

Достоинства резки на станках ленточного типа
Независимо от способов резки и применяемого оборудования, производителям приходится оставлять большие припуски на следующую обработку заготовок. Это связано с отсутствием возможности обеспечить высокую точность подготовительных операций. В результате происходит усложнение и удорожание процесса механической обработки.
Сегодня металлические заготовки режут разными путями:
- с помощью фрезов (дисковых плит), которые фиксируются на круглопильном оборудовании;
- с помощью фрезов или специальных резцов, установленных на отрезных приборах;
- с помощью ножовочных механических приборов;
- с помощью абразивного отрезного инструмента;
- при использовании режущего ленточного полотна, которое установлено на станок;
Проведение резки металлических заготовок характеризуется многими достоинствами. Среди них:
- максимальная производительность работы;
- возможность выполнять резку с повышенной точностью;
- возможность получать более точные срезы;
- незначительный расход металла, обусловленный небольшой шириной пропила;
- возможность изменять угол пропила;
- универсальность;
- возможность выполнять резку заготовок, собранных в пакеты;
Если вы намерены приобрести ленточный станок для своей мастерской, обратите внимание на ряд обязательных характеристик. Среди них — глубина и ширина пропила
Такой показатель варьируется в пределах 80−360 мм и 230−610 мм соответственно. Также учтите регулировку скоростей, что необходимо для точной установки рабочих режимов. В свою очередь, наклон стола позволяет производить точный раскрой под определенным углом. Скорость движения полотна и мощность устройства — тоже важные показатели.
Чтобы не допустить ошибок в выборе подходящего станка, тщательно взвесьте все тонкости, а также посоветуйтесь со специалистом. В таком случае ваша покупка будет максимально успешной.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.
Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.









Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.
Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.
Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
Разводка зубьев
Разводкой называется поочередное загибание зубцов: один вправо, следующий — по центру, третий — влево и так далее. Чем сильнее их наклон, тем выше требуемая мощность двигателя, шире пропил и меньше трение между пилой и материалом, а значит, отсутствие перегрева станка.
Правильное разведение продлевает срок службы пилы, дает ровный распил, снижает вибрацию и шум полотна. Полотно для ленточной пилы по металлу нужно затачивать каждый раз после окончания работы или по мере их затупления. Чем тупее пила, тем ниже качество работы и выше требуемая мощность мотора. Полотна с зубьями затачивают с помощью специальных станков с абразивными дисками.
Ситуации, в которых необходимо произвести разводку:
- Переход на летний или зимний период. Зимой уклон наклона зубьев должен доходить до 90 градусов, летом такой сильный уклон нежелательно использовать.
- При повреждении зубьев.
- Для пиления определенного металла.
В работе с твердым металлом, таким как сталь, подбирают полотна с крупными зубьями. Мягкий металл, например, алюминий, обрабатывают лентой с мелким зубом, иначе крупные ее края сделают неровными. Шаг зубьев бывает переменным и ритмичным, первый подходит для разделки толстых труб, а второй для тонких работ.
Ленточнопильные станки отечественного производства
Россия производит качественное оборудование для резки металла. Среди огромного разнообразия можно выделить несколько действительно качественных и надежных моделей.
Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Ленточнопильный станок СР3-200-01 разрабатывался для резки металла любой толщины. Устройство производит равномерные разрезы под углом 90 и 45 градусов. Внутри станины находится СОЖ и электроящик. Сверху станины стоит большой поворачивающийся стол с мобильными тисками. Ножки станка оборудованы колесиками, что позволяет перевозить его с места на место. Стоит отметить, что колесики не нарушают устойчивость модели – станок надежно фиксируется на установочных винтах.
СР3-200-01
Модель СР3-200-01 оснащена асинхронным электродвигателем, который подключается к преобразователю. Это означает, что оператор может контролировать скорость движения пилы в диапазоне 12–100 м/мин.

Маятниковый ленточнопильный станок СРЗ 200-01-П
Технология позволяет подбирать нужную скорость для обработки разных типов металла, которыми так богата Россия. Срок службы полотна составляет 160 рабочих часов. Необходимо заметить, что соблюдение правил эксплуатации способствует увеличению срока службы полотна.
Аллигатор-280
Полуавтоматический ленточнопильный станок Аллигатор-280 Россия разрабатывала вместе с Италией. В результате получилась модель с отличными техническими характеристиками, эффективно обрабатывающая цветные и легкие сплавы металла. Аллигатор-280 отличается высокой производительностью и точностью среза.

