

Начальный набор инструментов, необходимых для ковки металла
Способ приданию металлу пластичных свойств за счёт нагрева известен человечеству с незапамятных времён. В отличие от т.н. «холодной ковки», при которой металл не подвергается нагреву, при ковке «горячей» (и, как считается, «настоящей») металл разогревают в горне.

За счёт пластичности разогретому металлу можно придать самые разнообразные формы, чем и пользуются мастера художественной ковки.
Помимо опыта, который нарабатывается годами, для ковки требуется соответствующий инструмент. Это могут быть специальные клещи, оправки, шаблоны для гнутья и т.д., но самыми главными «помощниками» кузнеца на протяжении многих веков остаются молот и наковальня.
Любой человек, который задумался о том, чтобы заняться кузнечным делом, сталкивается с необходимостью приобретения соответствующих инструментов. Качественная и тяжелая наковальня весом под 100 кг – удовольствие не из дешёвых.
Я свою наковальню купил на вес на вторчермете. По опыту работы могу сказать: что я не смог расплющить на рельсе, удалось на настоящей наковальне.
Вторчермет хоть и «золотое дно», но многое зависит от везения. У нас цена б/у наковальни приближается к стоимости новой. Хотя мне удалось таким образом обзавестись мощными тисками и наковальней весом около 30 кг. «Лицо» у неё, правда, помято, но это поправимо.
Итак, как быть, если ковать хочется, а семейный бюджет не позволяет таких трат? Тем более, если неизвестно, придётся ли дело по душе, или через несколько месяцев все дорогостояще оборудование станет пылиться в гараже.
В этом случае следует воспользоваться опытом участников FORUMHOUSE и обзавестись мини-кузницей, сделанной из материалов, что оказались под рукой. Тем более, что даже на таком – «дачном», варианте можно сделать массу разнообразных вещей, нужных в хозяйстве, и которых не купишь в магазине или на строительном рынке.
Хороших кузнецов мало и, как правило, они загружены заказами, а в хозяйстве часто нужны специфичные изделия, например, кованый гвоздь или какая-то «хитрая» заклёпка. Чтобы не ломать голову с поиском мастера и заказом, а также сэкономить, проще всё сделать самому. Ведь такие гвозди, как на фото ниже, просто так не купишь.
Конструктивные особенности наковальни
Конечно, можно не изготавливать точную копию такого приспособления и просто делать все работы на ровной металлической плите. Однако, для упрощения многих операций наковальня имеет свои особенности в конструкции. Приспособление состоит из следующих частей.
Лицевая часть наковальни — это ее плоская верхняя часть, на которой и производится основная масса всех кузнечных и слесарных работ. Для выполнения операций по прошивке заготовок или их гибки в этой части может иметься глухое отверстие.
Рог — может быть один (с одной стороны), или два (с двух сторон). Это конусообразный выступ с торцевой части наковальни. Назначение рогов — гибка, раскатка или свертка заготовок, по сути, используются как оправки. Если наковальня имеет два рога, то обычно второй имеет форму пирамиды для придания изделиям более сложных конфигураций.
Лапы предназначены для установки приспособления. В случае стационарного монтажа наковальни, в лапах предусмотрены отверстия для жесткой фиксации.
Обода — это зона на лицевой поверхности возле рога, служит для выполнения обжимок листового металла.
Также в некоторых видах наковален могут иметься слесарные тиски с противоположной рогу стороны. Это делается для удобства выполнения многих кузнечных операций.

В зависимости от наличия или отсутствия этих элементов, наковальни могут быть разных типов: безрогие, однорогие и двурогие.
Предназначение наковальни
Применяется данный вид рабочего инструмента во многих областях производства. Бывают наковальни кузнечные, слесарные, ювелирные, даже для медицинских целей. Техники в стоматологии используют их, но, естесственно, гораздо меньшего размера. В кузнице на ней выполняются все ручные операции: ковка и закалка деталей после горна, придание заготовке нужной формы.
Наковальня слесарная нужна мастерам для рихтовочных работ, для прогибания металлических поверхностей. В ювелирных мастерских используются небольшие стальные наковальни, на которых сгибают и ровняют кольца, серьги, браслеты, отбиваются отверстия при декорировании изделий и т.д. В стоматологии при изготовлении коронок мастера также ее используют. Вообще, в каждом хозяйстве и в частном доме необходимо иметь наковальню, хотя бы небольшого размера, чтобы элементарно можно было выровнять гвоздь или согнуть уголок.
