручным зажимом : корпус из чугуна или стали, который у этого патрона состоит из двух частей, а данной конструкции из одной. Во внутренней части корпуса патрона находится деталь один торец которой выполнен в форме конической шестерни, а на другом торце нарезана архимедова спираль. Эта деталь называется спиральный диск, который еще называют технически-жаргонно – архимедовой спиралью, спиралью, улиткой, планетаркой.
Малых конических шестерен с гнездом для ключа в патроне может быть от одной до нескольких.
Как правило комплектов кулачков у патрона два – прямые кулачки для крепления деталей на сжим и разжим и обратные кулачки для крепления на сжим деталей с большими диаметрами. Многие производители вводят в стандартный набор патрона, или поставляют отдельно еще и комплект кулачковых реек на которые могут крепиться произвольные по формам насадки из незакаленной стали.
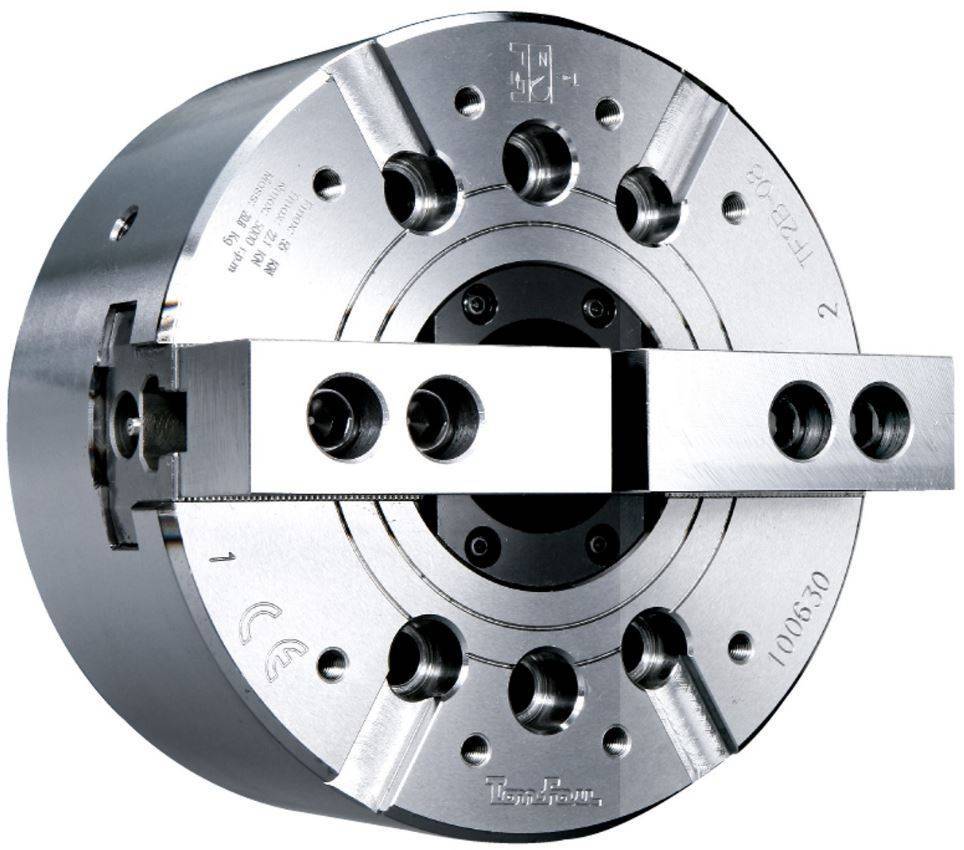
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки. Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.









Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
- Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
- Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Сообщества › Станки и Станочные Работы › Блог › Расскажите про патрон к токарному станку.
Нигде не могу найти инфу, про то как правильно определить, где и как должны стоять кулачки в патроне. У меня патрон 3 кулачковый. Как понять где находится нулевой сухарь? Как должны располагатся кулачки относительно нулевого сухарика. Есть ли какое отличее в сухарях? Почему его называют нулевым?
На моём патроне есть выбитые на патроне диаметры, над ними расположен сухарь. Правильно ли я понял, что он будет нулевым и под ним будет первый кулачёк. Как-то визуально можно понять, что сухарь нулевой и где он должен стоять в патроне?