Ленточнопильный станлк Аллигатор-280
Главным достоинством модели считается ее высокая экономичность одноразового пользования. Вертикальный станок потребляет мало энергии, легко устанавливается и не производит много шума во время работы.
СР3-200-04.400
Колонный ленточнопильный станок СР3-200-04.400. Вертикальный аппарат предназначен для обработки любого типа металла. Станок эффективно работает под углом 90 градусов, распиливая заготовки на равномерные куски любой длины с ровными срезами. Регулировка частоты вращательных движений позволяет обрабатывать все типы материалов – от черного железа до высокопрочной стали.

Ленточнопильный станок СР3-200-04
Аппарат оснащен модифицированной системой контролирования скорости движения ленты. Благодаря особой конструкции режущую часть можно замедлить до 16 м/мин или ускорить до 120 м/мин. Автоматическая система преобразователя частоты бережет устройство от резких остановок, обеспечивая плавность резки даже в экстремальных условиях эксплуатации.
СР3-200-02
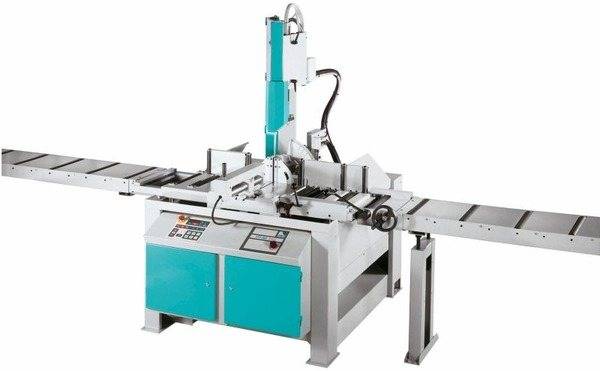
Вертикальный ленточнопильный станок СР3-200-02 предназначен для отделки листового, профильного и прямоугольного материала. Высокая точность среза и отличная производительность достигаются за счет плавного регулирования вращательных движений пилы. Вертикальный станок сконструирован так, что ведомое колесо может менять силу натяжения полотна и угол наклона, это позволяет еще более эффективно обрабатывать заготовки.
Ленточнопильный станок
Устройство оснащено специальным индикатором напряжения с гибкими настройками. Индикатор контролирует натяжение ленточной пилы, предотвращая разрывы полотна. Дополнительную крепость и надежность режущей части придают шарикоподшипниковые направляющие, расположенные на эксцентричных осях.
Стоит отметить, что главной задачей роликовых направляющих является не защита режущего полотна, а его корректировка. Подшипники, расположенные в пильной части, позволяют отрегулировать ленту в пределах 0,000-0,001 мм.










Изготовление станка
Стоимость оборудования всегда очень высокая. Поэтому многие мастера выполняют ленточные станки самостоятельно. Данный процесс не сложный, единственное, для этого нужно иметь навыки работы с металлом.
Чертеж самодельного станка
На чертеже выше изображен станок, состоящий из следующих элементов:
| Номер детали | Название |
| 1 | Нижний шкив |
| 2 | Рама рабочего стола |
| 3 | Пильная лента |
| 4 | Ремень привода типа А710 |
| 5 | Демпфер |
| 6 | Направляющая |
| 7 | Штанга |
| 8 | Верхний шкив |
| 9 | Столешница |
| 10 | Электродвигатель типа АОЛ-22-2 |
| 11 | Шкивы привода |
| 12 | Уголок крепления штанги |
| 13 | Гайка фиксации оси верхнего привода |
| 14 | Верхняя опора |
| 15 | Регулирующий винт |
| 16 | Ползун |
Ниже рассмотрим, как сделать ленточный станок по дереву своими руками:
- В первую очередь нужно сделать эскизы изделия и основных его узлов. Можно воспользоваться приведенной выше схемой, единственное, нужно указать размеры стола, в зависимости от индивидуальных потребностей.
- Затем из профильной трубы надо сварить раму рабочего стола согласно чертежу. Стандартные размеры стола составляют 420×720 мм.
- Далее вырезается столешница из фанеры толщиной в 20 мм, и оклеивается текстолитом.
- После этого к столу нужно прикрепить несущую штангу, которую можно сделать из швеллера №8 длиной 680 мм. Чтобы прикрепить штангу к столешнице следует приварить поперечный профиль и уголок, к которому будет фиксироваться штанга.
