

Резка лазером в среде инертного газа
Противоположность двух предыдущих технологий.
Окисление приходится очень кстати, когда идет работа с железом и низколегированными сталями — но с цветными металлами и высоколегированными сталями оно не в тему. Из‑за присутствия кислорода при резке нержавейка, алюминий и титан формируют на кромках негодные соединения, портящие свойства материала.
При этом решение «использовать не чистый кислород, а просто воздух» не помогает, потому что кислород в атмосферном воздухе всё равно есть. И резка пойдет не так быстро, но кромки всё равно будут испорчены — хоть и не так сильно. Качественной работой это не назовешь.
Поэтому при работе с «капризными» материалами используются инертные газы. В зону резки подается струя сжатого газа, который не вступает во вредную реакцию с материалом — но при этом так же выдувает из отверстия расплав и охлаждает края разреза.
- Для большинства «капризных» материалов — например, нержавейки и сплавов алюминия — используется азот. Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
- Но существуют и «особо капризные» материалы — например, титан. При резке титана даже азот будет вреден. Потому что нежелательными являются не только оксиды титана, но и его нитрид, то есть соединение с азотом. Нитрид титана бывает довольно красив — в частности, его используют в качестве позолоты для куполов и зубных протезов. Но его нежданное появление в деталях никуда не годится, потому что нитрид титана хрупок. Для резки титана используется аргон — истинно инертный газ.
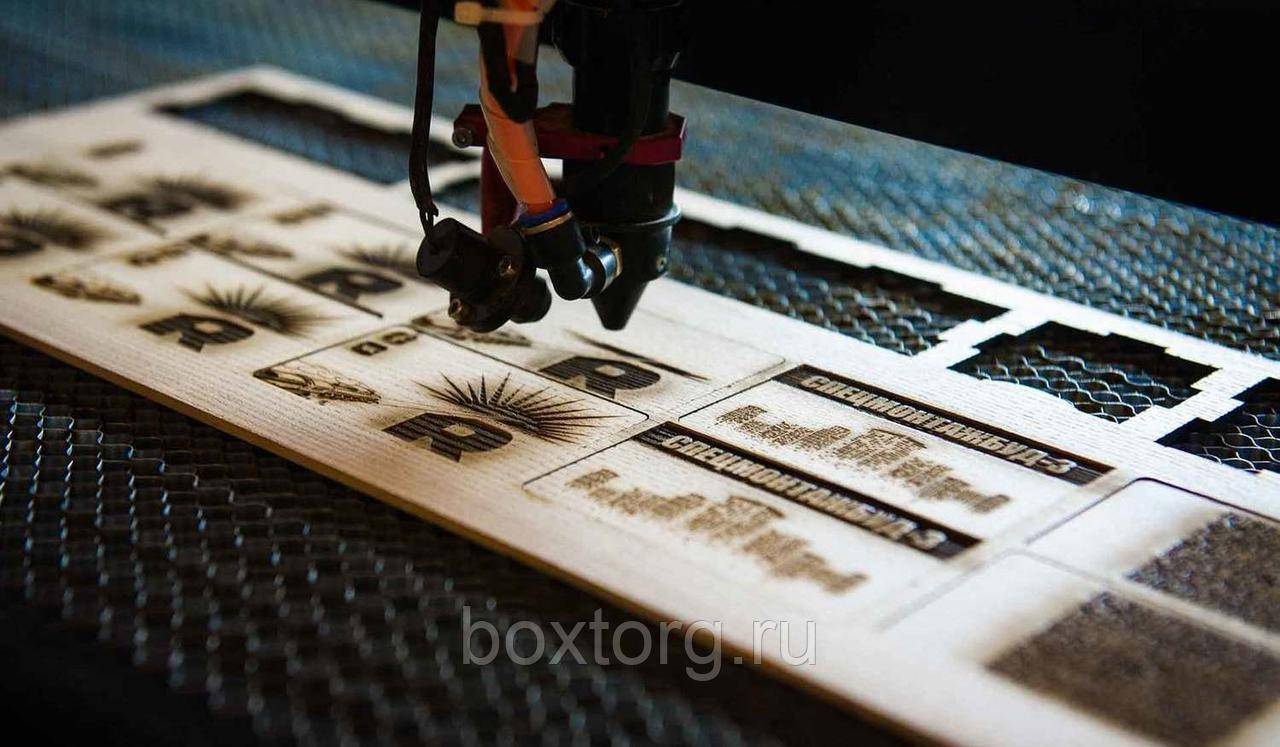
4. Производство обуви; резка, перфорация и гравировка кожи для изготовления одежды, галантерейных изделий и аксессуаров
Лазерные режущие станки нашли применение и в производстве обуви. С помощью оборудования Photonim можно осуществлять высокоточный раскрой деталей, а также декорировать изделия методом перфорации и гравировки для создания исключительно стильной продукции. Все виды обработки лазером применимы и к одежде из кожи: эту технологию можно использовать в производстве кожаных курток, юбок, брюк и платьев.