Плюсы и минусы
Недостатки кузнечной сварки:
- Обеспечивает относительно невысокую надежность соединения.
- Малопроизводительна, требует больших затрат сил и времени.
- Не подходит для производственных масштабов.
- Пригодна для сварки не всех видов металла.
- Требуется мастер высокой квалификации для качественного результата.
Преимущества кузнечной сварки:
- Увеличивает стоимость изделия.
- Является единственным способом получения некоторых материалов (например, дамасская сталь, мокуме, слоеные стали).
- Создает колоритный внешний вид изделия.
- Иногда используется для сварки заготовок большого размера.
- Этот вид сварки легко освоить.
- Требует минимум специального оборудования.
Элементы наковальни
Наковальня кузнеца – обязательный атрибут его мастерской. С ее помощью выполняется целый ряд технологических операций с металлом. Данный инструмент используется для ковки, придания металлу необходимой формы, закалки и т.д.
Изготавливается этот предмет из прочной легированной стали, а его масса может превышать 300 килограмм, особенно если речь идет о стационарной кузнечной наковальне.
Она должна быть устойчивой и прочной, так как на нее приходятся значительные нагрузки. Удар молотом по наковальне приводит к появлению ровного чистого звука. Глухой звон свидетельствует о наличии трещин или пустот в инструменте.
Как уже отмечалось ранее, выделяют однорогие и двурогие модели. Почему наковальня имеет такую форму? Дело в следующем: рог позволяет осуществлять изгибы с необходимой кривизной, а ровная поверхность служит для выполнения основной работы.

К основным элементам устройства относятся:
- рог;
- хвостовик;
- углубление для формирования отверстий;
- отверстия для установки инструмента и другого кузнечного приспособления на наковальню;
- лицо;
- башмак;
- площадка для рубки металла.
Выступ на боковой части инструмента называется рогом. Его форма различна, в зависимости от назначения. У однорогих моделей он конусообразный. Используется в формировании изгибов металла и раскатке закругленных частей.
Второй рог применяется в загибании изделий на углы меньше нормального и делается в форме усеченного конуса.
Лицом называется плоская поверхность. Именно на ней производятся основные операции.
В классическом типе наковальни обязательно есть отверстия. Одно из них квадратное – используется, как держатель инструмента, например, молота. Оно обычно располагается в конце устройства. Второе – круглое, фиксирует проволоку при ее завивке, располагается возле рога.










Наковальня должна гасить импульс от удара по лицевой части. В этих целях приспособление устанавливается на прочную деревянную или песочную подушку.
Важно, чтобы лицо располагалось строго горизонтально. Это позволит выполнять работу наиболее качественно. Многих интересует вопрос, как установить наковальню по высоте
Высота наковальни от пола правильная, если удар молота по наличнику приходится горизонтально
Многих интересует вопрос, как установить наковальню по высоте. Высота наковальни от пола правильная, если удар молота по наличнику приходится горизонтально
Кроме того важно, чтобы кузнецу не приходилось совершать дополнительных усилий на подгонку удара, нагибаться или поднимать инструмент слишком высоко
Ф
Феррит — составляющая структуры сплавов железоуглеродистого состава; твердый раствор легирующих элементов и углерода. Отличительные свойства: пластичность, небольшая твердость, мягкость и отличные магнитные свойства.
Филигрань — ажурный металлический фон. Элементы филигранного узора выполняются в виде плетения, веревочки, шнурка, глади.
Флюс – состав, специально предназначенный для предотвращения нагара и пережога металла в процессе кузнечной сварки.
Форма (формовальная плита) — подкладной инструмент, представляющий собой металлическую плиту с отверстиями различной формы и размеров на горизонтальной поверхности, а на боковых гранях ручьи разного сечения. С помощью формы выполняют протяжку заготовок, изготовление шляпок метизов и выбивание отверстий.
Фриз – горизонтальная декоративная полоска.
Функционализм – направление в американской и европейской архитектуре, получившее начало из конструктивизма начала ХХ в. Течение характеризуется стремлением к рациональным приемам, функциональности и максимальной утилитарности.
Фурма — см. Сопло
Опора для наковальни
Существует несколько вариантов выполнения крепкого основания.