Чертеж штанги
Следующим шагом является изготовление верхнего и нижнего шкива. Эти детали можно вырезать из фанеры толщиной 20 мм и оклеить их рабочую поверхность листовой резиной при помощи полиуретанового клея.
Древесину нужно пропитать эпоксидной смолой и отшлифовать. Рабочая же поверхность должна иметь бочкообразную форму, что позволит ей удерживать пильную ленту.
Кроме того, при помощи эпоксидной смолы нужно вклеить дюралюминиевую втулку. В последней предварительно надо выточить гнездо для подшипника 60203.
Верхний шкив привода пильной ленты
- Нижний шкив следует надеть на стальную ось 30ХГСА и зафиксировать тремя шурупами.
- Затем ось необходимо вставить в буксу с двумя шарикоподшипниками 60203. Букса при этом фиксируется в нижней части штанги.
- Ко второму концу оси следует прикрепить шкив ременного привода. Фиксация осуществляется при помощи дистанционной втулки.
- С внутренней стороны стола крепится двигатель, на котором должен быть закреплен ведущий шкив. Оба шкива должны располагаться в одной вертикальной плоскости и соединяться ремнем.
- Далее к верхней части штанги крепится опора, в которой устанавливается регулирующий винт.
- Затем верхний шкив устанавливается на ось с ползуном.Собранный узел крепится к штанге, а также фиксируется регулирующим финтом. В итоге два шкива пильной ленты должны располагаться в одной вертикальной плоскости.
- В месте прохода полотна через столешницу устанавливается демпфер, который следует выполнить из текстолита согласно схеме. Демпфер снизит вибрацию полотна.
Схема демпфера
- Далее надо сделать кожух из листовой стали, который скроет пилу. Закрепить кожух можно на штанге и столешнице.
- В завершение работы следует установить на раме выключатель с отходящим от него проводом и вилкой. От выключателя проводка подводится к электродвигателю.
Готовый ленточнопильный станок
На этом ленточнопильный вертикальный станок по дереву готов. Теперь нужно установить пилу и можно выполнить пробный запуск. Если все действия были сделаны верно, то агрегат должен исправно работать.
Заточка пилы
Естественно, любая техника нуждается в периодическом ремонте и осмотре. Например, заточка ленточных пил своими руками производится достаточно просто. Главное, знать ее технологию. Для работы используется специальный станок. Вся работа состоит из нескольких этапов:

1. Первоначальная заточка (устраняет появившиеся трещины, восстанавливает симметрию и профиль зубьев).
2. Очистка полотна от опилок и пыли.
3. Разводка (для восстановления заднего и переднего углов).
4. Финальная заточка. Она устраняет все искажения и придает остроту зубцам.
Если у вас нет опыта заточки пил, то все действия следует делать максимально осторожно. От этой процедуры зависит качество работы устройства. Если же вы не уверены в своих силах, то пригласите опытного специалиста
Если же вы не уверены в своих силах, то пригласите опытного специалиста.
Регулировка установленной пилы

Пила ленточная
Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.
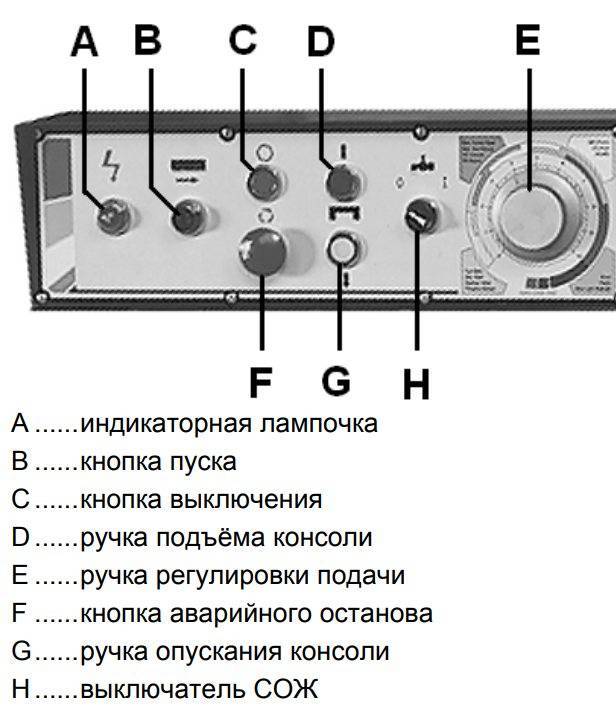
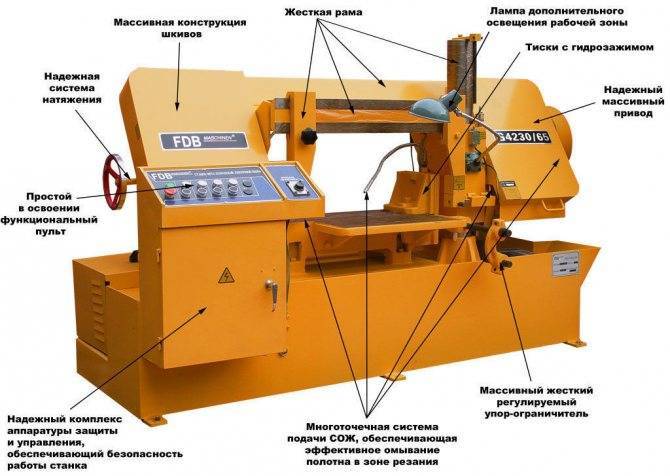
Условные обозначения

Описание станка
Шаг 1
. Откройте смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2
. Поворачивайте маховик натяжения и контролируйте положение шкалы.