Помимо обуви и одежды лазерные перфорация и гравировка могут применяться для производства эксклюзивной галантереи и аксессуаров. Сумки, портфели, рюкзаки, косметички, очечники, кошельки, перчатки, ремни, заколки для волос, браслеты, украшения, всевозможные брелоки, чехлы для мобильных телефонов – вот не полный перечень продукции, которой можно придать особенный шик.
Лазерное оборудование Photonim позволяет обрабатывать натуральную кожу, замшу, лайку, дубленку, нубук, кожзаменитель. Могут использоваться материалы с гладкой, шероховатой и тисненой поверхностью – качество в любом случае будет безукоризненным. В целом, возможности обработки кожи аналогичны возможностям обработки тканей.
Лазерная резка по сравнению с ручной обработкой кожи имеет ряд неоспоримых преимуществ. Это высокая скорость, точность резки даже самых мелких деталей, резка по любым сложным контурам, аккуратный ровный край реза на коже любого типа, небольшой риск повреждения поверхности кожи, долговечность гравировки, возможность гравировки мельчайших деталей рисунка и текстов, идентичность изделий от партии к партии, минимальное количество отходов.
Спрос на оригинальные кожаные изделия с каждым годом растет, все больше потребителей стремятся обладать нестандартными дизайнерскими вещами, поэтому, безусловно, лазерное оборудование будет приобретаться все большим числом предприятий, работающих с кожей.
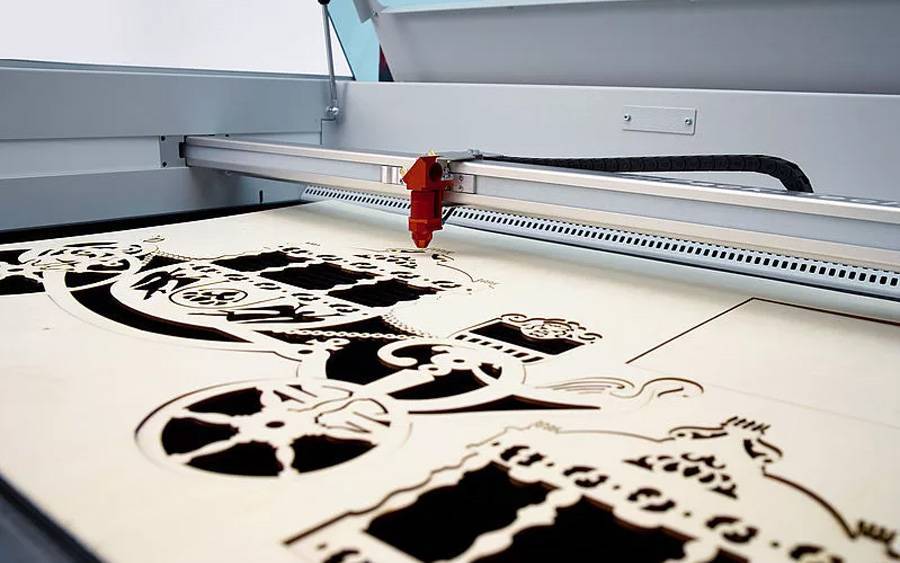
Преимущества лазерной резки и гравировки древесины
Плюсы
- экономное использование обрабатываемого материала
- низкая себестоимость конечных изделий
- высокая точность обработки с минимальной погрешностью до долей миллиметра
- большая точность повторяемости при крупных тиражах
- безопасность и защита от возгорания за счёт охлаждения
- идеально ровный край реза
- различные оттенки края реза и гравировки
- отсутствие при обработке деформаций, наплывов, брака, дефектов
Минусы
- вы ограничены шириной рабочего поля лазерного станка, если приобретаете мало- или среднеформатное оборудование
- если на вашем лазерном станке нет таких опций, как «подъемный стол», то вы не можете обрабатывать крупногабаритные и цилиндрические заготовки с поворотным устройством
- если у вашего лазерного станка нет сквозного стола, то вы не сможете обрабатывать длинные заготовки из дерева. Вам придется их предварительно нарезать в размер рабочего стола
Критерии подбора
Специальные агрегаты с ЧПУ универсальны и могут работать не только с древесиной, но и:
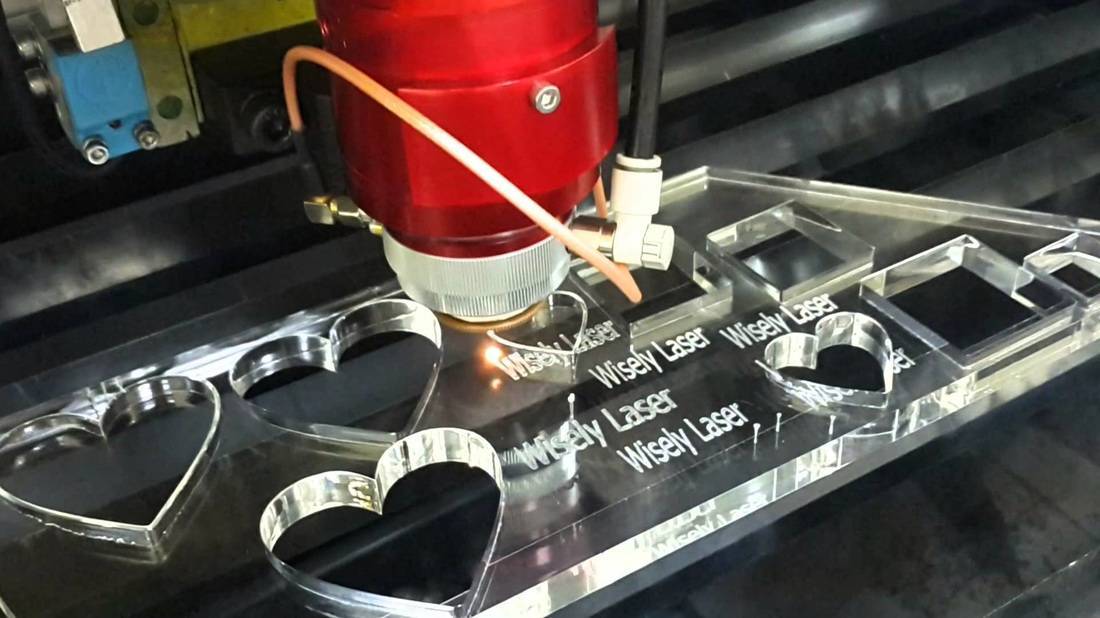
- оргстеклом;
- резиной;
- кожей;
- полистиролом;
- пластиком;
- керамикой.