С кулачками боле менее разобрался, а вот про сухарьи ничего не нашёл. Крупные цифры я сам уже набил, а остальные были.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
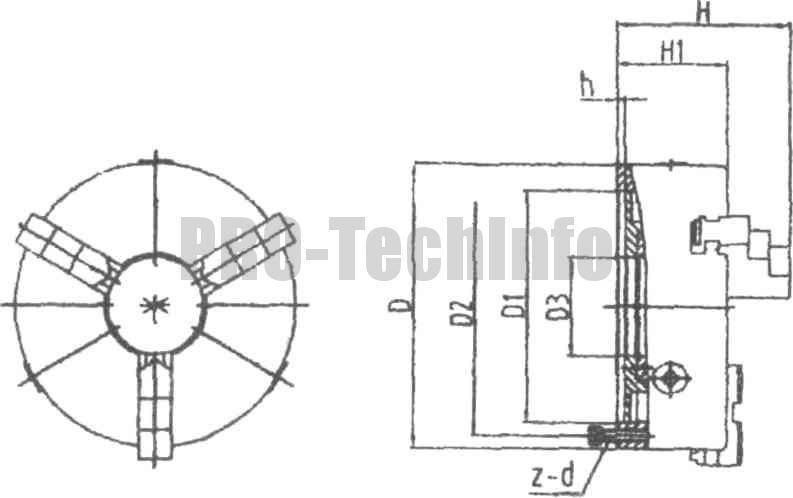
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
Технические характеристики
Корпус патронного устройства выполняется из высококачественного чугуна специального изготовления. Технические характеристики стандартного трехкулачкового патронного изделия самоцентрирующегося типа:
- Наружный диаметр 250 мм;
- диаметр присоединительного пояска 200 мм;
- диаметр отверстия в корпус 76 мм;
- крепежные отверстия имеют диаметр расположения 224 мм;
- наибольший наружный диаметр изделия, зажимаемого в прямых и обратных кулачках составляет соответственно 120 и 266 мм;
- Наибольшая допустимая частота вращения составляет 2000 оборотов в минуту;
- Масса устройства составляет 29 кг;
- Крепится патронный элемент при помощи 6 болтов вида М12.
//www.youtube.com/embed/34nSzLpLGak
Сообщества › Станки и Станочные Работы › Блог › Расскажите про патрон к токарному станку.
Нигде не могу найти инфу, про то как правильно определить, где и как должны стоять кулачки в патроне. У меня патрон 3 кулачковый. Как понять где находится нулевой сухарь? Как должны располагатся кулачки относительно нулевого сухарика. Есть ли какое отличее в сухарях? Почему его называют нулевым?
На моём патроне есть выбитые на патроне диаметры, над ними расположен сухарь. Правильно ли я понял, что он будет нулевым и под ним будет первый кулачёк. Как-то визуально можно понять, что сухарь нулевой и где он должен стоять в патроне?
С кулачками боле менее разобрался, а вот про сухарьи ничего не нашёл. Крупные цифры я сам уже набил, а остальные были.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
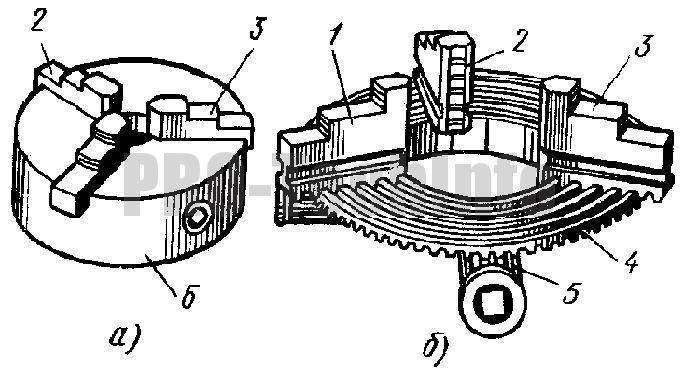
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Любые токарные станки, которые транспортируются из обычной рабочей среды, должны быть защищены от пыли, чрезмерного тепла и очень холодного. При работе в пыльных условиях часто меняйте смазку. В жарких рабочих зонах старайтесь избегать перегрева двигателя или повреждения любых уплотнений. В рабочих зонах будьте осторожны, чтобы не перегревать двигатель и не повредить уплотнения. Управляйте токарным станком на более низких скоростях, чем обычно, при работе в холодных условиях.
Все токари всегда должны знать о безопасности, связанной с использованием лебедки, и должны знать все меры предосторожности во избежание несчастных случаев и травм. Небрежность и невежество – две основные угрозы личной безопасности
Другими опасностями могут быть механические рабочие отношения с токарным станком, такие как обслуживание надлежащей машины и конфигурации. Некоторые важные меры предосторожности при использовании токарных станков заключаются в следующем.