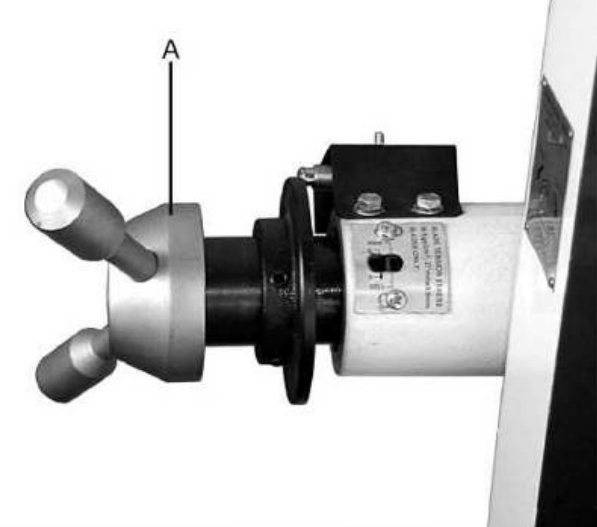
Ручка натяжения полотна (А)
После того как указатель сместится в зеленую зону, натяжение следует прекратить. Величина натяжения примерно 300 Н/мм, при недостаточном натяжении срез косой, а при избыточном полотно может разорваться.
Шаг 3
. Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.






Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направляющие во время замены полотна они могут сбиться. Делается это в несколько шагов.
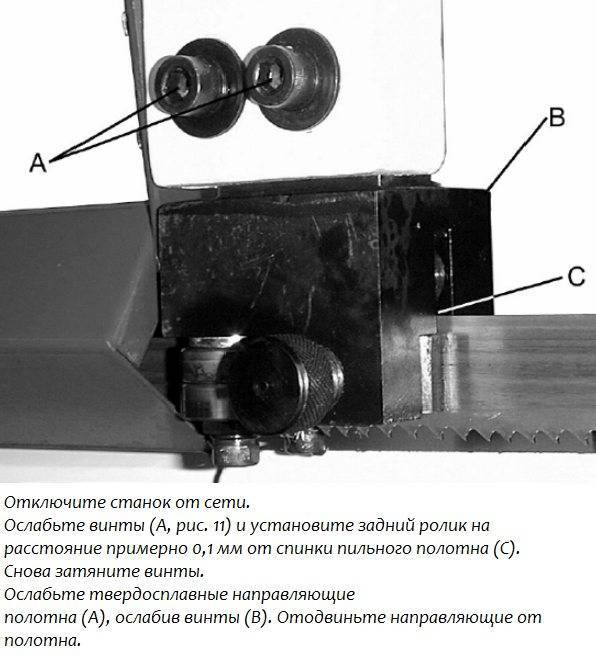
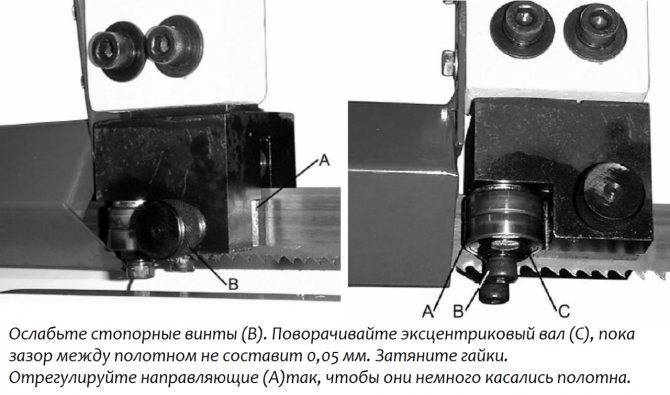
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлическим щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
Регулировка роликовых направляющих
Регулировка роликовых направляющих (продолжение)
Если и это не помогло, то надо отрегулировать ход полотна.