Универсальному станку для лазерной резки фанеры под силу справиться с практически любым сырьем, за исключением металла. А благодаря ЧПУ, устройство может аккуратно и быстро прорезать даже усложненный узор.
В первую очередь определитесь с объемом будущих работ, какие по площади фанерные листы необходимы для раскроя. Для больших размеров подбирайте устройства с увеличенным рабочем полем, а с мелкой работой справятся настольные малогабаритные модификации.
Стоимость станка для лазерной резки фанеры будет зависеть от размера инструмента.
Но, если есть возможность предварительно разрезать большие фанерные листы на небольшие полотна (с помощью циркулярки или фрезера), то рассмотрите покупку средне- либо малоформатных устройств. Такие модели идеально подходят для работы в домашних условиях.
Учитывайте и размер (толщину) фанеры, используемой для работы. Станки с ЧПУ при раскрое толстых листов будут оставлять обугленные края реза. Если это портит общий рисунок, то для работы с массивными слоями древесины лучше присмотреть фрезерные инструменты. А лазерные использовать для гравировки.
Толщина фанерных листов влияет на выбор мощности излучателя-трубки СО2. Для удобства выбора ориентируйтесь на следующие показатели фанерного слоя:
- до 5-6 мм: 50-60 Вт;
- до 7-8 мм: 60-70 Вт;
- до 9-10 мм: 80-90 Вт.
Для обычного нанесения рисунка на фанеру (гравировка) можно брать устройства с трубкой в 50 Вт. Но если в планах стоит большой объем работы и открытие своего дела, то приобретайте станок с излучателем большей силы.





Рабочее поле
Станки для лазерной резки фанеры подразделяются и по видам рабочей поверхности:
- Настольные (рабочая зона до 60х40 см). Идеальны для обустройства домашней мастерской. Они не занимают много места, а хорошая производительность позволяет быстро выпускать большие партии изделий.
- Среднеформатные (зона работы до 1,6х1 м). Такие модификации самые распространенные и подходят, как для домашних мастерских, так и для крупных производств.
- Широкоформатные (рабочая зона до 2х3 м). Чаще применяются для мощных цехов, больших производств с поточным изготовлением изделий.
Мнение эксперта Торсунов Павел Максимович
Для обустройства домашней мастерский ориентируйтесь на параметры места, которое будет выделено под установку лазерного станка.
Для работы со среднестатистической фанерой с толщиной слоя до 3-4 мм не имеет смысл тратиться на крупноформатные столы. Для таких целей достаточно приобрести настольные или среднеформатные варианты.
Рабочий стол
При выборе модели лазерного станка учитывайте и глубину опускания рабочего стола. Есть модификации с возможность опускания-подъема рабочей поверхности, а есть модели с фиксированной установкой стола.