1. Если опора стационарная, то берется большой массивный пень из твердых пород дерева и вкапывается в землю. Чтобы он дольше прослужил, нужно взять и оббить его металлическими обручами. Для того, чтобы наковальня крепко держалась на пне, и не свалилась на ногу кузнецу при первом же ударе, нужно приварить к нижней части рельса куски арматуры, согнутые под прямым углом, буквой Г. Получившиеся лапы ставят на пень и вбиваются в него, но не плотно.
2. Следующий вариант для опоры делают из металлической бочки, вкопанной в землю. Засыпается пень или металлическая сварная рамка песком, заполняя весь объем бочки. Это уличный вариант для основания наковальни. Высоту пня или металлической бочки кузнецы выставляютс учетом своего роста. В момент удара по заготовке, рука мастера должна находиться на уровне горизонтальной плоскости.
3. Если наковальня будет переносная, то для нее необходима сварная металлическая основа с ребрами жесткости, чтобы она могла выдерживать удары разной мощности. Можно ее облагородить и оббить деревянным ящиком с кармашками для разных клещей и молотков.
Опора для наковальни
Существует несколько вариантов выполнения крепкого основания.
1. Если опора стационарная, то берется большой массивный пень из твердых пород дерева и вкапывается в землю. Чтобы он дольше прослужил, нужно взять и оббить его металлическими обручами. Для того, чтобы наковальня крепко держалась на пне, и не свалилась на ногу кузнецу при первом же ударе, нужно приварить к нижней части рельса куски арматуры, согнутые под прямым углом, буквой Г. Получившиеся лапы ставят на пень и вбиваются в него, но не плотно.

2. Следующий вариант для опоры делают из металлической бочки, вкопанной в землю. Засыпается пень или металлическая сварная рамка песком, заполняя весь объем бочки. Это уличный вариант для основания наковальни. Высоту пня или металлической бочки кузнецы выставляютс учетом своего роста. В момент удара по заготовке, рука мастера должна находиться на уровне горизонтальной плоскости.
3. Если наковальня будет переносная, то для нее необходима сварная металлическая основа с ребрами жесткости, чтобы она могла выдерживать удары разной мощности. Можно ее облагородить и оббить деревянным ящиком с кармашками для разных клещей и молотков.
Пошаговая инструкция по изготовлению наковальни из рельса
Подготовьте рабочую площадку. Установите на стол кусок рельсы, разметьте его с помощью маркера и линейки следующим образом:
- Отмерьте 40% от общей длины рельсы, проведите линию;
- Отмерьте половину от ширины рельсы, сделайте отметку;
- Соедините линии и отметку таким образом, чтобы на площадке рельсы у вас образовался треугольник или так называемый «рог наковальни».
Если у вас остались вопросы по верной разметке заготовки, посмотрите фото и видео на нашем сайте.
Закрепите будущую кузнечную наковальню в металлических тисках. Включите болгарку, выполните резы рога согласно линиям разметки.
Важно! Работая с электроинструментом, будьте предельно внимательны. Металлические тиски должны быть надежно закреплены на поверхности стола
Рабочий стол не должен быть расшатан
Для защиты собственного здоровья, наденьте маску сварщика, защитные фартук и перчатки
Рабочий стол не должен быть расшатан. Для защиты собственного здоровья, наденьте маску сварщика, защитные фартук и перчатки.









Выполнив глубокие резы болгаркой, возьмите молоток. Он поможет вам ускорить процесс: отбейте с его помощью левый и правый края металлического треугольника. Будьте готовы к тому, что края будут неровными – ничего страшного в этом нет, их обработкой мы займемся позже.
Достаньте рельсу из тисков, переверните ее на бок так, чтобы отбитый треугольник «смотрел» на вас. Маркером обозначьте линии, ведущие от края рельса до внутреннего отверстия (ближнего к вам). Отбейте их молотком.
Отступив по сантиметру с каждого необработанного «заднего» конца, нарисуйте маркером линии. Ваша задача – обозначить «хвост» наковальни. Болгаркой выполняйте на металле резы, после чего кусочками отбивайте металл молотком. «Хвост» является функциональной частью инструмента. Но так как мы создаем домашнюю, а не профессиональную, наковальню, выполнять его или нет – только ваше желание.