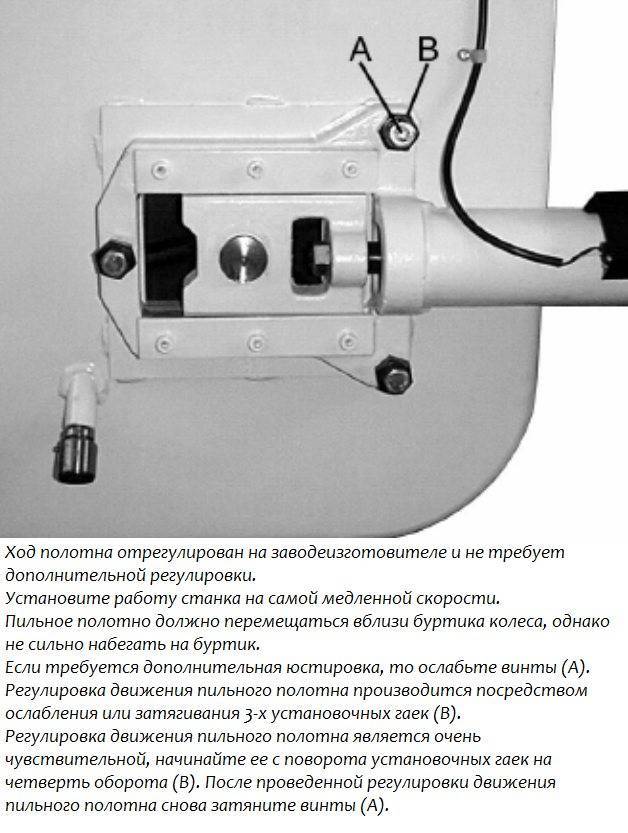
Станок надо переключить на минимальную скорость движения полотна. Если полотно не перемещается вблизи буртика шкива, то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Регулировка хода полотна
Как выбрать
При выборе ленточнопильных станков по дереву необходимо учитывать следующие критерии:
- Металл режущей части. Для резки древесины необходимо, чтобы ленточная пила была изготовлена из твердосплавных материалов. При тяжелом режиме пиления рекомендуется приобретать устройства, режущая часть которых изготовлена из биметаллических материалов.
- Мощность электродвигателя. Для резки деревянных изделий в бытовых условиях можно использовать станки, оборудованные приводом с низкой мощностью. Для крупного производства требуются агрегаты, оснащенные электродвигателем с высокой мощностью и механизмами регулировки скоростей.
- Тип управления. При резке легких металлов на небольших производствах рекомендуется применять ручные станки с настольной модификацией. На крупных предприятиях чаще всего используются автоматические приборы.
- Система охлаждения. Она позволяет снизить температуру станки при его нагреве в процессе пиления. Для охлаждения используются водные эмульсии.
- Наличие функции, позволяющее автоматически остановить работу станка после сквозного распила.
- Жесткость деталей. Этот показатель определяет устойчивость станка к вибрациям. Чем жестче детали, тем точнее рез.