От глубины опускания рабочего стола будет зависеть допустимая толщина обрабатываемого материала.
Если устройство предназначено для гравировки или работы со стандартной тонкой фанерой (для изготовления магнитов или несложных сувениров), нет смысла тратиться на усовершенствованную модель. Но, если гравировка будет осуществляться на крупногабаритных изделиях или планируются работы с толстыми материалами, то возможность поднятия стола становится ключевым моментом при выборе.
Стол с возможностью регулировки бывает двух видов:
- Автоматизированный. Такую модель лучше брать для работы с материалами различной толщины. Автоматическое поднятие-опускание осуществляется с помощью ремней. Недостаток такого варианта заключается в необходимости постоянно регулировать ремни, так как они при эксплуатации растягиваются.
- Ручной (цепной привод). Лучше выбирать такой вариант (без наличия ремней) для средне- или широкоформатного устройства. Модель с цепным приводом опускания минимизирует перекос стола, что обеспечивает итоговую работу лучшего качества.
Какой вид регулировки рабочего стола у Вашего станка для лазерной резки фанеры?
АвтоматизированныйРучной
При выборе станка для лазерной резки фанеры обращайте внимание и на материал, из которого изготовлен рабочий стол:
| Вид стола | Достоинства | Пояснения |
| Ламелевый | удобно чистить и вытаскивать | не подходят для работы с тонкими и специфическими материалами (картон, ткань, бумага) |
| Сотовый | идеален для обработки тонких материалов, сотовая основа не дает им провисать | очень плотное покрытие, что обеспечивает хорошую укладку материала для работы |
| Конвейерный | используются для работы с рулонными материалами (в том числе ткани, кожа, кожзам) | обеспечивает непрерывную и стабильную подачу материала и облегчает работу |
Резка различных материалов
Для разрезания металлов в основном требуется мощность лазера от 450–500 Вт и выше, для цветных металлов – от 1кВт и выше.
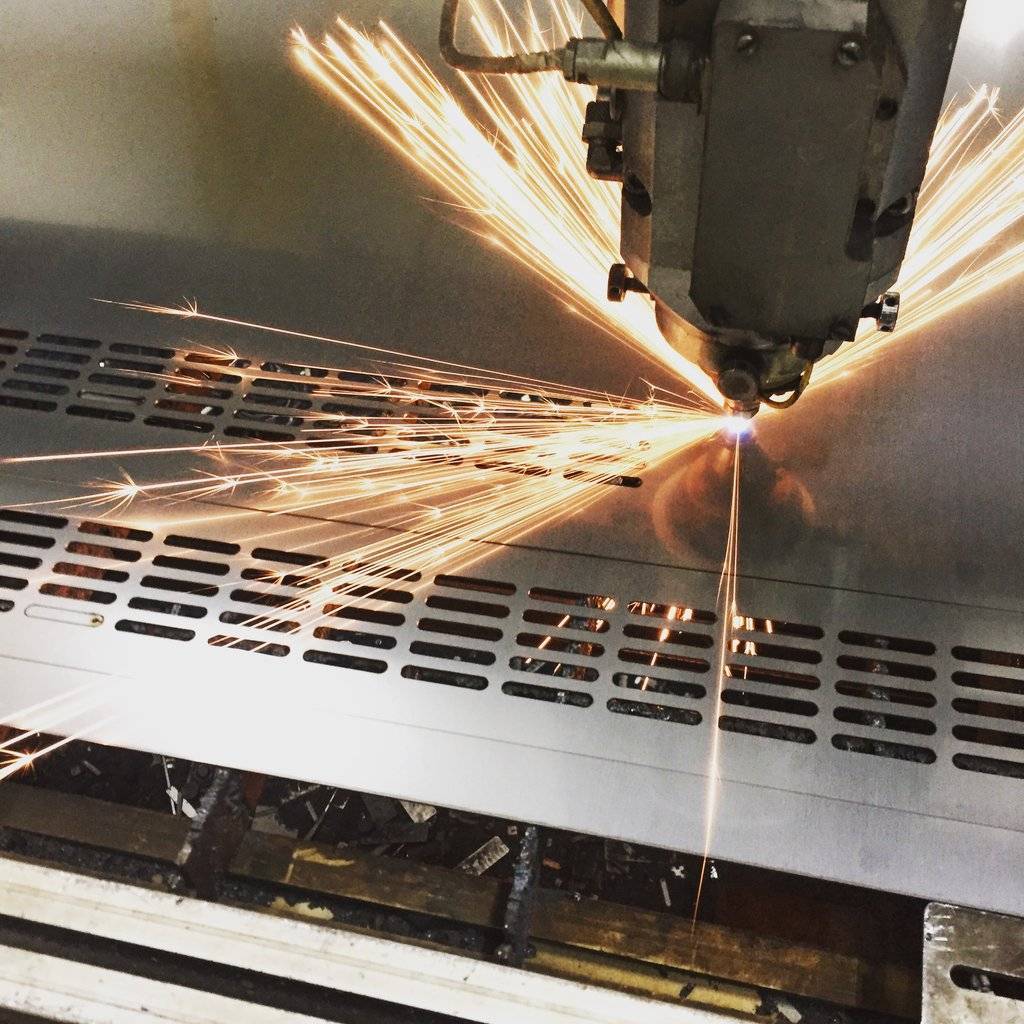
Резку углеродистых сталей чаще всего выполняют с применением кислорода в качестве вспомогательного газа. В результате взаимодействия кислорода с нагретым лучом металлом протекает экзотермическая реакция окисления железа обычно с выделением в 3–5 больше тепла, чем от самого лазерного излучения. Качество торцевой поверхности реза – высокое. На нижней кромке реза характерно образование незначительного грата.