Кузнечные наковальни: виды, конструкции, изготовление
Наковальня кузнеца. От правильного конструирования этого, на первый взгляд, весьма нехитрого предмета зависит производительность ковки и точность готовой поковки. Между тем вовсе не обязательно заказывать инструмент в специализированной мастерской: при наличии определённого комплекта рабочего инвентаря домашнего мастера его под силу изготовить и своими руками.
Кузнечная наковальня
Классификация наковален
Виды наковален и их формы различны. Они классифицируются:
- по весу: например, наковальня 10 кг может быть применена лишь при горячей ковке молотом с весом не более 1 кг (именно такое соотношение весов считается оптимальным);
- по наличию кузнечного рога: наковальня двурогая или однорогая. в простейших случаях используют и наковальню простой конфигурации, но многого на ней не сделать;
- по форме опорной части – с лапами и без них, на сплошном основании;
- по наличию отверстия и его форме – стальные наковальни с круглым и/или квадратным глухим отверстием;
- с хвостом или без него.
Столь сложная конструкция и форма оснастки обуславливаются разнообразием кузнечных операций, которые могут быть выполнены только с использованием наковальни.
Двурогая наковальня
Скачать ГОСТ 11398-75 «Инструмент кузнечный для ручных и молотовых работ. Наковальни двурогие».
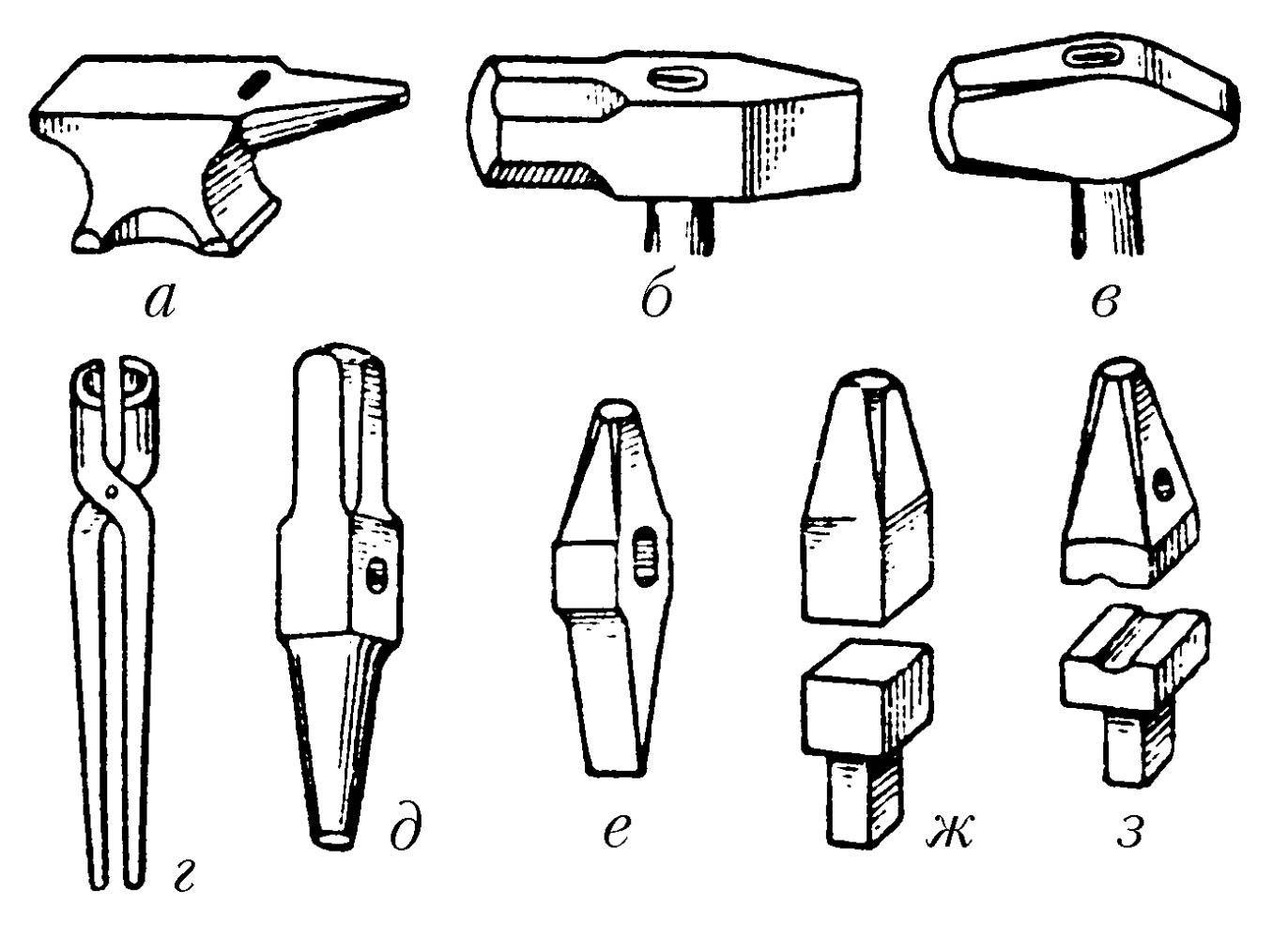
Традиционные составляющие кузнечной наковальни:
- рог, который представляет собой конусообразный отросток на одном или обоих её боковых торцах. Он может быть съёмным и несъёмным. В первом случае изготавливается несколько комплектов с разным диаметром основания, что даёт возможность производить на этом элементе своими руками такие кузнечных переходы как завивку, раскатку, гибку. Съёмный рог снабжается резьбовой частью (резьба должна быть самотормозящей), и ввинчивается в тело наковальни;
- хвост: выступ, квадратный в плане, размещаемый с противоположной от рога стороны. По размеру поперечного сечения и вылету примерно соответствует параметрам рога. При помощи хвоста выполняют гибку на угол 90°;
- отверстия, причём в классической наковальне их должно быть два: квадратное – для установки какого-либо подкладного штампа, и круглое – для фиксации противоположного конца проволоки во время её завивки.
В заводских условиях наковальни изготавливаются из стали 35Л, например, на АО Глазовский .
Однорогая наковальня
Упрощённая мини-наковальня может быть выполнена своими руками либо из широкого равнополочного швеллера ГОСТ 8240, либо из куска стального рельса, причём специалисты считают, что для этих целей подойдёт не железнодорожный, а крановый рельс КР120 или КР140.