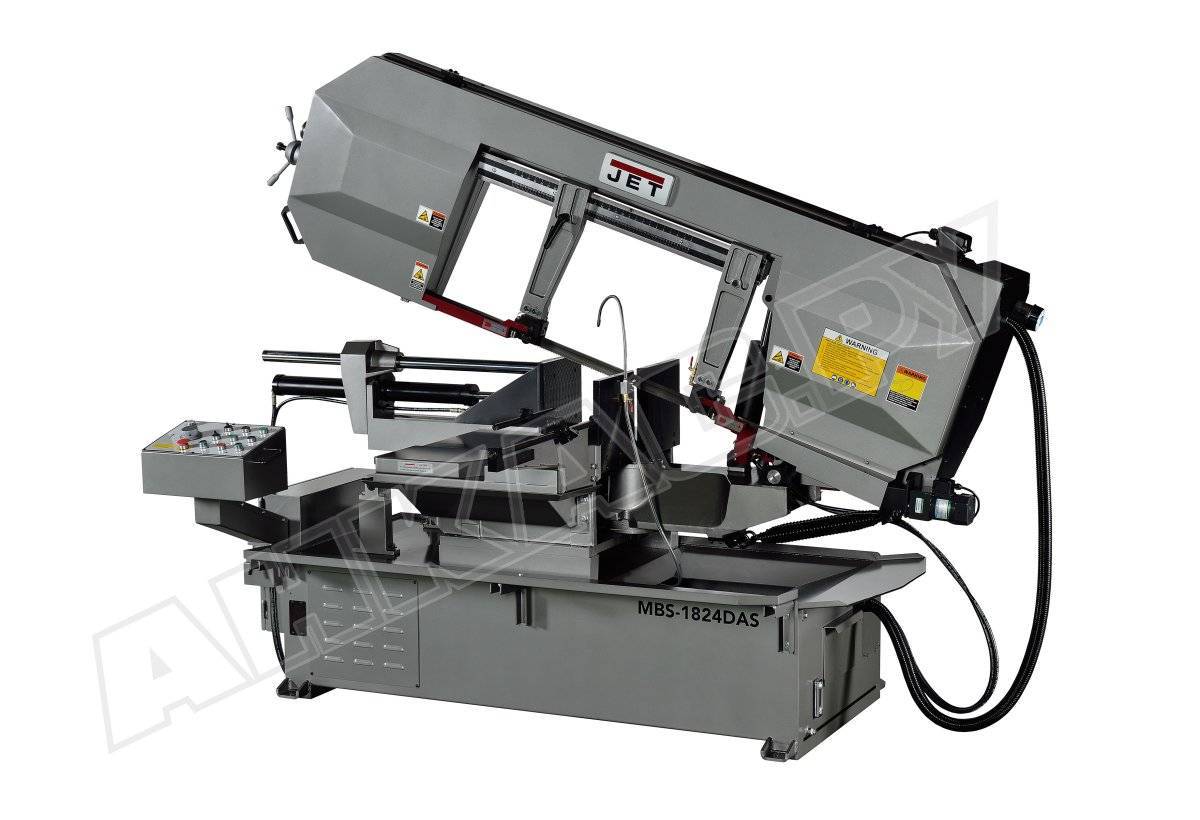
Также при выборе ленточнопильных станков необходимо учитывать его марку. Производителя при изготовлении распиловочных агрегатов используют различные технологии и материалы. Наибольшей популярностью пользуются ленточные пилы от компаний Metabo, Jet и Makita. Деревообрабатывающие приборы от данных производителей могут использоваться как в промышленности, так и в бытовых условиях. Они комплектуются инструкциями и инструментами для регулировки станковых механизмов. В России также выпускаются станки под брендом “Зубр”. Они предназначены для работ со средней производительностью.
Принцип действия
Ленточнопильная резка металла
Ленточнопильная резка металлопроката происходит под воздействием полотна ленточной пилы, за счет его твердости и плотности. У подобного оборудования эти показатели больше чем у материала для резки.
Ленточнопильный станок относится к оборудованию высокой мощности и способен разрезать твердый металл. При работе станка два маховика стянутые ремнем приводят в движение режущий рабочий орган.
Средняя скорость работы оборудования составляет 100 мм/мин.
Во время работы, заготовка располагается на станке таким способом, чтобы на нее оказывалось равномерное давление. Такая манипуляция позволяет увеличить точность распила.
Во время работы полотно имеет тенденцию нагреваться, ситуация способна привести к его поломке. Во избежание этого на грань среза необходимо наносить охлаждающую жидкость, она позволяет сохранить приемлемую температуру полотна и продлить срок его эксплуатации. Примером такой жидкости служит обычная вода, но специальная смазка обеспечивает большую эффективность.
К недостаткам подобных станков следует отнести отсутствие возможности фигурной обработки заготовок, ленточнопильная резка позволяет проводить мелкую обработку по прямым линиям.
Материалы для пил ленточнопильного станка
Ленточная пила – важный движущий элемент, входящий в состав станка.
Она часто бывает изготовлена из таких материалов:
- углеродистая сталь – резка различных сплавов;
- твердосплавные материалы – для металлических изделий повышенной плотности;
- алмазное напыление – для абразивных материалов;
- биметаллические сплавы – для раскройки в особых режимах.
Станок предусматривает возможность смены рабочего оборудования в соответствии с предполагаемым режимом работы.