Наибольшую проблему представляет возможность перехода процесса резки, выполняемого на очень малых скоростях (как правило, менее 0,5 м/мин), в неуправляемый автогенный режим, при котором металл начинает разогреваться до температуры горения за пределами воздействия луча, что приводит к повышению ширины реза и увеличению его шероховатости.
В ряде случаев, например, при вырезке деталей с острыми углами и отверстиями малого диаметра, вместо кислорода предпочтительно использование инертного газа при высоком давлении.
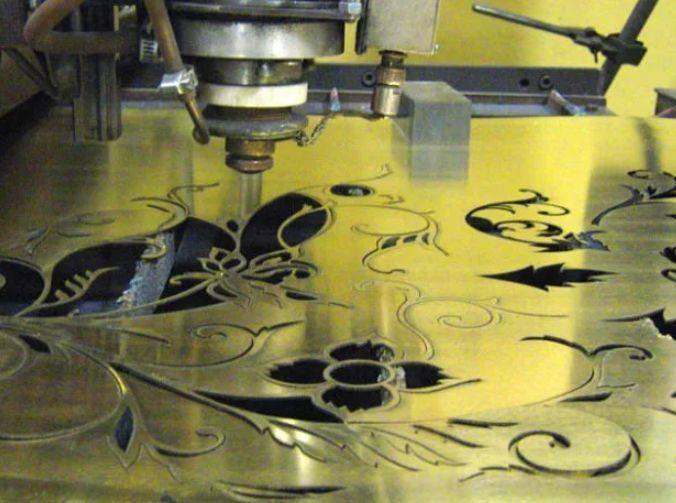
Лазерная резка нержавеющей стали, в особенности больших толщин, затруднена процессом зашлаковывания реза из-за присутствия в металле легирующих элементов, влияющих на температуру плавления металла и его оксидов. Так, возможно образование тугоплавких оксидов, препятствующих подводу лазерного излучения к обрабатываемому материалу. Усложняет процесс резки и низкая жидкотекучесть раплавленных оксидов, например, свойственная для нержавеющих хромоникелевых и высокохромистых сталей.







Для получения качественного реза используется азот высокой чистоты, подаваемый при повышенном давлении (обычно до 20 атм). При резке нержавеющей стали большой толщины требуется заглубление фокального пятна луча в разрезаемый металл. Как следствие, повышается диаметр входного отверстия и возрастает подача газа внутрь металла в зону расплава.
Для лазерной резки алюминия и его сплавов, меди и латуни требуется излучение более высокой мощности, что обусловлено следующими факторами:
- низкой поглощательной способностью этих металлов по отношению к лазерному излучению, особенно с длиной волны 10,6 мкм углекислотного лазера, в связи с чем твердотельные лазеры более предпочтительны;
- высокой теплопроводностью этих материалов.
Обработка малых толщин может выполняться в импульсном режиме работы лазера, что позволяет уменьшить зону термического воздействия, а больших толщин – в микроплазменном режиме. Плазмообразующими являются пары легко ионизируемых металлов – магния, цинка и др. Под действием лазерного луча в области реза образуется плазма, нагревающая металл до температуры плавления и плавящая его.
При разрезании алюминия применяется вспомогательный газ с давлением более 10 атм. Структура торцевой поверхности реза – пористая с легко удаляемым гратом на нижней кромке реза. С повышением толщины металла качество торцевой поверхности реза ухудшается.
При резке латуни торцевая поверхность реза обладает пористой шероховатой структурой с легко удаляемым гратом в нижней части реза. С возрастанием толщины металла качество торцевой поверхности реза ухудшается.