Скачать ГОСТ 11397-75 «Инструмент кузнечный для ручных и молотовых работ. Наковальни однорогие».
Подготовительные работы
Выбор вида исходной заготовки для такого самодельного инструмента зависит от целей, ради которых он изготавливается. Для горячей ковки своими руками небольших поковок вполне подойдёт настольный вариант из швеллера, более массивные предметы можно отковывать только на наковальне из рельса.
Исходный стальной швеллер номером не ниже 36У или 40У обязательно должен иметь уклон внутренних граней полок. В этом случае допустимые напряжения изгиба выше, и полка не будет проседать под нагрузками. Размеры самодельной наковальни в этом случае будут следующими:
- для номера 36У: ширина 110 мм, высота 360 мм;
- для номера 40У: ширина 115 мм, высота 400 мм.
Длину заготовки принимают обычно по индивидуальным потребностям: обычно это не более 400 мм. Не рекомендуется принимать экономичный швеллерный профиль, поскольку его вес меньше, а момент сопротивления и жёсткость — ниже. В качестве материала обычно принимают сталь Ст.3сп, но лучше выбрать профиль из стали 17Г1С, прочность которой выше.
Долговечность изделия можно увеличить, если на её переднюю плоскость установить закалённую прошлифованную пластину из инструментальной стали типа 5ХНМ или 5ХГС. Толщина пластины должна быть не ниже 5…6 мм.
Аналогичные требования по материалу и размерам предъявляют к наковальне, изготовление которой намечено из рельса. Предварительно в заготовке стоит просверлить круглое глухое отверстие.
Виды и типы наковаленВиды наковален, произведенные M. & H. Armitage & Co.Виды наковален, произведенные M. & H. Armitage & Co.
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
Для холодной ковки используются пруты квадратного и круглого сечения
Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.









Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Выводы
Есть много предметов оборудования, которые кузнец никогда не может пропустить. Помимо кузницы, молотка, щипцов и других необходимых инструментов, наковальня просто необходима.
Большинство людей думают, что все наковальни одинаковые. Как бы это ни казалось правдой, эти устройства предназначены для разных целей и могут различаться по качеству. Кроме того, наковальни обладают широким набором функций, которые могут отличаться от одной марки к другой. Следовательно, вы должны знать, что делает наковальню лучше другой на рынке. Этот пост должен помочь вам принять осознанное решение, если вы хотите купить наковальню.