Двухкулачковый
2-х кулачковый
Двухкулачковый невращающийся патрон
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Никогда не оставляйте инструменты непосредственно в форме токарного станка. Используйте обе руки при шлифовании заготовки. Не наматывайте наждачную бумагу или ткань вокруг куска Эмори. Режущий инструмент или режущий инструмент токарного станка должны быть изготовлены из правильного материала и шлифоваться под правильным углом к машине заготовкой. Наиболее распространенным режущим инструментом является низкосортная сталь общего назначения. Эти сверла, как правило, недороги, легко измельчаются на скамейке или на пьедестале, много злоупотребляют и изнашиваются и достаточно сильны для всех видов ремонта и изготовления.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Высокоскоростные стальные сверла могут обрабатывать тепло, которое образуется во время резки, и после охлаждения не меняются. Эти сверла используются для поворота, обработки сверлильных токарных станков и других. Сверла из специальных материалов, таких как карбиды, керамика, алмазы, литейные сплавы, способны обрабатывать детали машины с очень высокой скоростью, но являются хрупкими и дорогостоящими для нормальной работы токарной обработки. Высокоскоростные стальные сверла доступны во многих формах и размерах для любой поворотной операции.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора
Поэтому крайне важно минимизировать зазор между кулачками и направляющими
Поводковые патроны
Поводковые патроны
(рис. 6.5) применяются при обработке заготовок 5 в центрах 4 и 6. Передача движения осуществляется поводковым патроном 7 через палец-поводок 2 и хомутик 3, закрепленный на заготовке винтом.
Он должен быть ослаблен от форм до того, как будут сделаны какие-либо боковые регулировки, так как это позволит противоположной точке свободно перемещаться и предотвращать повреждение боковых регулировочных винтов. Тележка включает платформу, седло, композитный отдых, поперечную каретку, держатели для инструментов и режущий инструмент. Он сидит сквозь фигуры вокруг и перед скамейкой. Функция каретки – переносить и перемещать режущий инструмент. Функция транспорта – транспортировка и перемещение режущего инструмента.
Его можно перемещать вручную или по мощности, и его можно зафиксировать с помощью предохранительной гайки. Стул несет крест-каретку и композитный покой. Поперечная тележка установлена в виде ласточкина хвоста на верхней части стула и движется вперед и назад на 90 градусов относительно оси лебедки с крестообразным кронштейном. Винт может быть ручным или автоматическим. Композитный остаток установлен на поперечной карете и может поворачиваться и удерживаться под любым углом в горизонтальной плоскости.
Хомутик
(рис. 6.6) надевается на обрабатываемую в центрах заготовку и закрепляется винтом 1. Хвостовиком 2 хомутик упирается в палец поводкового патрона.
Прокладки предназначены
для установки вершины резца по линии центров; они представляют собой металлические пластины различной толщины с размерами, соответствующими размерам опорной поверхности резца. Пластины устанавливаются в резцедержатель под резец, при этом толщина комплекта подбирается такой, чтобы вершина резца оказалась на линии центров. Положение вершины резца контролируется по вершине центра, установленного в пиноли задней бабки. После выверки положения вершины резца он закрепляется в резцедержателе станка вместе с комплектом подобранных пластин. В комплекте не должно быть больше трех пластин.
Композитный отдых широко используется при резке крутых парусов и углов поворотных центров. Режущий инструмент и держатели инструмента закреплены на подставке для инструментов, которая крепится непосредственно к композитному покою. Платформа содержит шестерни и подающие муфты, которые передают движение подающего стержня или шпинделя для каретки и поперечной каретки.
Токарные станки представляют собой высокоточные инструменты, предназначенные для работы в течение всего дня, если они эксплуатируются и поддерживаются должным образом. Токарные станки должны быть смазаны, а параметры должны быть проанализированы перед началом работы. Неадекватная смазка или свободные гайки и болты могут привести к чрезмерному износу и опасным условиям.
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
- двухкулачковыми;
- трехкулачковыми;
- четырехкулачковыми.
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.
Формы являются прецизионными поверхностями поверхности и не должны использоваться в качестве столов других инструментов и должны быть очищены от песка и грязи. Корректирующий винт и шестерни должны часто проверяться на металлическую щепу, которая может присутствовать в зубчатых механизмах. Проверяйте каждый токарный станок перед работой любых отсутствующих или сломанных предохранительных штифтов. Перед тем, как поднять токарный станок, обратитесь к инструкциям оператора. Свежие установленные токарные станки или токарные станки, которые перевозятся на мобильных транспортных средствах, должны быть правильно выровнены до любой операции, чтобы избежать вибрации и колебаний.
Шестикулачковый токарный патрон