Таблица. Характерные толщины разрезаемых листов при мощности лазера P = 5 кВт
| Наименование | Толщина (мм) |
| Углеродистые и легированные стали | до 40 |
| Нержавеющая сталь | 25 |
| Медь | 5 |
| Латунь | 12 |
| Сплавы алюминия | 12 |
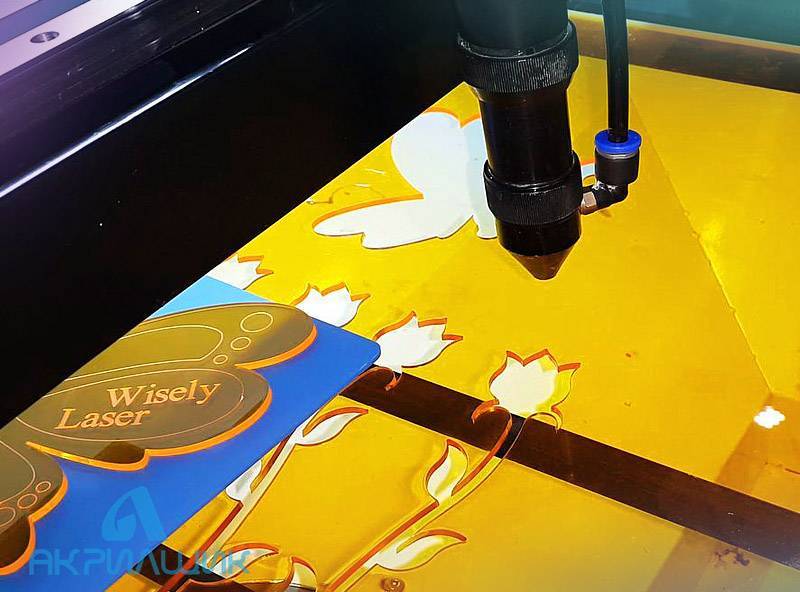
С помощью углекислотных лазеров возможна обработка различных неметаллов – фанеры, дерева, ДВП, ДСП, пластика, оргстекла, полиэфирного и акрилового стекла, ламината, линолеума, резины, ткани, кожи, асбеста, картона и других.
При разрезании поролона следует соблюдать повышенные меры пожаробезопасности, поскольку он может загореться. По причине загорания невозможна или очень затруднена резка толстого пенокартона (при толщине более 10 мм).
Невозможен или крайне сложен раскрой лазером таких материалов как текстолит, стеклотекстолит, гетинакс, сотовый полипропилен, поликарбонат, сотовый поликарбонат. Затруднено разрезание материалов, склонных к растрескиванию, например, керамики или стекла.
Таблица. Характерные толщины разрезаемых листов при мощности лазера P = 1,5 кВт
| Наименование | Толщина (мм) | Скорость резки (м/мин) |
| Пластмасса | 25 | 2 |
| Фанера | 10 | 3–4,5 |
| Высушенная сосна | 20 | 2 |
| ДСП | 20 | 1,5 |
| ДВП | 5 | 6 |
| Стекло | 1–8 | 5–0,5 |
| Асбест, металлоасбест, паронит | 4 | 1,5 |
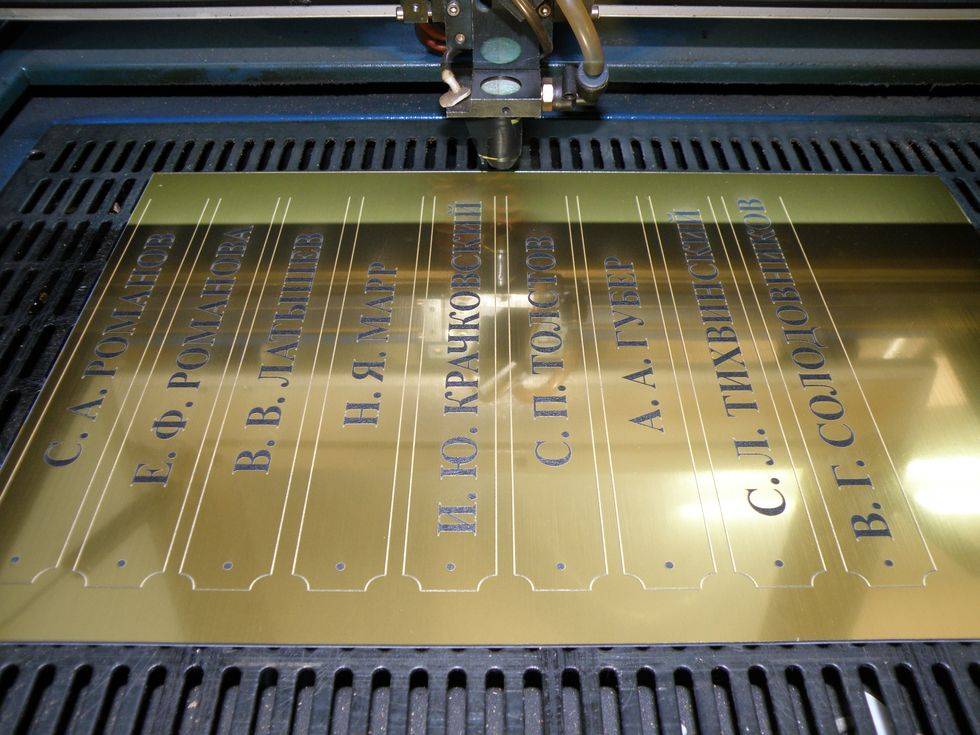
Устройство гравировальных аппаратов
Лазерные граверы относятся к разряду высокотехнологичного оборудования. Помимо лазерной технологии их работу обеспечивают оптические устройства, управляющие программы и автоматизация контроля выполняемых действий. Общими для всех лазерных гравировальных устройств являются следующие конструктивные элементы.
- Обеспечение точного позиционирования лазерного луча относительно обрабатываемого предмета гарантирует координатный стол. Он представляет собой станину, на которой установлены направляющие. От качества выполнения этого узла зависит точность и ровное перемещение подвижных элементов гравера.
- Привод станка включает в себя микрошаговые двигатели или сервоприводы, которые обеспечивают движение подвижных частей. Особенность их в том, что в зависимости от характера действующего сигнала, они могут изменять скорость движения, направление вращения, количество оборотов. Усилие от двигателей передается к движущимся по направляющим механизмам с помощью ременных передач или шарико-винтовой пары.
- Рабочий стол выполняет роль базировочного приспособления для гравируемых предметов. Большинство из них выполняются подъемными (вручную или автоматизированные) с целью достижения лучшего технологического положения между деталью и лазерной головкой. В зависимости от формы и свойств материалов обрабатываемых предметов столы имеют особенности конструкции (алюминиевые ламели, сотовые элементы, в виде тонких заостренных стержней и другие).
- Оптическая система обеспечивает нужное направление и фокусировку луча. С помощью системы зеркал из специального материала, препятствующему рассеиванию, луч доставляется к фокусирующей линзе. Она сжимает всю энергию луча в диаметр размером несколько десятков миллиметра.
- Собственно сам излучатель, состоящий, например, у газового лазера из лампы и блока накачки. Лазерная лампа – это три полости, находящиеся в стеклянном, металлическом или керамическом корпусах. Внутренняя и внешняя полости заполнены углекислым газом или его смесью с азотом и инертным газом. Средняя полость используется для охлаждения водой или другой специальной жидкостью. К электродам, находящимся внутри внутренней полости с газом, подается высокое напряжение, позволяющей трубке сгенерировать лазерное излучение.
- Установить напряжение и силу тока, необходимую для формирования лазерного луча, помогает блок накачки.
- Место гравировки должно очищаться от продуктов (следов) горения. Они не должны оседать на поверхности линзы. Такую функцию выполняет воздушный компрессор, являющийся неотъемлемой частью лазерного гравера.
Лазерный станок для гравировки и маркировки МиниМаркер 2-20А4.
- Некоторые материалы при гравировке образуют большое количество дыма. Для его устранения аппарат комплектуется вытяжным вентилятором с гофрированными рукавами.
- Во время работы гравера происходит нагрев лампы. От перегрева она может быстро выйти из строя. Емкость с дистиллированной водой с погруженной в нее водяной помпой неотъемлемый атрибут лазерного гравера.
- Система управления станком представляет электронный блок, который подает команды на двигатели приводов, лазерный излучатель, системы воздушной очистки и охлаждения и другие. Команды формируются программным обеспечением, разработанным для выполнения конкретного вида гравировальных работ.
- Для нанесения гравировки на поверхностях вращения станок опционально комплектуется специальным поворотным приспособлением, подобным имеющемся на токарном станке. Оно состоит из цилиндрического зажимного устройства и упора – центратора, перемещающегося на салазках гравировального станка.
Принцип действия лазерного станка
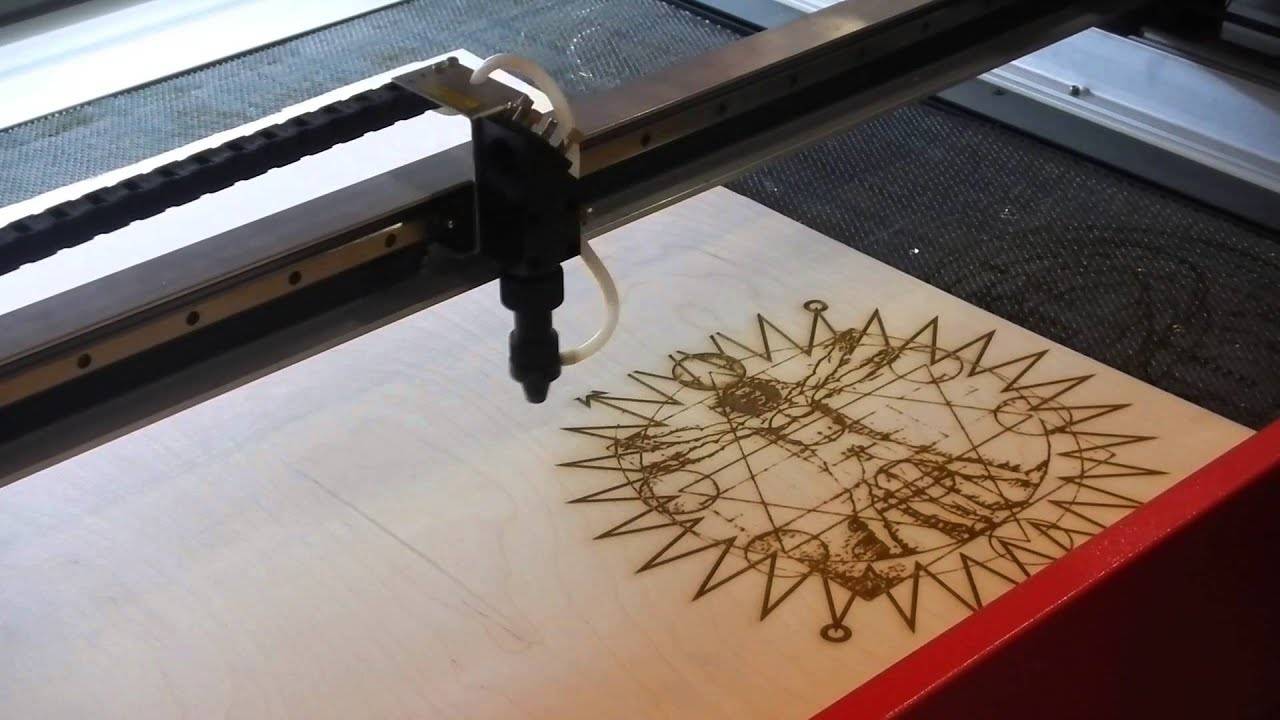
Для того, чтобы иметь представление о принципе действия лазерного станка, надо представить работу фрезерного станка, где режущий инструмент- фреза вращается с огромной скоростью. Для образования необходимого рельефа фреза своими зубцами срезает слои материала. При этом остаются стружки.
Лазерный станок работает по-другому. Луч лазера действует высокой температурой на материал, как бы расплавляет его, при этом создает узор или рисунок. Процедура проходит без образования стружки.

С помощью лазерного станка можно производить резку таких материалов:
- дерева и фанеры;
- оргстекла и пластика;
- МДФ и ДСП.
Лазерные станки отличаются функциональностью, надежностью, производительностью, быстротой и точностью работы.
Как изготовить станок для лазерной резки своими руками
Создать своими руками станок для резки металла лазерным лучом можно только твердотельный, так как для него просто подобрать комплектующие, цены на них невысокие. Основными элементами для сборки являются сам лазер и система управления его работой.






Приобрести лазер можно в специализированных магазинах или снять с готовых изделий (лазерной указки, привода лазерных дисков). Для создания управляющей схемы потребуются следующие компоненты:
- конденсаторы 100 пФ, 100 мкФ;
- резисторы номиналом от 2 до 5 Ом;
- плата для пайки;
- фокусирующая оптика;
- цилиндрический металлический корпус, подходит от светодиодного фонарика;
- мультиметр.
Также нужно заранее подготовить дополнительные для сборки компоненты:
- корпус для радиоэлементов и лазера;
- шаговые двигатели, платы управления ими;
- регулятор напряжения излучателя;
- резиновые ремни зубчатые, металлические шкивы под них;
- крепёжные элементы;
- выключатели кольцевого типа;
- USB-контроллер для цифрового управления;
- систему охлаждения;
- металлические трубки (направляющие) и доски (для корпуса).
Пошаговый процесс изготовления:
- Разбирается корпус устройства-донора, из него демонтируется лазерная головка.
- Изготавливается прямоугольный каркас из деревянных планок.
- Внутри корпуса монтируются поперечные направляющие, а на них продольные, к которым крепится станина.
- Подсоединяются к перемещаемой планке шкивы, устанавливаются двигатели, одеваются ремни.
- На перемещаемую станину закрепляется лазерная головка.
- Монтируется система охлаждения.
- К лазеру подключается плата управления.
- Выводится проводка от управляющей платы на переднюю панель корпуса, подключаются системы контроля и управления.
- Подключается USB-контроллер, на ПК согласуется с программным обеспечением, выполняются настройки.
- Проверяется работа оборудования в основных режимах.
Плата для пайки





